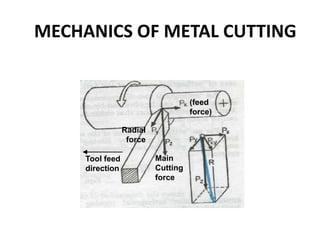
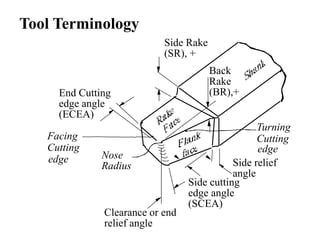
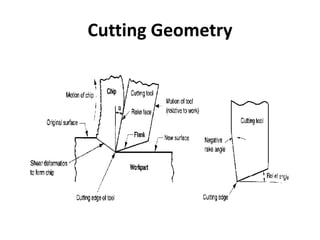
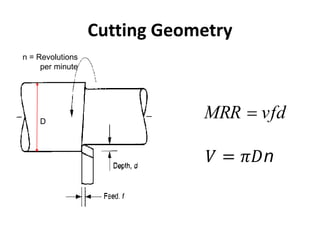
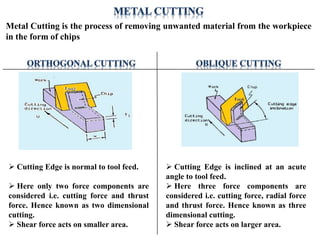
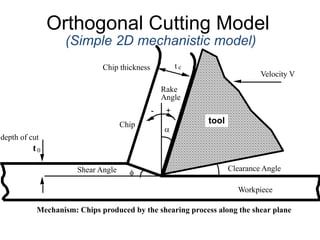
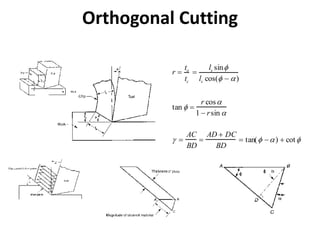
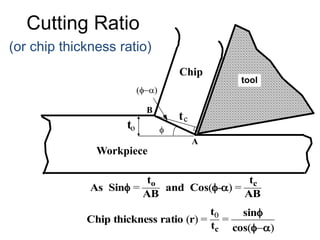
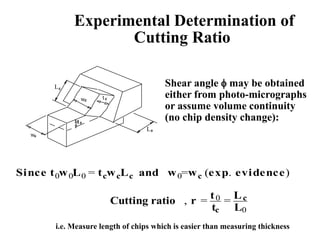
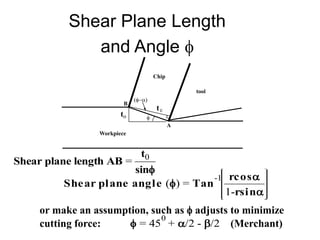
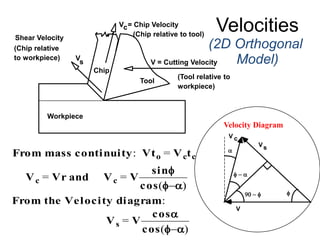
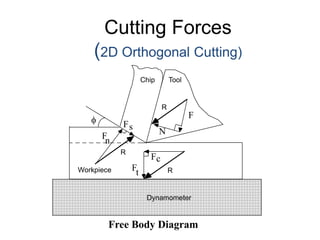
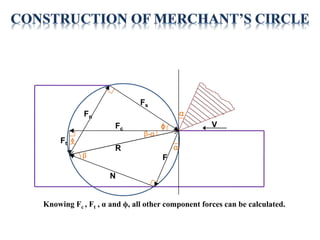
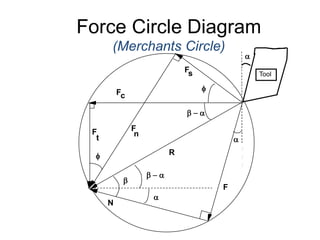
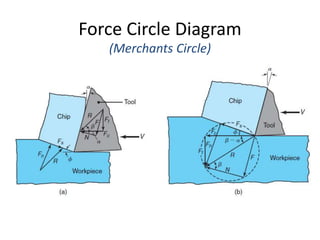
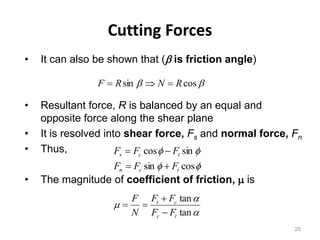
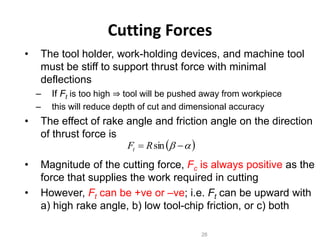
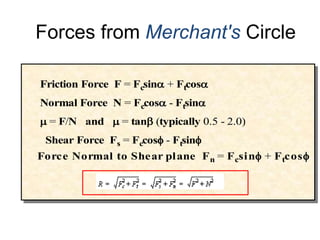
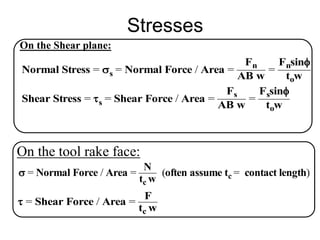
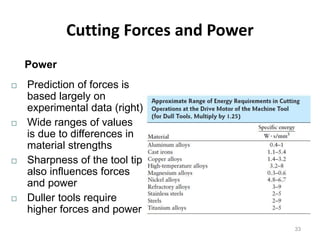
The document discusses metal cutting mechanics. It covers tool terminology and geometry, orthogonal vs oblique cutting, turning forces, velocity diagrams, and Merchant's circle. The key forces in orthogonal cutting are cutting force, thrust force, shear force, and friction force. Velocity and force diagrams are used to calculate these forces based on tool geometry, cutting conditions, and material properties. The power required and specific energy of cutting can also be determined from the forces and velocities. Understanding cutting forces is important for machine tool design, process optimization, and tool condition monitoring.