The document discusses various methods for holding workpieces on a lathe machine, including chucks (three-jaw universal chuck, four-jaw independent chuck, collet chuck), holding work between centers, using a faceplate, and different types of mandrels (plain, expanding, gang, stub). The optimal holding method depends on factors like the shape, length, required machining operations, and condition of the particular workpiece.
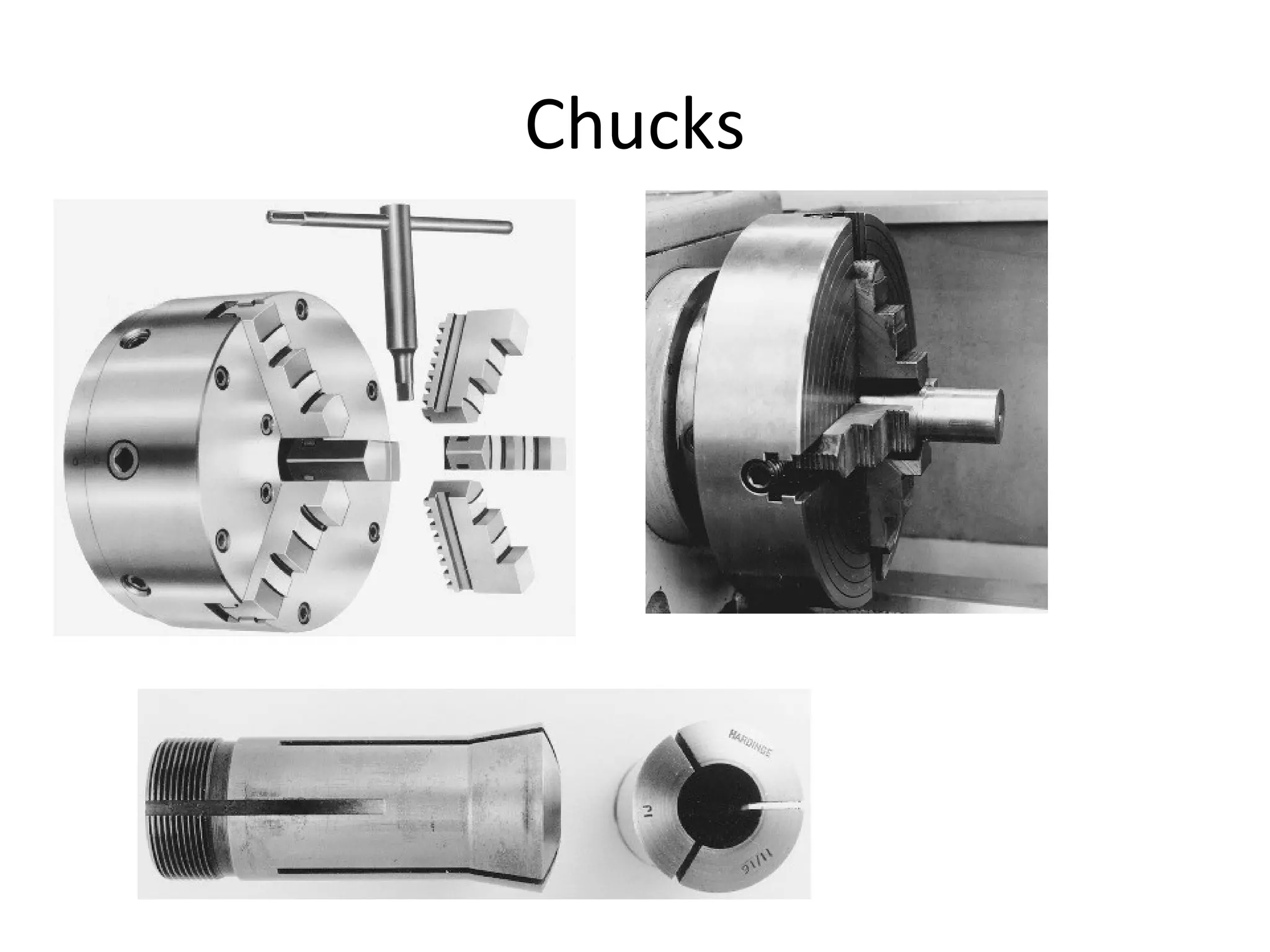
Chucks
• Used extensivelyfor holding work for
machining operations
– Work large or unusual shape
• Most commonly used lathe chucks
– Three-jaw universal
– Four-jaw independent
– Collet chuck
6.
