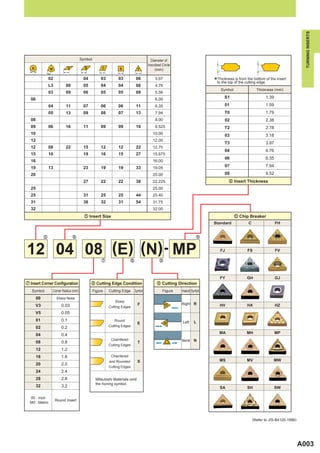
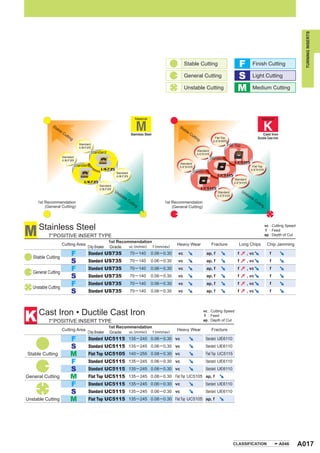
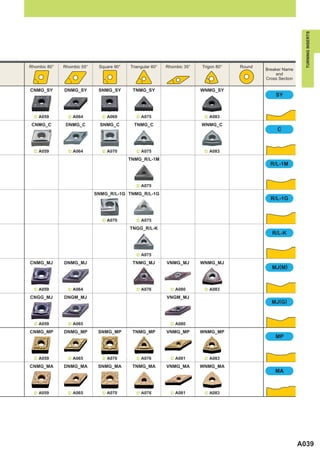
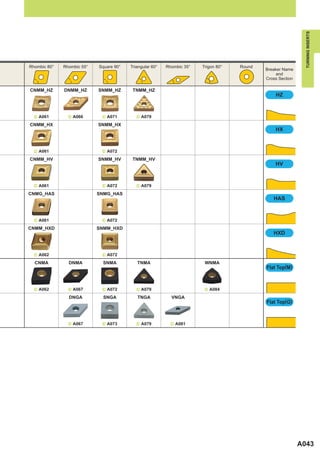
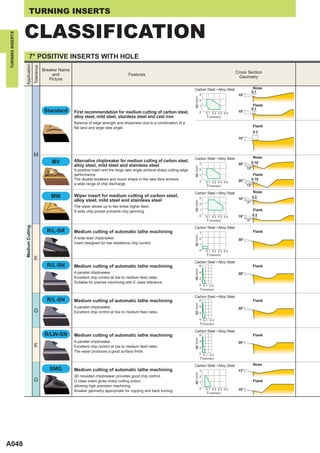
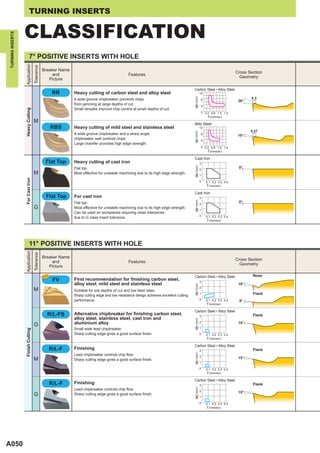
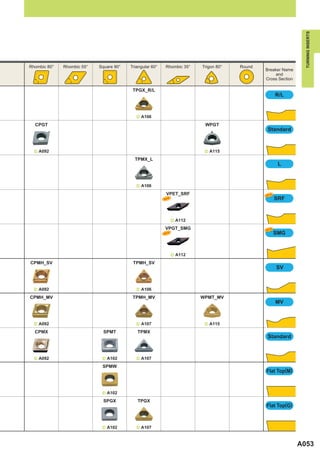
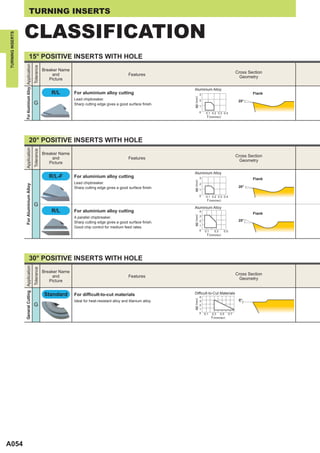
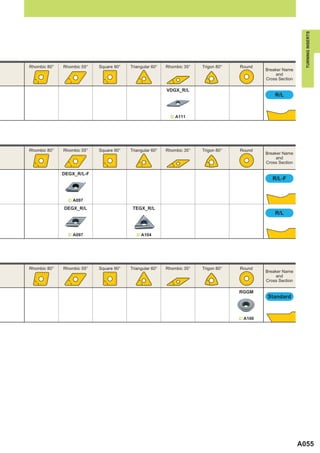
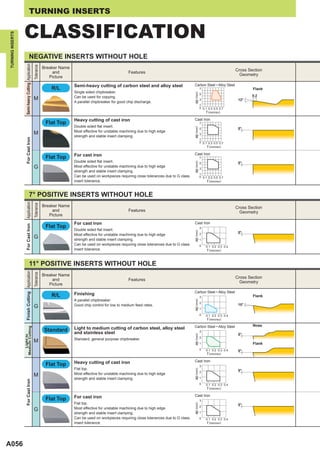
This document provides information on how to read turning insert standards. It is organized by insert shape and includes details like grade, application, recommended work materials, and cutting conditions. Graphs show recommended chip breakers and cutting ranges for different materials and applications, from finish to heavy cutting. Inserts are shown in order of negative or positive type, with breakers arranged from finish to heavy cutting. Specifications for individual inserts include size, grade, recommended uses and cutting conditions.
![HOW TO READ THE STANDARD
OF TURNING INSERTS
a How this section page is organized a Graph of chip control by work material
z Organized according to turning insert shape. Shows recommended chip breakers and chip control range
(Refer to the index on the next page.) according to work material and cutting application.
x Inserts are arranged in order of : Graphs are colored according to cutting applications
• Negative inserts (with hole|without hole) (Finish|Light|Medium|Semi-Heavy|Heavy)
• Positive inserts (with hole|without hole) and contain recommended breakers for each application.
c Breakers are arranged in order of :
Finish Cutting|Light Cutting|Medium Cutting Finish Cutting : Light Cutting : Medium Cutting :
|Semi-Heavy Cutting|Heavy Cutting Semi-Heavy Cutting : Heavy Cutting :
GRADE APPLICATION RECOMMENDED
FOR EACH WORK MATERIAL
cutting conditions suitable for each type of work material
is shown as a general guide to select the grade.
: Stable Cutting : General Cutting : Unstable Cutting
SHAPE & ANGLE INDICATION OF NEGATIVE/ STOCK STATUS
MARK POSITIVE TYPE
TITLE OF PRODUCT INSERT GRADES
PRODUCT ACCORDING TO THE INSERT
SECTION INSERT TYPE NUMBER
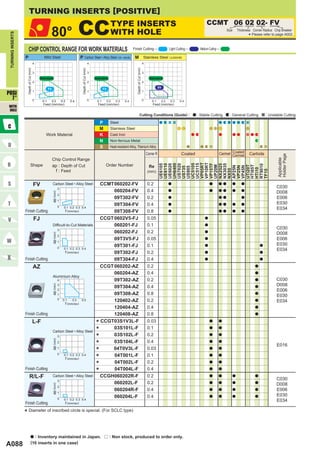
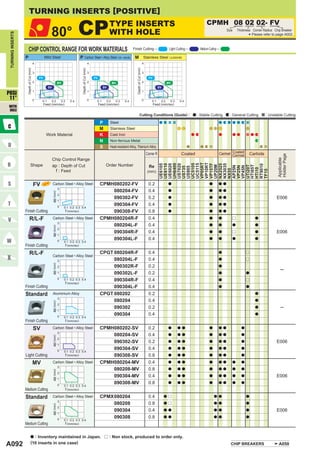
TURNING INSERTS [NEGATIVE]
80° CN TYPE INSERTS
WITH HOLE
CNMG 12 04 02- FH
Size Thickness Corner Radius Chip Breaker
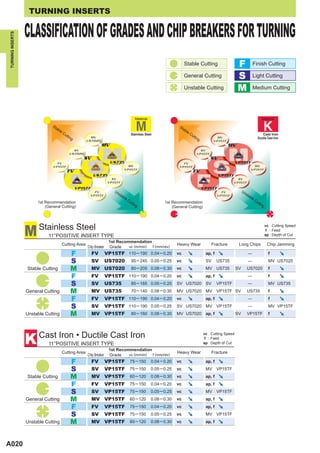
TURNING INSERTS
TURNING INSERTS
Please refer to page A002.
* Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
M Stainless Steel
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
Work Material K Cast Iron
8 8 8 8 8
7 7 7 7 7
N Non-ferrous Metal
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
SH
Depth of Cut (mm)
HZ HX Flat Top
6 6 6 6 6 S Heat-resistant Alloy, Titanium Alloy
5 5 5 5 5 Coated
FY FH FH Corner R Coated Cermet Cermet Carbide
Holder Page
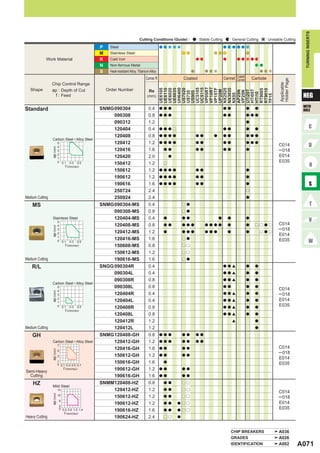
GH Standard
4 4 SH 4 4 4
Applicable
MH SW Chip Control Range
3 3 3 3 3
VP05RT
VP10RT
SY
UH6400
UC5105
UC5115
VP15TF
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
GH Shape ap : Depth of Cut Order Number
UP20M
HTi05T
UTi20T
HZ Re
AP25N
VP25N
US735
US905
2 2 2 MW 2 2
HTi10
MA
NX55
NEG NEG
TF15
1 MS 1 MP 1 1 MS 1 f : Feed (mm)
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH WITH
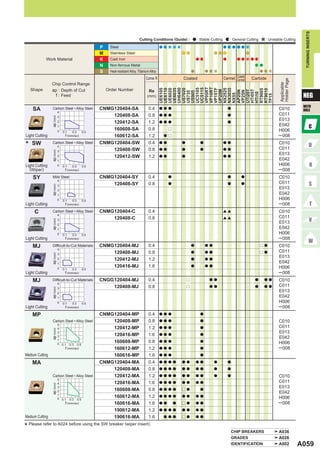
SA Carbon Steel • Alloy Steel CNMG120404-SA 0.4 a a a a C010
HOLE 4
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting 120408-SA 0.8 a a a a C011
ap (mm)
3
E013
P Steel 2 120412-SA 1.2 a a a a
1 E042
M Stainless Steel
0
160608-SA 0.8 r H006
0.1 0.3 0.5
Work Material K Cast Iron Light Cutting f (mm/rev) 160612-SA 1.2 a r ─ 008
N Non-ferrous Metal
CNMG120404-SW 0.4 a a a a a a
* SW Carbon Steel • Alloy Steel C010
S Heat-resistant Alloy, Titanium Alloy 4
a a a a a a C011
120408-SW 0.8
ap (mm)
Coated 3
Corner R Coated Cermet Cermet Carbide E013
Holder Page
2 120412-SW 1.2 a a a a a
E042
Applicable
Chip Control Range 1
VP05RT
VP10RT
H006
UH6400
UC5105
UC5115
VP15TF
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Shape ap : Depth of Cut Order Number Light Cutting
UP20M
HTi05T
0
UTi20T
Re
AP25N
VP25N
0.1 0.3 0.5
US735
US905
HTi10
(Wiper) ─ 008
NX55
f (mm/rev)
TF15
f : Feed (mm)
SY Mild Steel CNMG120404-SY 0.4 a a a C010
4
FH Carbon Steel • Alloy Steel CNMG120402-FH 0.2 a a a a a C010 120408-SY 0.8 a a a C011
ap (mm)
3
3 C011 E013
120404-FH 0.4 a a a a a a 2
ap (mm)
2 E013 1 E042
120408-FH 0.8 a a a a a a H006
1 E042 0 0.1 0.3 0.5
120412-FH 1.2 a a H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) ─ 008 C Carbon Steel • Alloy Steel CNMG120404-C 0.4 [[ C010
4
FS Mild Steel CNMG120404-FS 0.4 a a C010 120408-C 0.8 [[ C011
ap (mm)
3
3 C011 E013
120408-FS 0.8 a a 2
ap (mm)
2 E013 1 E042
1 E042 0 0.1 0.3 0.5
H006
H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) ─ 008 MJ Difficult-to-Cut Materials CNMG120404-MJ 0.4 a a a r a C010
4
Mild Steel CNMG120404-FY a a a 120408-MJ 0.8 a a a r a C011
FY 0.4 C010
ap (mm)
3
3
C011 E013
120408-FY 0.8 a a a 2 120412-MJ 1.2 a a a
ap (mm)
2 E013 1 E042
120416-MJ 1.6 a a a H006
1 E042 0 0.1 0.3 0.5
H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) ─ 008 MJ Difficult-to-Cut Materials CNGG 120404-MJ 0.4 r a a a a a C010
4
CNGG 1204V5-FJ a a 120408-MJ 0.8 r a a a a a C011
FJ Difficult-to-Cut Materials 0.05 C010
ap (mm)
3
3
C011 E013
120401-FJ 0.1 a a 2
ap (mm)
2 E013 1 E042
120402-FJ 0.2 a a H006
1 E042 0 0.1 0.3 0.5
120404-FJ 0.4 a a r a a H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) 120408-FJ 0.8 a a r a a ─ 008 MP CNMG120404-MP 0.4 a a a a
Carbon Steel • Alloy Steel CNGG 120404-PK a [ Carbon Steel • Alloy Steel 120408-MP 0.8 a a a a C010
PK 0.4 C010
5
3
120408-PK 0.8 a [ C011 4 120412-MP 1.2 a a a a C011
ap (mm)
ap (mm)
2 E013 3 E013
2 120416-MP 1.6 a a a a
1 E042 1
E042
160608-MP 0.8 a a a a H006
0 0.1 0.2 0.3 0.4 H006 0 0.1 0.3 0.5
Finish Cutting f (mm/rev) ─ 008 f (mm/rev) 160612-MP 1.2 a a a a ─ 008
CNMG090304-SH r Medium Cutting 160616-MP 1.6 a a a a
SH 0.4
Carbon Steel • Alloy Steel 090308-SH 0.8 r C010 MA CNMG120404-MA 0.4 a a a a a a a a a a
4
09T304-SH 0.4 a a C011 120408-MA 0.8 a a a a a a a a a a
ap (mm)
3
E013 a a a a a a a a a a
2 09T308-SH 0.8 a a Carbon Steel • Alloy Steel 120412-MA 1.2 C010
1 E042 5
120404-SH 0.4 a a a a a a a a 4 120416-MA 1.6 a a a a a a a a C011
H006
ap (mm)
0 0.1 0.3 0.5 3 E013
f (mm/rev) 120408-SH 0.8 a a a a a a a a ─ 008 2 160608-MA 0.8 a a a a r a a
1
E042
Light Cutting 120412-SH 1.2 a a a r a a a 160612-MA 1.2 a a a a a a a a H006
0 0.1 0.3 0.5
f (mm/rev) 160616-MA 1.6 a a a r a a a ─ 008
190612-MA 1.2 a a a a a a a a
Medium Cutting 190616-MA 1.6 a a a r a a a
* Please refer to A024 before using the SW breaker (wiper insert).
