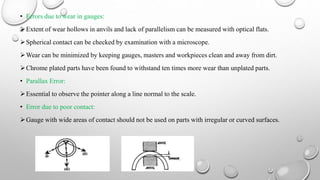
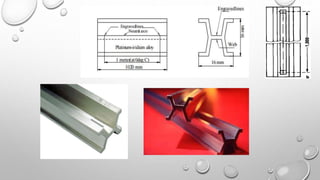
This document discusses factors to consider when selecting measuring instruments, including sensitivity, hysteresis, range, span, response time, repeatability, accuracy, precision, magnification, stability, resolution, error, drift, reliability and more. It describes types of errors such as static errors, dynamic errors, systematic errors and random errors. Methods to reduce errors from the environment, supports, alignment, dirt, vibrations, wear and other sources are provided. The history of measurement standards from ancient Egypt is briefly mentioned.