The document discusses mechanical measurements, defining measurement as the numerical evaluation of a dimension or comparison with standards. It outlines various methods of measurement, such as direct, indirect, comparative, coincidence, deflection, and complementary methods, highlighting their significance and requirements. It also covers terms related to measuring instruments, including accuracy, precision, and sensitivity, while emphasizing the importance of calibration and understanding errors in measurements.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 1 of 10 S.V.KULKARNI
UNITI: MEASURING INSTRUMENTS
Measurement
Measurement means determination of anything that exists in some amount (Quantity). If those things that exist are
related to mechanical engineering, then the determination of such amounts are referred to as mechanical
measurements.
Measurement is defined as the process of numerical evaluation of a dimension or the process of comparison
with standard measuring instruments.
OR
Measurement is defined as the process or the act of obtaining a quantitative comparison between a
predefined standard and an unknown magnitude.
The basic aim of measurement in industries is to check whether a component has been manufactured to the
requirement of a specification or not.
REQUIREMENTS OF MEASUREMENTS
If the result of the measurement has to be meaning full, then the following two conditions have to satisfy.
The standard used for comparison must be accurately known and internationally accepted. Example: - A
length cannot be simply said too long but it must be said comparatively longer than some standard.
The procedure and apparatus used for comparison must be provable and internationally accepted.
Methods of Measurements
In precision measurement various methods of measurement are adopted depending upon
the accuracy required and the amount of permissible (allowable) error. The methods of measurement can be
classified as:
1) Direct method
2) Indirect method
3) Comparative method
4) Coincidence method
5) Deflection method
6) Complementary method
1) DIRECT METHOD OF MEASUREMENT :- All the physical dimensions are generally measured by direct method.
This is a simple method of measurement, in which the value of the quantity to be measured is obtained directly. It is
quite commonly used for length measurement. For example, measurements by using scales, vernier calipers,
micrometers, bevel protector etc. This method is most widely used in production. It is not very accurate because it
depends on human insensitiveness in making judgment.
2) INDIRECT METHOD OF MEASUREMENT
There are number of quantities that cannot be measured directly by using some instrument. For example we
cannot measure the strain in the bar. We may have to record the temperature and pressure in the deep depths of
the ground or in some far off remote places. In such cases indirect methods of measurements are used ,in indirect
method of measurement the value of quantity to be measured is obtained by measuring other quantities which are
functionally related to it and the required value is obtained by some mathematical relationship.
In the indirect method of measurements some transducing devise, called transducer, is used which is
coupled to a chain of apparatus that forms the part of the measuring system. In this system the quantity which is to
be measured (input) is converted into some other measurable quantity (output) by the transducer. The transducer
used is such that the input and the output are proportional to each other.
Standard
ResultUnknown
Magnitude
Process of
comparison
(Measurement)
2.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 2 of 10 S.V.KULKARNI
The indirect method of measurements consists of the system that senses, converts, and finally presents an
analogues output in the form of a displacement or chart.
Example:- Angle measurement by sine bar, measurement of screw pitch diameter by three wire method etc.
3) COMPARATIVE METHOD OF MEASUREMENT
In this method the value of the quantity to be measured is compared with known value of
the same quantity or other quantity practically related to it. So, in this method only the deviations from a master
gauge are determined,
Example :- Dial indicators, or other comparators.
4) COINCIDENCE METHOD
It is a differential method of measurement in which a very small difference between the value of the
quantity to be measured and the reference is determined by the observation of the coincidence (alignment) of
certain lines or signals. For example, measurement by vernier caliper micrometer.
5) DEFLECTION METHOD
In this method the value of the quantity to be measured is directly indicated by a deflection
of a pointer on a calibrated scale.
6) COMPLEMENTARY METHOD
In this method the value of the quantity to be measured is combined with a known value of the
same quantity. The combination is so adjusted that the sum of these two values is equal to predetermined
comparison value. For example, determination of the volume of a solid by liquid displacement.
Significance (Importance) of Measurement
Measurement provides the fundamental base for research and development.
Measurement provides the basis for control process.
It helps to achieve the quality of the product.
In process industries, it helps to achieve max efficiency.
It provides the basis for maintenance of proper operation.
It increases the consumer confidence.
It helps in maintaining health and safety.
Automatic controls based on measurement.
Terms applicable to measuring instruments
Accuracy
Precision
Sensitivity
Repeatability
Range
Threshold
Hysteresis
Calibration
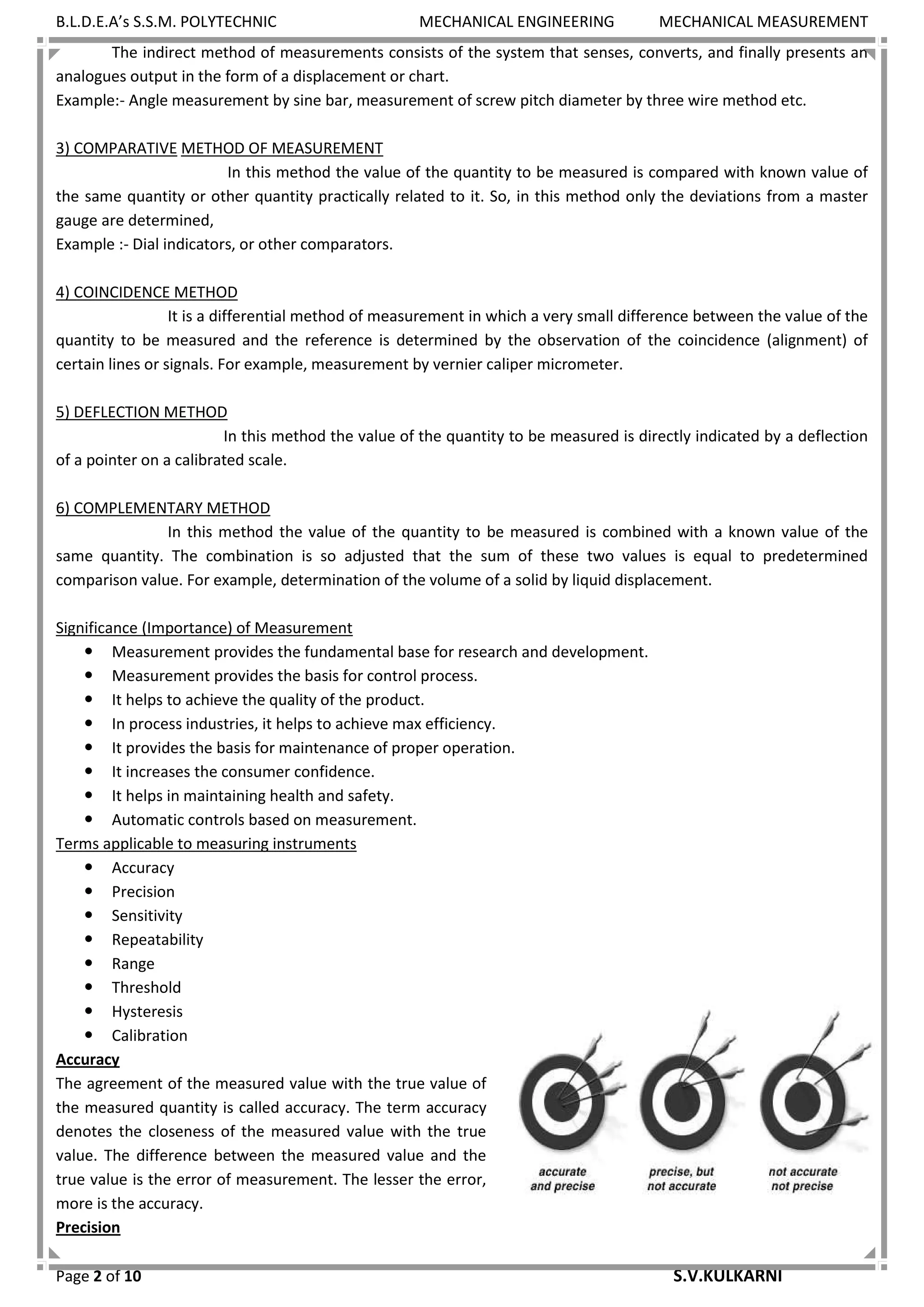
Accuracy
The agreement of the measured value with the true value of
the measured quantity is called accuracy. The term accuracy
denotes the closeness of the measured value with the true
value. The difference between the measured value and the
true value is the error of measurement. The lesser the error,
more is the accuracy.