CHIP BREAKERS A036
a : Inventory maintained in Japan. r : Non stock, produced to order only. GRADES A026
[ : Inventory maintained in Japan. To be replaced by new products.
A058 (10 inserts in one case) IDENTIFICATION A002 A059
LEGEND FOR STOCK STATUS MARK
is shown on the left hand page of PAGE REFERENCE
each double-page spread. ·CHIP BREAKERS
CUTTING APPLICATION ·GRADES
is shown in order of: Finish|Light ·TECHNICAL DATA
|Medium|Semi-Heavy|Heavy. indicates reference pages, on the right hand page of
each double-page spread.
PHOTO OF INSERT
INDICATION OF CHIPBREAKER APPLICABLE HOLDER PAGE
indicates the designation indicates reference pages for details of applicable holders.
for a chipbreaker.
INSERT CORNER RADIUS
a To Order : Please specify
zinsert number and xgrade.
A000](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-1-320.jpg)
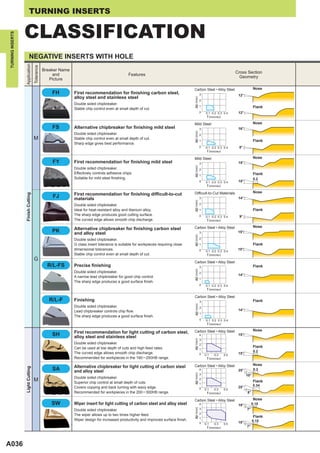
![HOW TO READ THE STANDARD
OF TURNING INSERTS
a How this section page is organized a Graph of chip control by work material
z Organized according to turning insert shape. Shows recommended chip breakers and chip control range
(Refer to the index on the next page.) according to work material and cutting application.
x Inserts are arranged in order of : Graphs are colored according to cutting applications
• Negative inserts (with hole|without hole) (Finish|Light|Medium|Semi-Heavy|Heavy)
• Positive inserts (with hole|without hole) and contain recommended breakers for each application.
c Breakers are arranged in order of :
Finish Cutting|Light Cutting|Medium Cutting Finish Cutting : Light Cutting : Medium Cutting :
|Semi-Heavy Cutting|Heavy Cutting Semi-Heavy Cutting : Heavy Cutting :
GRADE APPLICATION RECOMMENDED
FOR EACH WORK MATERIAL
cutting conditions suitable for each type of work material
is shown as a general guide to select the grade.
: Stable Cutting : General Cutting : Unstable Cutting
SHAPE & ANGLE INDICATION OF NEGATIVE/ STOCK STATUS
MARK POSITIVE TYPE
TITLE OF PRODUCT INSERT GRADES
PRODUCT ACCORDING TO THE INSERT
SECTION INSERT TYPE NUMBER
TURNING INSERTS [NEGATIVE]
80° CN TYPE INSERTS
WITH HOLE
CNMG 12 04 02- FH
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
TURNING INSERTS
Please refer to page A002.
* Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
M Stainless Steel
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
Work Material K Cast Iron
8 8 8 8 8
7 7 7 7 7
N Non-ferrous Metal
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
SH
Depth of Cut (mm)
HZ HX Flat Top
6 6 6 6 6 S Heat-resistant Alloy, Titanium Alloy
5 5 5 5 5 Coated
FY FH FH Corner R Coated Cermet Cermet Carbide
Holder Page
GH Standard
4 4 SH 4 4 4
Applicable
MH SW Chip Control Range
3 3 3 3 3
VP05RT
VP10RT
SY
UH6400
UC5105
UC5115
VP15TF
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
GH Shape ap : Depth of Cut Order Number
UP20M
HTi05T
UTi20T
HZ Re
AP25N
VP25N
US735
US905
2 2 2 MW 2 2
HTi10
MA
NX55
NEG NEG
TF15
1 MS 1 MP 1 1 MS 1 f : Feed (mm)
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH WITH
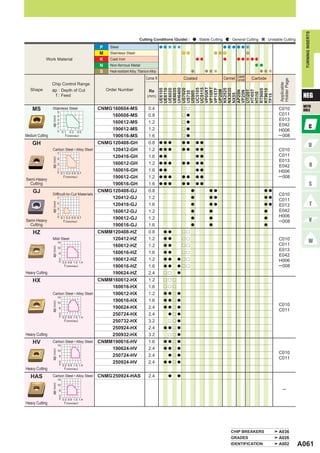
SA Carbon Steel • Alloy Steel CNMG120404-SA 0.4 a a a a C010
HOLE 4
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting 120408-SA 0.8 a a a a C011
ap (mm)
3
E013
P Steel 2 120412-SA 1.2 a a a a
1 E042
M Stainless Steel
0
160608-SA 0.8 r H006
0.1 0.3 0.5
Work Material K Cast Iron Light Cutting f (mm/rev) 160612-SA 1.2 a r ─ 008
N Non-ferrous Metal
CNMG120404-SW 0.4 a a a a a a
* SW Carbon Steel • Alloy Steel C010
S Heat-resistant Alloy, Titanium Alloy 4
a a a a a a C011
120408-SW 0.8
ap (mm)
Coated 3
Corner R Coated Cermet Cermet Carbide E013
Holder Page
2 120412-SW 1.2 a a a a a
E042
Applicable
Chip Control Range 1
VP05RT
VP10RT
H006
UH6400
UC5105
UC5115
VP15TF
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Shape ap : Depth of Cut Order Number Light Cutting
UP20M
HTi05T
0
UTi20T
Re
AP25N
VP25N
0.1 0.3 0.5
US735
US905
HTi10
(Wiper) ─ 008
NX55
f (mm/rev)
TF15
f : Feed (mm)
SY Mild Steel CNMG120404-SY 0.4 a a a C010
4
FH Carbon Steel • Alloy Steel CNMG120402-FH 0.2 a a a a a C010 120408-SY 0.8 a a a C011
ap (mm)
3
3 C011 E013
120404-FH 0.4 a a a a a a 2
ap (mm)
2 E013 1 E042
120408-FH 0.8 a a a a a a H006
1 E042 0 0.1 0.3 0.5
120412-FH 1.2 a a H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) ─ 008 C Carbon Steel • Alloy Steel CNMG120404-C 0.4 [[ C010
4
FS Mild Steel CNMG120404-FS 0.4 a a C010 120408-C 0.8 [[ C011
ap (mm)
3
3 C011 E013
120408-FS 0.8 a a 2
ap (mm)
2 E013 1 E042
1 E042 0 0.1 0.3 0.5
H006
H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) ─ 008 MJ Difficult-to-Cut Materials CNMG120404-MJ 0.4 a a a r a C010
4
Mild Steel CNMG120404-FY a a a 120408-MJ 0.8 a a a r a C011
FY 0.4 C010
ap (mm)
3
3
C011 E013
120408-FY 0.8 a a a 2 120412-MJ 1.2 a a a
ap (mm)
2 E013 1 E042
120416-MJ 1.6 a a a H006
1 E042 0 0.1 0.3 0.5
H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) ─ 008 MJ Difficult-to-Cut Materials CNGG 120404-MJ 0.4 r a a a a a C010
4
CNGG 1204V5-FJ a a 120408-MJ 0.8 r a a a a a C011
FJ Difficult-to-Cut Materials 0.05 C010
ap (mm)
3
3
C011 E013
120401-FJ 0.1 a a 2
ap (mm)
2 E013 1 E042
120402-FJ 0.2 a a H006
1 E042 0 0.1 0.3 0.5
120404-FJ 0.4 a a r a a H006 Light Cutting f (mm/rev) ─ 008
0 0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) 120408-FJ 0.8 a a r a a ─ 008 MP CNMG120404-MP 0.4 a a a a
Carbon Steel • Alloy Steel CNGG 120404-PK a [ Carbon Steel • Alloy Steel 120408-MP 0.8 a a a a C010
PK 0.4 C010
5
3
120408-PK 0.8 a [ C011 4 120412-MP 1.2 a a a a C011
ap (mm)
ap (mm)
2 E013 3 E013
2 120416-MP 1.6 a a a a
1 E042 1
E042
160608-MP 0.8 a a a a H006
0 0.1 0.2 0.3 0.4 H006 0 0.1 0.3 0.5
Finish Cutting f (mm/rev) ─ 008 f (mm/rev) 160612-MP 1.2 a a a a ─ 008
CNMG090304-SH r Medium Cutting 160616-MP 1.6 a a a a
SH 0.4
Carbon Steel • Alloy Steel 090308-SH 0.8 r C010 MA CNMG120404-MA 0.4 a a a a a a a a a a
4
09T304-SH 0.4 a a C011 120408-MA 0.8 a a a a a a a a a a
ap (mm)
3
E013 a a a a a a a a a a
2 09T308-SH 0.8 a a Carbon Steel • Alloy Steel 120412-MA 1.2 C010
1 E042 5
120404-SH 0.4 a a a a a a a a 4 120416-MA 1.6 a a a a a a a a C011
H006
ap (mm)
0 0.1 0.3 0.5 3 E013
f (mm/rev) 120408-SH 0.8 a a a a a a a a ─ 008 2 160608-MA 0.8 a a a a r a a
1
E042
Light Cutting 120412-SH 1.2 a a a r a a a 160612-MA 1.2 a a a a a a a a H006
0 0.1 0.3 0.5
f (mm/rev) 160616-MA 1.6 a a a r a a a ─ 008
190612-MA 1.2 a a a a a a a a
Medium Cutting 190616-MA 1.6 a a a r a a a
* Please refer to A024 before using the SW breaker (wiper insert).
