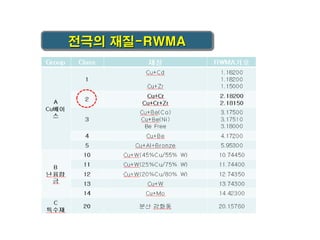
저항용접이론
저항 용접의 원리
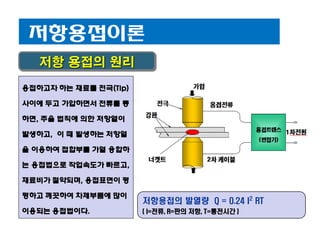
용접하고자하는 재료를 전극(Tip)
사이에 두고 가압하면서 전류를 통
하면, 주울 법칙에 의한 저항열이
발생하고, 이 때 발생하는 저항열
을 이용하여 접합부를 가열 융합하
는 용접법으로 작업속도가 빠르고,
재료비가 절약되며, 용접표면이 평
평하고 깨끗하여 차체부품에 많이
이용되는 용접법이다.
저항용접의 발열량 Q = 0.24 I2 RT
( I=전류, R=판의 저항, T=통전시간 )
4.
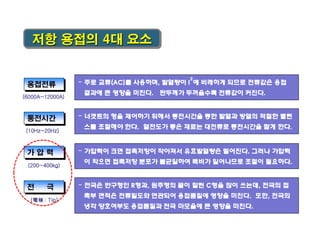
저항 용접의 4대요소
용접전류
-
결과에 큰 영향을 미친다. 판두께가 두꺼울수록 전류값이 커진다.
(6000A~12000A)
통전시간
-
-
극
(電極 : Tip)
가압력이 크면 접촉저항이 작아져서 유효발열량은 떨어진다. 그러나 가압력
이 작으면 접촉저항 분포가 불균일하여 폭비가 일어나므로 조절이 필요하다.
(200~400kg)
전
너겟트의 형을 제어하기 위해서 통전시간을 통한 발열과 방열의 적절한 밸런
스를 조절해야 한다. 열전도가 좋은 재료는 대전류로 통전시간을 짧게 한다.
(10Hz~20Hz)
가압력
2
주로 교류(AC)를 사용하며, 발열량이 I 에 비례하게 되므로 전류값은 용접
-
전극은 반구형인 R형과, 원추형의 끝이 잘린 C형을 많이 쓰는데, 전극의 접
촉부 면적은 전류밀도와 연관되어 용접품질에 영향을 미친다. 또한, 전극의
냉각 양호여부도 용접품질과 전극 마모율에 큰 영향을 미친다.
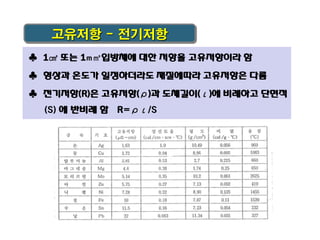
고유저항 - 전기저항
♣1㎤ 또는 1m㎥입방체에 대한 저항을 고유저항이라 함
♣ 형상과 온도가 일정하더라도 재질에따라 고유저항은 다름
♣ 전기저항(R)은 고유저항(ρ)과 도체길이(ι)에 비례하고 단면적
(S) 에 반비례 함 R=ρι/S
10.
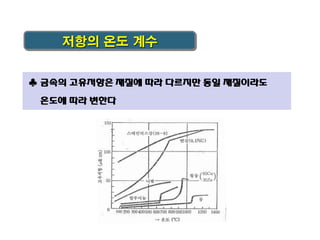
저항의 온도 계수
♣금속의 고유저항은 재질에 따라 다르지만 동일 재질이라도
온도에 따라 변한다
11.
