



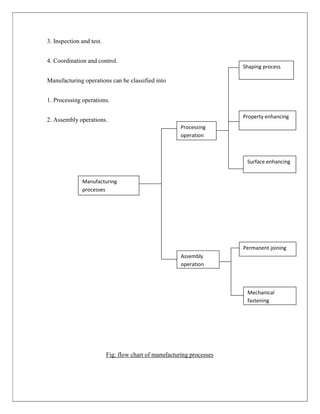











































The document provides comprehensive notes on Manufacturing Automation (MC-434) for mechanical and production engineering students. It covers automation definitions, types, advantages and disadvantages, manufacturing operations, automated systems including numerical control and industrial robots, as well as strategies for improving productivity. Key topics also include material handling, inspection methods, and the economic aspects of production systems.