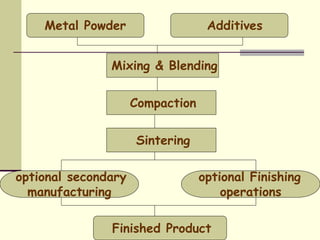
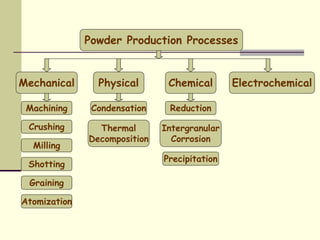
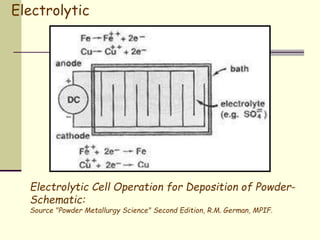
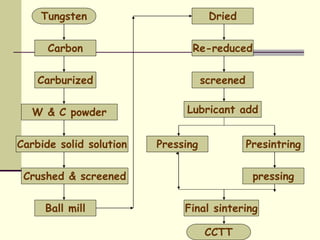
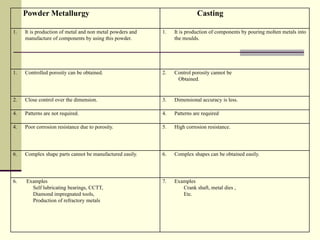
Powder metallurgy is a process that involves producing metal or ceramic parts from metal or ceramic powders. There are several key steps: (1) powder production using methods like atomization or milling, (2) blending and mixing powders, (3) compacting the powders using pressing or sintering, (4) sintering the compacted powders to bond them, and (5) optional secondary processes like infiltration. Powder metallurgy allows for net-shape production of parts, precise control over properties, and fabrication of alloys that are difficult to make by other methods. Common applications include cemented carbide tools, bearings, and turbine engine parts.