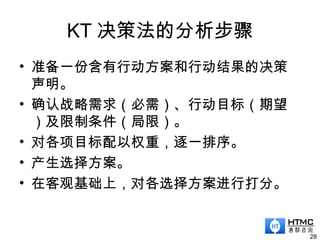
– 改进( Improve):决定解决方案并执行。
– 控制( Control ):控制新流程,保持成果再
目标范围内。
31
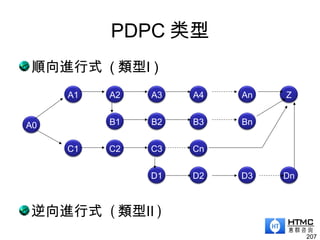
阶段 展开内容 Focus
Define( 定
义)
1 )确定问题点 / 具体改善目标
Measureme
nt
( 测量)
2 )选定制品或工序的 CTQ
3 )把握 Y 的工序能力
4 )明确 Y 的测定方法
5 )将 Y 的改善对象具体化
Y
Y
Y
Y
32.
32
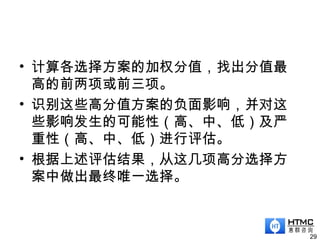
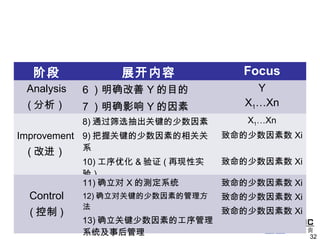
阶段 展开内容 Focus
Analysis
(分析)
6 )明确改善 Y 的目的
7 )明确影响 Y 的因素
Y
X1…Xn
Improvement
( 改进)
8) 通过筛选抽出关键的少数因素
9) 把握关键的少数因素的相关关
系
10) 工序优化 & 验证 ( 再现性实
验 )
X1…Xn
致命的少数因素数 Xi
致命的少数因素数 Xi
Control
( 控制 )
11) 确立对 X 的测定系统
12) 确立对关键的少数因素的管理方
法
13) 确立关键少数因素的工序管理
系统及事后管理
致命的少数因素数 Xi
致命的少数因素数 Xi
致命的少数因素数 Xi
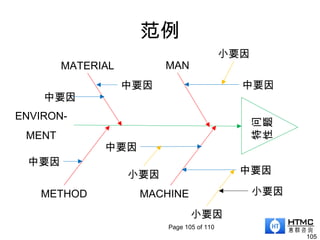
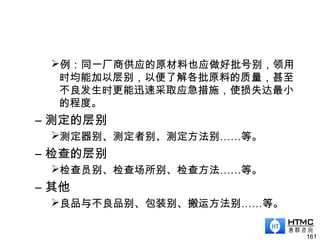
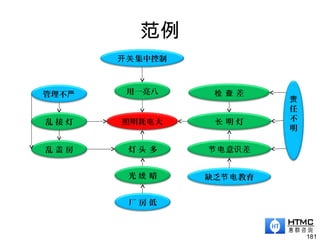
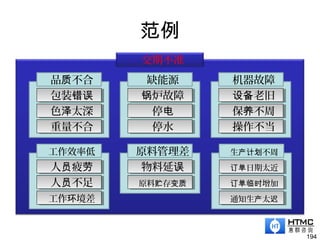
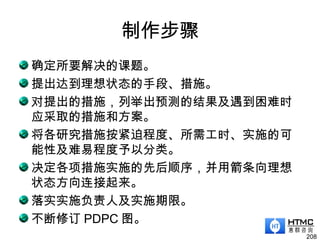
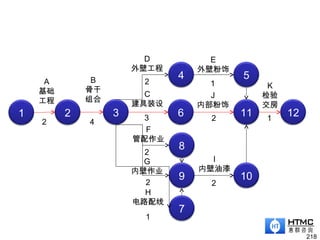
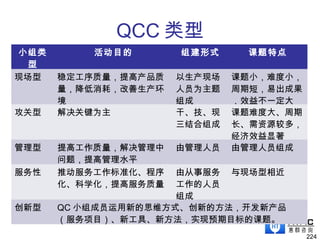
范例
作业名称 先行作业 时间作业名称 先行作业 时间
A. 基础工程 2 个月 G. 内壁作业 B 2 个月
B. 骨架组合 A 4 个月 H. 电路配线 B 1 个月
C. 建具装设 B 3 个月 I. 内壁油漆 FGH 2 个月
D. 外壁工程 B 2 个月 J. 内壁粉刷 C 2 个月
E. 外壁粉刷 D 1 个月 K. 验收交屋 EIJ 1 个月
F. 配管作业 B 2 个月
217
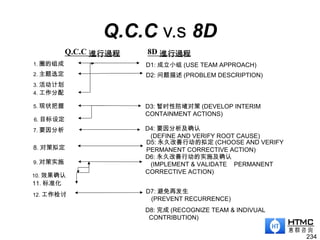
定义