Three-jaw Universal Chuck
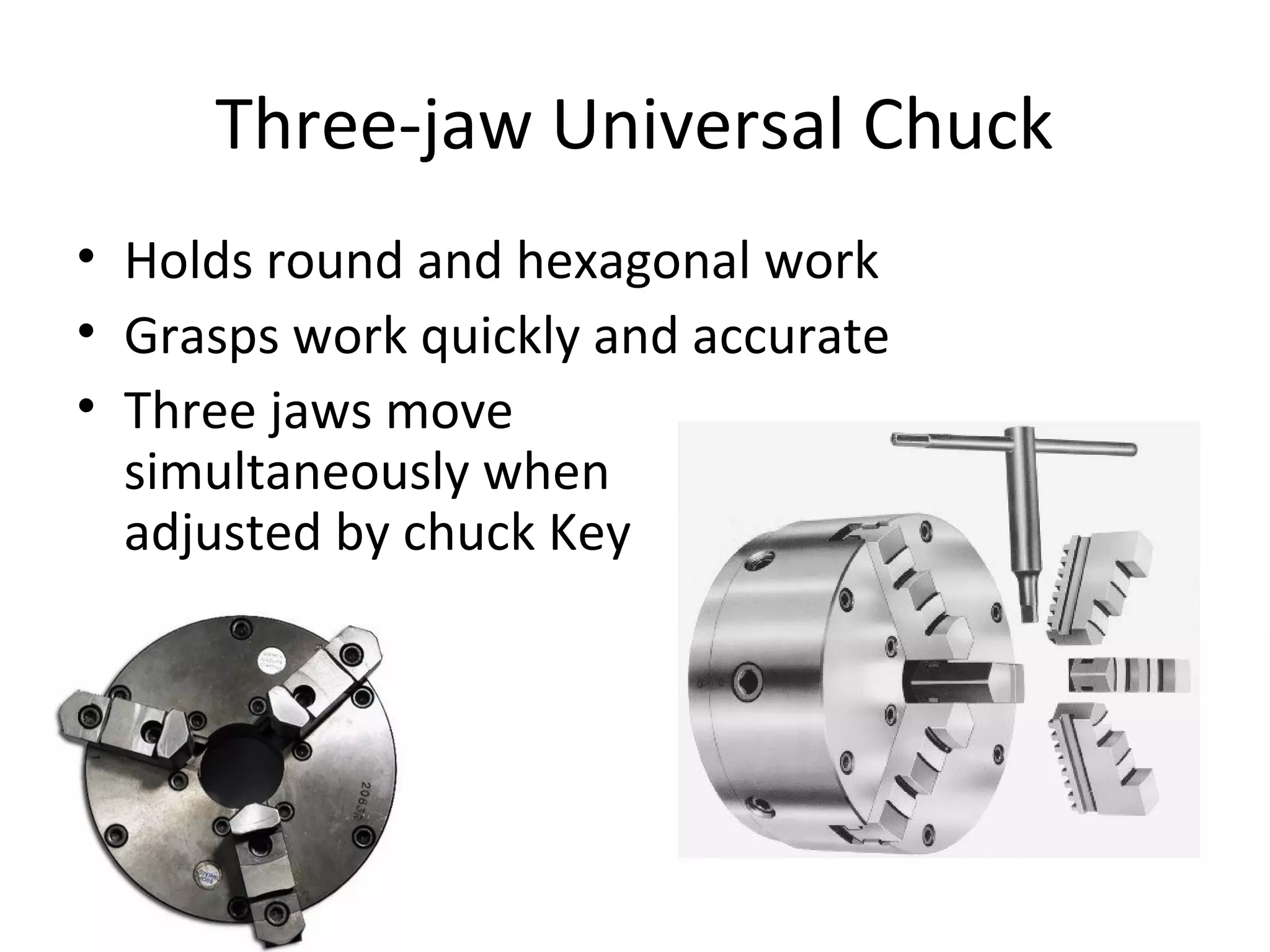
•Holds round and hexagonal work
• Grasps work quickly and accurate
• Three jaws move
simultaneously when
adjusted by chuck Key
7.
Four-Jaw Independent Chuck
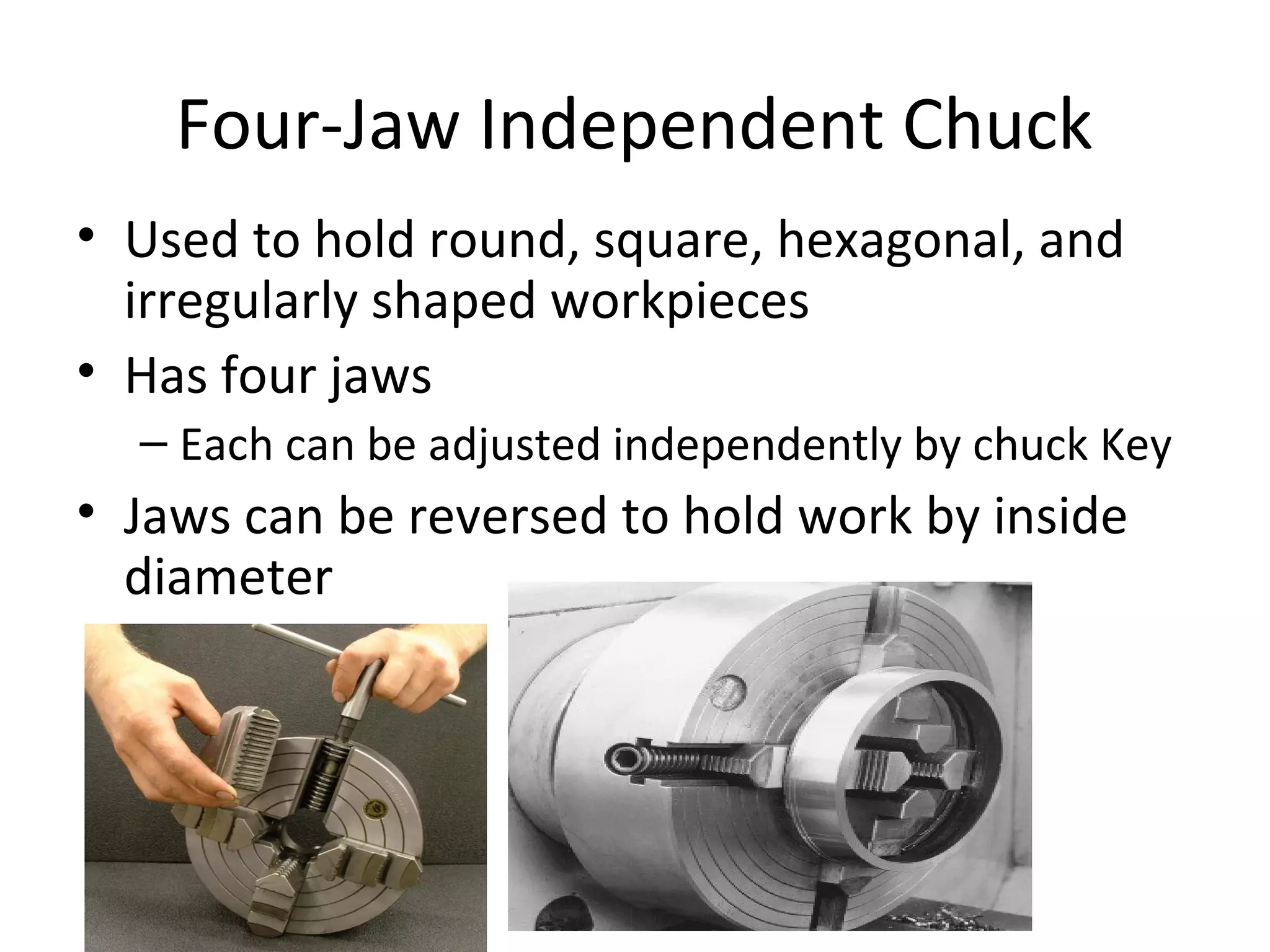
•Used to hold round, square, hexagonal, and
irregularly shaped workpieces
• Has four jaws
– Each can be adjusted independently by chuck Key
• Jaws can be reversed to hold work by inside
diameter
8.