Precision
3.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 3 of 10 S.V.KULKARNI
The terms precision and accuracy are used in connection with the performance of the instrument. Precision
is the repeatability of the measuring process. It refers to the group of measurements for the same characteristics
taken under identical conditions. If the instrument is not precise it will give different (widely varying) results for the
same dimension when measured again and again. The set of observations will scatter about the mean value. The less
the scattering more precise is the instrument.
Sensitivity
Sensitivity refers to the ability of measuring device to detect small differences in a quantity being measured. For
example, if a very small change in voltage is applied to two voltmeters results in a appreciable change in the
indication of one instrument and not in other, the earlier is instrument more sensitive.
Or
It is defined as the ratio of the linier movement of the pointer on the instrument to the change in the measured
variable causing this motion. The sensitivity of an instrument should be high and the instrument should not have a
range greatly exceeding the value to be measured, however some clearance should be kept for any accidental
overloads. Sensitivity and readability are primarily associated with Equipment while accuracy and precision are
associated with the measuring process.
Repeatability
It is the ability of the measuring instrument to repeat the same results for the measurements for the
same quantity, when the measurement are carried out-by the same observer,-with the same instrument,-under the
same conditions and the measurements are carried out in short intervals of time. It may be expressed quantitatively
in terms of scattering of the results.
Range
It represents the highest possible value that can be measured by an instrument or limits within
which instrument is designed to operate.
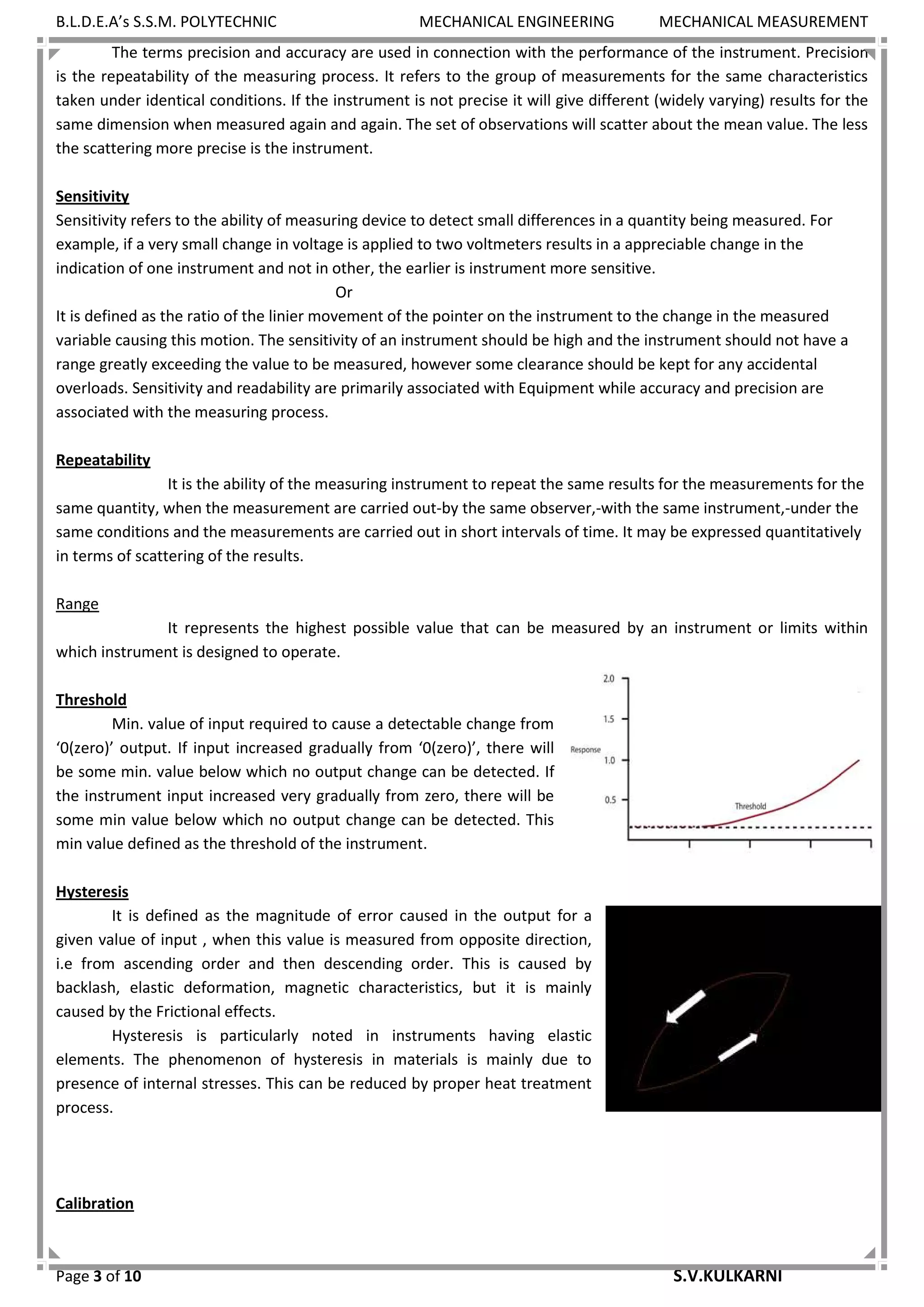
Threshold
Min. value of input required to cause a detectable change from
‘0(zero)’ output. If input increased gradually from ‘0(zero)’, there will
be some min. value below which no output change can be detected. If
the instrument input increased very gradually from zero, there will be
some min value below which no output change can be detected. This
min value defined as the threshold of the instrument.
Hysteresis
It is defined as the magnitude of error caused in the output for a
given value of input , when this value is measured from opposite direction,
i.e from ascending order and then descending order. This is caused by
backlash, elastic deformation, magnetic characteristics, but it is mainly
caused by the Frictional effects.