CHIP BREAKERS A036
a : Inventory maintained in Japan. r : Non stock, produced to order only. GRADES A026
[ : Inventory maintained in Japan. To be replaced by new products.
A058 (10 inserts in one case) IDENTIFICATION A002 A059
LEGEND FOR STOCK STATUS MARK
is shown on the left hand page of PAGE REFERENCE
each double-page spread. ·CHIP BREAKERS
CUTTING APPLICATION ·GRADES
is shown in order of: Finish|Light ·TECHNICAL DATA
|Medium|Semi-Heavy|Heavy. indicates reference pages, on the right hand page of
each double-page spread.
PHOTO OF INSERT
INDICATION OF CHIPBREAKER APPLICABLE HOLDER PAGE
indicates the designation indicates reference pages for details of applicable holders.
for a chipbreaker.
INSERT CORNER RADIUS
a To Order : Please specify
zinsert number and xgrade.
A000](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/75/TURNING-INSERTS-1-2048.jpg)
























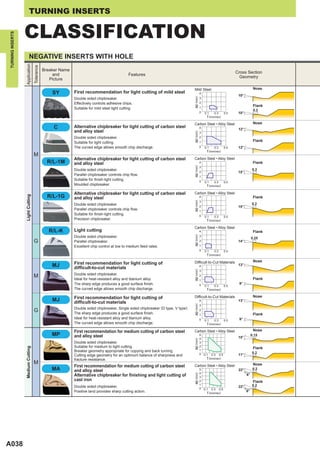










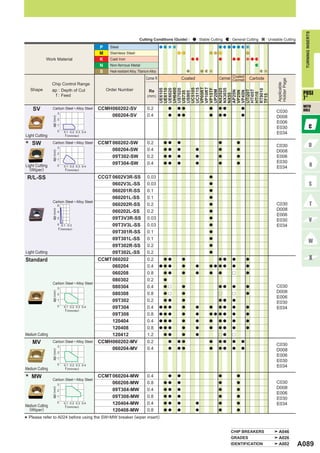
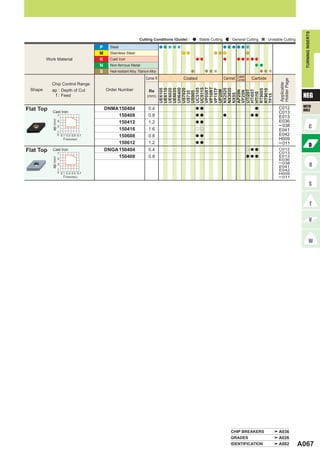
![TURNING INSERTS [NEGATIVE]
80° CN TYPE INSERTS
WITH HOLE
CNMG 12 04 02- FH
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
FH Carbon Steel • Alloy Steel CNMG120402-FH 0.2 a a a a a C010
3
120404-FH 0.4 a a a a a a C011
ap (mm)
2 E013
120408-FH 0.8 a a a a a a
1 E042
0
120412-FH 1.2 a a H006
0.1 0.2 0.3 0.4
Finish Cutting f (mm/rev) ─ 008
FS Mild Steel CNMG120404-FS 0.4 a a C010
3
120408-FS 0.8 a a C011
ap (mm)
2 E013
1 E042
0 0.1 0.2 0.3 0.4 H006
Finish Cutting f (mm/rev) ─ 008
FY Mild Steel CNMG120404-FY 0.4 a a a C010
3
120408-FY 0.8 a a a C011
ap (mm)
2 E013
1 E042
0 0.1 0.2 0.3 0.4 H006
Finish Cutting f (mm/rev) ─ 008
FJ Difficult-to-Cut Materials CNGG 1204V5-FJ 0.05 a a C010
3
120401-FJ 0.1 a a C011
ap (mm)
2 E013
120402-FJ 0.2 a a
1 E042
0 0.1 0.2 0.3 0.4
120404-FJ 0.4 a a r a a H006
Finish Cutting f (mm/rev) 120408-FJ 0.8 a a r a a ─ 008
PK Carbon Steel • Alloy Steel CNGG 120404-PK 0.4 a [ C010
3
120408-PK 0.8 a [ C011
ap (mm)
2 E013
1 E042
0 0.1 0.2 0.3 0.4 H006
Finish Cutting f (mm/rev) ─ 008
SH CNMG090304-SH 0.4 r
Carbon Steel • Alloy Steel 090308-SH 0.8 r C010
4
09T304-SH 0.4 a a C011
ap (mm)
3
E013
2 09T308-SH 0.8 a a
1 E042
0 0.1 0.3 0.5
120404-SH 0.4 a a a a a a a a H006
f (mm/rev) 120408-SH 0.8 a a a a a a a a ─ 008
Light Cutting 120412-SH 1.2 a a a r a a a
a : Inventory maintained in Japan. r : Non stock, produced to order only.
[ : Inventory maintained in Japan. To be replaced by new products.