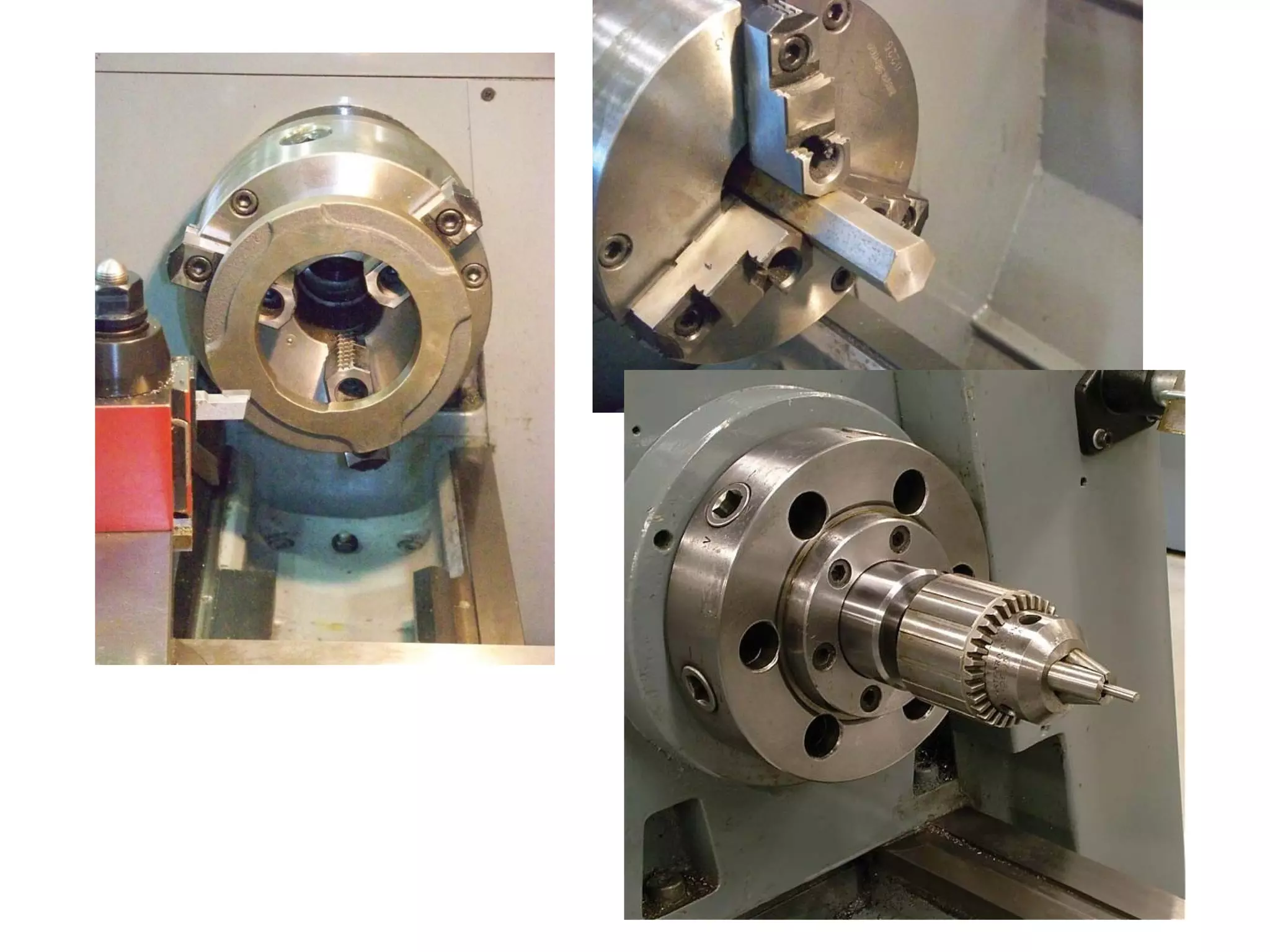
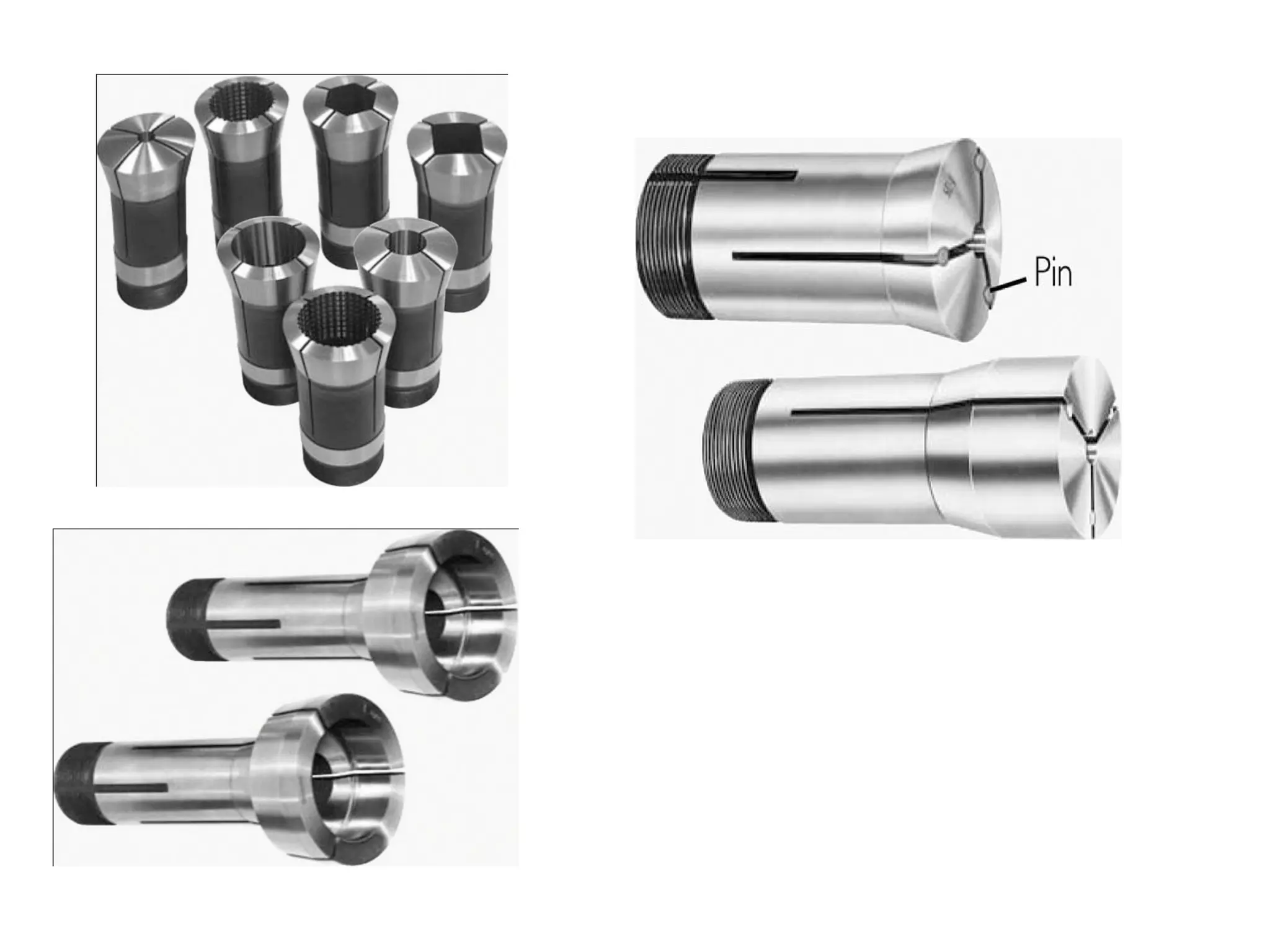
