Nondestructive Testing (NDT)
•Nondestructive testing (NDT) is the process of inspecting, testing, or
evaluating materials, components or assemblies for discontinuities, or
differences in characteristics without destroying the serviceability of
the part or system.
• In other words, when the inspection or test is completed, the part can
still be used.
• For instance, when inspectors in industrial settings review the outside
of a pressure vessel with their naked eye, that would fall under the
NDT designation, since they are collecting data on the status of the
boiler without damaging it. On the other hand, using a sophisticated
tool like an ultrasonic sensor to look for defects in a certain material or
asset would also be called NDT.
3
4.
Utility of NDT
•Flaw detection and evaluation
• Leak detection
• Location determination
• Dimensional measurements
• Structure and microstructure characterization
• Estimation of mechanical and physical properties
• Stress (strain) and dynamic response measurements
• Material Sorting and chemical composition determination
4
5.
Fields of NDT
➢Toassist in product development
➢To screen or sort incoming materials
➢To monitor, improve or control manufacturing
processes
➢To verify proper processing such as heat treating
➢To verify proper assembly
➢To inspect for in-service damage
5
• Oil & Gas
• Power Generation
• Chemicals
• Mining
• Aerospace
• Automotive
• Maritime
• Mining
• Manufacturing
Importance of NDT
•Savings: The most obvious answer to this question is that NDT is more
appealing than destructive testing because allows the material or
object being examined to survive the examination unharmed, thus
saving money and resources.
• Safety: NDT is also appealing because almost all NDT techniques
(except radiographic testing) are harmless to people.
• Efficiency: NDT methods allow for the thorough and relatively quick
evaluation of assets, which can be crucial for ensuring continued safety
and performance on a job site.
• Accuracy: NDT methods have been proven accurate and predictable,
both qualities you want when comes to maintenance procedures
meant to ensure the safety of personnel and the longevity of
equipment.
7
8.
Importance of NDT
•Savings: The most obvious answer to this question is that NDT is more
appealing than destructive testing because allows the material or
object being examined to survive the examination unharmed, thus
saving money and resources.
• Safety: NDT is also appealing because almost all NDT techniques
(except radiographic testing) are harmless to people.
• Efficiency: NDT methods allow for the thorough and relatively quick
evaluation of assets, which can be crucial for ensuring continued safety
and performance on a job site.
• Accuracy: NDT methods have been proven accurate and predictable,
both qualities you want when comes to maintenance procedures
meant to ensure the safety of personnel and the longevity of
equipment.
8
Visual Testing
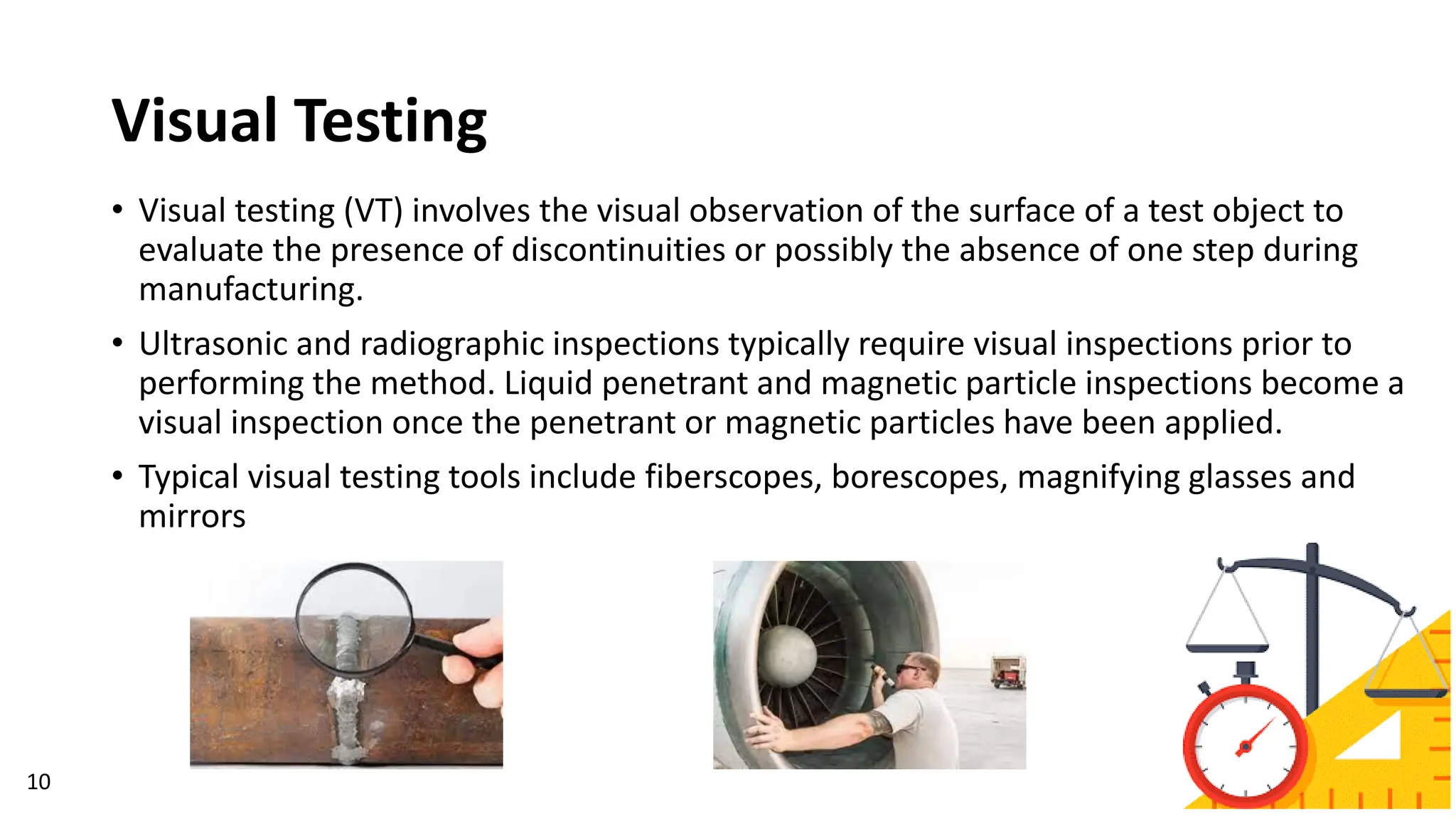
• Visualtesting (VT) involves the visual observation of the surface of a test object to
evaluate the presence of discontinuities or possibly the absence of one step during
manufacturing.