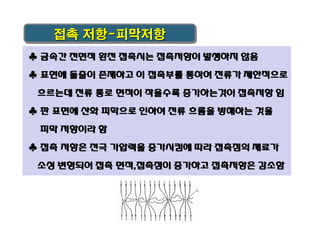
접촉 저항-피막저항
♣ 금속간전면적 완전 접촉시는 접촉저항이 발생하지 않음
♣ 표면에 돌출이 존재하고 이 접촉부를 통하여 전류가 제한적으로
흐르는데 전류 통로 면적이 작을수록 증가하는것이 접촉저항 임
♣ 판 표면에 산화 피막으로 인하여 전류 흐름을 방해하는 것을
피막 저항이라 함
♣ 접촉 저항은 전극 가압력을 증가시킴에 따라 접촉점의 재료가
소성 변형되어 접촉 면적,접촉점이 증가하고 접촉저항은 감소함
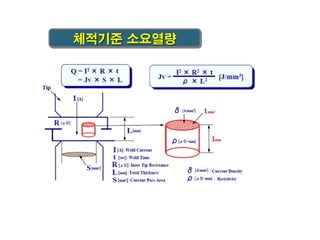
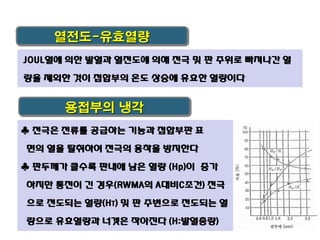
열전도-유효열량
JOUL열에 의한 발열과열전도에 의해 전극 및 판 주위로 빠져나간 열
량을 제외한 것이 접합부의 온도 상승에 유효한 열량이다
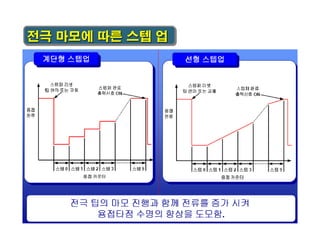
용접부의 냉각
♣ 전극은 전류를 공급하는 기능과 접합부판 표
면의 열을 탈취하여 전극의 용착을 방지한다
♣ 판두께가 클수록 판내에 남은 열량 (Hp)이 증가
하지만 통전이 긴 경우(RWMA의 A대비C조건) 전극
으로 전도되는 열량(HT) 및 판 주변으로 전도되는 열
량으로 유효열량과 너겟은 작아진다 (H:발열총량)
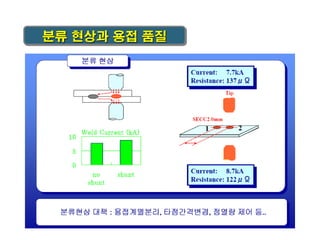
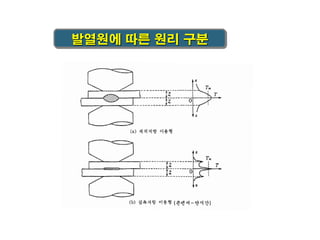
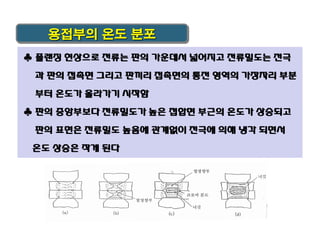
용접부의 온도 분포
♣플랜징 현상으로 전류는 판의 가운데서 넓어지고 전류밀도는 전극
과 판의 접촉면 그리고 판끼리 접촉면의 통전 영역의 가장자리 부분
부터 온도가 올라가기 시작함
♣ 판의 중앙부보다 전류밀도가 높은 접합면 부근의 온도가 상승되고
판의 표면은 전류밀도 높음에 관계없이 전극에 의해 냉각 되면서
온도 상승은 작게 된다
16.
가압력
가압 장치와 특성
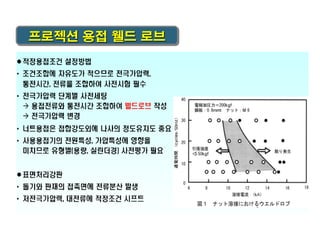
♣정적특성: 용접 조건상 설정하는 일반적 특성
♣ 동적특성: 통전에 의한 용접부 팽창,수축, 압괴에 따른 즉응성
공압식-동적 즉응성이 풍부함
유압식-컴팩트하고 큰가압에 유리.고속 적응성이 떨어 짐
♣ 동적 특성 영향 인자
가압력 대소, 용접기의 강성, 가동부 중량, 가동부 정밀도
17.
