FLUX 이해
금속표면은 ‘클리닝’이필요하다 !
금속 표면이 환경에 노출되어 산화가
진행 되면서 산소, 질소,물을 비롯해
공기 중의 황 산화물과 같은 오염물질과
함께 혼합물을 형성하기 때문이다
46
47.
FLUX 이해
구리 표면은구리Ⅰ 산화물과 구리 Ⅱ 산화물을 형성한다.
구리산화물은 이산화탄소와 공기중의 습기와 상호작용을
일으켜 탄산염이나 수산기 탄산염을 형성한다. 또한 철도
구리와 같은 특성이 있으며 얇은막의 산화물을 형성하고,
이러한 종류의 혼합물 층이 금속표면에 형성되면, 이것이
금속 표면의 부동상태(passivity)를 야기 시킨다
47
48.
FLUX 이해
따라서 금속표면은솔더에 반발력이 발생되어, PCB에서
나쁜 습윤성(wettability)과 좋지 않은 솔더링 접합 결과를
초래한다.
아울러 솔더 합금은 표면 산화가 진행
되어, 솔더링을 방해하는 산소,물, 질소와
함께 표면에 혼합물을 형성한다
이에 효과적인 솔더링을 위해 플럭싱으로 불리는 기법을
사용해 금속 표면의 화학막을
부동상태로 깨끗하게 하는 것이
필요하다.
48
49.
FLUX 이해
부동상태(passivity)란?
화학적 또는전기(電氣) 화학적으로 용해 또는 반응이 정지하는
등의 금속의 특수한표면 상태를 말한다
예) 철은 일반적으로 무기산과는 잘 반응하여 수소를 발생시키면서
녹지만 진한 질산에는 녹지 않으며, 한 번 진한 질산에 담근 철은
황산구리 용액에 넣어도 석출되어야 할 철이 석출되지 않는데,
이러한 상태를 가리켜 부동상태라 한다.
그 원인은 금속의 표면에 얇은 산화물물 의 피막이 생기기 때문
이라고 생각되며, 이로써 금속의 내부가 보호되는 작용
49
50.
FLUX 이해
Ⅰ. FLUX의역할
금속 접합이 형성 될때 산화물로 부터 금속 표면을
오염시키지 않게 보장하고, 납땜이 잘 되도록 도와주는
촉매제의 역할을 한다
50
FLUX 이해
천연 ROSIN
RESIN(합성수지)
ROSIN: 송진을 증류하여 얻는 천연 수지로 주로 소나무에서 채취되는 천연
수지. 담황~갈색의 투명 한 덩어리이지만 표면 은 분말화되어 있다.
연화점이 낮고 산가가 높으므로 각종 유도체로 사용된다.
RESIN : 합성수지(플라스틱)는 다른 것과 섞이지 않은 상태의 순수한 합성
고분자재료를 말하며 이로부터 접착제, 코팅, 또는 플라스틱 제품이
얻어진다. 즉 수지를 충진제, 안료, 산화방지제 등과 같은 첨가제와
같이 섞어서 압출하면 플라스틱 재료가 얻어진다.
52
53.
FLUX 이해
1) 접합제
ROSIN를FLUX용으로 사용하는 이유
① -COOH (카복실산)을 가지고 있어서 활성이 있음
② 일정 온도 이상에서 금속 산화물과 반응하여, 상온
에서 전기적 절연성이 우수함
③ 부품 장착에 필요한 점착성을 가지고 있음
④ 가열시에 SOLDER의 산화를 억제함
53
54.
FLUX 이해
카복실산(酸-carboxylic acid)이란?
카복시기(-COOH)를 가지는 화합물을 모두 일컫는 용어이다.
물에 잘 녹는 무색 액체로 약산성을 나타낸다.
알카리 금속과 반응해 수소 기체를 발생시키며, 탄소, 수소,
산소를 가진 화합물 중 가장 강한 산성을 나타내는 물질로
염기와 중화하여 염을 형성한다
1차 알코올을 계속 산화시키거나 알데하이드를 산화시켜
얻는다.
54
55.
FLUX 이해
2) 활성제
ROSIN만으로 금속산화물 제거가 불충분
하여 미량 활성제를 첨가하여 활성력을 보강한다
흡습 억제와 잔사의 부식등 영향을 고려하여 강산은
사용되지 않는다
젖음성이나 SOLDER BALL에 대해
활성제가 미치는 영향이 크며, 절연성을
낮추는 원인도 되므로 신중한 고려가
필요하며, 비중이 클수록 환경 유해 및
건강에 해롭다.