何谓品管圈
– Quality controlcycle ( QCC )。
– 在同一工作地點,或工作性質相類似的基層作業人員
,以自主的力量,推行品質管制活動的小團體。
– 這個團體將不斷地為全公司品質管制活動的一環實行
自我啟發和相互啟發活用。
– 品管技巧推行工作場所的管理改善。
APICS 对 QCC 的定义
A small group of people who normally work as a unit and meet
frequently to uncover and solve problems concerning the quality of
items produced, process capability, or process control. See: small
group improvement activity.
220
– FEMA :失效模式影響分析(Failure Mode
Effects Analysis )。
– MSA :测量系统分析( Measurement System
Analysis )。
– SPC :统计制程管制( Statistical process
control )。
– PPAP :生产件批准程序( Production Parts
Approval Process )。
245
#5 朱兰认为80%品质问题来自管理阶层之管理控制不良,所以管理者需担负消除不良之责任。他认为品质管理可以用品质三部曲(Trilogy)表示:
品质规划
品质控制
品质改善
寇斯比 :
Quality is Free
Quality Without Tears.
APICS的定义
Quantity
Conformance to requirements or fitness for use. Quality can be defined through five principal approaches:
Transcendent quality is an ideal, a condition of excellence.
Product-based quality is based on a product attribute.
User-based quality is fitness for use.
Manufacturing-based quality is conformance to requirements.
Value-based quality is the degree of excellence at an acceptable price.
Also, quality has two major components:
quality of conformance-quality is defined by the absence of defects, and
quality of design-quality is measured by the degree of customer satisfaction with a product's characteristics and features.
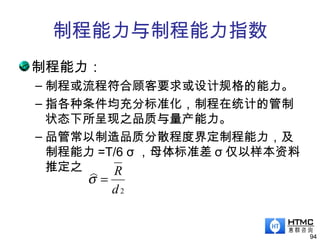
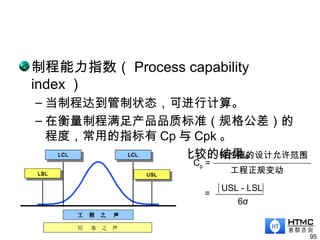
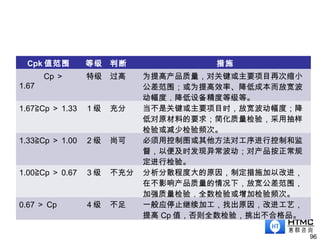
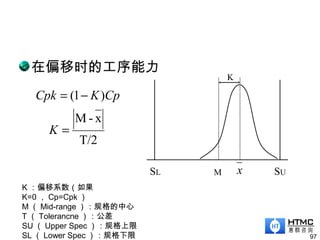
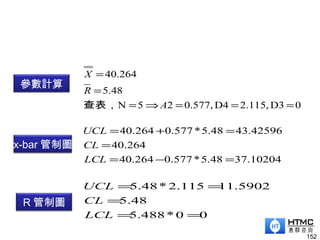
#96 Ca(Capability of accuracy)制程准确度=(制程平均值-规格中心值)/规格公差的一半*100%。测量集中程度
Cp(Capability of precision)制程精密度。测量变异大小
Cpk(Capability of process)制程能力指数=(1-|Ca|)Cp。
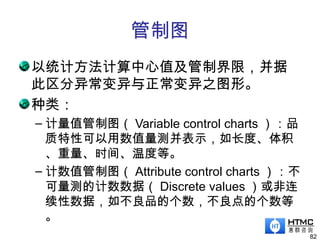
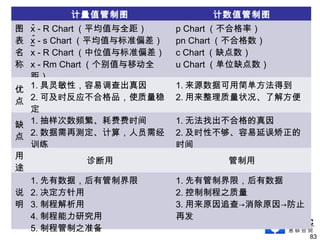
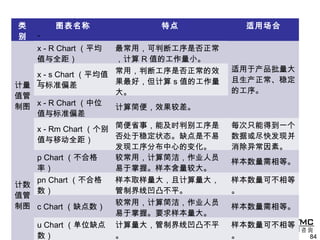
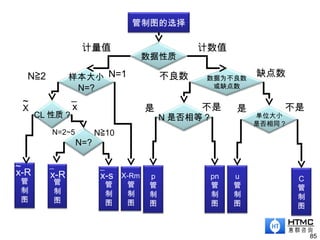
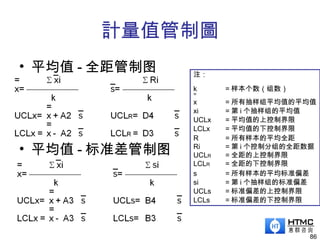
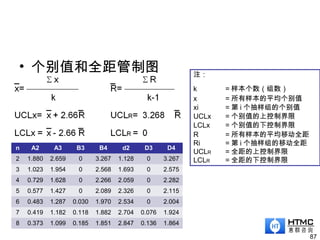
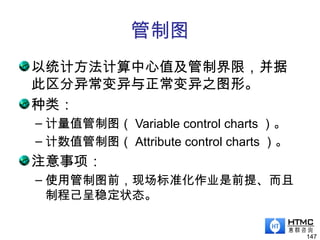
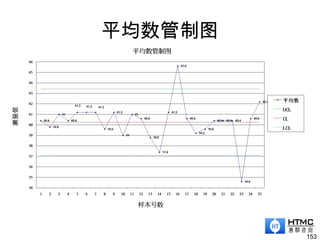
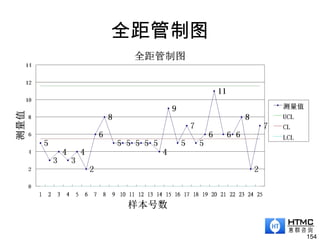
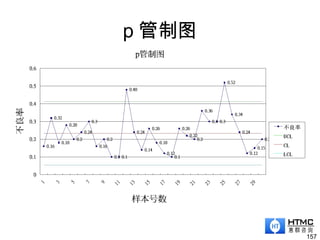
#148 计量值管制图(Variable control charts):品质特性可以用数值量测并表示,如长度、体积、重量、时间、温度等。
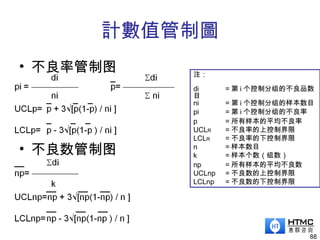
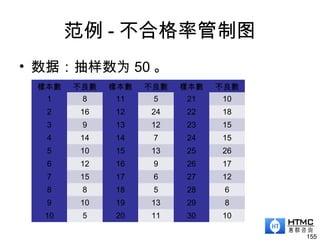
计数值管制图(Attribute control charts):不可量测的计数数据(Discrete values)或非连续性数据,如不良品的个数,不良点的个数等。