Hysteresis is particularly noted in instruments having elastic
elements. The phenomenon of hysteresis in materials is mainly due to
presence of internal stresses. This can be reduced by proper heat treatment
process.
Calibration
4.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 4 of 10 S.V.KULKARNI
Calibration is the process of checking the dimension and tolerances of a gauge, or the accuracy of a
measuring instrument by comparing it to the instrument/gauge that has been certified as a standard of known
accuracy. It is very much essential to calibrate the instrument so as to maintain its accuracy. Calibration of an
instrument is done over a period of time, which is decided depending upon the usage of the instrument.
ERRORS IN MEASUREMENTS
It is never possible to measure the true value of a dimension there is always some error. The error in
measurement is the difference between the measured value and the true value of the measured dimension.
Error in measurement = Measured value - True value
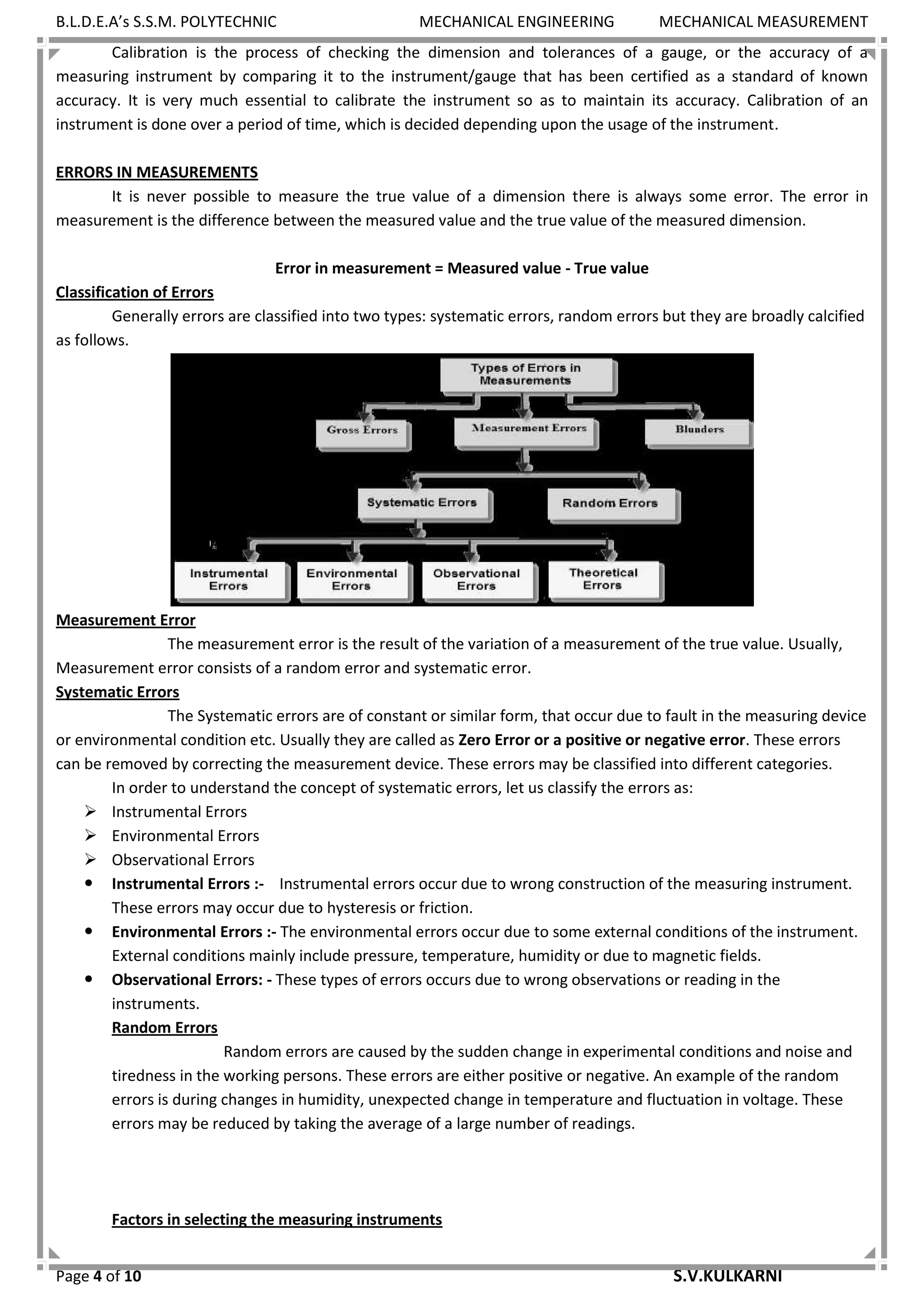
Classification of Errors
Generally errors are classified into two types: systematic errors, random errors but they are broadly calcified
as follows.
Measurement Error
The measurement error is the result of the variation of a measurement of the true value. Usually,
Measurement error consists of a random error and systematic error.
Systematic Errors
The Systematic errors are of constant or similar form, that occur due to fault in the measuring device
or environmental condition etc. Usually they are called as Zero Error or a positive or negative error. These errors
can be removed by correcting the measurement device. These errors may be classified into different categories.
In order to understand the concept of systematic errors, let us classify the errors as:
Instrumental Errors
Environmental Errors
Observational Errors
Instrumental Errors :- Instrumental errors occur due to wrong construction of the measuring instrument.
These errors may occur due to hysteresis or friction.
Environmental Errors :- The environmental errors occur due to some external conditions of the instrument.
External conditions mainly include pressure, temperature, humidity or due to magnetic fields.
Observational Errors: - These types of errors occurs due to wrong observations or reading in the
instruments.
Random Errors
Random errors are caused by the sudden change in experimental conditions and noise and
tiredness in the working persons. These errors are either positive or negative. An example of the random
errors is during changes in humidity, unexpected change in temperature and fluctuation in voltage. These
errors may be reduced by taking the average of a large number of readings.
Factors in selecting the measuring instruments
5.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 5 of 10 S.V.KULKARNI
1. The important charter to be considered in selection of measuring instrument are its measuring range,
Accuracy and Precision.
2. For better results instruments with higher accuracy is selected.
3. Precision is also very important feature for any measuring instrument because it provides repeatable
readings.
4. The sensitivity of that instrument should remain constant through the range of its measurement.
5. Minimum inertia in the moving parts of the mechanism. The effect of inertia (ಜಡತ್ವ) is to make the
instrument sluggish (slow moving).
