The document provides information about CNC part programming including:
1. It describes common NC words like G-codes, N-codes, and M-codes and their functions in controlling machine tool movement and auxiliary functions.
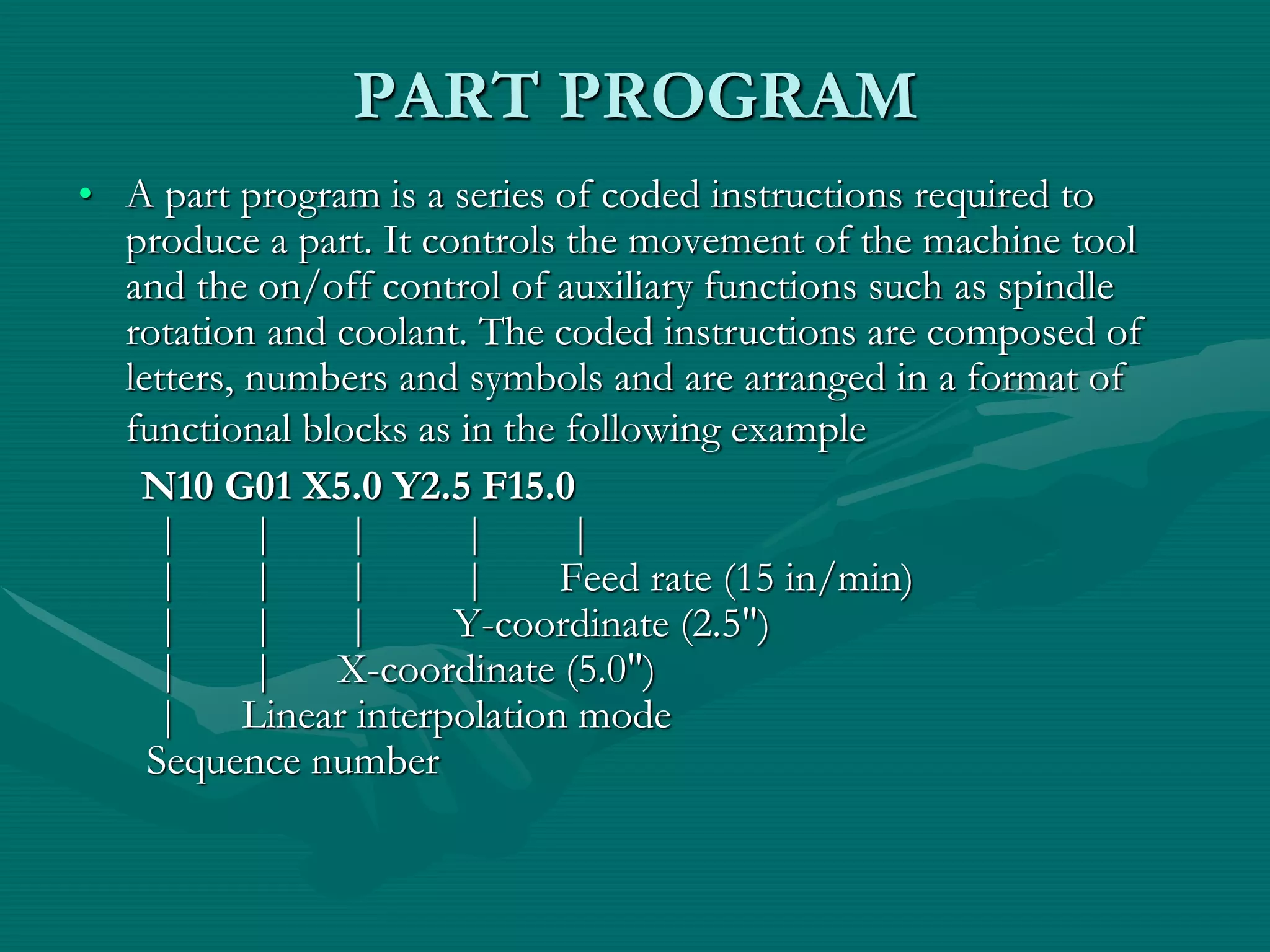
2. It explains the typical structure of a part program including block format, word address coding, and use of codes to specify coordinates, feed rates, spindle speeds, tools, and other information.
3. It provides examples of how codes are used in sample part programs to specify linear and circular interpolation moves, drilling cycles, and other machining operations.