Downloaded 698 times
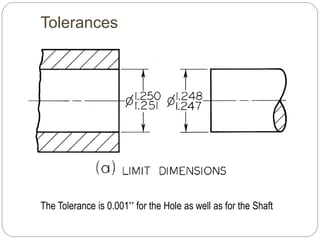
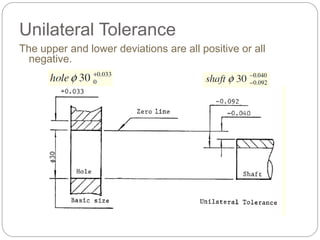
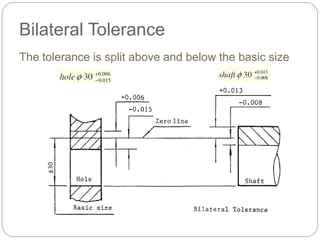
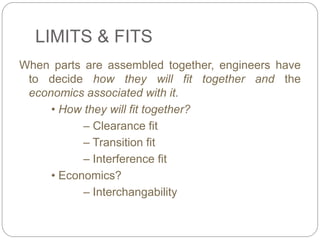
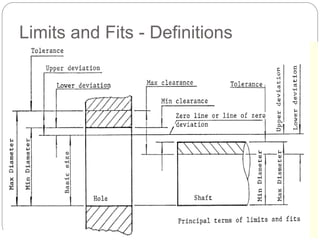
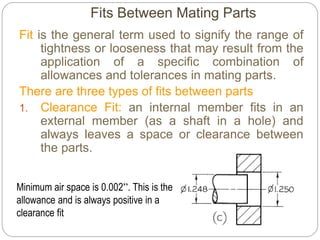
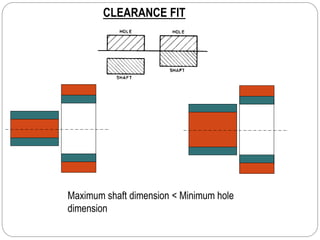
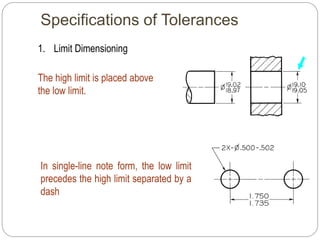
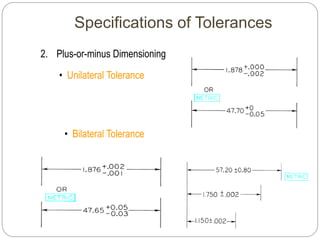
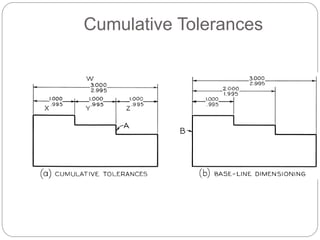
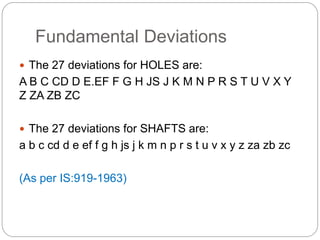
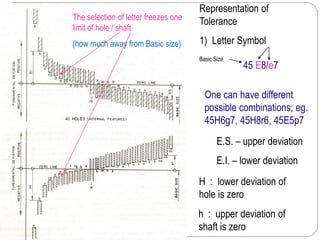
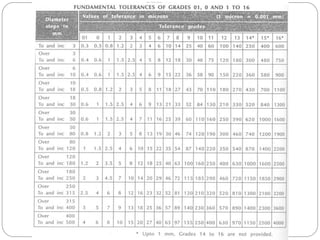
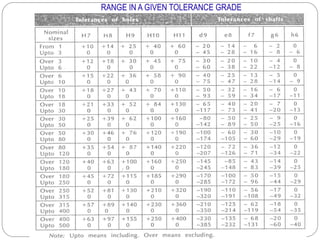
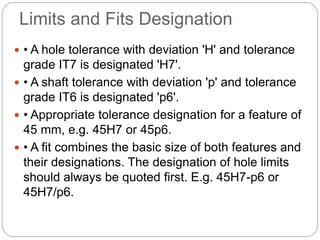
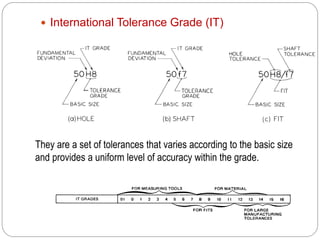
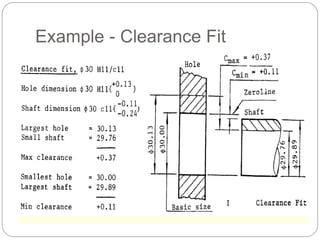
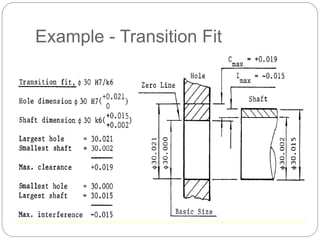
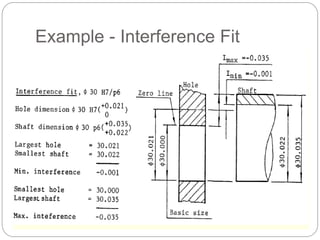
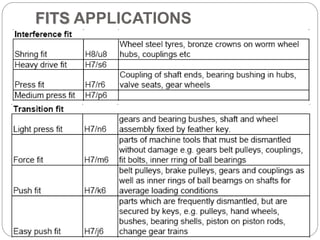
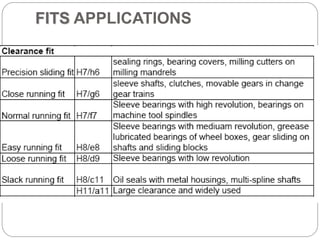
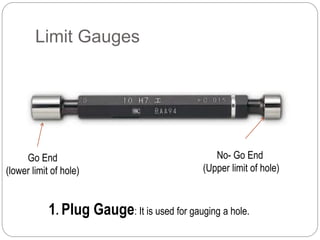
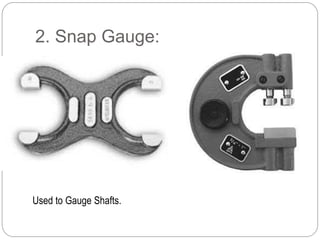

