Downloaded 100 times


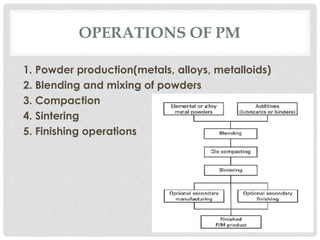
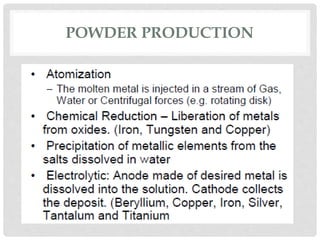
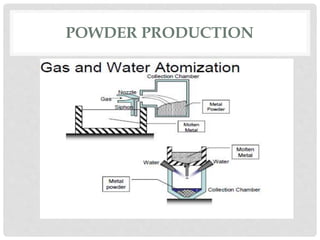
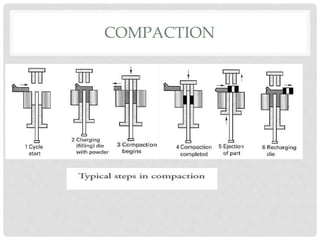
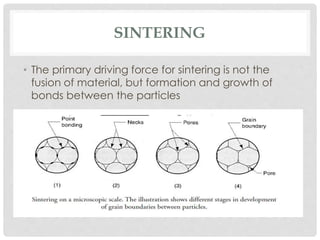
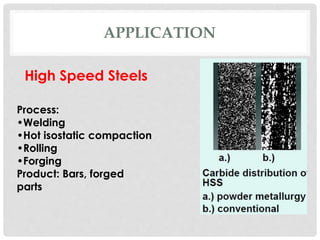
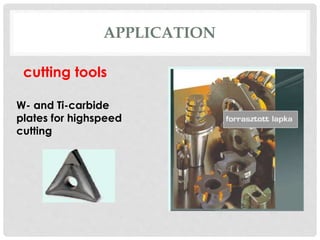




This document discusses powder metallurgy, which involves compacting metal powders and sintering them to produce dense materials. Powder metallurgy allows for precise control over material properties, custom alloy compositions, and production of near-net shaped parts. The key steps are powder production, blending and mixing powders, compacting the powders into a green compact, sintering the compact to bond particles, and optional finishing operations. Powder metallurgy is well-suited for producing alloys and materials that are difficult to make by other methods. Example applications include cutting tools, high speed steels, and wear-resistant components.




















































































