1. 단조 공정감시목적
-1. 공정품질 향상
-2. 무인 가동의 실현
-3. 생산성 향상
-4. 불량품 혼입 차단
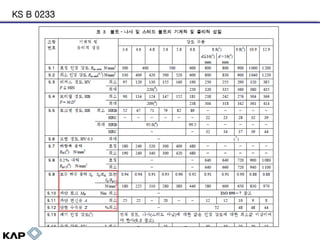
SQ-마크 평 가 서 (하 드웨어_단 조)
▷ 공정별 주요 관리기준 표준(관리계획서, 작업표준서)설정 및 준수, 기록
상태
- 단조설비 F/Proof 장치 (압조력/치수/속도 등)
- 전조/태핑 : 탈유기 잔존품 확인, 호퍼 카바 부착, 탭교환 주기 준수,
태핑유(보충/교환) 주기준수, 탕유시간 표준
▷ 공정불량 자동방지(감지) F/Proof 장치 설치 상태
▷ 원재료 사양별 공정이동전표 색상 구분 관리
▷ 금형 셋팅 표준설정 및 준수 (냉간단조)
- 금형 장착상태, 압력 , 갭 상태 점검, DIE 길이 등
물체의 단면에 평행하게작용하는 힘을 전단력이라 하고
이와 같은 전단력에 의하여 단면에 나란하게 작용하는 단위면적당의 내력을
전단응력 <shearing stress> 이라고 한다.
= P/A
12.
원형축의 한쪽 끝을고정하고 다른 한쪽 끝단의 접선방향으로 힘 F를 가하면,
축을 비틀어지게 하는 역학적 양 T=Fd가 작용하게 되는데, 이 역학적 양을
우력 (遇力, torque) 또는 비틀림 모멘트 (torsional moment) 라 한다.
T=Fd 이므로 전단응력의 최대치
최외단에서 전단응력 최대
= T/Zp
(Zp 극단면계수)
13.
소재가 받는 응력의형태: 소성 가공에서 소재의 변형은 인장, 압축, 전단 중 어느 하나이거나
두 가지 이상이 서로 복합된 형태의 응력을 받아 이루어 진다.
인장 응력<tensile stress>
압축 응력<comprsssive stress>
전단
응력<shearing stress>
14.
BCC
FCC
체적변형율 = 변화된체적 / 원래의 체적
물체가 외력을 받아 체적이 변화했을 경우,
변화되기 전의 체적에 대한 변화된 체적의 비를
체적 변형율 (bulk strain) 이라 한다.
HCP
15.
인장시험 ( tensiletest )
시험할 재료에 인장력을 가하고 인장력이 작용하는 매 순간에 있어서의
재료의 변형량을 측정하여 재료의 항복강도, 인장강도, 탄성계수 등
기계적 성질을 결정하는 시험법이다.
응력 = 가한 힘 / 처음의 단면적
변형량 = 변형된 길이 – 처음 길이 / 처음 길이
인장 시험편
응력:
변형량:
е
= W/A
= lf – l / l
日本塑性加工學會編: 材料
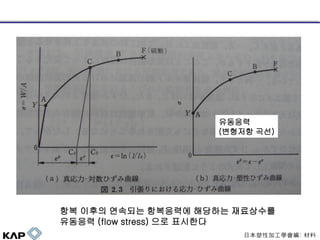
연강의 응력-변형률 선도(stress - strain curve)
P:비례한도~응력과 변형률이 서로 비례관계를
가지는 한계의 응력
E:탄성한도~시험편에 가했던 응력을 제거했을 때
변형 전의 상태로 되돌아 오는 한계의 응력
Y:상항복점~순간적으로 응력이 감소하기 시작하
는 점으로, 이 점에서의 응력을 그 재료의 항복강도라고
한다
Y`:하항복점~거의 응력이 일정한 상태에서 변형률
이 갑자기 증가하기 시작하는 점
Y``~변형률의 증가와 더불어 응력이 서서히 증가하기
시작하는 점 ( 가공경화 현상 )
U:최대응력~최대점의 응력, 인장강도
( 극한강도 )
B:파단응력~시험편이 파단되는 점에서의 응력
유동응력은 재료가 갖고있는 특성이며 금속재료의 경우 변형율, 변형율 속도,
온도, 재료의 화학적 조성 등의 영향을 받는다.
Ram
Strain
Contact
Die
Forging geometry,
volume, projected
area, perimeter
Forging temperature
during deformation
Lubrication
Flow stress
Friction condition
Required forging
load and energy
Flow stress,
f , ,T , S
T
S
Effective strain
Effective strain-rate
Temperature
Microstructure
ASM International: Cold and Hot Forging
변형량, 즉 영구변형량은
치수로나타남
제품 내부의 응력은 기계적 성질을
변화시키며, 결함을 나타내기도
한다
결함이 없는 최대변형=>한계변형율
29.