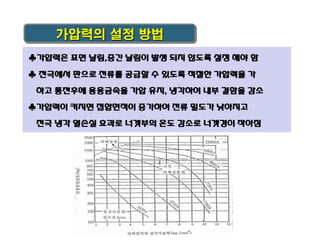
가압력의 설정 방법
♣가압력은표면 날림,중간 날림이 발생 되지 않도록 설정 해야 함
♣ 전극에서 판으로 전류를 공급할 수 있도록 적절한 가압력을 가
하고 통전후에 용융금속을 가압 유지, 냉각하여 내부 결함을 감소
♣가압력이 커지면 접합면적이 증가하여 전류 밀도가 낮아지고
전극 냉각 열손실 효과로 너겟부의 온도 감소로 너겟경이 작아짐
가압력 제어의 한계
♣저항 용접 고품질 요건 확보가 더욱 절실
- 전류 파형,통전시간 제어 만으로 한계
♣ 용접 과정시 가열과 연화로 용접부 오목하게 변위 발생
- 전극 가압력의 즉응성 필요
♣ 즉응성이 나쁘면 날림, 기공 결함 발생
♣ 가압 시스템의 엄격한 적용 제어 및 모니터링의 필요성 대두
20.
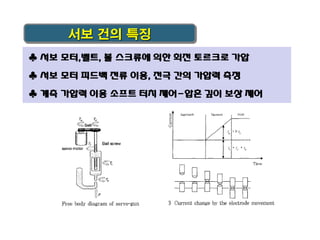
서보 건의 특징
♣서보 모터,벨트, 볼 스크류에 의한 회전 토르크로 가압
♣ 서보 모터 피드백 전류 이용, 전극 간의 가압력 측정
♣ 계측 가압력 이용 소프트 터치 제어-압흔 깊이 보상 제어
21.
서보 건의 장점
♣로봇과 저항 용접의 동기화-용접 목표 접근 시간 단축
♣ 압흔 깊이, 전극 이동, 가압력 저하에 따른 보상 제어
- 용접 강도 향상
♣ 공압 가압시 발생하는 충격 감소, 소프트 터치
♣ 소음 감소에 의한 환경 개선
♣ 가압 시간의 최적화-CYCLE TIME 단축, 생산성 향상
22.
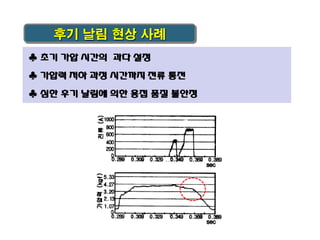
후기 날림 현상사례
♣ 초기 가압 시간의 과다 설정
♣ 가압력 저하 과정 시간까지 전류 통전
♣ 심한 후기 날림에 의한 용접 품질 불안정
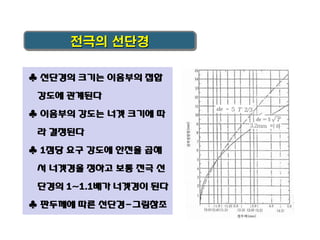
전극의 요건
♣ 고온에서변형되지 않을 것
♣ 열전도가 좋고 고유 저항이 낮을 것
♣ 가격,수명 등 경제적일 것
25.
전극의 온도 상승
♣전극 자체의 고유 저항에 의한 발열은 극히 작다
♣ 전극 선단에서 전도되는 열에 의해 상승하고 용접 반복시간이 짧을
수록 온도 급격 상승 –수냉 홀에 냉각수를 순환시켜 냉각 함
♣ 전극 선단의 온도를 낮추기 위해 선단부의 열용량을 크게 할 필요가
있음-전극의 외경은 작업에 지장 없는한 큰 것을 사용하는 것이 전
극 수명에 도움되며 경제적이다
26.