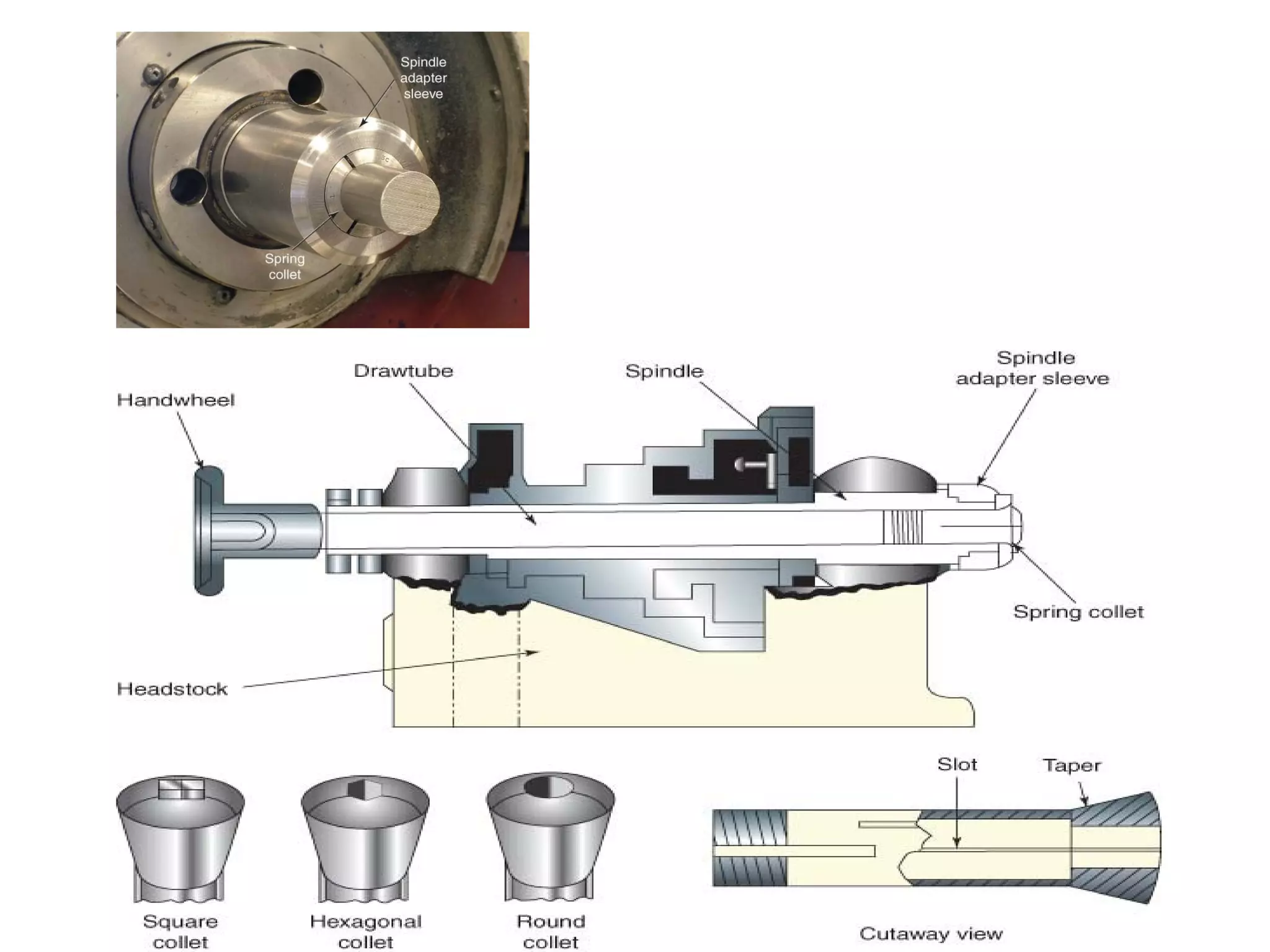
Collet Chuck
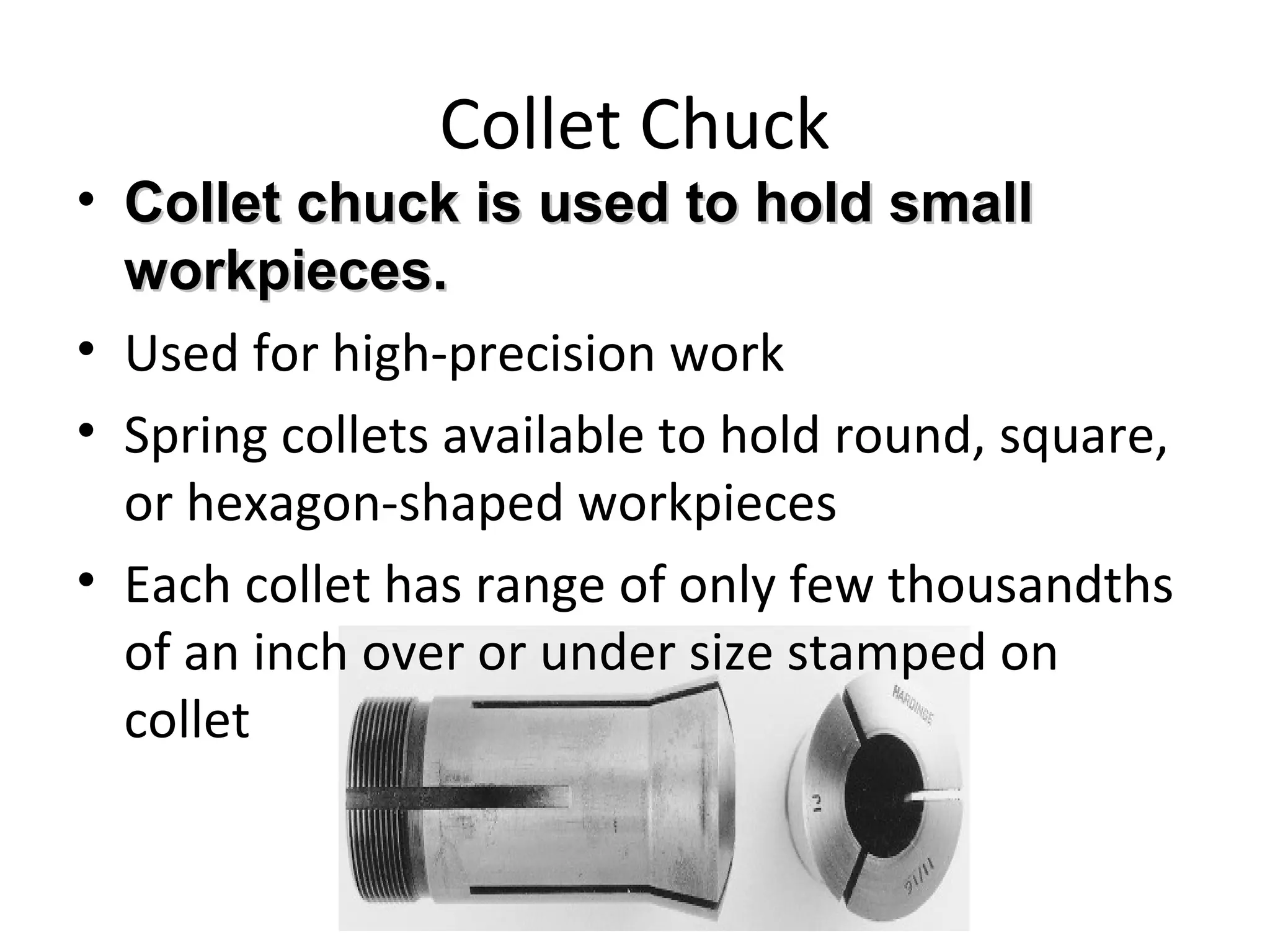
• Colletchuck is used to hold smallCollet chuck is used to hold small
workpieces.workpieces.