55
56.
FLUX 이해
※ FLUX의활성이 부족할 경우에 REFLOW후의
SOLDERING 형태는 SOLDER BALL이 많이
발생 한다
56
57.
FLUX 이해
3) 용제
열안정성 및 고형분을 용해 시키는 역할을
한다.
비점이 낮은 용제가 사용된 FLUX는 납의
용융과 건조가 빨라서 VOID등의 영향이 나올 수 있다.
57
58.
FLUX 이해
비점이 높은용제가 사용된 FLUX는 납땜후 용제가
남거나, SOLDER BALL발생 및 FLUX 잔사의 점착성이
남아, 절연성이 떨어지고 먼지등 이물 부착이 많다
58
59.
FLUX 이해
Ⅲ. FLUX의구성 요건
1
부동상태 막을 제거하고 솔더 합금을 이용해 금
속 표면을 활성화 시키고 습윤화 할 수 있게 만
들기
2
ROSIN 과 같은 물질 층으로 깨끗해진 표면을
보호하기
(공기와 접촉을 방지)
3
습윤 과정을 결정하는 표면력을 조절함으로써
접합되는 표면의 습윤을 촉진 시키기
4
Printability, tack, slump를 위해
적절한 Rehology를 제공하기
(응력 받을 때의 흐름 영향)
59
60.
FLUX 이해
5
SOLDERRING이 완료될때까지 열적 열화를
방지하기
6
SOLDERING 온도에서 활성력이 최대한 발휘
되도록 반응하기
7
PCB 상에 잔사를 남기지 말기
(잔사 제거가 용이하기)
8
사람에게 유해한 영향을 미치지 않으며 가격이
적절하기
60
61.
FLUX 이해
Ⅳ. FLUX의4대 역할
1) 모재와 솔더 표면의 산화막을 제거
FLUX
모재
산화막
FLUX의 함유량은 제조 MAKER 마다 기업 비밀로 되어 있음
61
62.
FLUX 이해
2) 납땜과정에서 산화 방지
피막
납땜시 공기와 접촉으로 인해
재산화가 이루어 지는것을
방지 하고, 피막을 형성
3) Wettability 증대
납 자체로는 납이 퍼지는 현상이 적어서 몰리는 현상
이 있는것을 최소화 시킴
(물 흐르는 현상과 같음)
62
63.
FLUX 이해
4) 표면장력의 감소
납은 뭉치는 성질이 있는데 이를 감소시켜서 고른
납땜이 되도록 도와 주는 역할을 함
63
64.
FLUX 이해
Ⅴ. FLUX의종류와 특성
화합물 성분에
의한 분류
ROSIN계 FLUX
NON ROSIN FLUX
무기계 FLUX
화합물 특성에
의한 분류
부식성 FLUX
완성 FLUX(INTER MEDIATE FLUX)
비 부식성 FLUX
세척방법에
의한 분류
지용성 FLUX
수용성 FLUX
무세정 FLUX
FLUX 상품화 예
64
65.
FLUX 이해
구분
품류
특성
가장 부식이적고 작용도 약함
비활성 ROSIN 알코올, 석유 용재로 액상 또는 크림으로
사용
지용성 FLUX
활성 ROSIN
ROSIN에 아민 하이드로클로라이드,유산
(RMA,RA,RSA) 등을 가한 것으로 부식성이 있음
수용성 FLUX
염,산,아민
강활성 FLUX를 사용하기 때문에 솔더링이
좋고 결함이 상대적으로 적다
부식성이 강하고 도전성이 높아서 잔류물
을 완전히 제거해야 한다
물로 세척이 용이하다
65
66.
FLUX 이해
품류
R(ROSIN)
특성
Solderability TEST용으로 사용
RA
다소 많은 활성제 첨가로 장기 부식등을 우려하여
(ROSIN Activated) Solvent 세척이 요구 되어지기도 함
RMA
(ROSIN Midly
Activated)
필요에 따라 Solvent 세척을 요하나, 대부분은 무세
척이며, 가장 많이 사용되는 FLUX이다
RSA
(ROSIN Super
Activated)
Solvent 세척이 필요
WS
(Water Soluble)
물세척 필요
품류확인
66
67.