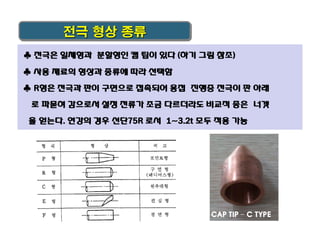
전극 형상 종류
♣전극은 일체형과 분할형인 캡 팁이 있다 (하기 그림 참조)
♣ 사용 재료의 형상과 종류에 따라 선택함
♣ R형은 전극과 판이 구면으로 접촉되어 용접 진행중 전극이 판 아래
로 파묻혀 감으로서 설정 전류가 조금 다르더라도 비교적 좋은 너겟
을 얻는다. 연강의 경우 선단75R 로서 1~3.2t 모두 적용 가능
CAP TIP – C TYPE
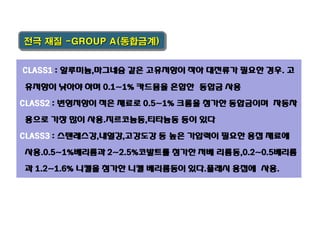
전극 재질 -GROUPA(동합금계)
CLASS1 : 알루미늄,마그네슘 같은 고유저항이 작아 대전류가 필요한 경우. 고
유저항이 낮아야 하며 0.1~1% 카드뮴을 혼합한 동합금 사용
CLASS2 : 변형저항이 적은 재료로 0.5~1% 크롬을 첨가한 동합금이며 자동차
용으로 가장 많이 사용.지르코늄동,티타늄동 등이 있다
CLASS3 : 스텐레스강,내열강,고강도강 등 높은 가압력이 필요한 용접 재료에
사용.0.5~1%베리륨과 2~2.5%코발트를 첨가한 저베 리륨동,0.2~0.5베리륨
과 1.2~1.6% 니켈을 첨가한 니켈 베리륨동이 있다.플래시 용접에 사용.
29.
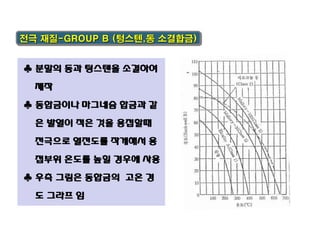
전극 재질-GROUP B(텅스텐,동 소결합금)
♣ 분말의 동과 텅스텐을 소결하여
제작
♣ 동합금이나 마그네슘 합금과 같
은 발열이 적은 것을 용접할때
전극으로 열전도를 작게해서 용
접부위 온도를 높힐 경우에 사용
♣ 우측 그림은 동합금의 고온 경
도 그라프 임
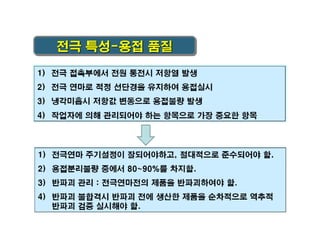
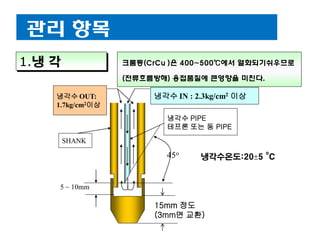
관리 항목
1.냉 각
크롬동(CrCu)은 400~500℃에서 열화되기쉬우므로
(전류흐름방해) 용접품질에 큰영향을 미친다.
냉각수 OUT:
1.7kg/cm2이상
냉각수 IN : 2.3kg/cm2 이상
냉각수 PIPE
테프론 또는 동 PIPE
SHANK
45o
o
냉각수온도:205 C
5 ~ 10mm
15mm 정도
(3mm면 교환)
37.
냉각이 불충분 할경우
● 전극이 고온으로 되어 마모가 심하게 되어 연마 회수가 증가한다.