6. The time taken to display the final data.(as less as possible).
7. The type of data displayed. (analog or digital or photograph)
8. The cost of measuring instrument.
9. Type of quantity to be measured constant or variable.
10. Nature of quantity being measured hot or cold
11. Resistance to environmental disturbance.
12. Simplicity in calibration when needed.
13. Safety in use.
14. Adoptability to different sizes.
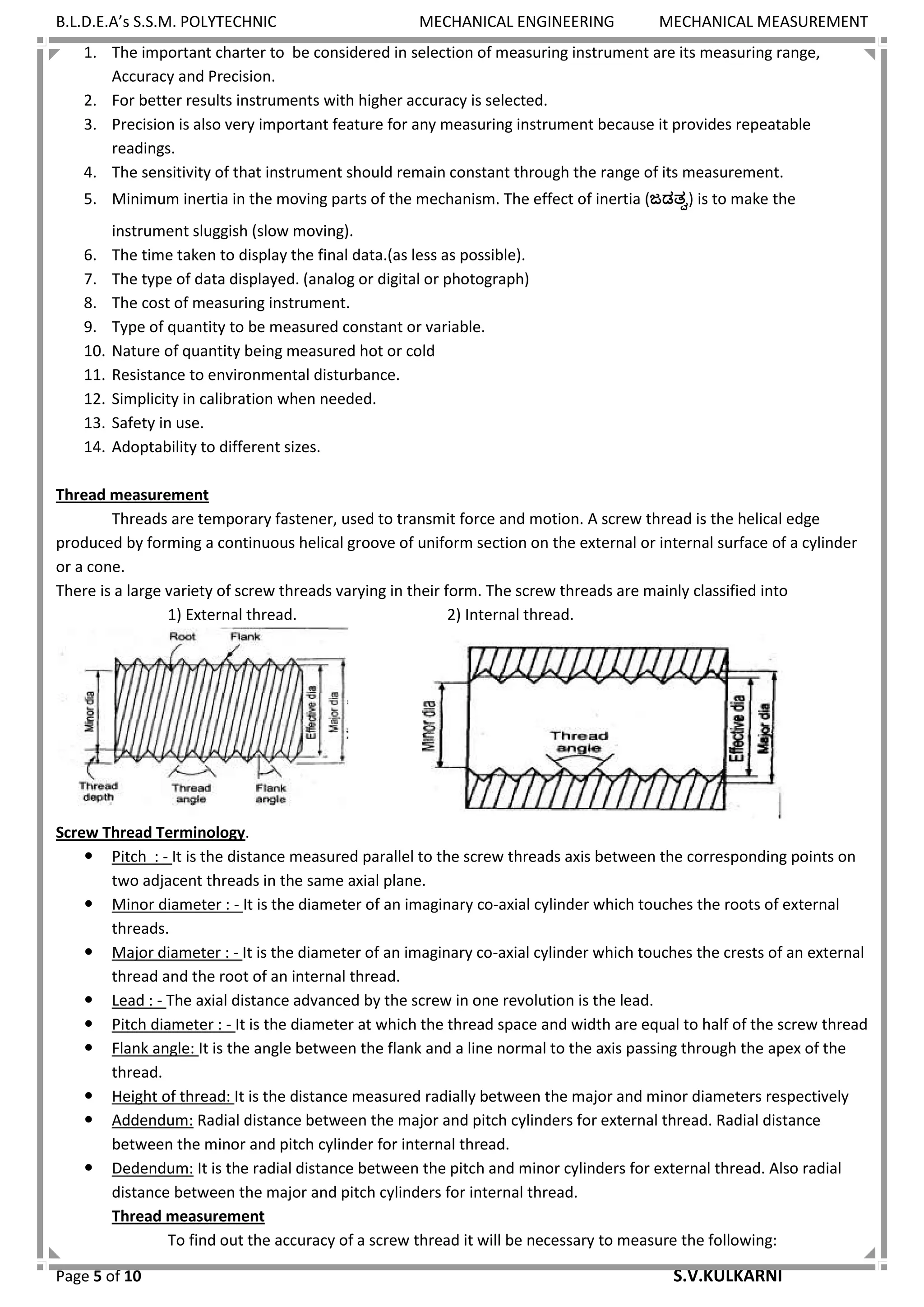
Thread measurement
Threads are temporary fastener, used to transmit force and motion. A screw thread is the helical edge
produced by forming a continuous helical groove of uniform section on the external or internal surface of a cylinder
or a cone.
There is a large variety of screw threads varying in their form. The screw threads are mainly classified into
1) External thread. 2) Internal thread.
Screw Thread Terminology.
Pitch : - It is the distance measured parallel to the screw threads axis between the corresponding points on
two adjacent threads in the same axial plane.
Minor diameter : - It is the diameter of an imaginary co-axial cylinder which touches the roots of external
threads.
Major diameter : - It is the diameter of an imaginary co-axial cylinder which touches the crests of an external
thread and the root of an internal thread.
Lead : - The axial distance advanced by the screw in one revolution is the lead.
Pitch diameter : - It is the diameter at which the thread space and width are equal to half of the screw thread
Flank angle: It is the angle between the flank and a line normal to the axis passing through the apex of the
thread.
Height of thread: It is the distance measured radially between the major and minor diameters respectively
Addendum: Radial distance between the major and pitch cylinders for external thread. Radial distance
between the minor and pitch cylinder for internal thread.
Dedendum: It is the radial distance between the pitch and minor cylinders for external thread. Also radial
distance between the major and pitch cylinders for internal thread.
Thread measurement
To find out the accuracy of a screw thread it will be necessary to measure the following:
6.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 6 of 10 S.V.KULKARNI
1) Major diameter.
2) Minor diameter.
3) Pitch diameter.
4) Pitch
5) Thread angle
To do this in this chapter we are going to study two types of thread measuring devices namely.
Thread gauge micrometer
Bench micrometer
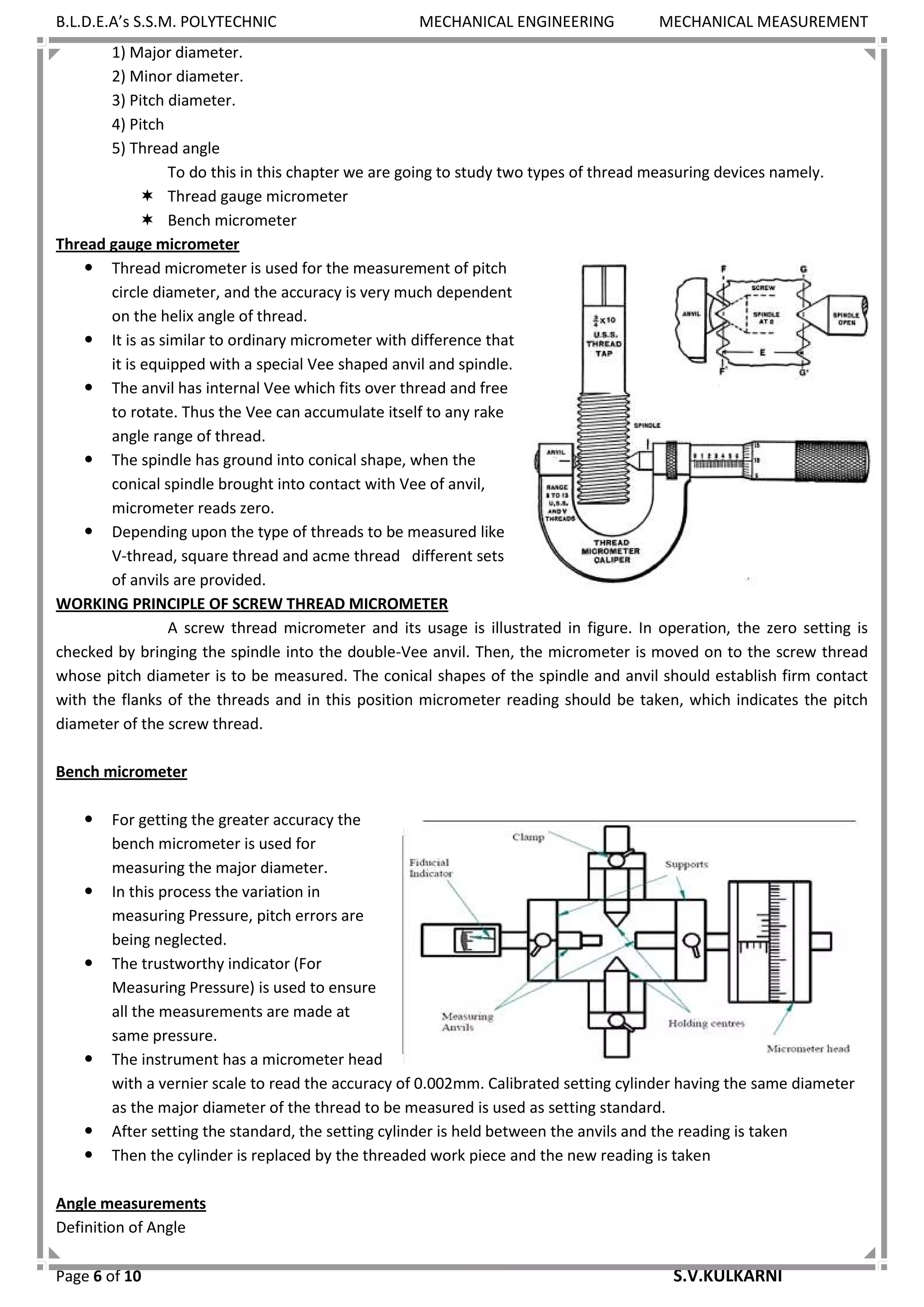
Thread gauge micrometer
Thread micrometer is used for the measurement of pitch
circle diameter, and the accuracy is very much dependent
on the helix angle of thread.
