Download to read offline
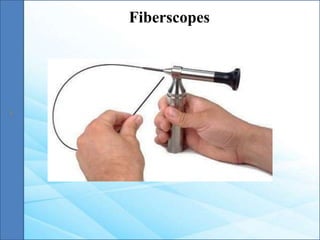


This document discusses visual inspection as a non-destructive testing method. It describes visual inspection techniques including unaided and aided inspection using tools like magnifying mirrors, glasses, microscopes, and boroscopes. The key advantages are that visual inspection is simple, inexpensive, and can detect surface flaws. Limitations include only detecting surface defects and relying on the inspector's skills. The document provides examples of using visual inspection to check for corrosion, cracks, alignment, and leakage.





![Non destructive testing]](https://cdn.slidesharecdn.com/ss_thumbnails/non-destructivetesting-190926173855-thumbnail.jpg?width=640&height=640&fit=bounds)

















