• Used for high-precision work
• Spring collets available to hold round, square,
or hexagon-shaped workpieces
• Each collet has range of only few thousandths
of an inch over or under size stamped on
collet
10.
|
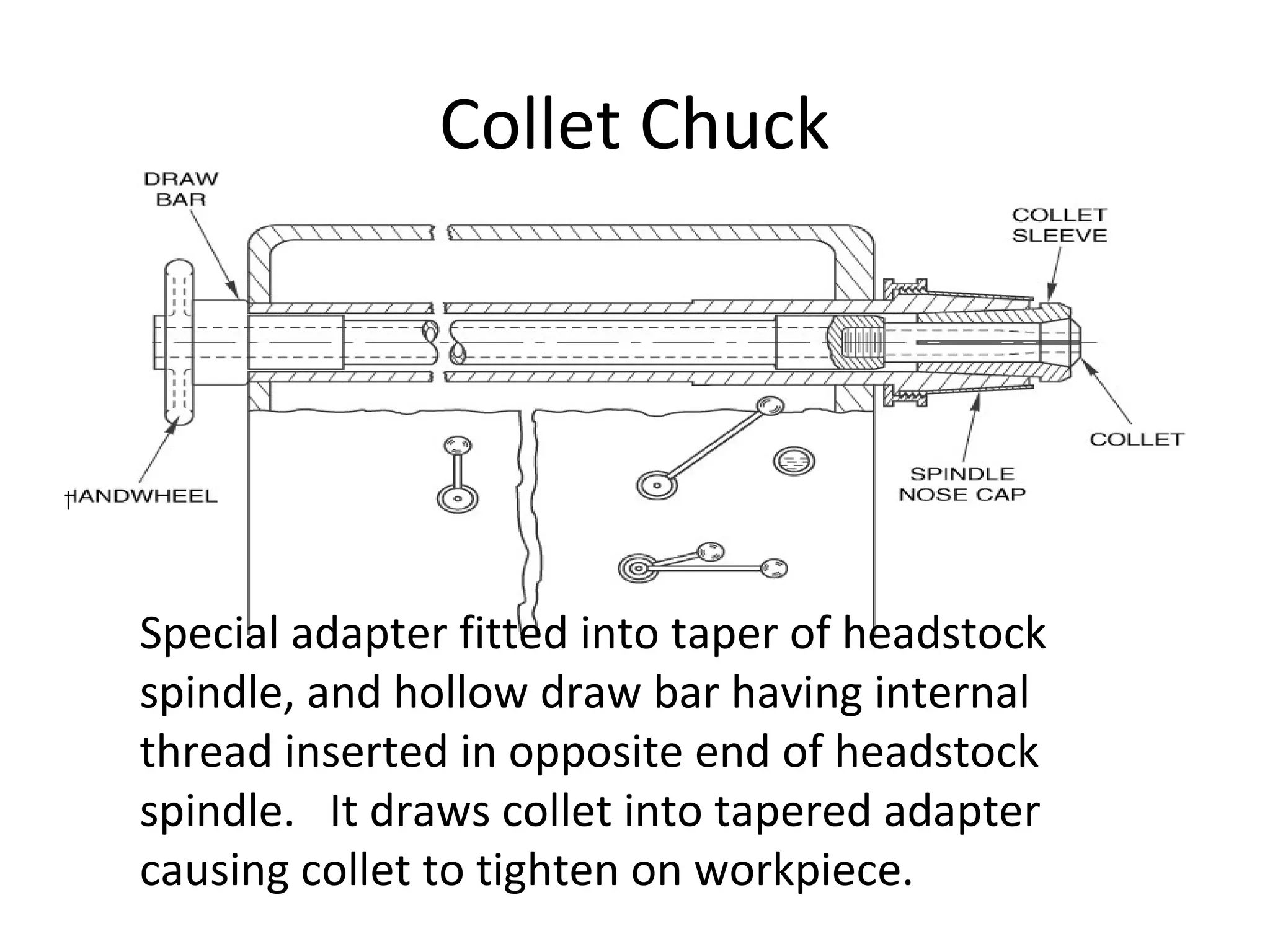
Collet Chuck
Special adapterfitted into taper of headstock
spindle, and hollow draw bar having internal
thread inserted in opposite end of headstock
spindle. It draws collet into tapered adapter
causing collet to tighten on workpiece.
