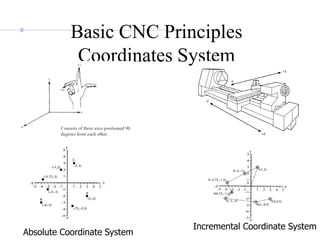
CNC machines allow for complex geometries to be machined repeatably and accurately through computerized control of cutting tools. They have advantages over manual machining like easier programming, avoiding human errors, and producing complex and simple geometries with equal ease. CNC machines move tools or workpieces along linear axes, with typical machines having X, Y, and Z axes. Programming involves specifying coordinates, cutting parameters, and coded instructions to direct the machine's motions.










































![O0013
N0005 G53
N0010 T0404
N0020 G57 G00 X26.00 Z0.0 S500 M04
N0030 G01 X-0.20 F100
N0040 G00 Z2.0
N0050 X50.0 Z50.0
Go to a safe location away from the
workpiece [x = 50 (25 from zero), z = 50] to
change the tool.
APT Program Interpretation](https://image.slidesharecdn.com/cnc1-230626170946-d11911af/85/CNC1-ppt-44-320.jpg)