Downloaded 959 times

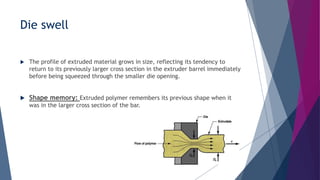
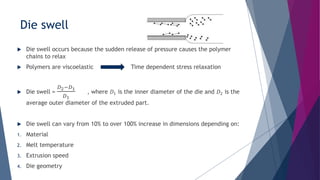





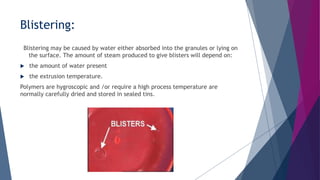

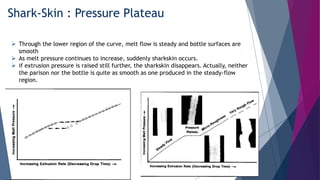
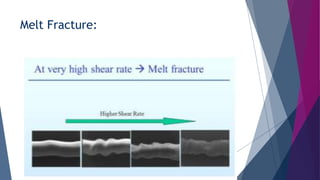


The document discusses various extrusion problems and defects related to thermoplastics, such as die swell, moisture absorption, trapped air, polymer degradation, and melt fracture. It provides insights into the causes of these issues, remedies to mitigate them, and factors influencing the extrusion process, including die geometry and temperature control. Additionally, it highlights the importance of proper mixing and handling of materials to prevent defects like blistering and lumpiness.
















































![Cad comparison [ Solidworks vs Inventor ]](https://cdn.slidesharecdn.com/ss_thumbnails/cadcomparison-170505115428-thumbnail.jpg?width=640&height=640&fit=bounds)


![Lean manufacturing [History & Types ]](https://cdn.slidesharecdn.com/ss_thumbnails/leanmanufacturing-160426194029-thumbnail.jpg?width=640&height=640&fit=bounds)