• Ultrasonic and radiographic inspections typically require visual inspections prior to
performing the method. Liquid penetrant and magnetic particle inspections become a
visual inspection once the penetrant or magnetic particles have been applied.
• Typical visual testing tools include fiberscopes, borescopes, magnifying glasses and
mirrors
10
11.
Visual Testing
• Twotypes of Visual Testing
• Direct Visual Testing
➢ When addressing VT as a standalone inspection method rather than
supporting other methods.
➢ Items evaluated may be weld, surface coatings, and dimensional
measurements.
➢ Testing may be enhanced with the use of optical instruments such as
magnifying glasses, optical comparators, mirrors, scales, and supplementary
lighting at the inspection surface.
• Remote Visual Testing
➢ This addresses visual inspection with the use of borescopes and cameras, as
well as computer-assisted viewing systems
➢ Remote visual testing is used to identify corrosion, misalignment of parts,
internal physical damage, and cracks.
11
12.
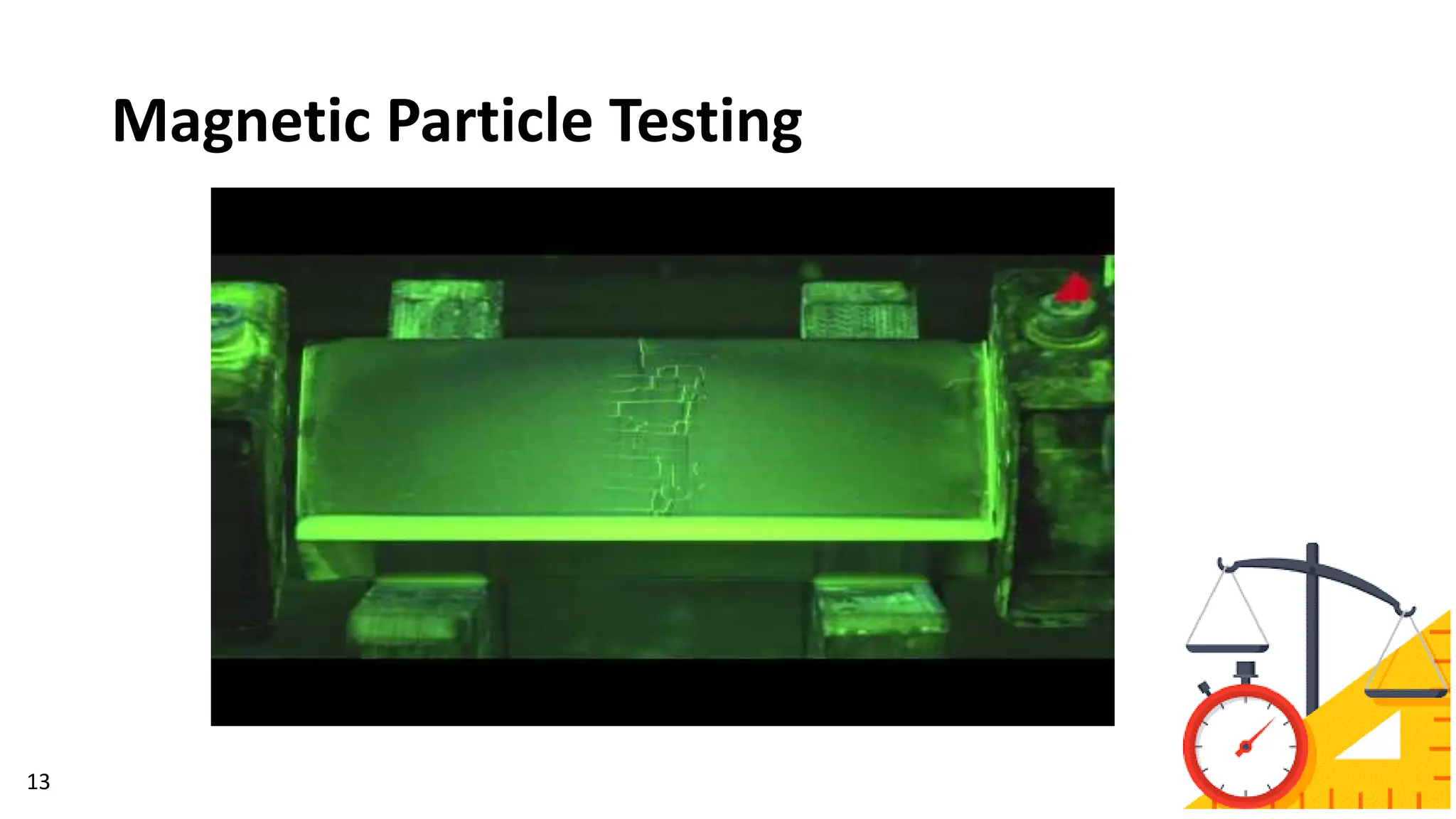
Magnetic Particle Testing
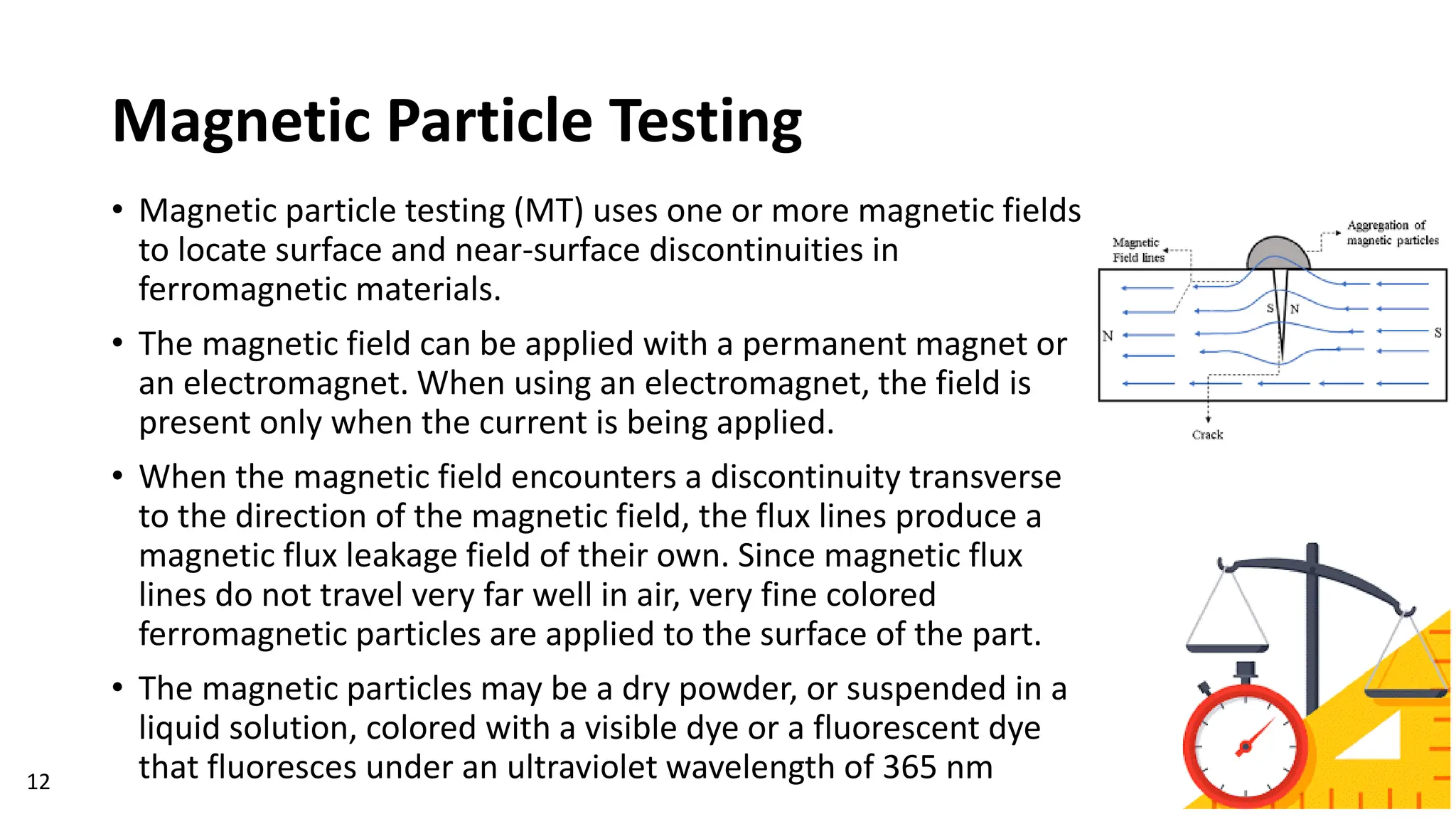
•Magnetic particle testing (MT) uses one or more magnetic fields
to locate surface and near-surface discontinuities in
ferromagnetic materials.
