Downloaded 310 times










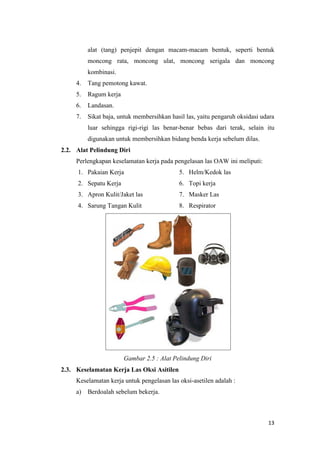








Dokumen tersebut merangkum 3 poin penting: 1. Menguraikan peralatan dan bahan yang digunakan dalam praktikum pengelasan las oksi-asetilen seperti generator, brander, kawat las, dan flux. 2. Menjelaskan alat pelindung diri yang harus dipakai seperti masker, sarung tangan, dan sepatu keselamatan. 3. Menguraikan keselamatan kerja yang perlu diperhatikan seperti menggunakan peralatan sesuai prosedur









































