A058 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-59-320.jpg)
![TURNING INSERTS [NEGATIVE]
80° CN TYPE INSERTS
WITH HOLE
CNMG 12 04 04- MH
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
MH CNMG120404-MH 0.4 a a a a a a
120408-MH 0.8 a a a a a a
Carbon Steel • Alloy Steel 120412-MH 1.2 a a a a a a C010
5
4 120416-MH 1.6 a a a a a C011
ap (mm)
3 E013
2 160608-MH 0.8 a a a
1
E042
0 0.1
160612-MH 1.2 a a a a a a H006
0.3 0.5
f (mm/rev) 160616-MH 1.6 a a a ─ 008
190612-MH 1.2 a a a a a a
Medium Cutting 190616-MH 1.6 a a a a
Standard CNMG090308 0.8 a
09T304 0.4 a a
09T308 0.8 a a
120404 0.4 a a a a a a a a a a
120408 0.8 a a a a a a a a a a a
Carbon Steel • Alloy Steel C010
5 120412 1.2 a a a a a a a a a a r
C011
4
ap (mm)
3 120416 1.6 a a r a a E013
2
1 160608 0.8 a a a r E042
0 0.1 H006
0.3 0.5 160612 1.2 a a a a a a a
f (mm/rev) ─ 008
160616 1.6 a a a a a a
190608 0.8 a a a a
190612 1.2 a a a a a a a
190616 1.6 a a a a a a
Medium Cutting 190624 2.4 r
* MW Carbon Steel • Alloy Steel
5
CNMG120408-MW 0.8 a a a a a a C010
C011
4 120412-MW 1.2 a a a a a a
ap (mm)
3 E013
2
1
E042
Medium Cutting 0 0.1 0.3 0.5 H006
(Wiper) f (mm/rev) ─ 008
MS CNMG090304-MS 0.4 r a
090308-MS 0.8 a r a
Stainless Steel C010
5 09T304-MS 0.4 r a r a
C011
4
ap (mm)
3 09T308-MS 0.8 a r a r a E013
2
1 120404-MS 0.4 a a a a a a a a a a a a r a a E042
0 0.1 H006
0.3 0.5 120408-MS 0.8 a a a a a a a a a a a a r a a
f (mm/rev) ─ 008
120412-MS 1.2 a r a a a a a a a a a r a a
Medium Cutting 120416-MS 1.6 a r r
* Please refer to A024 before using the MW :breaker (wiper insert). to order only.
a : Inventory maintained in Japan. r Non stock, produced
A060 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-61-320.jpg)
![TURNING INSERTS [NEGATIVE]
80° CN TYPE INSERTS
WITH HOLE
CNMM 19 06 12- HXD
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
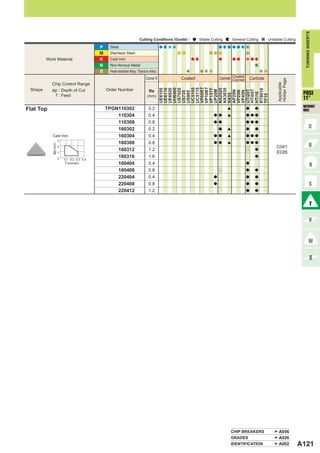
HXD Mild Steel
14
CNMM190612-HXD 1.2 a a
190616-HXD 1.6 a a
ap (mm)
10
C010
6 190624-HXD 2.4 a a
C011
2
0 0.2 0.6 1.0 1.4
250924-HXD 2.4 a a
Heavy Cutting f (mm/rev)
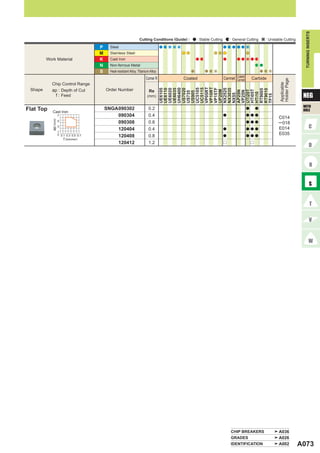
Flat Top CNMA 120404 0.4 a a a a
120408 0.8 a a a a a
Cast Iron C010
7 120412 1.2 a a r a a
C011
ap (mm)
5
120416 1.6 a a E013
3
160612 1.2 a a E042
1
0 0.1 0.3 0.5 0.7 H006
160616 1.6 a a
f (mm/rev) ─ 008
190612 1.2 a a a
190616 1.6 a a
a : Inventory maintained in Japan. r : Non stock, produced to order only.
[ : Inventory maintained in Japan. To be replaced by new products.
A062 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-63-320.jpg)
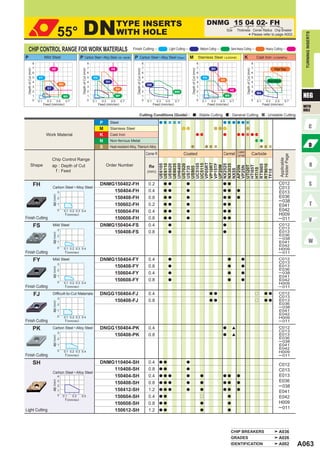
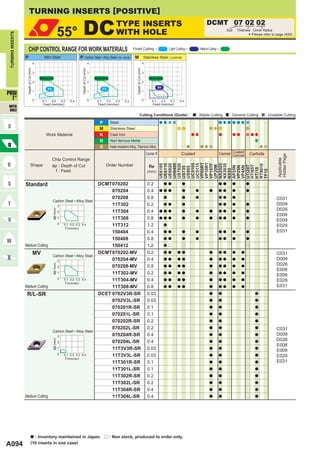
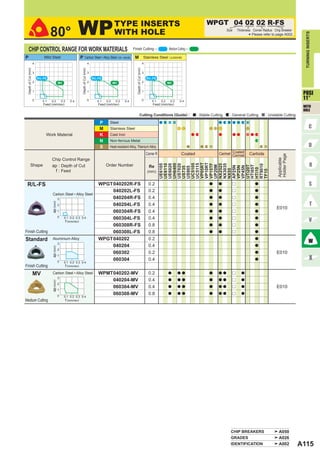
![TURNING INSERTS [NEGATIVE]
55° DN TYPE INSERTS
WITH HOLE
DNMG 15 04 04- SA
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
SA DNMG150404-SA 0.4 a a a a C012
Carbon Steel • Alloy Steel C013
4 150408-SA 0.8 a a a a
E013
E036
ap (mm)
3
150412-SA 1.2 a a a a
2 ─ 038
1 150604-SA 0.4 a a a a E041
0 0.1 0.3 0.5 150608-SA 0.8 a a a a E042
f (mm/rev) H009
Light Cutting 150612-SA 1.2 a a a a ─ 011
* SW DNMX 110404-SW 0.4 a
110408-SW 0.8 a C012
Carbon Steel • Alloy Steel
4 150404-SW 0.4 a a a a a E013
E036
ap (mm)
3
150408-SW 0.8 a a a a a
2 E038
1 150412-SW 1.2 a a a a a
E041
0 0.1 0.3 0.5 150604-SW 0.4 a a a a a H009
f (mm/rev)
150608-SW 0.8 a a a a a H011
Light Cutting
(Wiper) 150612-SW 1.2 a a a a a
SY Mild Steel
4
DNMG150404-SY 0.4 a a a C012
C013
150408-SY 0.8 a a a E013
ap (mm)
3
E036
2 150604-SY 0.4 a a a ─ 038
1 E041
0
150608-SY 0.8 a a a E042
0.1 0.3 0.5 H009
Light Cutting f (mm/rev) ─ 011
C Carbon Steel • Alloy Steel
4
DNMG150404-C 0.4 [[ C012
C013
150408-C 0.8 [[ E013
ap (mm)
3
E036
2 150604-C 0.4 [[ ─ 038
1 E041
0
150608-C 0.8 [[ E042
0.1 0.3 0.5 H009
Light Cutting f (mm/rev) ─ 011
MJ DNMG150404-MJ 0.4 a a a r a
C012
150408-MJ 0.8 a a a r a C013
Difficult-to-Cut Materials
4 150412-MJ 1.2 a a a E013
E036
ap (mm)
3
150416-MJ 1.6 a a a
2 ─ 038
1 150604-MJ 0.4 a a a
E041
0 0.1 0.3 0.5 150608-MJ 0.8 a a a E042
f (mm/rev)
150612-MJ 1.2 a a a H009
─ 011
Light Cutting 150616-MJ 1.6 a a a
* Please refer to A024 before using the SW breaker (wiper insert).
a : Inventory maintained in Japan. r : Non stock, produced to order only.