• The magnetic field can be applied with a permanent magnet or
an electromagnet. When using an electromagnet, the field is
present only when the current is being applied.
• When the magnetic field encounters a discontinuity transverse
to the direction of the magnetic field, the flux lines produce a
magnetic flux leakage field of their own. Since magnetic flux
lines do not travel very far well in air, very fine colored
ferromagnetic particles are applied to the surface of the part.
• The magnetic particles may be a dry powder, or suspended in a
liquid solution, colored with a visible dye or a fluorescent dye
that fluoresces under an ultraviolet wavelength of 365 nm
12
Advantages of MagneticParticle Testing
14
• Rapid inspection of large areas and volumes
• Give immediate indications of defects
• Exhibsurface and near surface defects, and these are the most serious ones as
they concentrate stresses
• The method can be adapted for site or workshop use
• Suitable for parts with complex shapes
15.
Disadvantages of MagneticParticle Testing
15
• Restricted to ferromagnetic materials
• Restricted to surface or near surface flaws
• Only materials with a relatively nonporous surface can be inspected
• Pre-cleaning is critical since contaminants can make defects
• Surface finish and roughness can affect inspection sensitivity
16.
Radiography
16
• This techniqueis suitable for the detection of internal defects in ferrous and non -
ferrous metals and other materials.
• Electronically generated X-ray and Gamma rays emitted from radio-active
isotopes are passed through the object to be tested.
• For thinner or less dense materials such as aluminum, electrically generated X-
radiation (X-rays) are commonly used, and for thicker or denser materials, gamma
radiation is generally used.
• The penetrating radiation is differentially absorbed. The greater the thickness,
the greater the absorption.
• The denser the material, the greater the absorption.
17.
Radiography
17
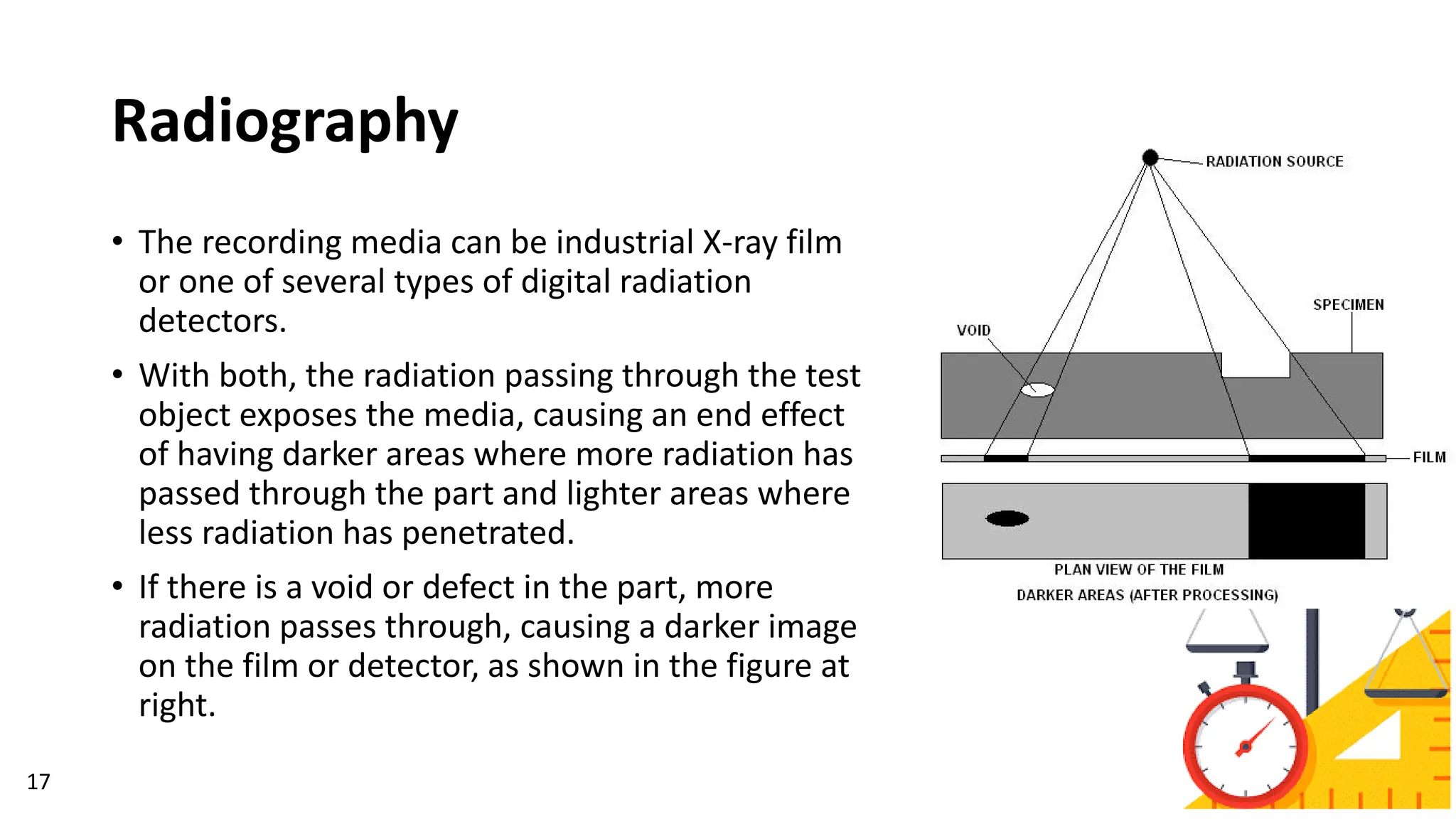
• The recordingmedia can be industrial X-ray film
or one of several types of digital radiation
detectors.
