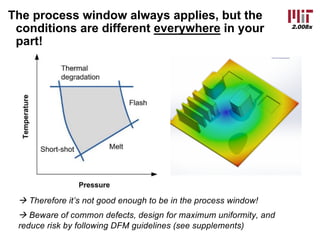
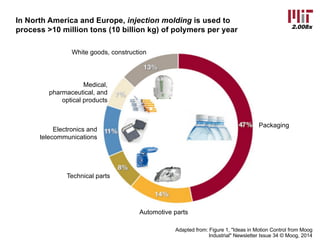
The document discusses injection molding. It begins with an overview of injection molding and the types of products made through the process. It then covers the fundamentals of polymers used in injection molding, including their properties and how they behave under heat and pressure. The document outlines the key components of injection molding machines and mold tooling, and reviews the injection molding process parameters and how they impact the filling and cooling cycles. It also discusses common defects and guidelines for part design. Advanced topics covered include side-action molding, insert molding, and overmolding.

![2.008x
Plastics: 1950-2014
Data from Statista
http://www.statista.com/statistics/282732/global-production-of-plastics-since-1950/
0
50
100
150
200
250
300
350
1950 1960 1970 1980 1990 2000 2010 2020
Volume[millionmetrictons]
Year](https://image.slidesharecdn.com/008xim-compressed-161031140221/85/Injection-Molding-MIT-2-008x-Lecture-Slides-3-320.jpg)

![2.008x
Kalpakjian and Schmid, Manufacturing Engineering and Technology
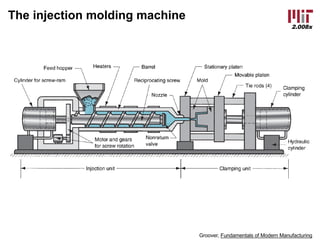
Groover, Fundamentals of Modern Manufacturing
Poly (many) + mer (structural unit)
-[C2H4]n- = poly[ethylene]](https://image.slidesharecdn.com/008xim-compressed-161031140221/85/Injection-Molding-MIT-2-008x-Lecture-Slides-11-320.jpg)
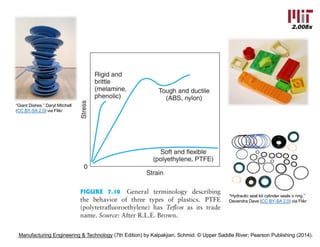
![2.008x
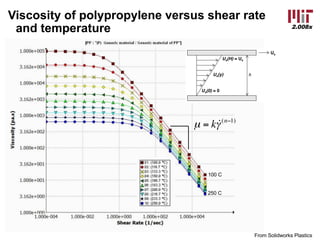
Viscosity: resistance to shear
*at typical injection shear rate and melt temperature
Material Dynamic viscosity
Water (room temp) 1×10-3 kg/m-s [Pa-s]
Honey 10
Liquid thermoplastic* 102-103
Molten aluminum (600 C) 3×10-3
y
U
¶
¶
= µt
Ux(H) = Ux
Ux(y)
Ux(0) = 0
h
Ux
x
y](https://image.slidesharecdn.com/008xim-compressed-161031140221/85/Injection-Molding-MIT-2-008x-Lecture-Slides-20-320.jpg)






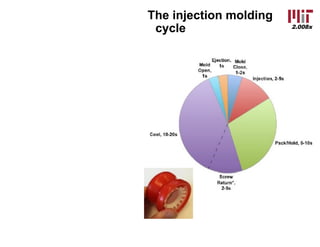
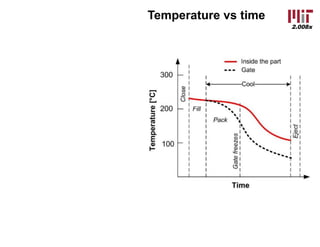
![2.008x
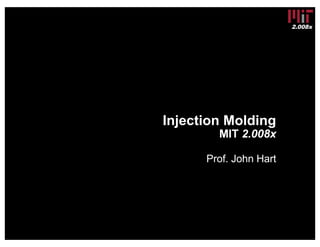
Pack
Close
Fill
Eject
Gatefreezes
Time
Pressure[MPa] 5
10
15
Cool
Cycle time
Pressure vs time](https://image.slidesharecdn.com/008xim-compressed-161031140221/85/Injection-Molding-MIT-2-008x-Lecture-Slides-55-320.jpg)