Downloaded 22 times
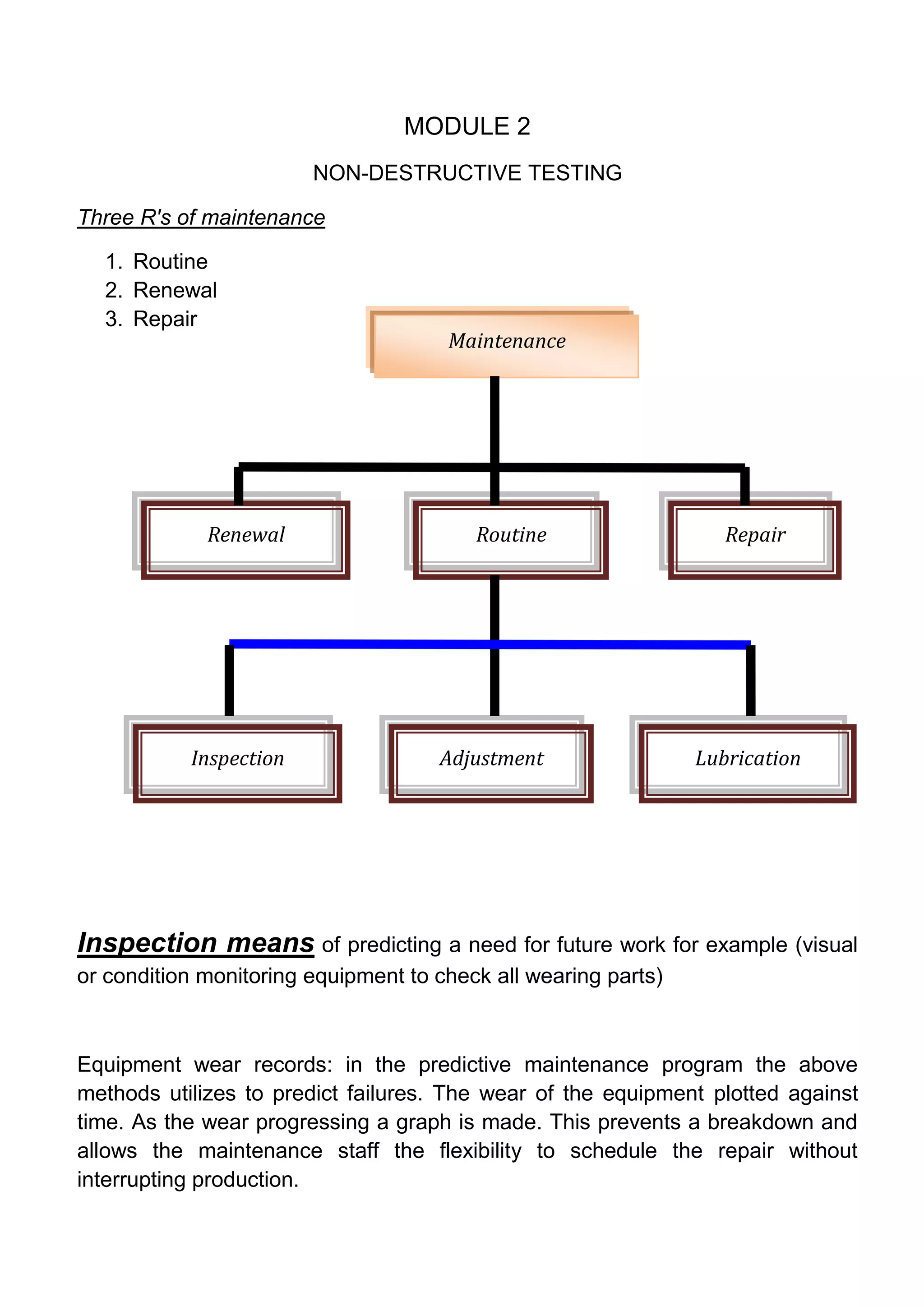


The document discusses various methods of non-destructive testing (NDT) used to inspect equipment and products for defects or deterioration without dismantling them. It describes common NDT techniques like visual inspection, liquid penetrate testing, magnetic particle testing, ultrasound testing, vibration analysis, infrared imaging, and X-ray testing. The techniques analyze factors like surface cracks, corrosion, material density variations, and component temperatures to predict failures and maintenance needs. NDT allows for safe inspection and condition monitoring to improve equipment reliability.