[ : Inventory maintained in Japan. To be replaced by new products.
A064 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-65-320.jpg)
![TURNING INSERTS [NEGATIVE]
55° DN TYPE INSERTS
WITH HOLE
DNMG 11 04 08- MS
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
MS DNMG 110408-MS 0.8 a r a C012
Stainless Steel 150404-MS 0.4 a a a a a a a a a a a r a a C013
5 E013
4 150408-MS 0.8 a a a a a a a a a a a r a a
E036
ap (mm)
3
2 150412-MS 1.2 a r a a a a a a r a a ─ 038
1
150604-MS 0.4 a a a a a a a a r E041
0 0.1 0.3 0.5 E042
f (mm/rev) 150608-MS 0.8 a a a a a a a a r
H009
Medium Cutting 150612-MS 1.2 a a a a a ─ 011
R/L DNGG 150404R 0.4 a a[ a a
C012
150404L 0.4 a a[ a a C013
Carbon Steel • Alloy Steel
5 150408R 0.8 a a[ a a E013
4 E036
ap (mm)
3 150408L 0.8 a a[ a a
2 ─ 038
1 150604R 0.4 a a
E041
0 0.1 0.3 0.5 150604L 0.4 a E042
f (mm/rev)
150608R 0.8 a H009
─ 011
Medium Cutting 150608L 0.8 a
GH Carbon Steel • Alloy Steel
7
DNMG 150408-GH 0.8 a a a a a a a C012
C013
150412-GH 1.2 a a a a a a a E013
ap (mm)
5 E036
3 150608-GH 0.8 a a a a a a a ─ 038
E041
Semi-Heavy
1
0 0.1 0.3 0.5 0.7
150612-GH 1.2 a a a a a a a E042
H009
Cutting f (mm/rev) ─ 011
GJ DNMG 150408-GJ 0.8 a a a a a C012
Difficult-to-Cut Materials C013
7 150412-GJ 1.2 a a a a a
E013
E036
ap (mm)
5
150416-GJ 1.6 a a a a a
3 ─ 038
1
150608-GJ 0.8 a a E041
0 0.1 0.3 0.5 0.7
150612-GJ 1.2 a a E042
Semi-Heavy f (mm/rev) H009
Cutting 150616-GJ 1.6 a a ─ 011
HZ DNMM 150408-HZ 0.8 a a r r C012
Mild Steel C013
14 150412-HZ 1.2 a a r r
E013
E036
ap (mm)
10
150416-HZ 1.6 a a r r
6 ─ 038
2
150608-HZ 0.8 a a r r E041
0 0.2 0.6 1.0 1.4
150612-HZ 1.2 a a r r E042
f (mm/rev) H009
Heavy Cutting 150616-HZ 1.6 a a r r ─ 011
a : Inventory maintained in Japan. r : Non stock, produced to order only.
[ : Inventory maintained in Japan. To be replaced by new products.
A066 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-67-320.jpg)
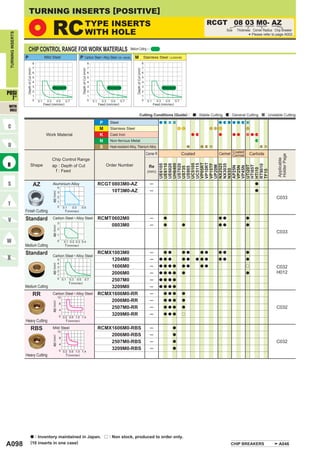
![TURNING INSERTS [NEGATIVE]
RN TYPE INSERTS
WITH HOLE
RNMG 09 03 00
Size Thickness Corner Radius
TURNING INSERTS
* Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Medium Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) M Stainless Steel ( < 200HB)
8 8 8
7 7 7
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6
5 5 5
4 Standard 4 Standard 4 Standard
3 3 3
2 2 2
NEG 1 1 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
Standard RNMG 090300 ─ a
Carbon Steel • Alloy Steel
5 120400 ─ a a r
4
ap (mm)
3 150600 ─ a
2 ─
1 190600 ─ a a a
0 0.1 0.3 0.5 250900 ─ a a
f (mm/rev)
Medium Cutting 310900 ─ a
M5 RNGJ190600-M5 ─ a a
C046
For Special Use
(For Rotary Tools)
a : Inventory maintained in Japan. r : Non stock, produced to order only.
[ : Inventory maintained in Japan. To be replaced by new products.
A068 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-69-320.jpg)

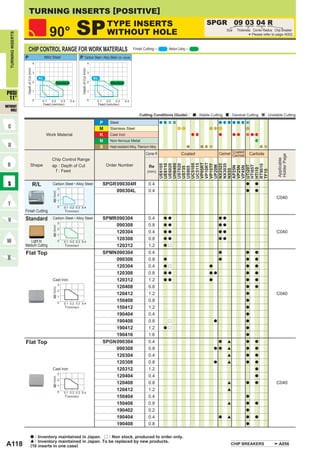
![TURNING INSERTS [NEGATIVE]
90° SN TYPE INSERTS
WITH HOLE
SNMG 09 03 04- C
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8
7 HZ 7 HX 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6
5 FY 5 FH 5 FH 5
GH Standard
4 4 SH 4 4
MH
3 3 3 3
SY GH
2 2 2 HZ 2
NEG
MA
1 MS 1 MP 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
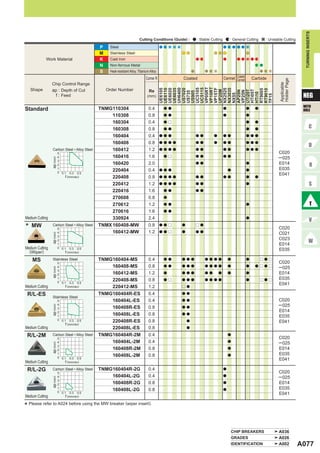
C Carbon Steel • Alloy Steel
4
SNMG090304-C 0.4 [
090308-C 0.8 [ C014
ap (mm)
3
─ 018
2 120408-C 0.8 [[
1 E014
0
120416-C 1.6 [
E035
0.1 0.3 0.5
Light Cutting f (mm/rev)
R/L-1G Carbon Steel • Alloy Steel
4
SNMG120404R-1G 0.4 a
120404L-1G 0.4 a C014
ap (mm)
3
─ 018
2 120408R-1G 0.8 a
1 E014
0
120408L-1G 0.8 a E035
0.1 0.3 0.5
Light Cutting f (mm/rev)
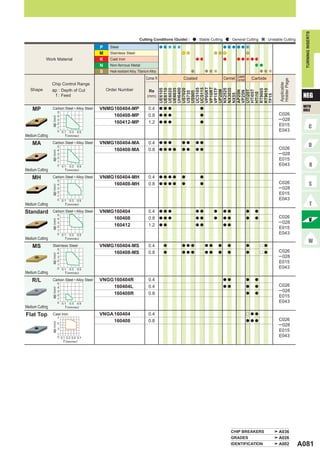
MP Carbon Steel • Alloy Steel
5
SNMG120404-MP 0.4 a a a a
4 120408-MP 0.8 a a a a C014
ap (mm)
3 ─ 018
2 120412-MP 1.2 a a a a
1
E014
0 0.1 0.3 0.5 E035
Medium Cutting f (mm/rev)
MA SNMG120404-MA 0.4 a a a a r a a a
120408-MA 0.8 a a a a a a a a a a
Carbon Steel • Alloy Steel 120412-MA 1.2 a a a a a a a a a
5
4 120416-MA 1.6 a a C014
ap (mm)
3 ─ 018
2 150608-MA 0.8 a a a a r a
1
E014
0 0.1
150612-MA 1.2 a a a a r a r a E035
0.3 0.5
f (mm/rev) 150616-MA 1.6 a
190612-MA 1.2 a a a a a
Medium Cutting 190616-MA 1.6 a a a a r a a a
MH Carbon Steel • Alloy Steel
5
SNMG120404-MH 0.4 a a
4 120408-MH 0.8 a a a a a a C014
ap (mm)
3 ─ 018
2 120412-MH 1.2 a a a a a a
1
E014
0 0.1
190612-MH 1.2 a a a a E035
0.3 0.5
Medium Cutting f (mm/rev) 190616-MH 1.6 a a a a
a : Inventory maintained in Japan. r : Non stock, produced to order only.
