Downloaded 110 times

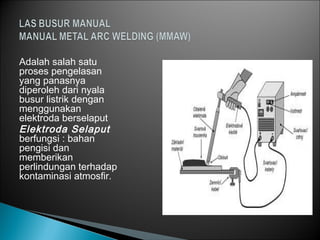
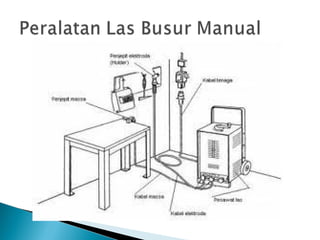
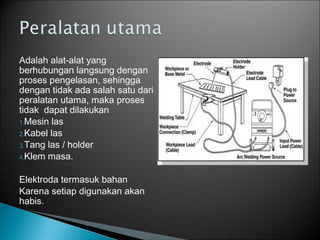
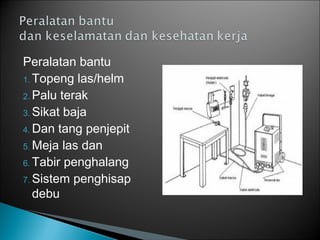
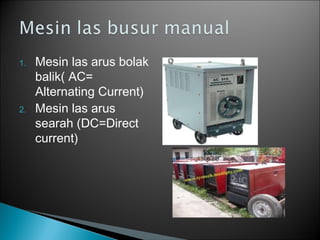

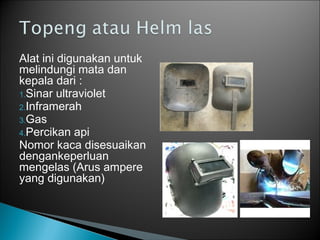
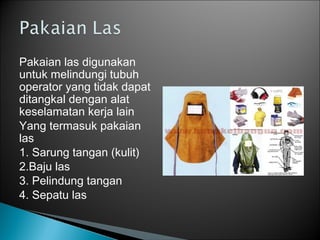
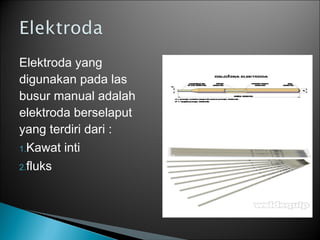
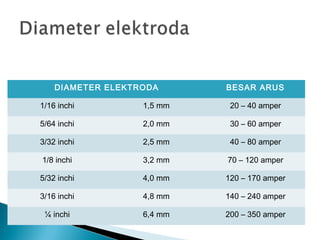
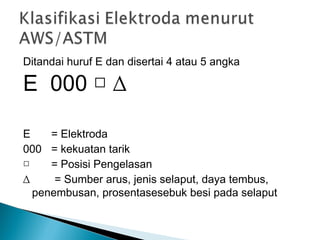
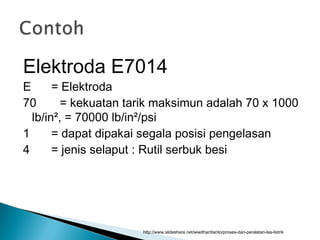
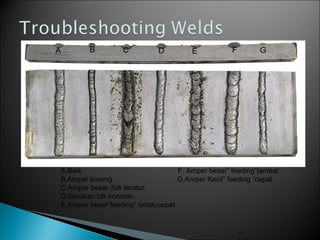

Dokumen ini menjelaskan proses pengelasan dengan menggunakan elektroda berselaput, meliputi peralatan utama dan bantu serta spesifikasi teknis dari mesin las dan elektroda. Ditekankan pentingnya keselamatan dan kesehatan kerja dengan penggunaan alat pelindung. Selain itu, dijelaskan berbagai jenis elektroda dan karakteristiknya berdasarkan aplikasi arus yang berbeda.





















































