FLUX 이해
Ⅵ.FLUX의 사용현황
1) 우주,항공,군사,의료기 산업에서는 제품사용자가
규격을 제시하는 경우가 많다
주로 비활성 ROSIN을 사용하며, 엄격하게 세척한다
2) 일반 상업용 전자기기(가전)의 경우 중간 정도의
활성화된 ROSIN FLUX를 사용한다
3) 대부분의 산업용 전자기기에서는 활성화된 ROSIN
FLUX를 사용하며, 통상적으로 세척을 한다
67
68.
FLUX 이해
SOLDERING용 FLUX의주요한 규격과 내용
국명
규격명
주요 내용
일본
JIS Z 3283
송진 SOLDER, FLUX함유량
할로겐 화합물의 함유량, 잔사의 부식성
미국
MIL F 14256
R,RMA,RA TYPE 송진 FLUX를 함유한
SOLDER
FLUX의 활성도와 산성도, 잔사의 부식성
독일
DIN 8516
FLUX의 활성과 부식성, FLUX 증기의 저항성
영국
DTD 599
FLUS 용액의 구성
할로겐 화합물의 함유량, 잔사의 부식성
한국
-
없음
68
69.
FLUX 이해
Ⅶ.FLUX의 세척
솔더표면에 플럭스 잔사가 남아 있을 경우, 활성제에
포함되어 있는 염소와 같은 할로겐 원소(F, Br,I)등이
솔더합금을 부식 시킨다
회로저항 증가, 전류 누설, 부식생성물이 접점표면에
붙어서 시스템 오동작을 유발함으로 솔더링후
플럭스 잔사를 완전히 세척하여, 염소 성분을 제거해야만
부식 진행을 막을 수 있다
69
FLUX 이해
Ⅷ. FLUX의사용 방법
방식
SPRAY 도포
장점
단점
도포량 관리가 까다
로움
잔사량을 최소화 할 수 있
다
발포식 도포
긴 LEAD의 부품을 가진
PCB의 납땜에 용이
공해처리 장치가 필
요하며 청소가 어려
움
최소량의 FLUX가 도포 될
수 있다
증발량이 많음
PCB에 골고루 적실수 있다
공기압,발포 높이 관
리가 까다로움
71
72.
FLUX 이해
1) FLUX사용
● FLUX를 발포 하여 PCB에 묻히거나, SPRAY 노즐
을 통해 분사하여 기판표면을 적신다
→ 수분 0.15wt%이하 ,비중 : 0.808 ~ 0,820
근래에는 SPRAY 도포 방식으로 감열지에 묻혀서
그 도포 부위를 관찰하여 량을 정한다
※ 수분 증가시 SOLDER BALL과 SHORT 증가
→ 주 1회 확인/교환,청소
72
73.
FLUX 이해
2) Flux비중(Flux농도)관리
※ Flux의 농도는 희석제의 희석량에 따라 달라지며
같은 농도 일지라도 온도에 따라 변한다.
※ BUBBLE 방식 FLUX는 1일 1회 비중 점검/기록
SPRAY 방식 FLUX는 제조사로 부터 들어온 상태를
수입검사 측면에서 비중계로 사용 전 확인 요망
73
74.
FLUX 이해
● Flux농도가높을 경우
→ Flux의 점성에 의한 Print기판 동박으로의 부착력이
용융납의 부착력보다 커서 납의 부착 접근을 방해하여
미납 등의 Non Wetting이 생김.
● Flux농도가 낮을 경우
→ Flux중의 희석재 만이 일찍 기화 비산되어 필요한
Flux의 절대량이 적기 때문에 충분한 Flux제거 작용의
힘이 없고 Flux가 도포되지 않은 부분은 고온에 의한
재산화를 낳아 납의 완전한 젖음이 이루어지지 않음.
74
75.
FLUX 이해
3) FLUX도포량 관리
수치관리는 열전사지의 무게를 재고, FLUX 도포
작업을 마친 후의 무게를 재서 그 차를 확인하나,
실제 관리가 어려우므로 육안으로 젖어있는 상태를
보아 관리한다(열전사지에 분사 또는 도포 후 확인)
MASTER를 제작후
매일 상태를 확인후
비교 하여 기록/관리
흐름,방울 맺힘,미도포
부위가 없어야 하며,
전체적으로 균일하게
도포 되어야 함
MASTER
(기포 1㎜ 이하)
확인지
75
76.
FLUX 이해
4) 청정상태 유지
2주 사용 후,또는 일정량 생산(약 4만Board/15리터)후
수분이 기준치(약 0.15wt%)이상 흡습 되었을 경우는
반드시 전량 교환하여야 한다.
