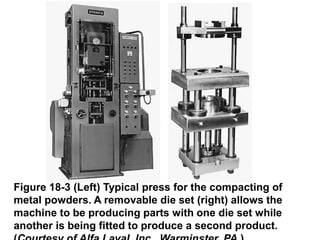
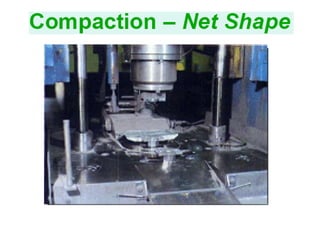
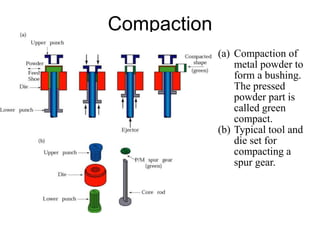
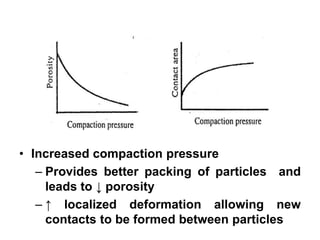
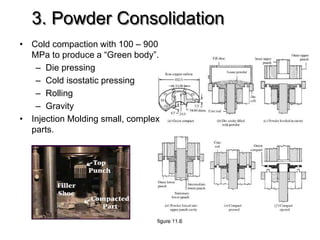
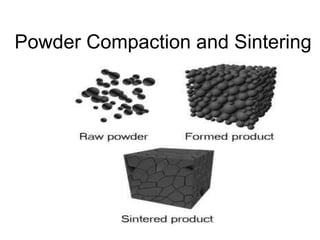
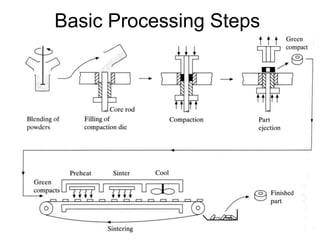
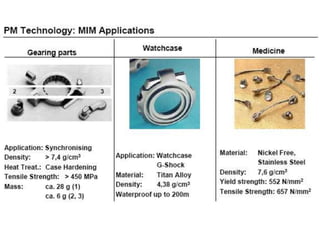
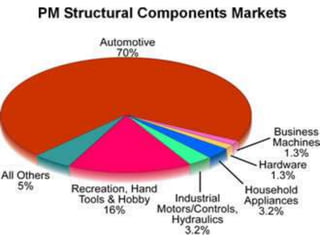
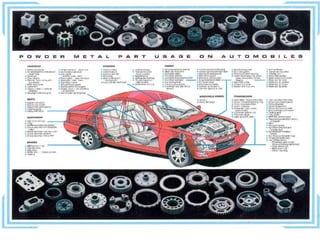
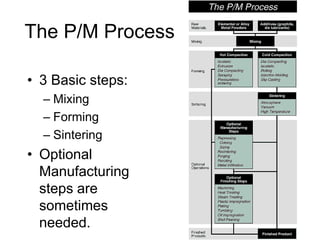
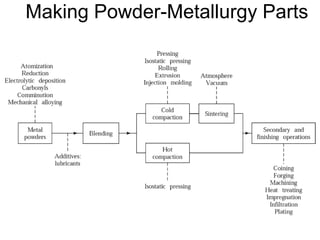
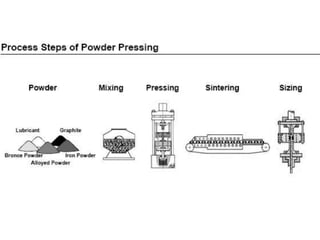
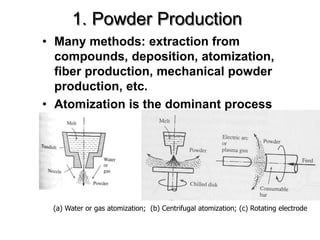
Powder metallurgy is defined as producing metal or non-metal powders and using them to manufacture components. It involves basic steps of powder production, compaction, and sintering. Powder production methods include mechanical, physical, chemical, and electrochemical processes. Compaction forms a "green compact" by pressing powder in a die. Sintering heats the compact below melting to bond particles through solid-state diffusion. Applications include automotive, aerospace, defense, and industrial parts that benefit from net shape manufacturing or require properties unsuitable for other processes.


![b) Intergranular corrosion:
Grain boundaries corrode faster than the grains.
Due to corrosion Grains separate out in the form
of poly crystalline metal.
Applications
• Stainless Steel – Fe, Cr, Ni
(Cr combines with C form complex carbide-then
carbide is corroded by boiling the steel in
aqueous solution of 11% CuSo4 and 10 %
H2SO4)
[Now atomization is used to obtain Fe powder]](https://image.slidesharecdn.com/273598632-powder-metallurgy-ppt-230930150155-23452a19/85/273598632-POWDER-METALLURGY-ppt-ppt-22-320.jpg)