The document discusses the manufacturing processes for a disc brake part. It begins by introducing the group members and their task to identify the material and processes for an engineered part they selected, which was a disc brake. It then provides details on the specific processes and material used to produce a disc brake part, including:
1) Disc brakes are typically made of gray cast iron due to its properties like thermal stability and cost effectiveness.
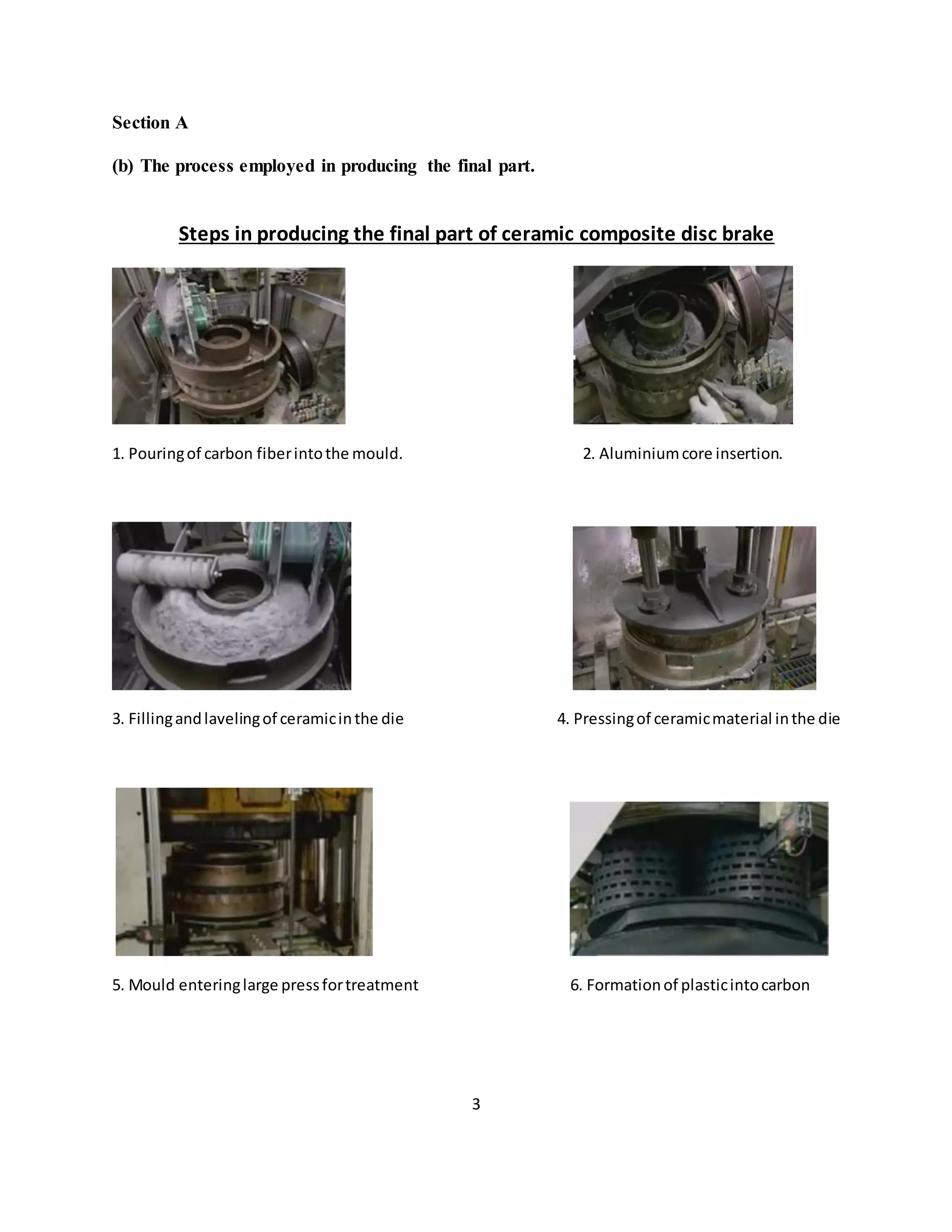
2) The production process for a ceramic composite disc brake involves steps like pouring carbon fiber into a mold and pressing the ceramic material into a die.
3) Essential properties like dimensional accuracy, surface finish, and weight distribution are considered to ensure proper performance.
4) Disc