전량 교환시 Flux조와 발포석은 반드시 청소 후 사용
한다
청결 유지
비관리 상태
76
77.
FLUX 이해
Wire 납의사용
FLUX
V-cutting기 예
(hakko사)
납
WIRE SOLDER에는 내심에 FLUX가 포함되어 있어서,
인두를 접촉시 내부의 FLUX가 먼저 끓어올라, 비등되고
있다가 외부의 납이 용융되는 순간 비산하여 SOLDER
BALL이 발생 된다. 따라서 내부의 FLUX가 비산현상
없이 효과적 SOLDERING이 되도록 V-Cutting을 하여
작업이 되도록 할 필요가 있다
참고 자료 : 글로벌 SMT
77
개선 TARGET 설정의오류
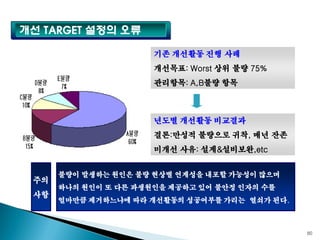
기존 개선활동 진행 사례
개선목표: Worst 상위 불량 75%
관리항목: A,B불량 항목
년도별 개선활동 비교결과
결론:만성적 불량으로 귀착, 매년 잔존
미개선 사유: 설계&설비보완,etc
주의
사항
불량이 발생하는 원인은 불량 현상별 연계성을 내포할 가능성이 많으며
하나의 원인이 또 다른 파생원인을 제공하고 있어 불안정 인자의 수를
얼마만큼 제거하느냐에 따라 개선활동의 성공여부를 가리는 열쇠가 된다.
80
81.
전기/전자 장치류의 관리항목
PCBASS’Y
구조물
(사출물+etc.)
수입검사 관리
협력사 관리
단자
조립 관리
4M 관리
연결 방법
(납땜,압착,등)
공정 및 출하
검사 관리
유출 방지
Wire Harness
효과적인 관리 방법은 ?
81
82.
불량의 유형
외관 불량
(기스,이물)
사출,도장,물류
치수/형상불량
사출,프레스,PCB
설계,설비,작업자,재료
접촉/작동 불량
이물,공정환경,
작업자,치수,물성
오작동
혼류,오조립
총합적인 불안정 요인
도출 및 제거 활동
-.설계 미흡 및 급조
-.개발 진행 급조
-.공정 FMEA 미흡
-.초기 품질 미 확보
양산진행에 따른 문제
해법
-.대책요구 항목 위주의
개선활동
-.응급 조치 식의 대책
-.예방비용에 대한 미결
82
개선 활동 사례
현상및 원인
개선 내용
소자
Picture
동박부
(납땜면)
납땜
동박부
(납땜면)
▶ 단면 회로 기판 (단면 납땜)
◆현상
ㅁㅁ 경고등 지속 점등
센서 소자 납땜시 산포에 의한
납땜 불량으로 간헐적 접촉 발생
▶ 양면 회로 기판 (양면 납
땜)
문제 유형
구분
◆원인
납땜
1차사 2차사
검증 미흡
설계검토
(단품/실차/
미흡
시스템 매칭)
3차사
공법검토
작업자 실수
미흡
●
관리조건
설정 미흡
설비/지그
공정 미준수 검사 미흡
관리 미흡
85
86.
원인은 하나인가?
설계
설비
소자
-구조적 미비점개선
(젖음성 보완을 위해 기판으로 변경)
- 온도 및 조건에 따른 검토 보완
- 점검 및 관리
방법
동박부
(납땜면)
- 원자재 보관 및 관리
- 표준류의 구비 및 보완
- 합리적 TOOL 및 JIG 활용
납땜
인원
- 작업 방법 준수 및 숙련도
- 교육 및 훈련
86
87.
만일… 협력사 공정에서발생한 문제라면?
1. 구조적 개선 확률은 희박
2. 제조 공정에서의 관리만 보완 강요
3. 수입검사 관리가 강화
4. 재발의 가능성은 잔존하기에 책임회피 및 업체변경 추진
87
88.
미진한 개선 사례
현상및 원인
현상
: 도어 자동 잠김 및 밧데리 방전
원인
: 유니트내 컨넥터 터미널 납땜 불량으로 진동에
의한 쇼트 발생
Picture
개선 내용
개선내용
1) 납땜 공정 변경 (수납땜 → 웨이브솔더)
[ 수납땜 ]
[ 자동 납땜-웨이브솔더 ]
2) 미세 쇼트 검사 장비 개발 및 적용
88
89.