• With both, the radiation passing through the test
object exposes the media, causing an end effect
of having darker areas where more radiation has
passed through the part and lighter areas where
less radiation has penetrated.
• If there is a void or defect in the part, more
radiation passes through, causing a darker image
on the film or detector, as shown in the figure at
right.
18.
Advantages of Radiography
18
•Information is presented pictorially
• A permanent record is provided which may be viewed at a time and place distant
from the test
• Useful for thin section
• Sensitivity declared on each film
• Suitable for any material
19.
Disadvantages of Radiography
19
•Inability to cope with thick section
• Possible health hazard
• Need to direct the beam accurately for two dimensional defects
• Film processing and viewing facilities are necessary, as is an exposure compound
20.
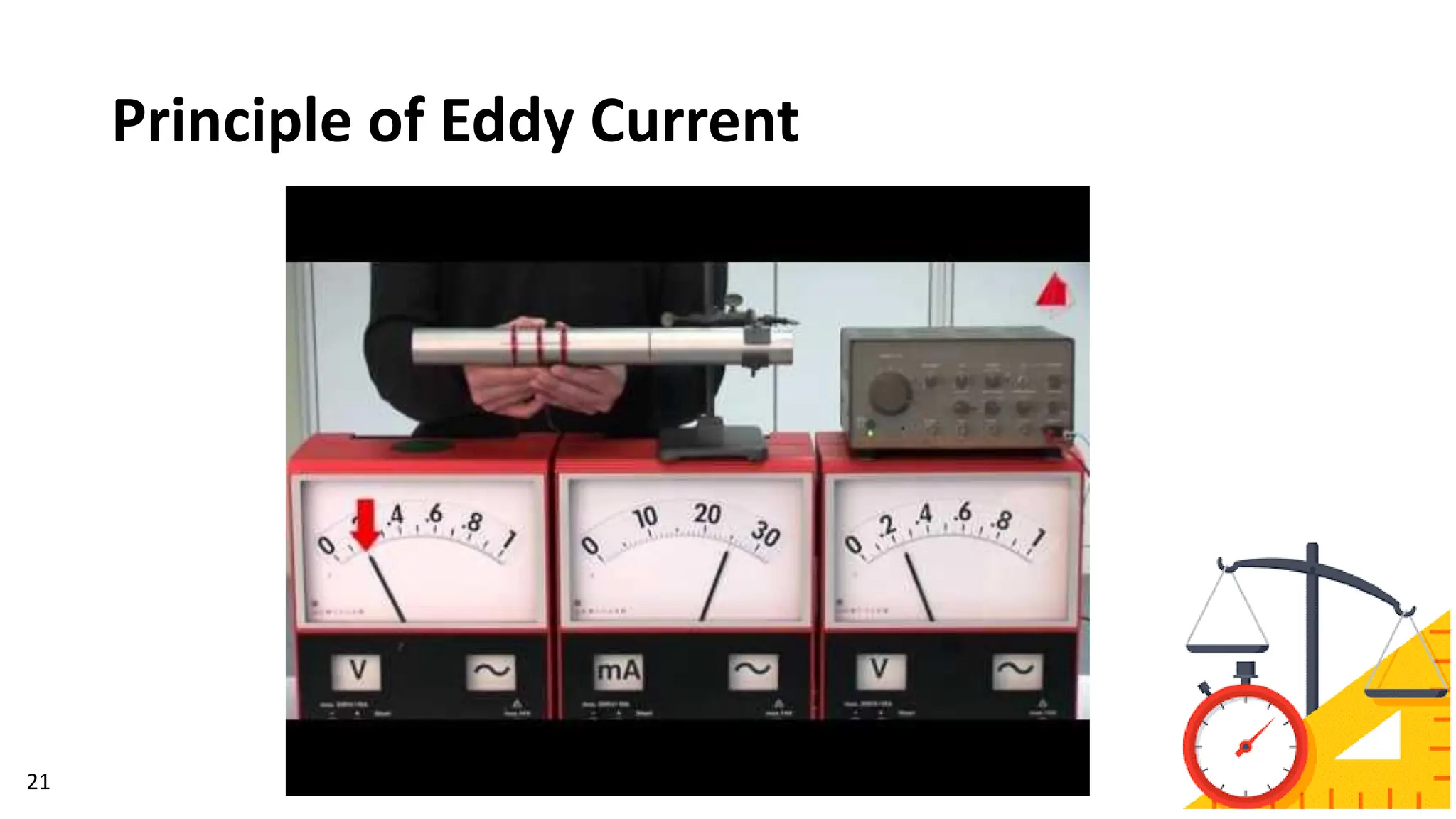
Eddy Current
20
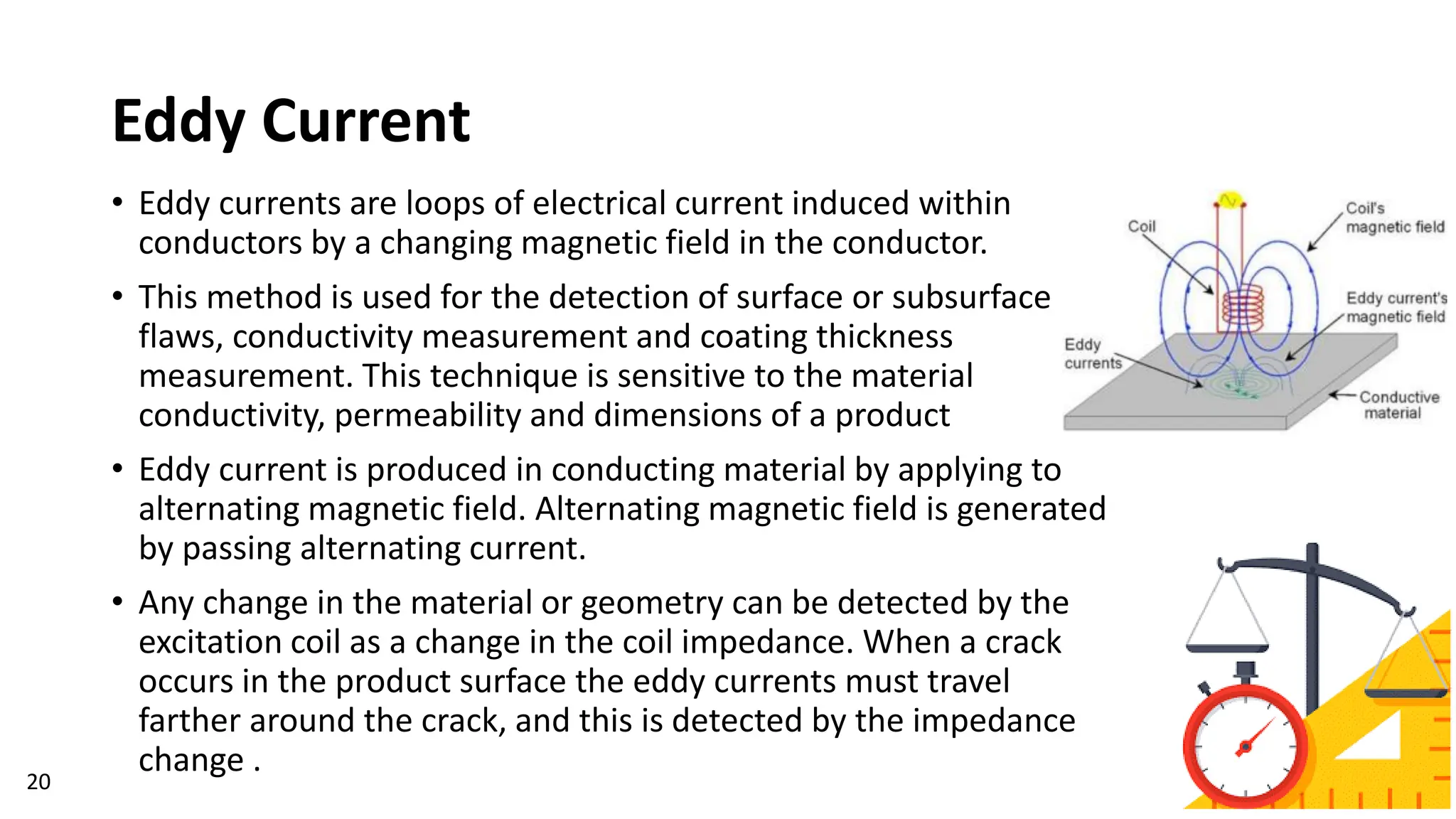
• Eddycurrents are loops of electrical current induced within
conductors by a changing magnetic field in the conductor.
• This method is used for the detection of surface or subsurface
flaws, conductivity measurement and coating thickness
measurement. This technique is sensitive to the material
conductivity, permeability and dimensions of a product
• Eddy current is produced in conducting material by applying to
alternating magnetic field. Alternating magnetic field is generated
by passing alternating current.
• Any change in the material or geometry can be detected by the
excitation coil as a change in the coil impedance. When a crack
occurs in the product surface the eddy currents must travel
farther around the crack, and this is detected by the impedance
change .
Use Cases ofEddy Current
22
Here are the types of flaws eddy current testing is generally used to find:
• Cracks
• Corrosion
• Wear (in tubes, often due to erosion)
• Freezing-related damage (in tubes)
• Lack of fusion
• Pitting
• Wall loss / thickness loss
The types of materials eddy current testing is commonly used to inspect include:
• Bores: Bolt hole bores, bores for in-use tubes.