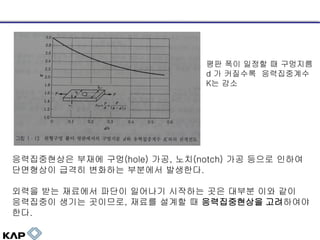
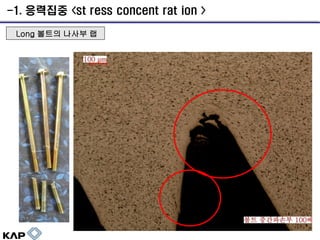
-2. 응력집중 <stress concent rat ion>
평균응력 = 하중 / 단면적 = P / (b-d) t
최대응력 / 평균응력 = 응력집중계수 K (stress concentration factor )
응력집중계수의 값은 노치형상과 하중의 종류에 따라 결정되며 부재의
크기나 재질과는 관계가 없다
30.
평판 폭이 일정할때 구멍지름
d 가 커질수록 응력집중계수
K는 감소
응력집중현상은 부재에 구멍(hole) 가공, 노치(notch) 가공 등으로 인하여
단면형상이 급격히 변화하는 부분에서 발생한다.
외력을 받는 재료에서 파단이 일어나기 시작하는 곳은 대부분 이와 같이
응력집중이 생기는 곳이므로, 재료를 설계할 때 응력집중현상을 고려하여야
한다.
31.
단붙이 원통에서 모서리반지름
R와 응력집중계수 K와의 관계선도
소단지름 d가 일정하다고 할 때 단부반지름 r이 커질수록 응력집중계수 K는
감소한다. 또한 D/d 가 커질수록 K의 값이 커지는 것을 알 수 있다.
따라서 지름차가 크던가, 노치의 반지름 r이 작아지면 응력집중계수는 커지게
되기 때문에 재료의 내력(耐力)은 저하하게 된다.
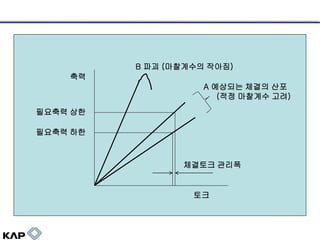
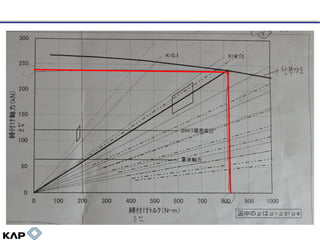
B 파괴 (마찰계수의작아짐)
축력
A 예상되는 체결의 산포
(적정 마찰계수 고려)
필요축력 상한
필요축력 하한
체결토크 관리폭
토크
35.
항복 조임축력
(yield clampingforce)
조임에 의하여 볼트가 항복 되었을 때의 축력값
항복 조임토크
(yield tightening torque)
조임에서 축력이 항복 조임축력에 도달하였을 때
의 조임 토크값
36.
50 %
40 %
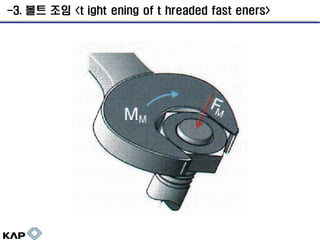
볼트의체결력과 토크
너트를 돌려서 볼트를 죄면 볼트는 신장되고, 신장된 볼트는 원상으로 복귀하려고
하여 축력(軸力) 이 발생되며 이 축력으로 대상물체가 죄어져 고정된다.
이 축력을 발생시키기 위해 가한 토크는 대략 하여 볼트의 자리면의 마찰에 50%
나사면의 마찰에서 40% 나머지 10% 는 리드각 (피치) 에서 소비된다.
나사를 체결 할때의 체결 토크 T와 체결력 F의 관계는 그 나사가 항복점
이하 일 때 비례관계에 있고 아래와 같다.
T KdF
1 d2
dn
K ( tan( ' ) ' )
2 d
d
K :토크 계수(일반적 0.15~0.2) :나사의 리드각
' :나사산 접촉면의 환산마찰각
d :나사의 호칭경
tan
:나사산 접촉면의 마찰계수
d 2 :나사의 유효경
:나사산 각도
dn :볼트 두부자리면
또는 너트자리면의 평균직경
' :볼트두부자리면 또는 너트자리면과
1 /(cos / 2)
피체결물과의 접촉면의 마찰계수
3
M4 스크류 절손
1.SCM 435, M4 삼각단면형, 공정: 단조-> 와샤조립 및 전조-> 침탄 열처리->
도금(전처리 후 베이킹)->3가 아연 백색
경도: 심부= HRC 40~45, 표면=HRC 40~46
2. 베이킹 조건: 200℃ 4Hr 유지 ( 유저 자료에는 12.9 경우 6 Hr )
3. 최근 파단 09.12.21 9/10 개, 72 Hr 에 파단됨.