[ : Inventory maintained in Japan. To be replaced by new products.
A070 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-71-320.jpg)
![TURNING INSERTS [NEGATIVE]
90° SN TYPE INSERTS
WITH HOLE
SNMM 15 06 12- HX
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8
7 HZ 7 HX 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6
5 FY 5 FH 5 FH 5
GH Standard
4 4 SH 4 4
MH
3 3 3 3
SY GH
2 2 2 HZ 2
NEG
MA
1 MS 1 MP 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
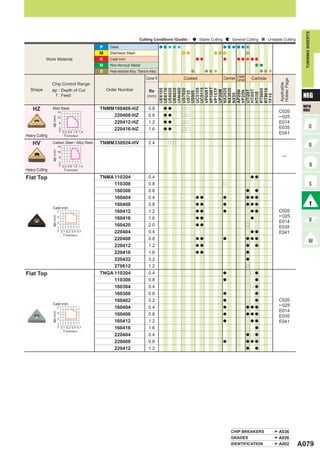
HX SNMM150612-HX 1.2 r r r r
150616-HX 1.6 r r r
Carbon Steel • Alloy Steel 190612-HX 1.2 a a r a
14
190616-HX 1.6 a a r a
ap (mm)
10
C014
6 190624-HX 2.4 a a r a
C016
2
0 0.2 0.6 1.0 1.4
250724-HX 2.4 a a r a
f (mm/rev) 250732-HX 3.2 r r a
250924-HX 2.4 a a r a
Heavy Cutting 250932-HX 3.2 r r a
HV Carbon Steel • Alloy Steel
14
SNMM190616-HV 1.6 a a r a
190624-HV 2.4 a a r a
ap (mm)
10
C014
6 250724-HV 2.4 a a r a
C016
2
0 0.2 0.6 1.0 1.4
250924-HV 2.4 a a r a
Heavy Cutting f (mm/rev)
HAS Carbon Steel • Alloy Steel
14
SNMG 250924-HAS 2.4 a a
ap (mm)
10
6 ─
2
0 0.2 0.6 1.0 1.4
Heavy Cutting f (mm/rev)
HXD Mild Steel
14
SNMM190612-HXD 1.2 a a
190616-HXD 1.6 a a
ap (mm)
10
C014
6 190624-HXD 2.4 a a
C016
2
0 0.2 0.6 1.0 1.4
250924-HXD 2.4 a a
Heavy Cutting f (mm/rev)
Flat Top SNMA 090304 0.4 a
090308 0.8 a a a a
Cast Iron 090312 1.2 r
7
120404 0.4 a C014
ap (mm)
5
─ 018
3 120408 0.8 a a a a a
E014
1
0 0.1 0.3 0.5 0.7
120412 1.2 a a a a a E035
f (mm/rev) 120416 1.6 a a a
190612 1.2 a a
190616 1.6 a a
a : Inventory maintained in Japan. r : Non stock, produced to order only.
A072 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-73-320.jpg)
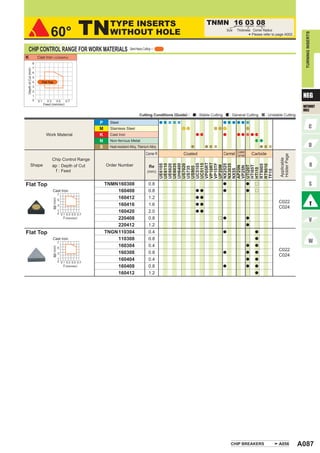
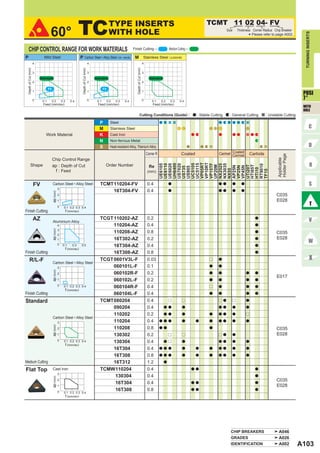
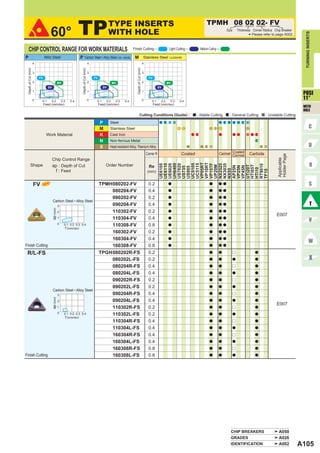
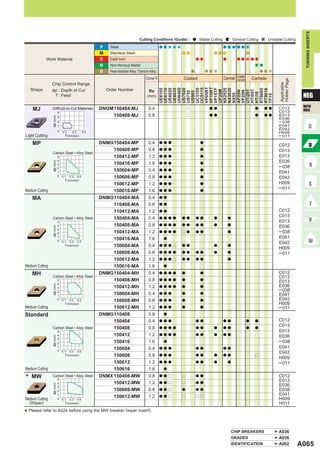
![TURNING INSERTS [NEGATIVE]
60° TN TYPE INSERTS
WITH HOLE
TNMG 11 03 04- FH
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
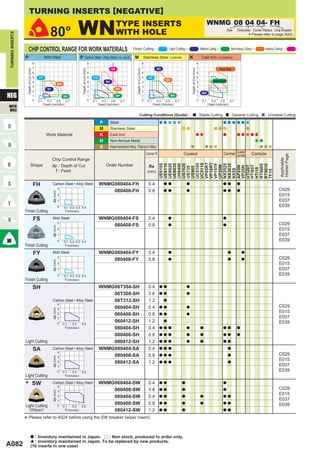
FH Carbon Steel • Alloy Steel TNMG110304-FH 0.4 a r
C020
3
160402-FH 0.2 a a a a a ─ 025
ap (mm)
2
160404-FH 0.4 a a a a a a E014
1
160408-FH 0.8 a a a a a a E035
0 0.1 0.2 0.3 0.4 E041
Finish Cutting f (mm/rev)
FS Mild Steel TNMG160404-FS 0.4 a a
C020
3
160408-FS 0.8 a a ─ 025
ap (mm)
2
E014
1
E035
0 0.1 0.2 0.3 0.4 E041
Finish Cutting f (mm/rev)
FY Mild Steel TNMG160404-FY 0.4 a a a
C020
3
160408-FY 0.8 a a a ─ 025
ap (mm)
2
E014
1
E035
0 0.1 0.2 0.3 0.4 E041
Finish Cutting f (mm/rev)
PK Carbon Steel • Alloy Steel TNGG 160404-PK 0.4 a [
C020
3
160408-PK 0.8 a [
─ 025
ap (mm)
2
E014
1
E035
0 0.1 0.2 0.3 0.4 E041
Finish Cutting f (mm/rev)
R/L-FS Carbon Steel • Alloy Steel
TNGG 160402R-FS 0.2 a
3 160402L-FS 0.2 a C020
─ 025
ap (mm)
2 160404R-FS 0.4 a
E014
1 160404L-FS 0.4 a
E035
0 0.1 0.2 0.3 0.4 160408R-FS 0.8 a E041
f (mm/rev)
Finish Cutting 160408L-FS 0.8 a
R/L-F Carbon Steel • Alloy Steel
TNGG 160402R-F 0.2 a a a
3 160402L-F 0.2 a a a C020
─ 025
ap (mm)
2 160404R-F 0.4 a a a
E014
1 160404L-F 0.4 a a a
E035
0 0.1 0.2 0.3 0.4 160408R-F 0.8 a a a E041
f (mm/rev)
Finish Cutting 160408L-F 0.8 a a a
a : Inventory maintained in Japan. r : Non stock, produced to order only.