설계
-구조적 미비점 미개선
→ Wire 간 단선으로 조립성이 곤란
→ Wire 꺽임부 가이드 필요
설비
- 구조보완 후 작업 공정 변경 (수동→자동)
- 온도 및 조건에 따른 검토 보완
- 점검 및 관리
- 미세 Short 검사기 설치
방법
인원
- 원자재 보관 및 관리
- 표준류의 구비 및 보완
- 합리적 TOOL 및 JIG 활용
- 작업 방법 준수 및 숙련도
- 교육 및 훈련
FMEA 반영 요구 됨
89
90.
설계 및 공정개선이어려운 이유
-.일방적 요구사항은 과다
-.여러 부서에서 같은 동시 요구
구매
협력사
설계
품질
-.4M 변경 승인 지연
-.모사 개선필요 사항은 무시
모사의 문제점을 거론하게 되면 차후 영업에 문제 우려로 함구
90
효율적 개선 사례
현상및 원인
개선 내용
‘ㄷ’자 터미날
‘ㄱ’자 터미날
납땜부
납땜부
Picture
▶ 터미널 구조 : “ㄱ”자
- 납땜 작업 용이
▶ 터미널 구조 : “ㄷ”자
- 납땜 작업 불합리
◆현상
소리 끊김
◆원인
납땜 작업시 터미날에
안착 미흡 및 냉땜으로 진동시
이탈 발생
문제 유형
구분
1차사 2차사
검증 미흡
설계검토
(단품/실차/
미흡
시스템 매칭)
3차사
공법검토
작업자 실수
미흡
100%
관리조건
설정 미흡
설비/지그
공정 미준수 검사 미흡
관리 미흡
95
96.
효율적 개선의 절대원칙
제조
20 - 30%
설계 및 개발
70 - 80%
개선의 주관: CEO > 임원 > 팀장 > 팀원
결정력이 높은 위치일 수록 효과는 비례
개선의 주관: 모사 > 1차 협력사 > 2차 협력사
96
기업 과 조직의강점
생산
자재
구매
영업
총무
품질
인사
생산
기술
협력사
협력사
1차사
협력사
협력사
협력사
협력사
98
99.
개선사례별 검토
개선 내용
현상및 원인
◆ 현상
열화로 컨넥트 소손
및 점등 불량
Picture
◆원인
- PCB 와이어 납땜 불량
- 플럭스 과다 도포로 플럭스와
◆ 전선 끝단부 딥핑 후 납땜 실시 및 납땜 상태 전수검사
납볼로 인한 쇼트 발생
문제 유형
구분
1차사 2차사
검증 미흡
설계검토
(단품/실차/
미흡
시스템 매칭)
관리조건
설정 미흡
3차사
◆ PCB 패턴 변경으로 와이어 납땜
간격 증대(2mm→8.8mm)
◆ PCB 패턴 및 2차 협력사 변경
공법검토
작업자 실수
미흡
설비/지그
공정 미준수 검사 미흡
관리 미흡
100%
99
100.
PCB 설계시 유의사항
랜드 단면적 크기에 따른 배열
협소한 패턴간 쇼트 방지 대책 강구
간극이 협소한 부분에 작업성이 용이한 제조 공법 명시
Ground 단자는 외곽으로 가능한 크게
입력단과 출력단은 충분히 이격
최종 수동 납땜 구간 공간 확보
100
101.
개선사례별 검토
현상 및원인
개선 내용
Picture
플럭스 비산 방지 지그
플럭스 비산됨
◆ 수땜시 플럭스 비산방지 지그 사용으로 커넥터 핀 보
호
◆현상
간헐적 LCD 화면표시 4등분 됨
◆원인
LCD 쉴드 케이스 납땜시 플럭스
이물 비산으로 커넥터핀 접촉 불
량
문제 유형
구분
1차사 2차사
검증 미흡
설계검토
(단품/실차/
미흡
시스템 매칭)
관리조건
설정 미흡
80%
3차사
공법검토
작업자 실수
미흡
설비/지그
공정 미준수 검사 미흡
관리 미흡
20%
101
102.
제조 공정 확인사항
작업성 보완을 위한 JIG 제작 책임 명확화
협소한 패턴간 쇼트 방지 대책 강구
간극이 협소한 부분에 작업성이 용이한 제조 공법 명시
최종 수동 납땜 구간 공간 확보
102
103.