● 전극이 고온이 되면 저항이 크게되어 전류가 흐르기 어렵게 되어
너겟트가 작아지거나 생기지 않기도 하고 용접 강도가 약해진다
● 불티의 발생이 많아진다
● 전극이 융착한다
38.
냉각이 잘되는지 어떻게아는가?
연속 10회 통전하여
맨손으로 만질수 있을
정도면 O.K
☞
39.
2.에어(AIR) 압력
설정압 표시(청색레벨)
통상 용접건의 기본 가압력 설정시
입력 에어 압력을 4.5 ~ 5 kgㆍf/cm2 로 설정
Kgㆍf/cm2
가압력이 부족할때
속 불티 발생, 균열 발생
가압력이 과대할때
앞흔 깊이 과다, 너겟트 부족
40.
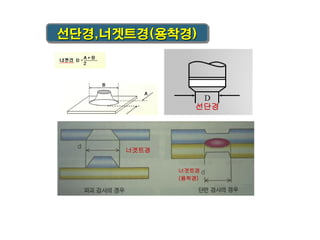
3.전극 선단경
전극 선단경이너무 작거나 끝이 뾰족한 경우
·불티 발생
·압흔 과다
D
·모재의 균열 발생
전극 선단경이 클 경우
D
·블로우홀 발생
·너겟트 갈라짐 발생
·너겟트 부족
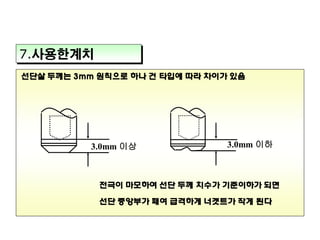
7.사용한계치
선단살 두께는 3mm원칙으로 하나 건 타입에 따라 차이가 있음
3.0mm 이상
3.0mm 이하
전극이 마모하여 선단 두께 치수가 기준이하가 되면
선단 중앙부가 패여 급격하게 너겟트가 작게 된다
46.
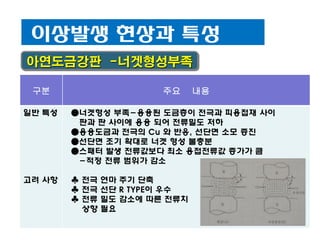
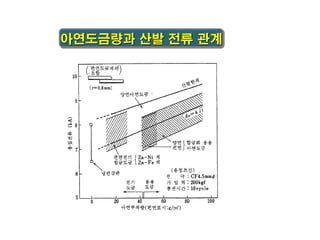
이상발생 현상과 특성
아연도금강판-너겟형성부족
구분
주요
내용
일반 특성
●너겟형성 부족-용융된 도금층이 전극과 피용접재 사이
판과 판 사이에 용융 되어 전류밀도 저하
●용융도금과 전극의 Cu 와 반응, 선단면 소모 증진
●선단면 조기 확대로 너겟 형성 불충분
●스패터 발생 전류값보다 최소 용접전류값 증가가 큼
-적정 전류 범위가 감소
고려 사항
♣ 전극 연마 주기 단축
♣ 전극 선단 R TYPE이 우수
♣ 전류 밀도 감소에 따른 전류치
상향 필요
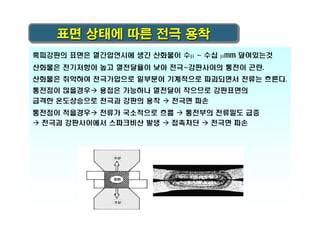
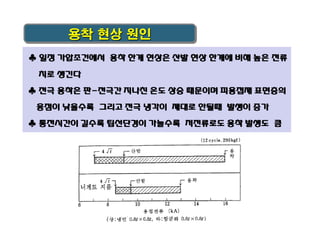
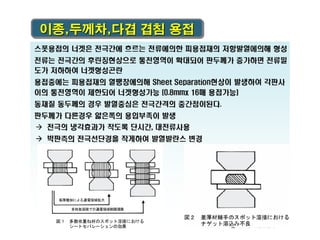
용착 현상 원인
♣일정 가압조건에서 용착 한계 현상은 산발 현상 한계에 비해 높은 전류
치로 생긴다
♣ 전극 용착은 판-전극간 지나친 온도 상승 때문이며 피용접재 표면층의
융점이 낮을수록 그리고 전극 냉각이 제대로 안될때 발생이 증가
♣ 통전시간이 길수록 팁선단경이 가늘수록 저전류로도 용착 발생도 큼
49.