4. 파단 테스트 조건: 테스트 다이에 5 N-M 로 체결 96 Hr 후 파단/크랙 없을 것.
체결 중 파단품
체결 시험판
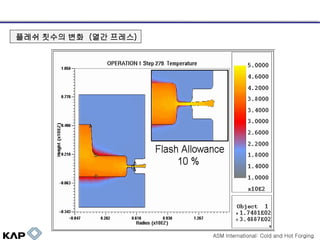
Flash allowance (V),forging load (L) and forging
energy (E) trends with increasing W/T ratio for a
constant flash thickness.
ASM International: Cold and Hot Forging
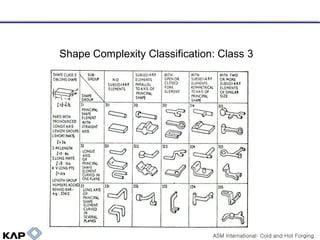
78.
Flash All.
Energy
Load
25
6
K Joule(Energy),
% (Flash allowance)
4
15
3
10
2
5
1
0
Flash Ratio, W / T
M Newton (Load)
5
20
0
2
3
4
5
• Load decreases <
• Flash allowanceNO
increases fast
6
<>
OK
7
8
9
> • Load increases fast
NO • Flash allowance
decreases slightly
Choose the flash ratio (W / T) near the zone of
minimum energy (yellow zone in the graph). This
is the best compromise between flash allowance
and forging load.
ASM International: Cold and Hot Forging
동계 이형제 희석비테스트 비교
-1.치형부분 결육 발생 (5:5 大, 7:3 정상 <석유: 오일닥>)
-2.이형제에 의한 치형부의 눈메임 현상으로 보임
-3.플레쉬 두께 비교 5:5 = 1.40 ~ 1.55 mm
6:4 = 1.35 ~ 1.50 mm
7:3 = 1.40 ~ 1.50 mm
-4.현재 7:3 희석비가 최적인 것으로 인지, 사용 중
이형제 희석 테스트 품
5:5-35 중앙부
6:4-35 중앙부
7:3-71 중앙부
측정용 지그 개선1/2
개선 전:
-열처리 후 고노게이지 형태로 전수검사 실시
-치수의 계량화 불가
-신뢰성 미흡 (검사 후 불량품 발생)
1차 개선:
-미스매치 및 치수의 계량화 가능
-가공 기준점의 확보 미흡 (신뢰성 미흡)
-트리밍 면의 측정으로 실제치수 계량 미흡
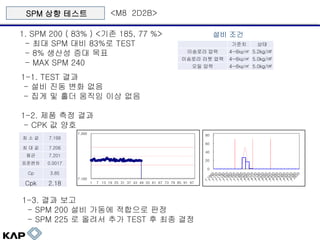
<M8 2D2B>
SPM 상향테스트
1. SPM 200 ( 83% ) <기존 185, 77 %>
- 최대 SPM 대비 83%로 TEST
- 8% 생산성 증대 목표
- MAX SPM 240
설비 조건
이송로라 압력
이송로라 라쳇 압력
오일 압력
1-1. TEST 결과
- 설비 진동 변화 없음
- 집게 및 홀더 움직임 이상 없음
1-2. 제품 측정 결과
- CPK 값 양호
7.260
최소값
최대값
7.206
평균
7.201
표준편차
0.0017
Cp
3.85
Cpk
2.18
80
7.199
60
40
20
0
7.160
1
7 13 19 25 31 37 43 49 55 61 67 73 79 85 91 97
1-3. 결과 보고
- SPM 200 설비 가동에 적합으로 판정
- SPM 225 로 올려서 추가 TEST 후 최종 결정
기준치
상태
4~6kg/㎠ 5.2kg/㎠
4~6kg/㎠ 5.0kg/㎠
4~6kg/㎠ 5.0kg/㎠

































































































![[프레스세미나 1주제] 16년도 프레스업종 세미나 자료](https://cdn.slidesharecdn.com/ss_thumbnails/116-160518004446-thumbnail.jpg?width=640&height=640&fit=bounds)











































![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831084711-thumbnail.jpg?width=640&height=640&fit=bounds)
![[교재] '16 고무 업종 품질기술세미나 160629](https://cdn.slidesharecdn.com/ss_thumbnails/16160629-160831041351-thumbnail.jpg?width=640&height=640&fit=bounds)