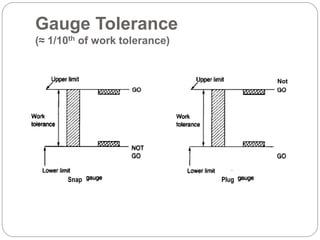

Limits, Fits, Tolerances & Surface Roughness discusses key concepts in dimensioning and tolerancing, including: - Tolerance is the total amount a dimension is permitted to vary between its maximum and minimum limits. - There are three main types of fits between parts: clearance fit, interference fit, and transition fit. Clearance fit always leaves space between parts, interference fit creates interference, and transition fit can result in either. - International Tolerance Grades (IT grades) provide uniform levels of accuracy within each grade based on basic size. Combining a letter deviation and IT grade number specifies the tolerance zone. - Limit gauges like plug and snap gauges are used to check





























































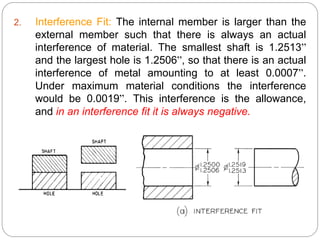
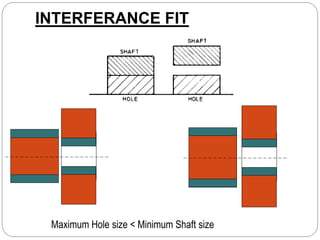
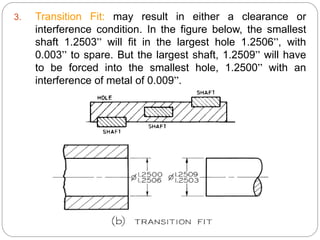
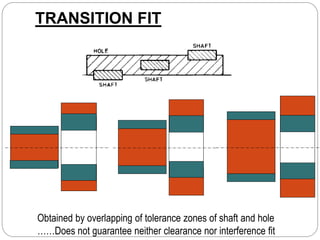
![Ppt Fits Tolerances[1]](https://cdn.slidesharecdn.com/ss_thumbnails/pptfitstolerances1-091107045206-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)



