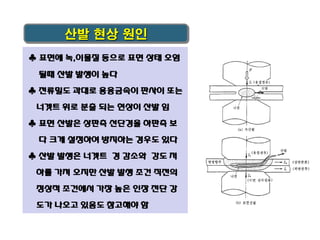
산발 현상 원인
♣표면에 녹,이물질 등으로 표면 상태 오염
될때 산발 발생이 높다
♣ 전류밀도 과대로 용융금속이 판사이 또는
너겟트 위로 분출 되는 현상이 산발 임
♣ 표면 산발은 상판측 선단경을 하판측 보
다 크게 설정하여 방지하는 경우도 있다
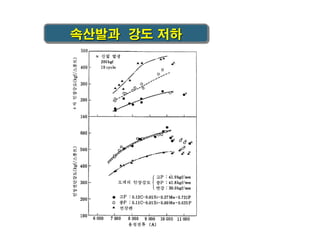
♣ 산발 발생은 너겟트 경 감소와 강도 저
하를 가져 오지만 산발 발생 조건 직전의
정상적 조건에서 가장 높은 인장 전단 강
도가 나오고 있음도 참고해야 함
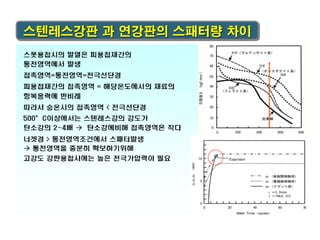
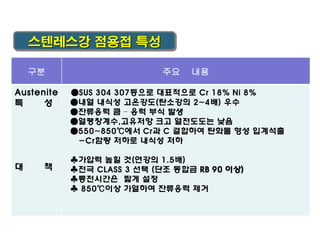
스텐레스강 점용접 특성
구분
Austenite
특
성
대
책
주요
내용
●SUS304 307등으로 대표적으로 Cr 18% Ni 8%
●내열 내식성 고온강도(탄소강의 2~4배) 우수
●잔류응력 큼 – 응력 부식 발생
●열팽창계수,고유저항 크고 열전도도는 낮음
●550~850℃에서 Cr과 C 결합하여 탄화물 형성 입계석출
-Cr함량 저하로 내식성 저하
♣가압력 높힐 것(연강의 1.5배)
♣전극 CLASS 3 선택 (단조 동합금 RB 90 이상)
♣통전시간은 짧게 설정
♣ 850℃이상 가열하여 잔류응력 제거
57.
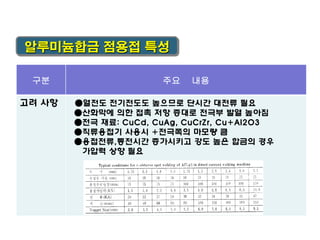
알루미늄합금 점용접 특성
구분
고려사항
주요
내용
●열전도 전기전도도 높으므로 단시간 대전류 필요
●산화막에 의한 접촉 저항 증대로 전극부 발열 높아짐
●전극 재료: CuCd, CuAg, CuCrZr, Cu+Al2O3
●직류용접기 사용시 +전극쪽의 마모량 큼
●용접전류,통전시간 증가시키고 강도 높은 합금의 경우
가압력 상향 필요
공정(부번): 냉각수 온도관리
개선전 :
개선후 :
<문제점>
냉각수 온도 관리 경보 장치 없음
(휴식후 냉각 펌프 미작동)
<개선안>
냉각수 온도 설정치(20 ±5℃) 오버시 경광
등 점멸 및 부져 작동
62.