개선사례별 검토
현상 및원인
개선 내용
▣ 솔더 공급량 최적화 조건 설정
납 공급량(mm)
예열시간(sec)
기존
변경
기존
변경
정지상
태
10
10
0.5
0
이동 간
25
20
0
0
구 분
리어 파워윈도우
시트벨
트
쇼트
비고
상면
▣ 검사기 검출력 보완
하면
▣ 납 공급량 과다로 인한 인접 단자와
쇼트 발생으로
FMEA 반영 요구 됨
103
104.
개선사례별 검토
현상 및원인
개선 내용
Picture
경고등 점등
쇼트 발생부까지
개방되어 작업시
쇼트발생
쇼트 발생부 차폐
◆현상
주행중 센서 경고등 점등
◆원인
PCB에 커넥터 납땜시 납이 커넥터
하단부로 흘러 TEST POINT단과
저항(R44)의 쇼트 발생
FMEA 반영 요구 됨
104
105.
추가 확인 필요사항
리드 단자와 PCB 홀과의 적정성 검토
Wave의 흐름성
랜드 단면적의 균일성
프로파일의 지속적 관리 및 개선
납조 온도 관리 및 불균일 가능성
105
106.
개선사례별 검토
현상 및원인
개선 내용
▣ 저항(R172) 틀어짐에 의한 단자 오픈
으로 슬립 모드 진입 안됨
: 상시 WAKE UP으로 밧데리 방전
▣ CHIP(저항) 날림 방지 개선
구 분
개선전
개선후
효과
피시비 지지
핀
4 EA
12 EA
피시비 처침 방지
SMT 실장 높
이
18.7mm
18.8mm
칩 부품 날림 방지
NOZZLE
-값
저항
PCB
< 스트로크 >
저항 틀어짐
18.8mm
+값
▣ 검사기 검출력 보완
- 틀어짐 화상검사 검출 가능토록 보완
- 슬립 모드(암상태) 진입 여부 검사
106
107.
Chip Mounting의 불량요인
Mount 위치 틀어
짐
Mounter 정밀도
Cassette 정밀도
부품 일어섬
Bare PCB 정도
미장착
부품 정도
●
●
●
상
●
●
●
●
●
Centering unit관리
흡착 노즐의 심원도
흡착 노즐의 끝단 형
기판의 위치 및 고정
Vaccum 상태
Pattern 위치 정도
Pattern 표면 상태
부품 Lead 정도
107
108.
장착 불량의 여러요인
● Parts Data 값의 오입력
● M/C 초기 Setting 값의 오입력(흡,장착위치)
● Parts Cassette의 불량
● Parts Cassette의 Setting 불량
● Backup Pin의 Setting 불량
● Nozzle의 불량
● Nozzle 선택의 오류
● 장착 Speed의 오입력
● 원자재(부품)의 불량
● 부품 간 이격거리(설계불량)
● Solder Land 설정(설계불량)
● PCB 원판의 불량
108
109.
개선사례별 검토
현상 및원인
개선 내용
전원 ON/OFF 안됨
Picture
현상
: 모니터 Dead 현상 발생
원인
[문제 부위]
고품
양품
: 외부 전원단 감시IC 냉땜으로 인한 전압 강하
발생
개선내용
1) 냉땜 검출력 강화
2) 납량 증대를 위해 SOLDER MASK 개구부 증대
젖음성 불량
문제 부위
(RE-SET IC
5PIN)
길이 0.1㎜증대
0.7㎜
측정 파형
분석 결과
1.5 V
폭 0.05㎜ 증대
1.8 V
• 고품의 경우 RE-SET IC내 전압 감지
부
(5PIN)에 전압이 1.8V 이하로 감지되어
전원 불안정 상태로 인지하여 상시
RESET 작동으로 네비 화면 블랙 유지 됨
0.3㎜
[개선 전]
[개선 후]
109
110.
개선사례별 검토
현상 및원인
Picture
개선 내용
화면 블랙
◆ 비전검사 검사 검출력 강화
구분
개선전
랜드
IC소납
정상품
◆현상
000 화면 블랙 발생
비전검
사
소납검
출
개선후
비전검사 영역 비전검사 영역 추가
리드
전원단
감시IC
리드
전원단
감시IC
리드
◆ 납량증대를 위해 솔더 마스크 개구부 증대
◆원인
외부 전원단 감시IC 납량 부족으로
전압 강하(1.71V 이하) 발생되어
리셋 상태 유지
※ 정상 전압 : 1.8V~1.83V
110
111.
