Downloaded 19 times
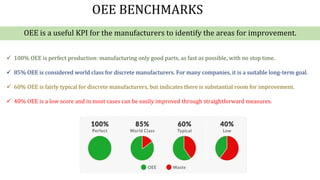
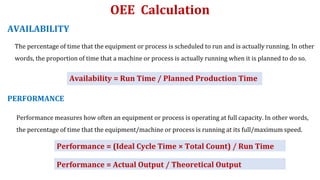
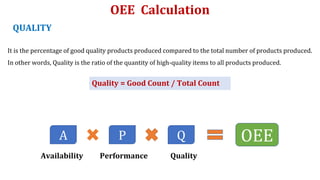
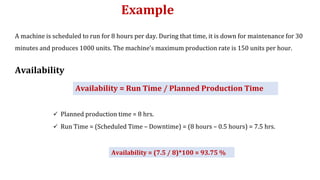
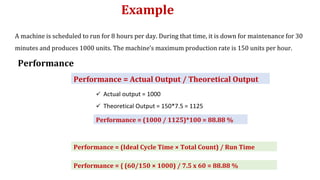
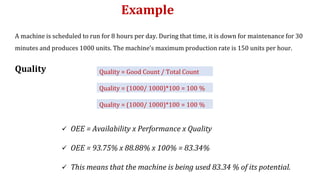
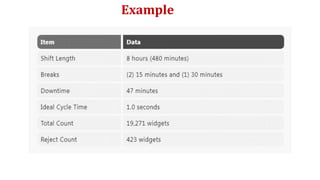
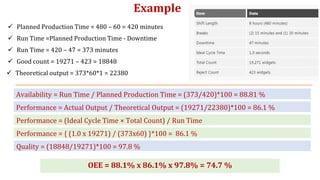

Overall Equipment Effectiveness (OEE) is a metric used in manufacturing to measure how efficiently a machine or process is utilized compared to its full potential, calculated as the product of availability, performance, and quality. The document discusses the importance of OEE, its advantages, benchmarks for performance levels, and provides examples of calculating OEE. Additionally, it addresses downtime losses and strategies for improving OEE, such as preventive maintenance and lean practices.























































