• Welds: Welded joints, nozzle welds, friction stir welds
• Tubes: Steam generator tubing, metal tubing.
23.
Advantages of EddyCurrent Testing
23
• Incredibly versatile in terms of accuracy and reliability
• Suitable for the determination of a wide range of conditions of conducting
material, such as defect detection, composition, hardness, conductivity,
permeability etc.
• Extremely compact and portable units are available.
• Highly sensitive, allowing inspectors to identify defects as small as 0.5mm.
• Effective on surfaces that have paint or some other type of coating on them.
• Can be used on high-temperature and underwater surfaces.
• Takes a relatively short amount of preparation time to perform
• Can be automated for testing uniform parts, such as boiler tubes or wheels.
24.
Disadvantages of EddyCurrent Testing
24
• It only works with a current.
• ECT current always runs parallel to the surface of a material, so a defect that
doesn’t come in direct contact with the current can’t be detected—and this
means that some defects may go undetected.
• It’s not ideal for inspecting large areas.
• It’s efficacy for different depths can vary.
• It can be subject to changes in magnetic permeability, which can make it hard to
use it for inspecting parts of ferromagnetic materials.
• It’s also non-conductive with ferromagnetic materials, as ECT equipment is
subject to permeability changes on the welds.
• Interpreting signals correctly can be difficult, since it may require weeding out
non-relevant data points.
25.
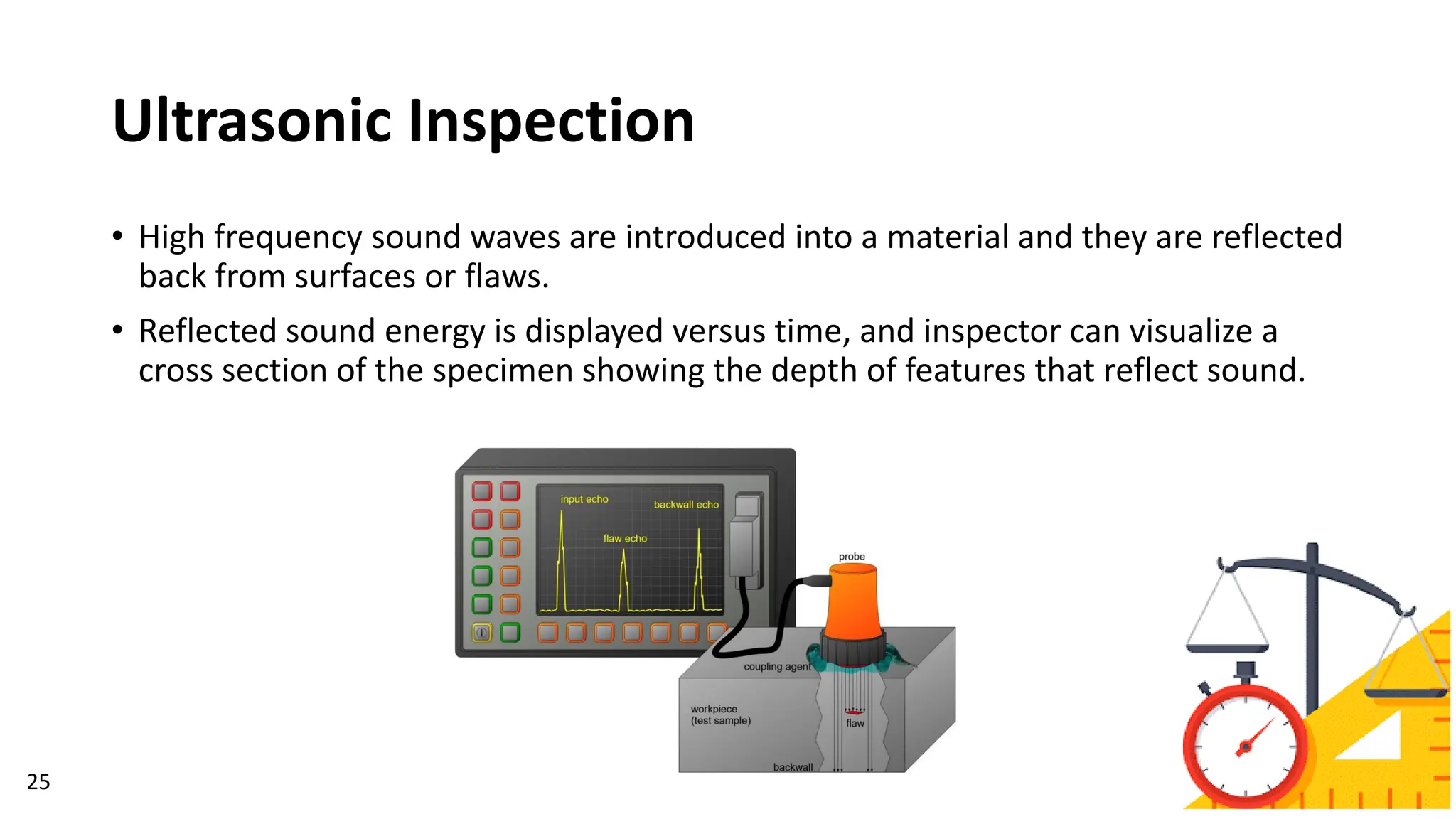
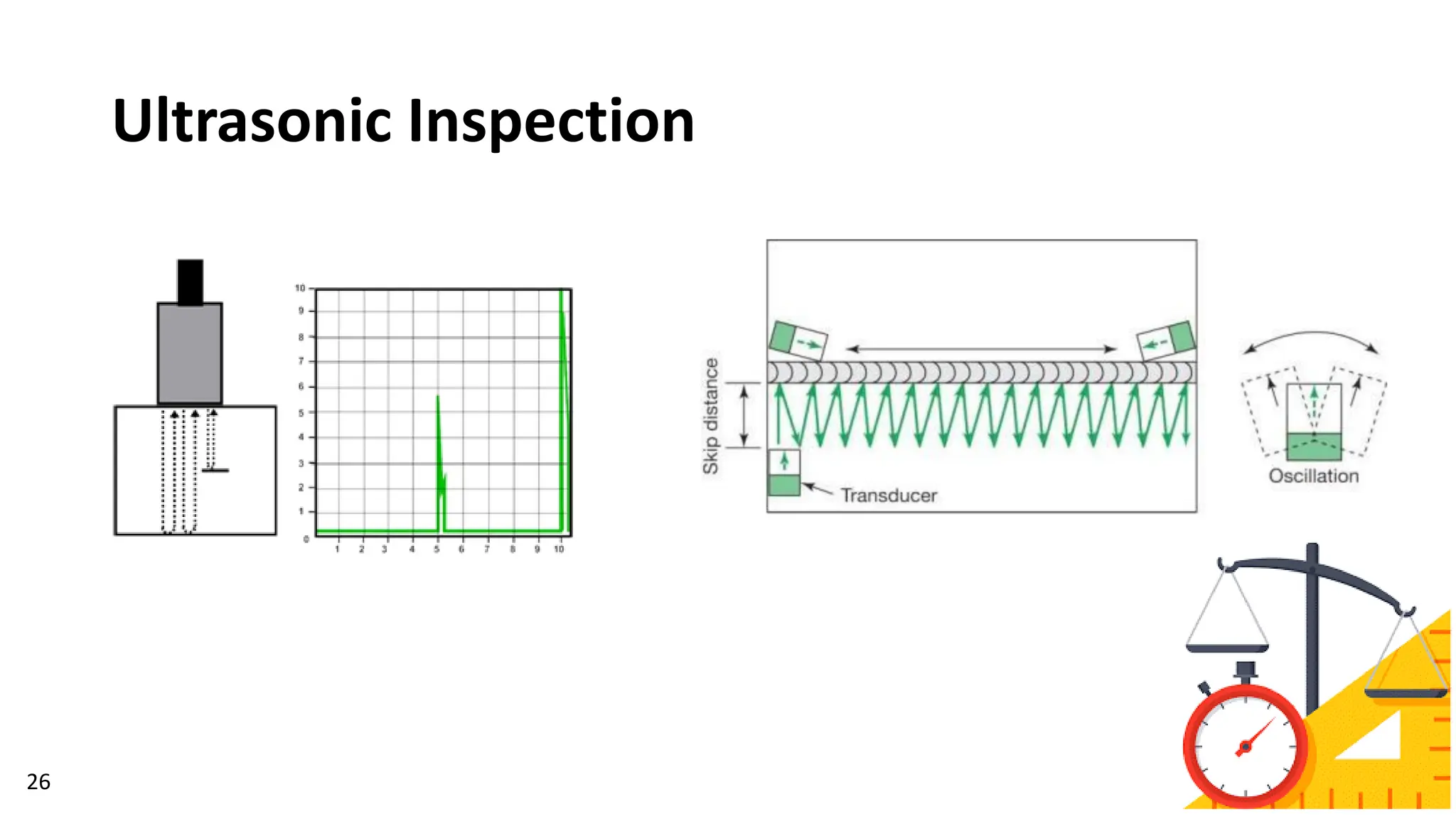
Ultrasonic Inspection
25
• Highfrequency sound waves are introduced into a material and they are reflected
back from surfaces or flaws.
• Reflected sound energy is displayed versus time, and inspector can visualize a
cross section of the specimen showing the depth of features that reflect sound.
Advantages of UltrasonicInspection
27
• Thickness and length up to 30 ft can be tested
• Position, size and type of defect can be determined
• Instant test result
• Extremely sensitive if required
• Capable of being fully automated
• Access to only one side is necessary
• Portable and no consumables
28.
Disadvantages of UltrasonicInspection
28
• No permanent record available unless one of the more sophisticated test results
and data collection systems is used
• Indications require interpretation
• High skill necessary to obtain the fullest information from the test
• Very thin section can prove difficult











































![Chapter4_Initiation_of_Sediment_Motion_v2[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/chapter4initiationofsedimentmotionv21-251208223747-f94ef163-thumbnail.jpg?width=640&height=640&fit=bounds)



