Downloaded 313 times
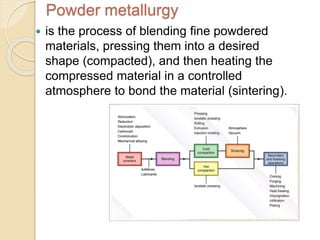


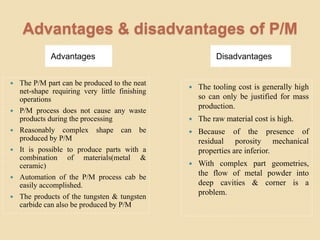

This document discusses powder metallurgy, including the typical process steps of metal powder production, characteristics of metal powders, compaction, sintering, and secondary operations. The key steps are producing metal powders using various methods, compacting the powder in a die to form a green compact, and sintering the compact at high temperature to bond the powder particles together without melting. Powder metallurgy allows for net-shape production of parts, uses little material waste, and can create porous or alloyed parts not possible with other methods.


































































































