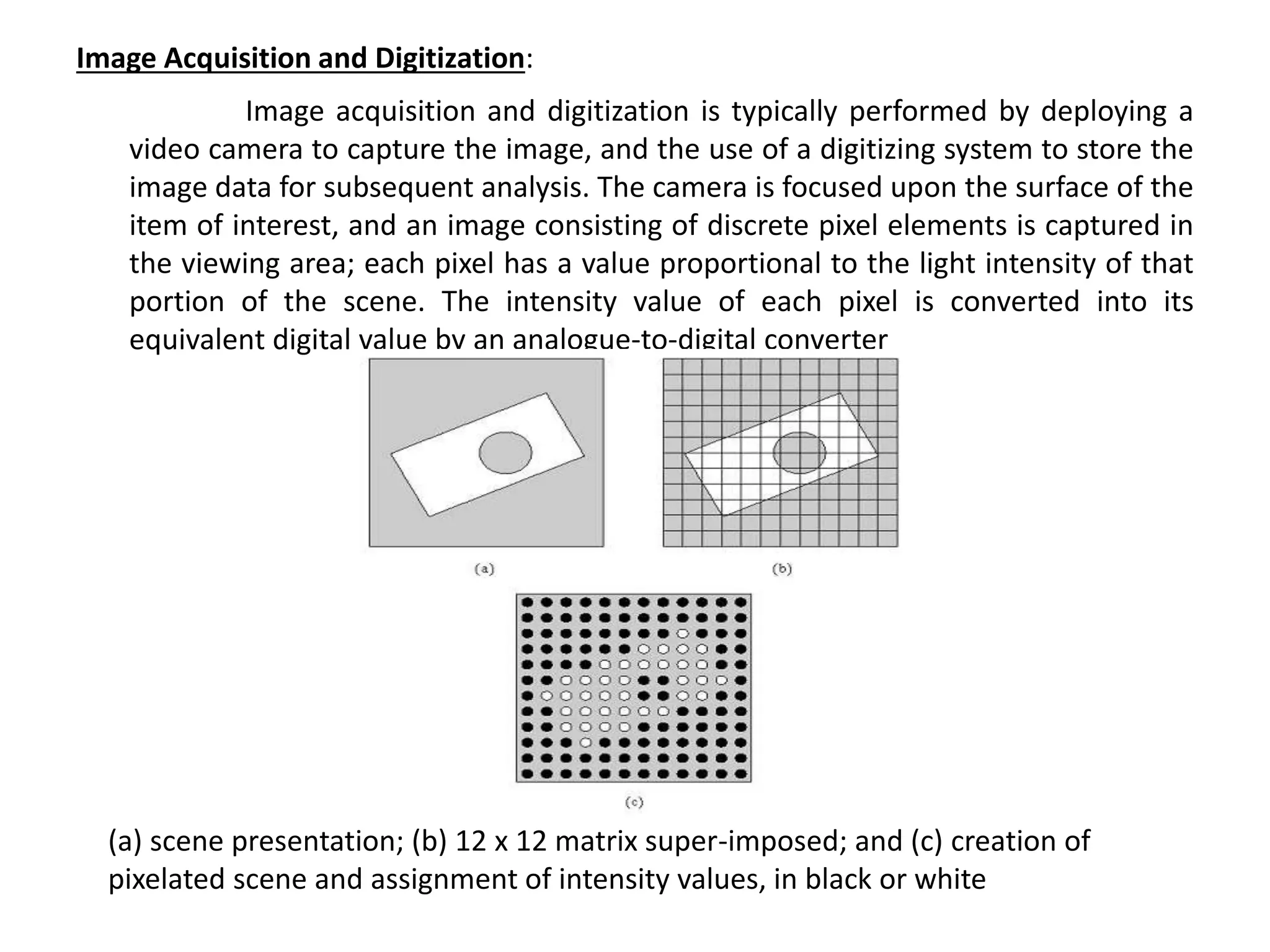
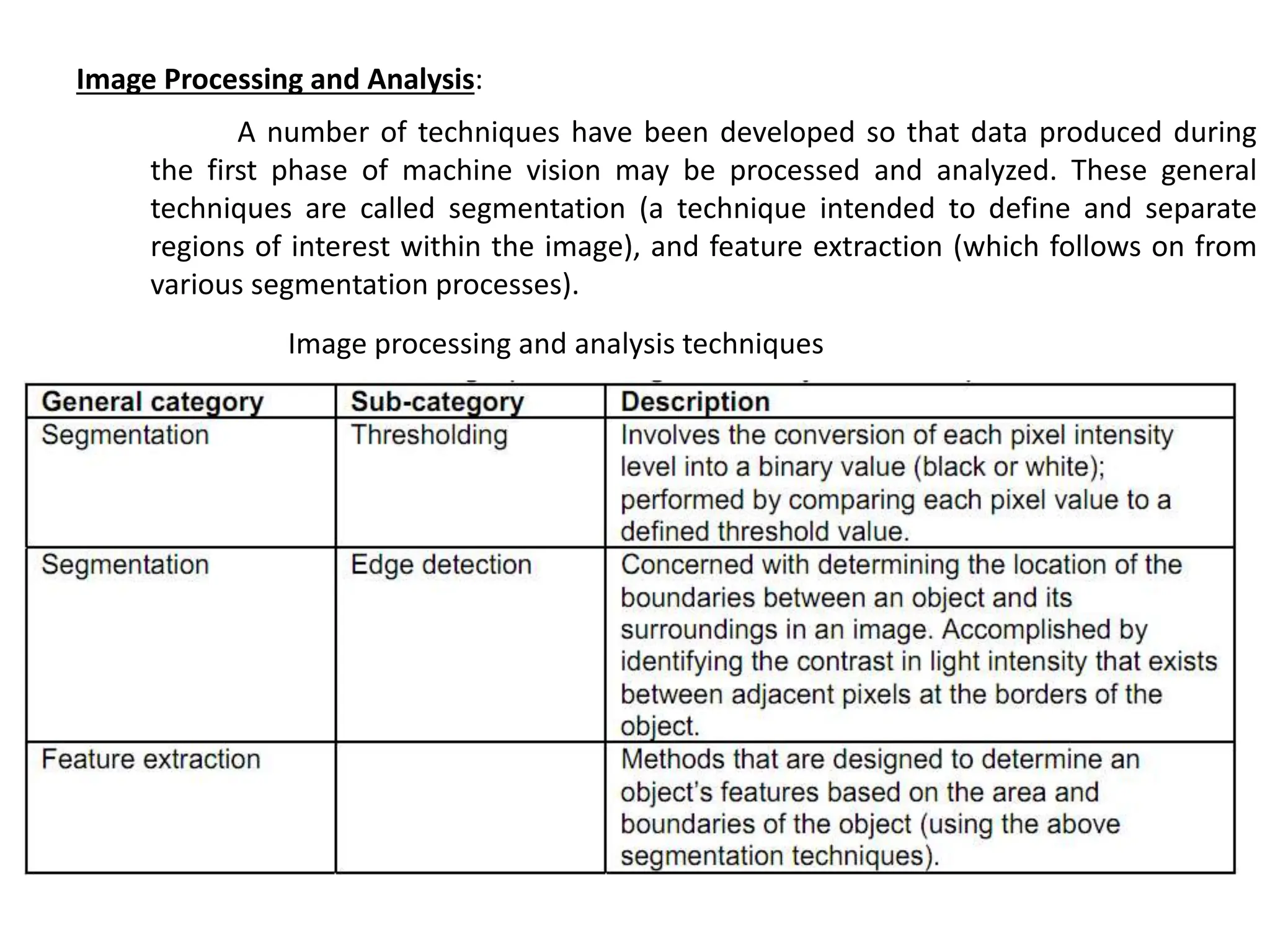
The document discusses computer-aided quality control (CAQC) and its benefits over traditional methods of quality inspection, emphasizing automation through computer-aided inspection (CAI) and computer-aided testing (CAT). It outlines various inspection methods, including contact and non-contact technologies, providing insights into tools like coordinate measuring machines (CMM) and machine vision systems used to enhance accuracy and efficiency in quality control processes. The ultimate goals of CAQC are improved product quality, increased productivity, reduced lead time, and minimized waste.