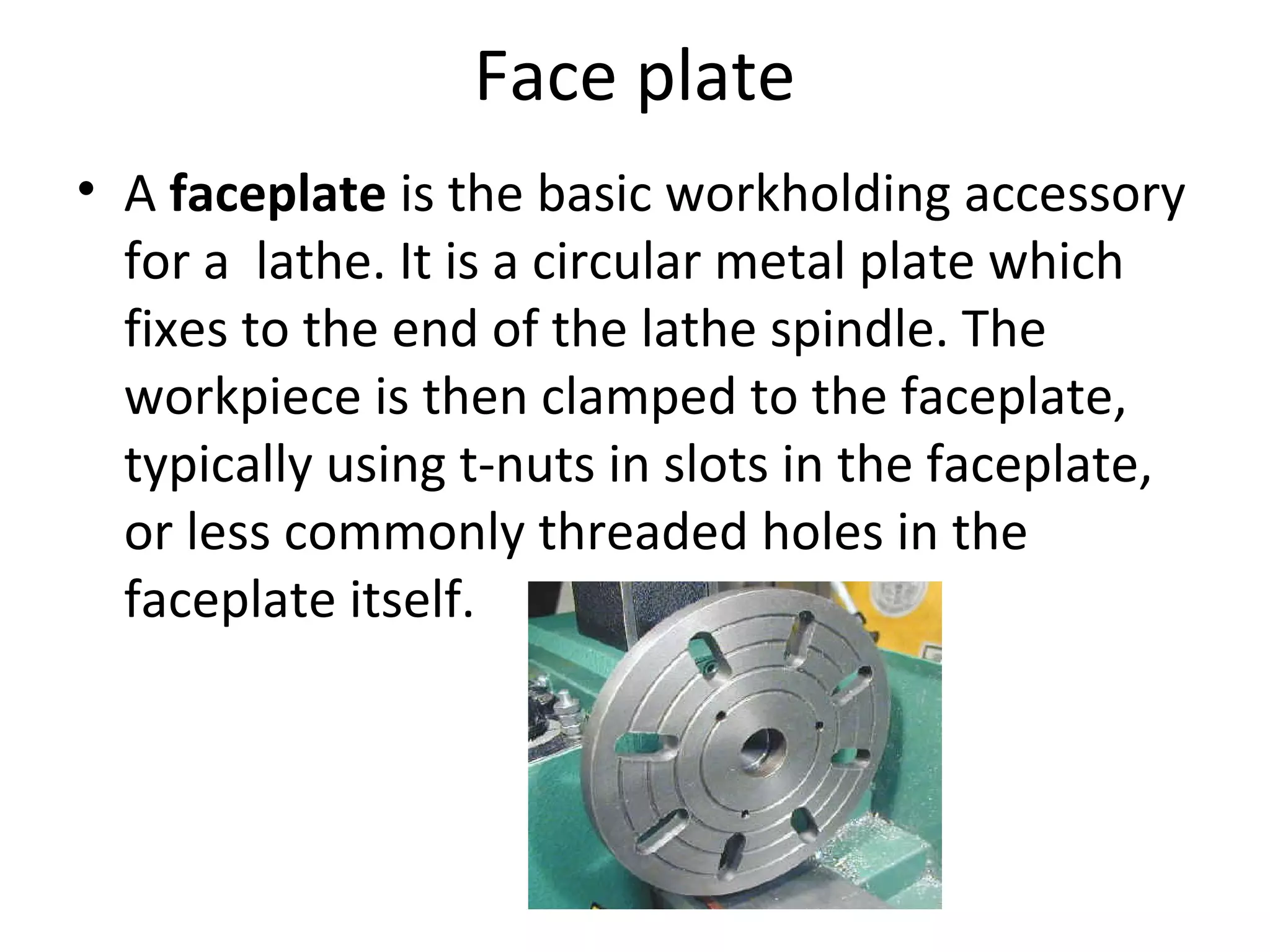
Face plate
• Afaceplate is the basic workholding accessory
for a lathe. It is a circular metal plate which
fixes to the end of the lathe spindle. The
workpiece is then clamped to the faceplate,
typically using t-nuts in slots in the faceplate,
or less commonly threaded holes in the
faceplate itself.
15.
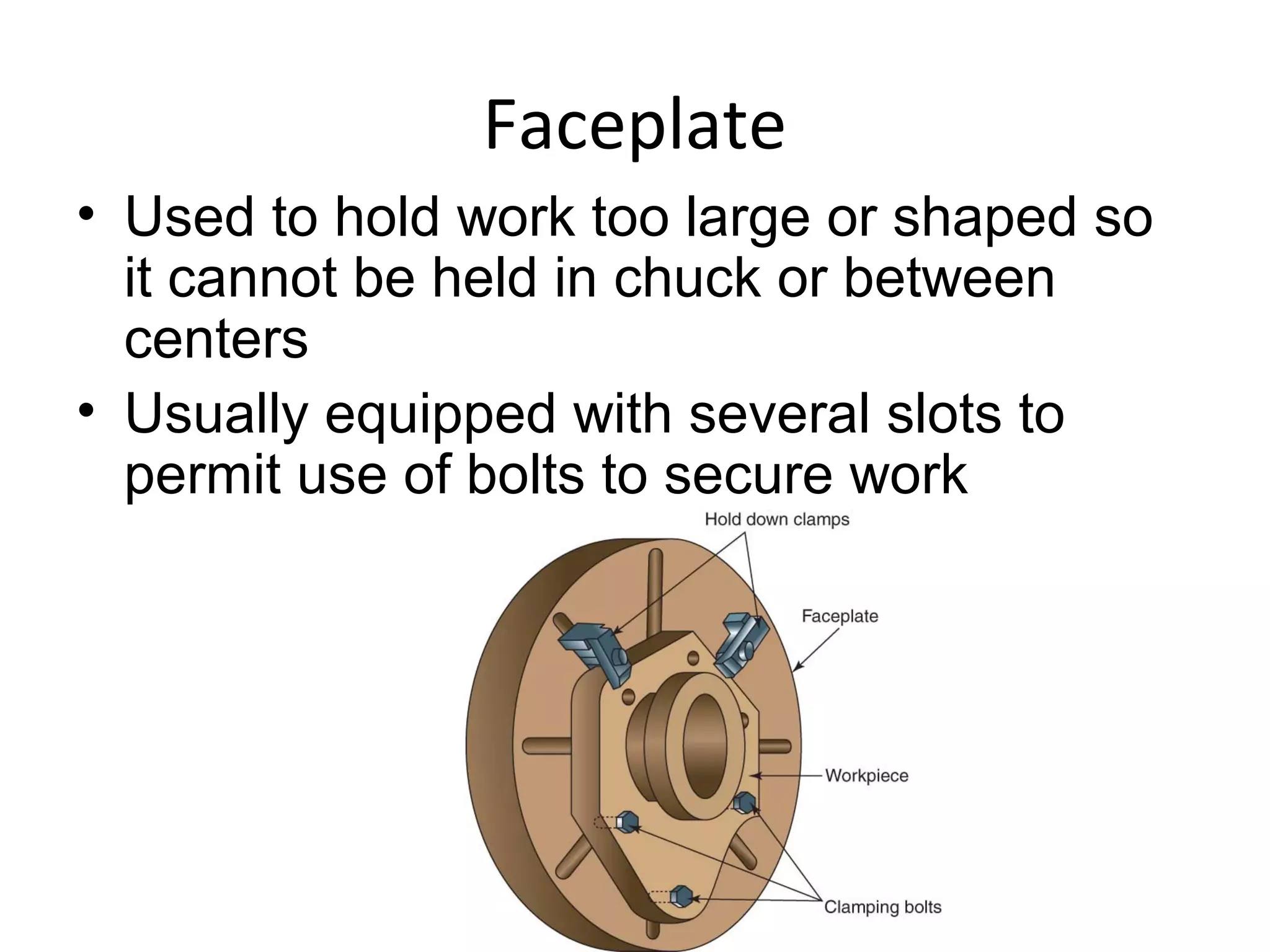
Faceplate
• Used tohold work too large or shaped so
it cannot be held in chuck or between
centers
• Usually equipped with several slots to
permit use of bolts to secure work
16.