It is as similar to ordinary micrometer with difference that
it is equipped with a special Vee shaped anvil and spindle.
The anvil has internal Vee which fits over thread and free
to rotate. Thus the Vee can accumulate itself to any rake
angle range of thread.
The spindle has ground into conical shape, when the
conical spindle brought into contact with Vee of anvil,
micrometer reads zero.
Depending upon the type of threads to be measured like
V-thread, square thread and acme thread different sets
of anvils are provided.
WORKING PRINCIPLE OF SCREW THREAD MICROMETER
A screw thread micrometer and its usage is illustrated in figure. In operation, the zero setting is
checked by bringing the spindle into the double-Vee anvil. Then, the micrometer is moved on to the screw thread
whose pitch diameter is to be measured. The conical shapes of the spindle and anvil should establish firm contact
with the flanks of the threads and in this position micrometer reading should be taken, which indicates the pitch
diameter of the screw thread.
Bench micrometer
For getting the greater accuracy the
bench micrometer is used for
measuring the major diameter.
In this process the variation in
measuring Pressure, pitch errors are
being neglected.
The trustworthy indicator (For
Measuring Pressure) is used to ensure
all the measurements are made at
same pressure.
The instrument has a micrometer head
with a vernier scale to read the accuracy of 0.002mm. Calibrated setting cylinder having the same diameter
as the major diameter of the thread to be measured is used as setting standard.
After setting the standard, the setting cylinder is held between the anvils and the reading is taken
Then the cylinder is replaced by the threaded work piece and the new reading is taken
Angle measurements
Definition of Angle
7.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 7 of 10 S.V.KULKARNI
• Angle is defined as the opening between two lines which meet at a point.
• If a circle is divided into 360 parts, then each part is called a degree (o).
• Each degree is subdivided into 60 parts called minutes(’), and each minute is further subdivided into 60 parts called
seconds(”).
To measure the angle between two lines or surfaces various angle measuring instruments are used in which
two main instruments are.
1. Bevel protractor
2. Sine Bar
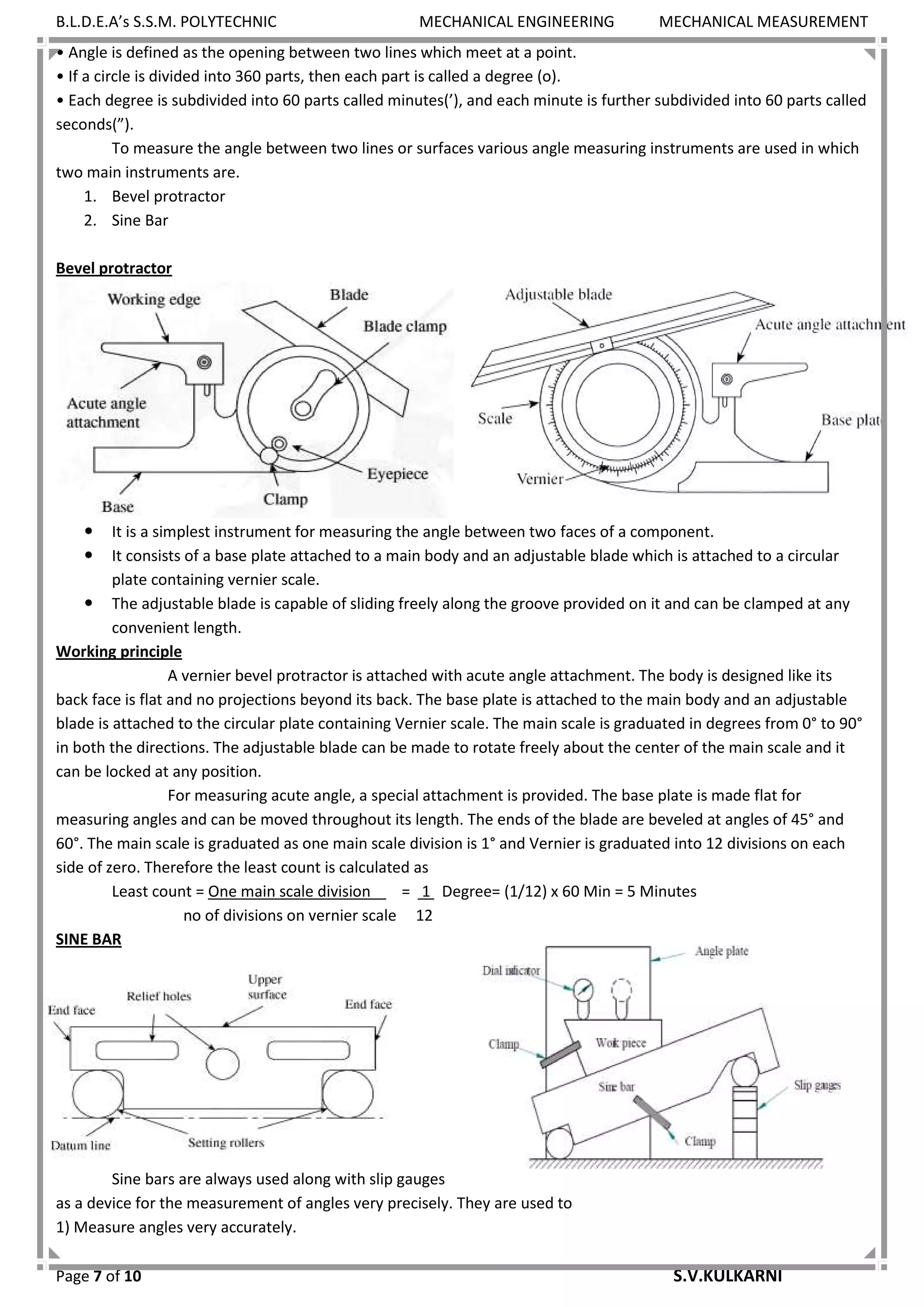
Bevel protractor
It is a simplest instrument for measuring the angle between two faces of a component.