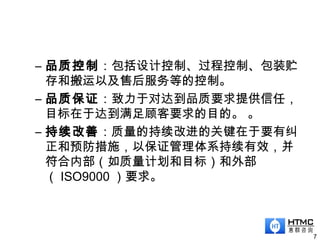



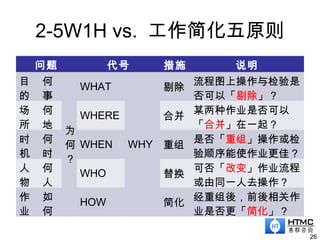
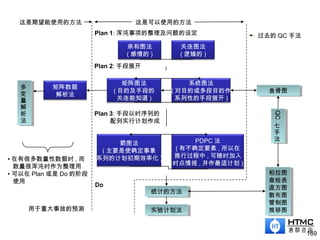
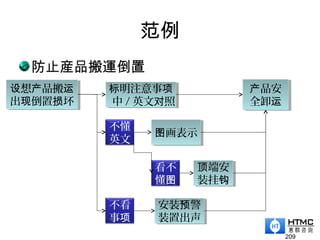
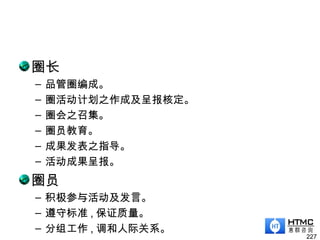
![品质问题侦测流程
62
现象
期望 v.s 结果
差距
作业指示书
问题成立
指示书合宜 ?
指示书清晰 ?
OP 训练合格
环境干扰 ?
OP 提出改善
措施
主管关怀
[ 主管巡视 ]
建立标准作业程序
(SOP)
及作业指示书 (OI)
修订
修订
施行训练及
合格认证
排除
NO
N
O
NO
NO
NO
YES
YES
YES
YES
YES
YES
YES
属性分析
比较应有状态与现有状
应有状态 : 规格
现有状态 : 问题点
比较结果有显著差距
检讨有无规范作业文件
检讨作业指示内容规范是否合宜 ?
应否 UPDATE?
作业指示内各布骤 参数的规范
是否详细清楚 ?
依作业指示对 OP 施予训练并
通过合格认证
进一步评估其他环境因素 [ 温湿度 ,
清洁度 , 噪音 ,ESD…… 等 ] 周遭杂乱
作业人员提出改善行动](https://image.slidesharecdn.com/quality-140531003756-phpapp02/85/Quality-62-320.jpg)
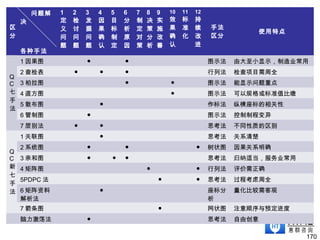
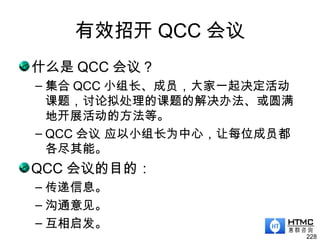
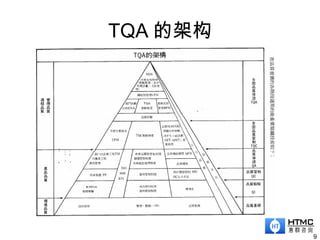
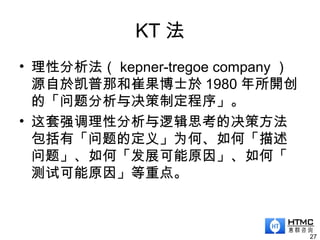
![品质问题分析思考流程
63
问题发现与确认
问题发现与确认
经验的参考检讨
层别的思想
[ 人 , 工 , 料 , 机 ,T 等 ]
数据汇总 数据收集
Check list 设计
推移管理图
分析
直方图
分析
柏拉图
分析
问题点的掌握
澄清问题
特性要因分析
散布图
分析
真因确认
[ 证明因果 ]
95% Only one
root cause
确认问题点
物理现象
成立条件 [ 中间
果 ]
要因实际状况应有状态水平
差异分析
研拟对策
短期验证
检讨与修订
长期追踪 [ 效果确认 ]
标准化](https://image.slidesharecdn.com/quality-140531003756-phpapp02/85/Quality-63-320.jpg)