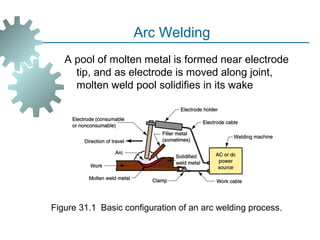
There are two main categories of welding processes - fusion welding and solid state welding. Fusion welding involves melting the base metals using heat, sometimes with added filler metal. Common fusion processes are arc welding, resistance welding, and oxyfuel gas welding. Solid state welding joins metals without melting using pressure, heat, or both. Examples are forge welding and friction welding. The document then provides detailed descriptions and comparisons of various fusion welding techniques such as shielded metal arc welding, gas tungsten arc welding, plasma arc welding, and resistance spot welding.