[ : Inventory maintained in Japan. To be replaced by new products.
A074 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-75-320.jpg)

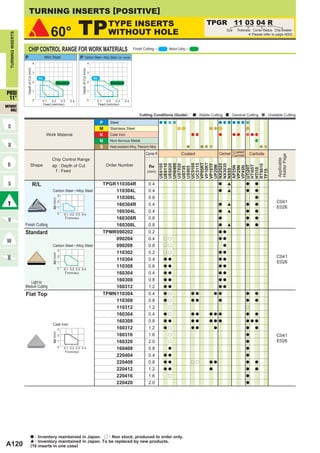
![TURNING INSERTS [NEGATIVE]
60° TN TYPE INSERTS
WITH HOLE
TNMG 16 04 04- MJ
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
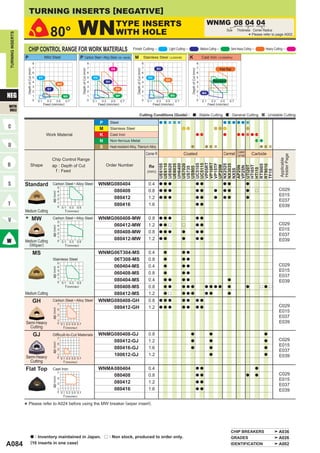
MJ Difficult-to-Cut Materials
4
TNMG160404-MJ 0.4 a a a r a
C020
160408-MJ 0.8 a a a r a ─ 025
ap (mm)
3
2 160412-MJ 1.2 a a a E014
1 E035
0 0.1 0.3 0.5 E041
Light Cutting f (mm/rev)
MP Carbon Steel • Alloy Steel
5
TNMG160404-MP 0.4 a a a a
C020
4 160408-MP 0.8 a a a a ─ 025
ap (mm)
3
2 160412-MP 1.2 a a a a E014
1
220408-MP 0.8 a a a a E035
0 0.1 0.3 0.5 E041
Medium Cutting f (mm/rev) 220412-MP 1.2 a a a a
MA TNMG160404-MA 0.4 a a a a a a a a a a
160408-MA 0.8 a a a a a a a a a a
Carbon Steel • Alloy Steel 160412-MA 1.2 a a a a a a a a a
5 C020
4 160416-MA 1.6 a a ─ 025
ap (mm)
3
2 220408-MA 0.8 a a a a a a a a E014
1
220412-MA 1.2 a a a a a a a a E035
0 0.1 0.3 0.5 E041
f (mm/rev) 220416-MA 1.6 a a
270608-MA 0.8 a a a a r
Medium Cutting 270612-MA 1.2 a a a a r a
MH Carbon Steel • Alloy Steel
5
TNMG160404-MH 0.4 a a a a a a
C020
4 160408-MH 0.8 a a a a a a ─ 025
ap (mm)
3
2 160412-MH 1.2 a a a a a a E014
1
220408-MH 0.8 a a a a a a E035
0 0.1 0.3 0.5 E041
Medium Cutting f (mm/rev) 220412-MH 1.2 a a a a a a
a : Inventory maintained in Japan. r : Non stock, produced to order only.
A076 (10 inserts in one case)](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-77-320.jpg)
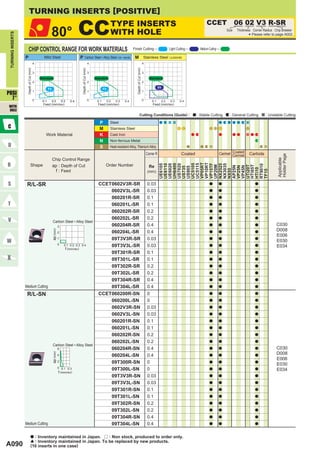
![TURNING INSERTS [NEGATIVE]
60° TN TYPE INSERTS
WITH HOLE
TNGG 11 03 02 R
Size Thickness Corner Radius Chip Breaker
TURNING INSERTS
*
Please refer to page A002.
CHIP CONTROL RANGE FOR WORK MATERIALS Finish Cutting Light Cutting Medium Cutting Semi-Heavy Cutting Heavy Cutting
P Mild Steel P Carbon Steel • Alloy Steel (180─280HB) P Carbon Steel • Alloy Steel (Wiper) M Stainless Steel ( < 200HB) K Cast Iron ( < 350MPa)
8 8 8 8 8
7 HZ 7 HX 7 7 SH 7 Flat Top
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
Depth of Cut (mm)
6 6 6 6 6
5 FY 5 FH 5 5 FH 5
GH Standard
4 4 SH 4 4 4
MH SW
3 3 3 3 3
SY GH
2 2 2 2 HZ 2
MW
NEG
MA
1 MS 1 MP 1 1 MS 1
0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7 0 0.1 0.3 0.5 0.7
Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev) Feed (mm/rev)
WITH
HOLE
Cutting Conditions (Guide) : : Stable Cutting : General Cutting : Unstable Cutting
P Steel
M Stainless Steel
Work Material K Cast Iron
N Non-ferrous Metal
S Heat-resistant Alloy, Titanium Alloy
Coated
Corner R Coated Cermet Cermet Carbide
Holder Page
Chip Control Range
Applicable
VP05RT
VP10RT
Shape Order Number
UH6400
UC5105
UC5115
VP15TF
ap : Depth of Cut
UE6105
UE6110
UE6020
UE6035
US7020
NX2525
NX3035
RT9005
RT9010
Re
UP20M
HTi05T
UTi20T
AP25N
VP25N
US735
US905
HTi10
NX55
f : Feed
TF15
(mm)
R/L TNGG 110302R 0.2 a a a a
110302L 0.2 a a a
110304R 0.4 a a a a
110304L 0.4 a a a a
110308R 0.8 a a r
110308L 0.8 a a r a
160304R 0.4 a a a a
160304L 0.4 a a a a
160308R 0.8 a a a a
160308L 0.8 a a a
Carbon Steel • Alloy Steel
5 160402R 0.2 a a[ a a C020
4 ─ 025
ap (mm)
3 160402L 0.2 a a[ a a
2 E014
1 160404R 0.4 a a[ a a a
E035
0 0.1 0.3 0.5 160404L 0.4 a a[ a a a E041
f (mm/rev)
160408R 0.8 a a[ a a a
160408L 0.8 a a[ a a a
160412R 1.2 a a[ a r a
160412L 1.2 a a
220404R 0.4 a a[ a a
220404L 0.4 a a[ a a
220408R 0.8 a a[ a a a
220408L 0.8](https://image.slidesharecdn.com/turninginserts-130114002137-phpapp02/85/TURNING-INSERTS-79-320.jpg)