Downloaded 20 times

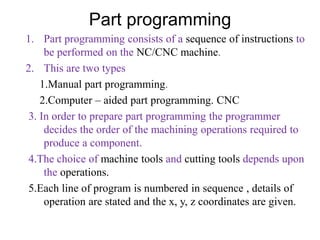
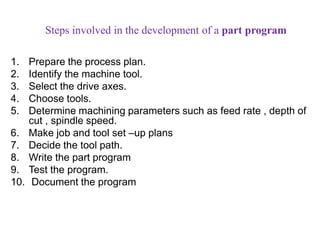
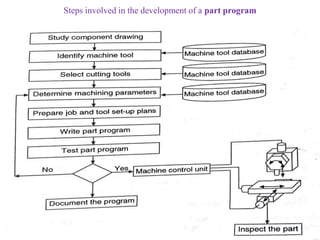
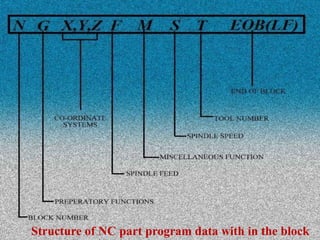
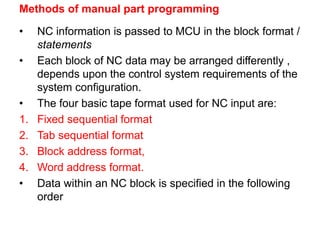
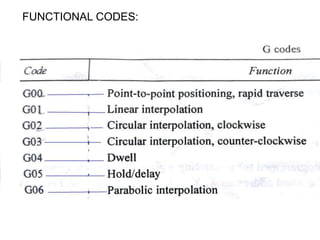
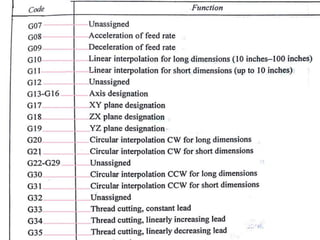
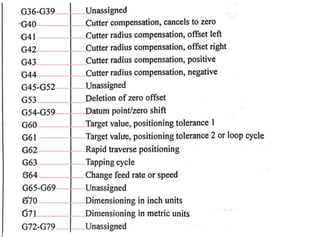
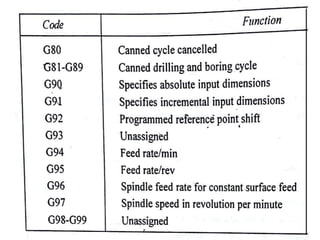
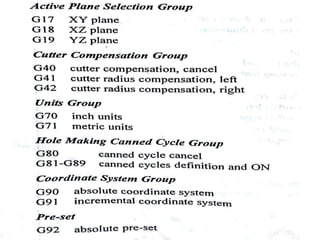
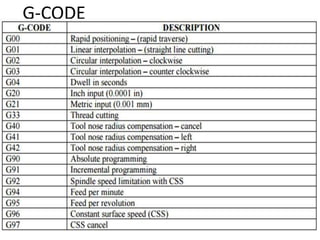
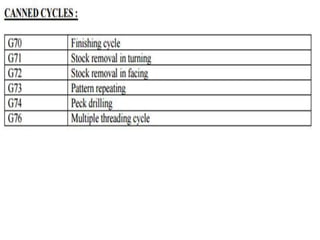
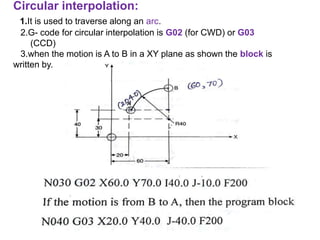
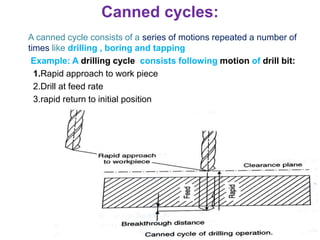
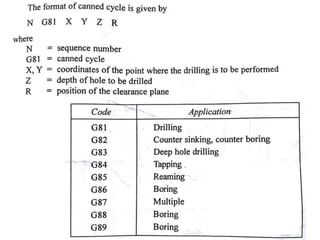

Part programming involves writing a sequence of instructions for a NC/CNC machine to produce a component. There are two types of part programming: manual and computer-aided. The programmer decides the machining operations and tooling. A part program includes steps like preparing a process plan, selecting tools, determining parameters, and writing the program. The program uses codes like G-codes for motions and functions, M-codes for modes, and N-codes to identify blocks. Data is arranged in blocks that can have different formats. Interpolation methods like linear and circular are used to machine between points.