It consists of a base plate attached to a main body and an adjustable blade which is attached to a circular
plate containing vernier scale.
The adjustable blade is capable of sliding freely along the groove provided on it and can be clamped at any
convenient length.
Working principle
A vernier bevel protractor is attached with acute angle attachment. The body is designed like its
back face is flat and no projections beyond its back. The base plate is attached to the main body and an adjustable
blade is attached to the circular plate containing Vernier scale. The main scale is graduated in degrees from 0° to 90°
in both the directions. The adjustable blade can be made to rotate freely about the center of the main scale and it
can be locked at any position.
For measuring acute angle, a special attachment is provided. The base plate is made flat for
measuring angles and can be moved throughout its length. The ends of the blade are beveled at angles of 45° and
60°. The main scale is graduated as one main scale division is 1° and Vernier is graduated into 12 divisions on each
side of zero. Therefore the least count is calculated as
Least count = One main scale division = 1 Degree= (1/12) x 60 Min = 5 Minutes
no of divisions on vernier scale 12
SINE BAR
Sine bars are always used along with slip gauges
as a device for the measurement of angles very precisely. They are used to
1) Measure angles very accurately.
8.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 8 of 10 S.V.KULKARNI
2) Locate the work piece to a given angle with very high precision.
Generally, sine bars are made from high carbon, high chromium, and corrosion resistant steel. These
materials are highly hardened, ground and stabilized. In sine bars, two cylinders of equal diameter are attached at lie
ends with its axis are mutually parallel to each other. They are also at equal distance from the upper surface of the
sine bar mostly the distance between the axis of two cylinders is 100mm, 200mm or 300mm. The cylindrical holes
are provided to reduce the weight of the sine bar.
Working principle of sine bar
1) Before checking the unknown angle of the specimen, first the angle (x0
)of given specimen is found
approximately by bevel protractor.
2) Then the sine bar is set at angle of (x0
) and clamped on the angle plate.
3) Now, the work is placed on the sine bar and the dial indicator set at one end of the work piece and is moved
across the work piece and deviation is noted.
4) Slip gauges are adjusted so that the dial indicator reads zero throughout the work surface.
Gauges
Gauges are inspection tools which serve to check the dimensions of the manufactured parts. Limit
gauges ensure the size of the component lies within the specified limits. They are non-recording and do not
determine the size of the part.
The common types are as follows:
1) Plain Plug gauges.
2) Ring gauges.
3) Snap gauges.
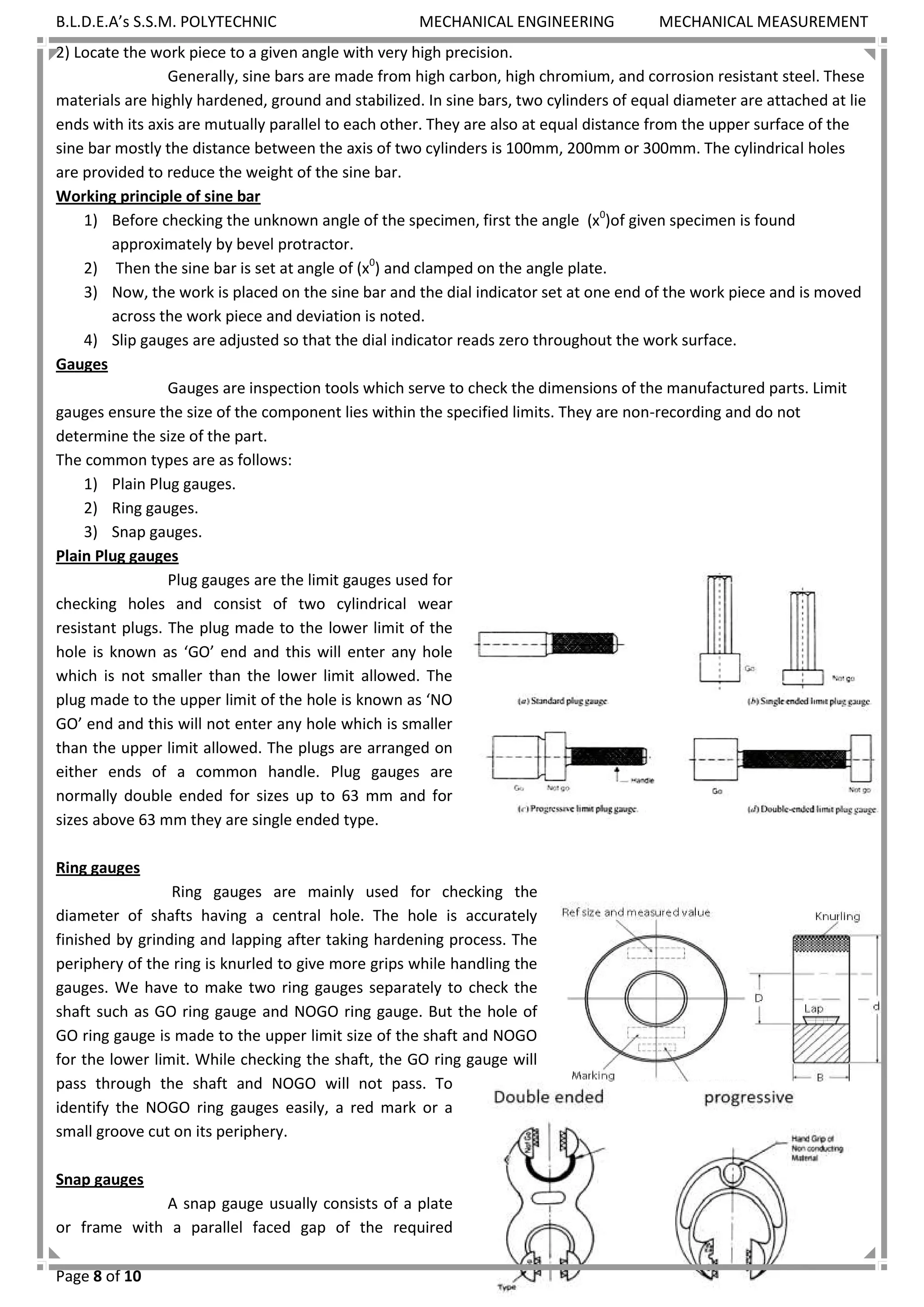
Plain Plug gauges
Plug gauges are the limit gauges used for
checking holes and consist of two cylindrical wear
resistant plugs. The plug made to the lower limit of the
hole is known as ‘GO’ end and this will enter any hole
which is not smaller than the lower limit allowed. The
plug made to the upper limit of the hole is known as ‘NO
GO’ end and this will not enter any hole which is smaller
than the upper limit allowed. The plugs are arranged on
either ends of a common handle. Plug gauges are
normally double ended for sizes up to 63 mm and for
sizes above 63 mm they are single ended type.