Mandrel
• Holds internallymachined workpiece
between centers so further machining
operations are concentric with bore
• Several types, but most common
– Plain mandrel
– Expanding mandrel
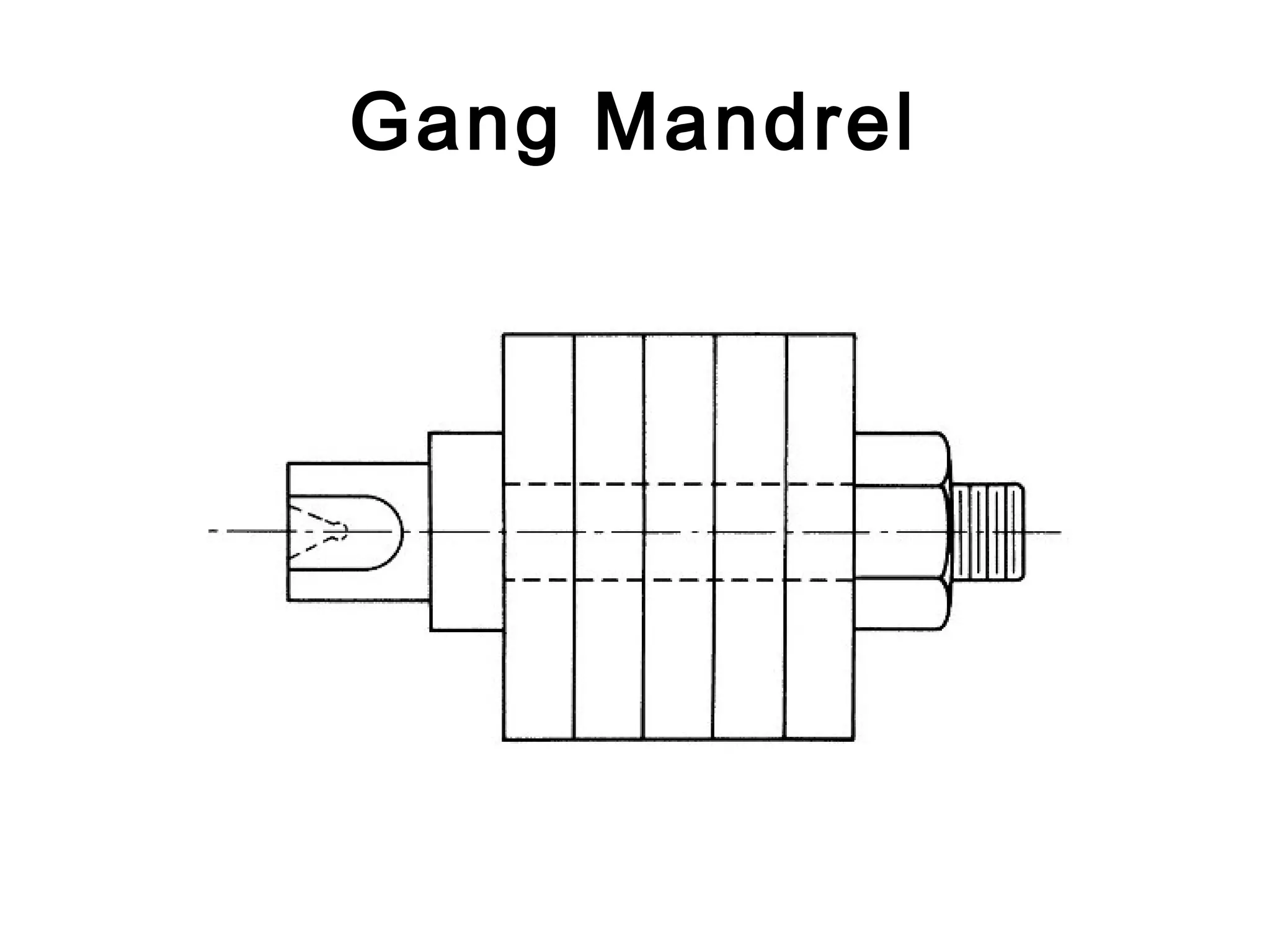
– Gang mandrel
– Stub mandrel