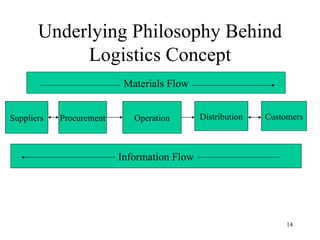
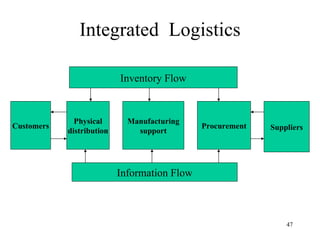
Logistics management aims to coordinate activities from procurement to delivery to satisfy customers at lowest cost. It links suppliers, production, distribution and customers through materials and information flows. The ultimate goal is customer satisfaction by establishing organizational linkages to the marketplace. Effective logistics can provide competitive advantage through cost leadership or value differentiation. Logistics optimization reduces costs and improves customer service through activities like transportation, inventory, warehousing and information management.
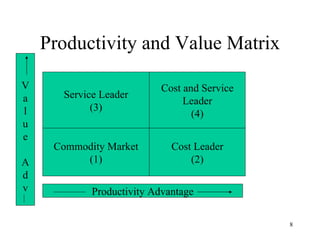
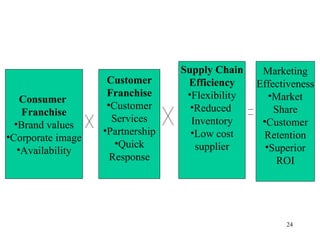
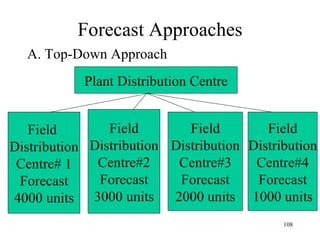
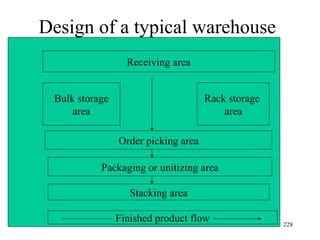
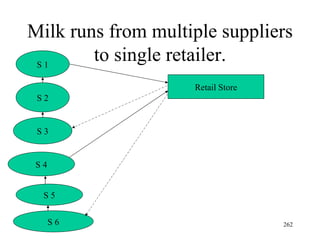
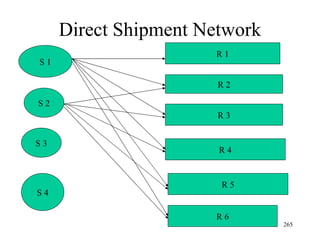
![The Square Root Law states that the total inventory in a future number of warehouses is determined by multiplying the total inventory at the existing warehouses by the square root of number of future warehouses divided by number of existing warehouses. Mathematically, it is represented as under: L = [(L 1 ) x { (W 2 ÷ W 1 ) }], where L= Total inventory in future warehouses L 1 = Total inventory in existing warehouses W 1 = Number of existing warehouses W 2 = Number of future warehouses.](https://image.slidesharecdn.com/logistics-100819010226-phpapp02/85/Logistics-and-supply-chain-management-250-320.jpg)
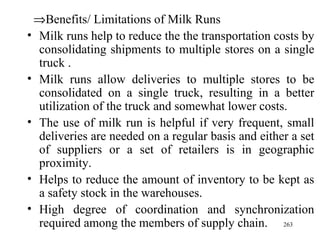
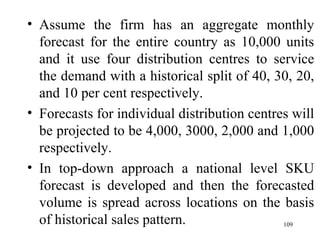
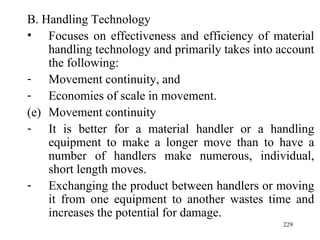
![For example, In a company there are 40 warehouses and the existing inventory is 2,00,000 units. If the number of warehouses are reduced to 10 what will be impact on total inventory. L 1 = 2,00,000 W 1 = 40 W 2 = 10 L= [(2,00,000) x { (10 ÷ 40 )}] = 1,00,000 Thus, inventory will consist of 1,00,000 units giving a reduction of 50%. Conversely, if the number of warehouses are increased, the total inventory will increase.](https://image.slidesharecdn.com/logistics-100819010226-phpapp02/85/Logistics-and-supply-chain-management-251-320.jpg)