Ring gauges
Ring gauges are mainly used for checking the
diameter of shafts having a central hole. The hole is accurately
finished by grinding and lapping after taking hardening process. The
periphery of the ring is knurled to give more grips while handling the
gauges. We have to make two ring gauges separately to check the
shaft such as GO ring gauge and NOGO ring gauge. But the hole of
GO ring gauge is made to the upper limit size of the shaft and NOGO
for the lower limit. While checking the shaft, the GO ring gauge will
pass through the shaft and NOGO will not pass. To
identify the NOGO ring gauges easily, a red mark or a
small groove cut on its periphery.
Snap gauges
A snap gauge usually consists of a plate
or frame with a parallel faced gap of the required
9.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 9 of 10 S.V.KULKARNI
dimension. Snap gauges can be used for both cylindrical as well as non cylindrical work as compared to ring gauges
which are conveniently used only for cylindrical work. Double ended snap gauges can be used for sizes ranging from
3 to 100 mm. For sizes above 100 mm up to 250 mm a single ended progressive gauge may be used.
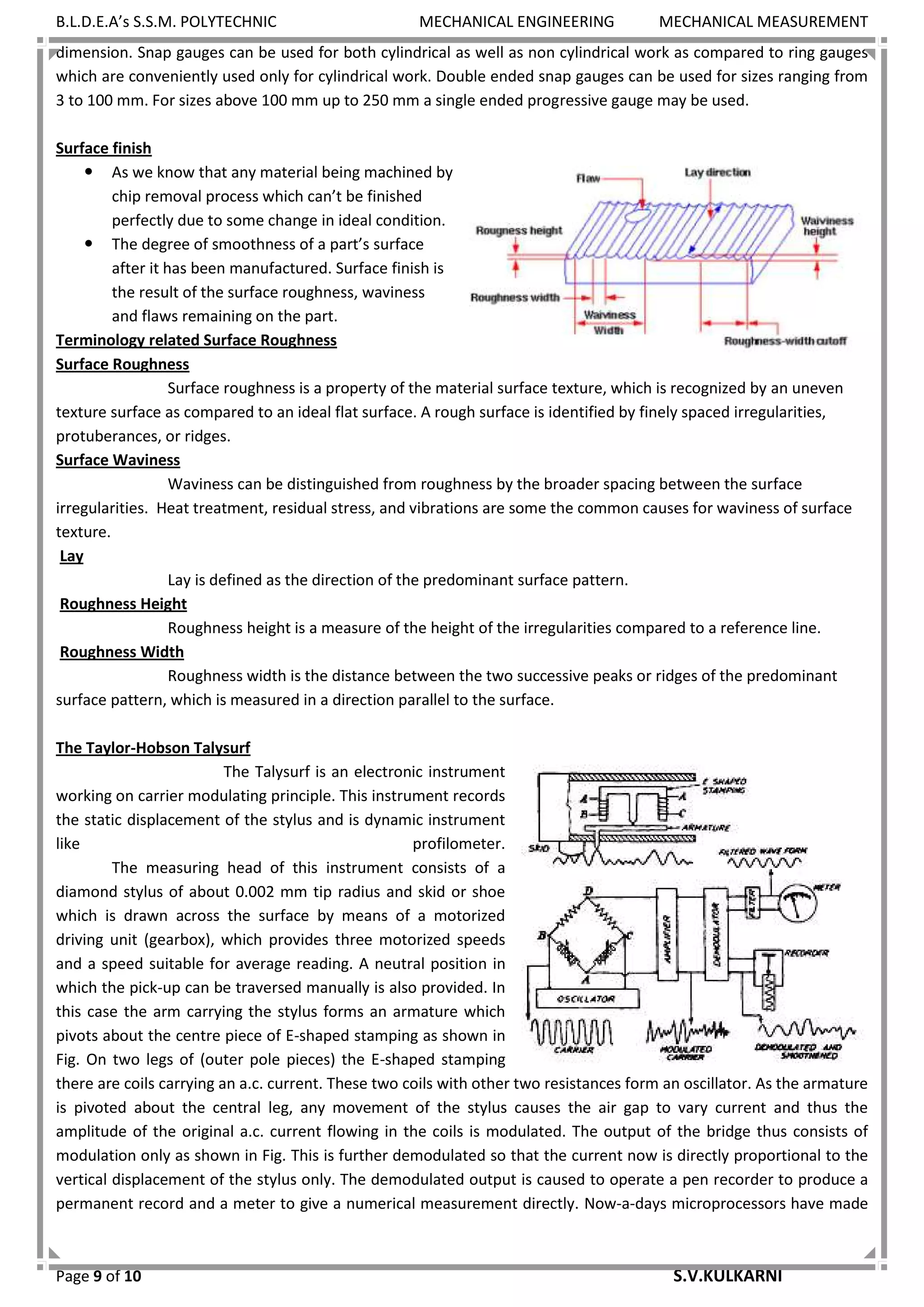
Surface finish
As we know that any material being machined by
chip removal process which can’t be finished
perfectly due to some change in ideal condition.
The degree of smoothness of a part’s surface
after it has been manufactured. Surface finish is
the result of the surface roughness, waviness
and flaws remaining on the part.
Terminology related Surface Roughness
Surface Roughness
Surface roughness is a property of the material surface texture, which is recognized by an uneven
texture surface as compared to an ideal flat surface. A rough surface is identified by finely spaced irregularities,
protuberances, or ridges.
Surface Waviness
Waviness can be distinguished from roughness by the broader spacing between the surface
irregularities. Heat treatment, residual stress, and vibrations are some the common causes for waviness of surface
texture.
Lay
Lay is defined as the direction of the predominant surface pattern.
Roughness Height
Roughness height is a measure of the height of the irregularities compared to a reference line.
Roughness Width
Roughness width is the distance between the two successive peaks or ridges of the predominant
surface pattern, which is measured in a direction parallel to the surface.