메탈 마스크 점검
메탈 마스크의 텐션 편차 관리
메탈 마스크의 세정관리
Metal Mask의 불량 유형
세정불량
Mesh파
손
Mask표
면
잔유물
111
112.
왜 해결이 안되는 가?
상호 협조가 이뤄져야 해결할 수 있는 일
누군가 먼저 해줘야 시작될 수 있는 일
2차,3차적 문제해결의 단계를 거쳐야 하는 일
112
변화에 대한 대처,필요한 것인가?
어느 기업도 안전한 기업은 없다
(53개의 초우량 기업 중 30%가
지금까지의 성공요인이
미래를 보장하지 않는다!!!
2년 후 어려움에 봉착)
- T. Peters
-. 우리나라 10년간 100대 기업으로
살아 남은 기업: 66%, 미국의 경우: 69%
-. 40년 간 100대 기업으로의
존속 가능성: 12%, 미국은 32%
-. LG경제연구원
▣ 우리는 살아남기 위해 무엇을, 어떻게 해야 하는가?
124
125.
기업의 생존 부등식
◈환경변화에 적응해야 하고
살아남으려면
◈ 강한 원가 경쟁력이 필요
생존 부등식
상품의 가치
(V)
〉
상품의 가격
(P)
소비자 혜택 (V 〉P)
〉
상품의 원가
(C)
생산자 혜택 (P 〉C)
고객은 항상 최적의 품질을, 가장 저렴한 가격으로,
가장 빠르게 공급받기를 원한다.
125
방법은 있다
1. 한번에 안되면 두 번 이상 하면 되고
2. 나 혼자서 안되면 남과 같이 하면 되고
3. 오늘해서 안되면 내일 하면 될 수 있고
4. 이 방법이 안되면 다른 방법으로 하면 되고
5. 빨리해서 안되면 점진적인 방법으로 하면 되고
6. 자기 돈이 없으면 은행돈을 쓰면 되고
7. 손으로 못하면 입으로 하면 되고
8. 능력이 없으면 전문가에게 맡기고
9. 사람의 힘으로 안되면 기계의 힘으로 하면 되고
10.남자 혹은 여자 혼자서 안되면 결혼하면 된다.
No 없는 도전





















































































![미진한 개선 사례
현상 및 원인
현상
: 도어 자동 잠김 및 밧데리 방전
원인
: 유니트내 컨넥터 터미널 납땜 불량으로 진동에
의한 쇼트 발생
Picture
개선 내용
개선내용
1) 납땜 공정 변경 (수납땜 → 웨이브솔더)
[ 수납땜 ]
[ 자동 납땜-웨이브솔더 ]
2) 미세 쇼트 검사 장비 개발 및 적용
88](https://image.slidesharecdn.com/4-110920-140213022030-phpapp02/85/KAP-11-9-02-88-320.jpg)




















![개선사례별 검토
현상 및 원인
개선 내용
전원 ON/OFF 안됨
Picture
현상
: 모니터 Dead 현상 발생
원인
[문제 부위]
고품
양품
: 외부 전원단 감시IC 냉땜으로 인한 전압 강하
발생
개선내용
1) 냉땜 검출력 강화
2) 납량 증대를 위해 SOLDER MASK 개구부 증대
젖음성 불량
문제 부위
(RE-SET IC
5PIN)
길이 0.1㎜증대
0.7㎜
측정 파형
분석 결과
1.5 V
폭 0.05㎜ 증대
1.8 V
• 고품의 경우 RE-SET IC내 전압 감지
부
(5PIN)에 전압이 1.8V 이하로 감지되어
전원 불안정 상태로 인지하여 상시
RESET 작동으로 네비 화면 블랙 유지 됨
0.3㎜
[개선 전]
[개선 후]
109](https://image.slidesharecdn.com/4-110920-140213022030-phpapp02/85/KAP-11-9-02-109-320.jpg)














































































