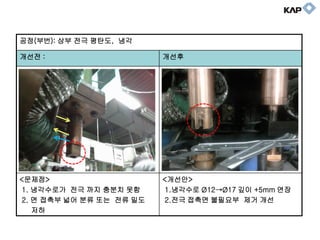
공정(부번): 상부 전극평탄도, 냉각
개선전 :
개선후
<문제점>
1. 냉각수로가 전극 까지 충분치 못함
2. 면 접촉부 넓어 분류 또는 전류 밀도
저하
<개선안>
1.냉각수로 Ø12→Ø17 깊이 +5mm 연장
2.전극 접촉면 불필요부 제거 개선
63.
공정(부번): 용접 BOLT엠보 위치 개선
개선전 :
개선후
EMBO 위치변경
전극 접촉부
<문제점>
▶용접 BOLT 용접시 용접부 과다 그을름 발생
<개선안>
▶ 용접 BOLT EMBO 위치 변경
(Ø10.0 → Ø11.5)
64.
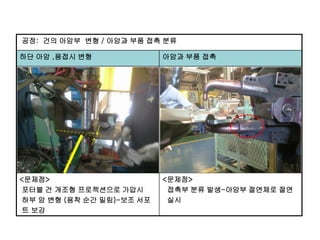
공정: 건의 아암부변형 / 아암과 부품 접촉 분류
하단 아암 ,용접시 변형
아암과 부품 접촉
<문제점>
포터블 건 개조형 프로젝션으로 가압시
하부 암 변형 (용착 순간 밀림)-보조 서포
트 보강
<문제점>
접촉부 분류 발생-아암부 절연체로 절연
실시
65.
부품간 간섭 분류-용접 분리
1. 가압력 450→250Kgf 수정
2. T너트 R 형상 간섭- 단품수정
Hole 0.2Ǿ 확장
66.
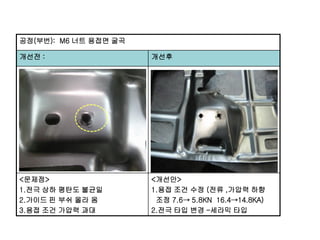
공정(부번): M6 너트용접면 굴곡
개선전 :
개선후
<문제점>
1.전극 상하 평탄도 불균일
2.가이드 핀 부쉬 올라 옴
3.용접 조건 가압력 과대
<개선안>
1.용접 조건 수정 (전류 ,가압력 하향
조정 7.6→ 5.8KN 16.4→14.8KA)
2.전극 타입 변경 –세라믹 타입
67.
너트 용접시 밀림
품명
불량 현 상
품 질 문 제 내 용
개선 실시 내용
B/K
전용 홀더 볼조인트 타입으로 교
체
원인:
가압시 상하측팁
이 수평유지가
되지 않음
비고


![4.전극 맞물림
B
[A-B]〈 0.5m/m
원형을 유지 할것
A
선단경은 굴곡없이 맞물려 있을것
[○]
[×]
·불티 발생
·외관 불량](https://image.slidesharecdn.com/5-22011-110414-140213015213-phpapp01/85/KAP-11-4-02-41-320.jpg)
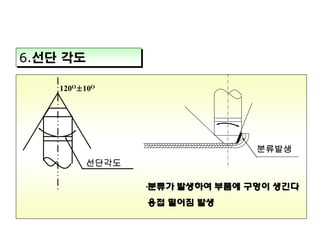
![5.전극 선단 일치도
가압방향에 직각일것
[○]
[×]
90o
85o
[×]
·부품의 변형
·용접 떨어짐의 원인이 된다](https://image.slidesharecdn.com/5-22011-110414-140213015213-phpapp01/85/KAP-11-4-02-42-320.jpg)