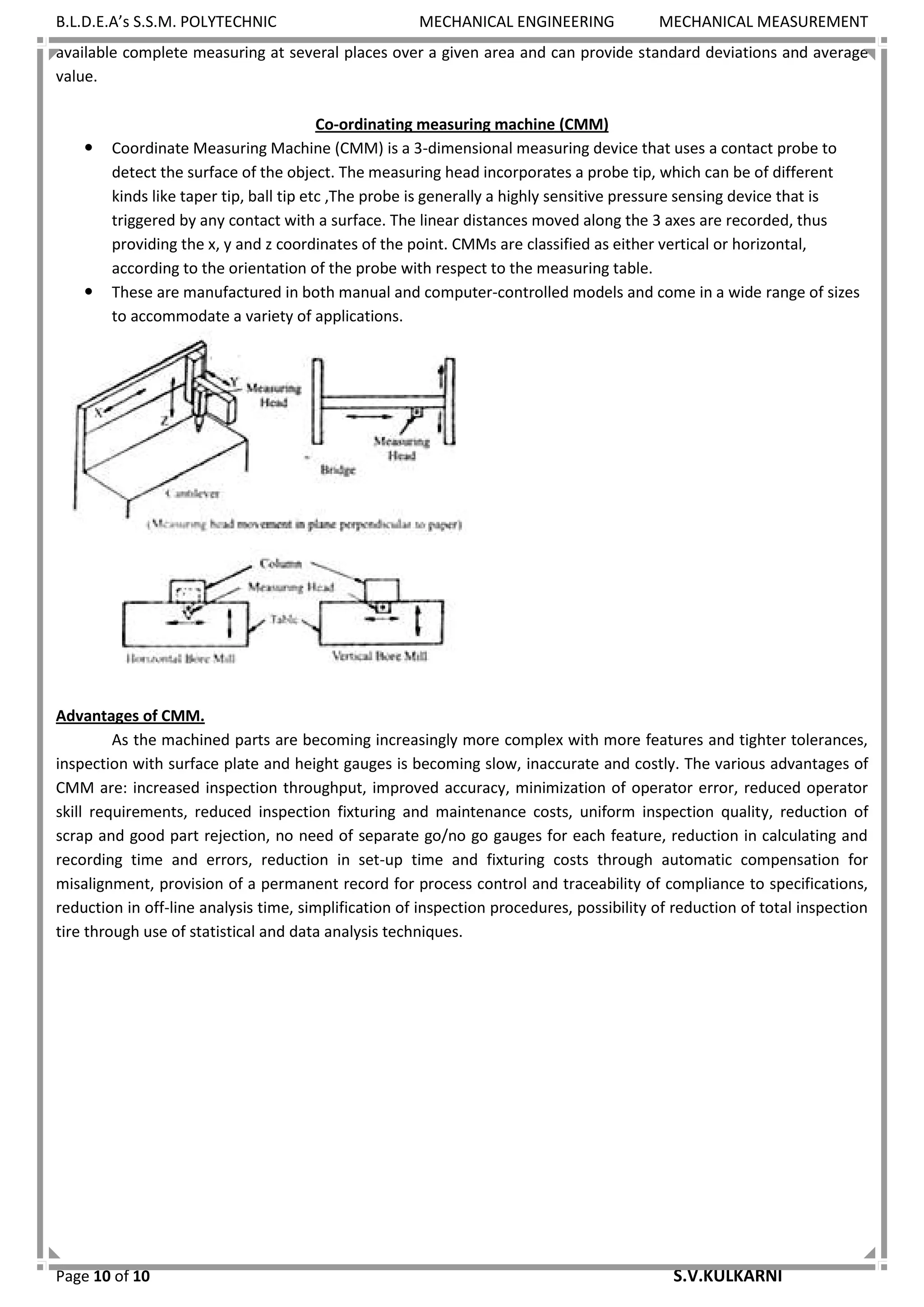
The Taylor-Hobson Talysurf
The Talysurf is an electronic instrument
working on carrier modulating principle. This instrument records
the static displacement of the stylus and is dynamic instrument
like profilometer.
The measuring head of this instrument consists of a
diamond stylus of about 0.002 mm tip radius and skid or shoe
which is drawn across the surface by means of a motorized
driving unit (gearbox), which provides three motorized speeds
and a speed suitable for average reading. A neutral position in
which the pick-up can be traversed manually is also provided. In
this case the arm carrying the stylus forms an armature which
pivots about the centre piece of E-shaped stamping as shown in
Fig. On two legs of (outer pole pieces) the E-shaped stamping
there are coils carrying an a.c. current. These two coils with other two resistances form an oscillator. As the armature
is pivoted about the central leg, any movement of the stylus causes the air gap to vary current and thus the
amplitude of the original a.c. current flowing in the coils is modulated. The output of the bridge thus consists of
modulation only as shown in Fig. This is further demodulated so that the current now is directly proportional to the
vertical displacement of the stylus only. The demodulated output is caused to operate a pen recorder to produce a
permanent record and a meter to give a numerical measurement directly. Now-a-days microprocessors have made
10.
B.L.D.E.A’s S.S.M. POLYTECHNICMECHANICAL ENGINEERING MECHANICAL MEASUREMENT
Page 10 of 10 S.V.KULKARNI
available complete measuring at several places over a given area and can provide standard deviations and average
value.
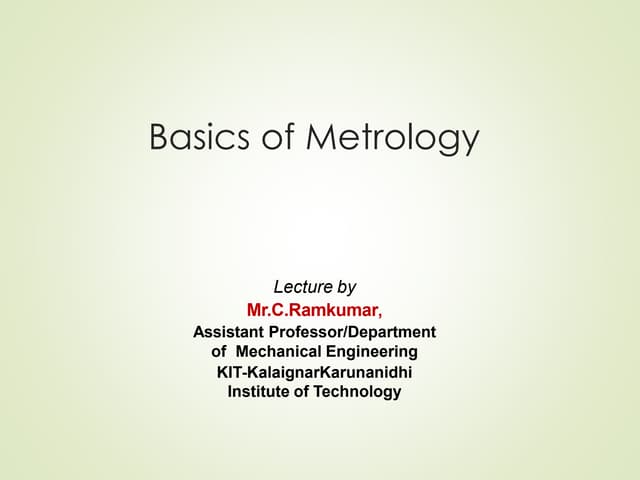
Co-ordinating measuring machine (CMM)
Coordinate Measuring Machine (CMM) is a 3-dimensional measuring device that uses a contact probe to
detect the surface of the object. The measuring head incorporates a probe tip, which can be of different
kinds like taper tip, ball tip etc ,The probe is generally a highly sensitive pressure sensing device that is
triggered by any contact with a surface. The linear distances moved along the 3 axes are recorded, thus
providing the x, y and z coordinates of the point. CMMs are classified as either vertical or horizontal,
according to the orientation of the probe with respect to the measuring table.
These are manufactured in both manual and computer-controlled models and come in a wide range of sizes
to accommodate a variety of applications.
Advantages of CMM.
As the machined parts are becoming increasingly more complex with more features and tighter tolerances,
inspection with surface plate and height gauges is becoming slow, inaccurate and costly. The various advantages of
CMM are: increased inspection throughput, improved accuracy, minimization of operator error, reduced operator
skill requirements, reduced inspection fixturing and maintenance costs, uniform inspection quality, reduction of
scrap and good part rejection, no need of separate go/no go gauges for each feature, reduction in calculating and
recording time and errors, reduction in set-up time and fixturing costs through automatic compensation for
misalignment, provision of a permanent record for process control and traceability of compliance to specifications,
reduction in off-line analysis time, simplification of inspection procedures, possibility of reduction of total inspection
tire through use of statistical and data analysis techniques.





















































![ANPARA THERMAL POWER STATION[1] sangam.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/anparathermalpowerstation1sangam-251121115219-9261cde4-thumbnail.jpg?width=640&height=640&fit=bounds)











