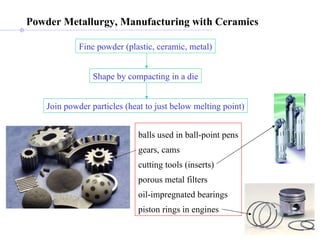
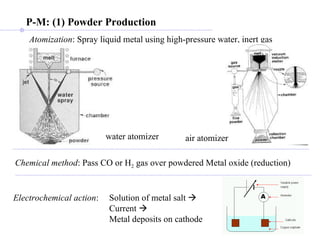
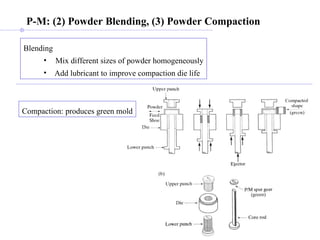
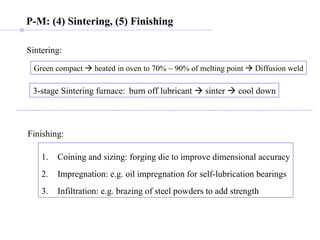
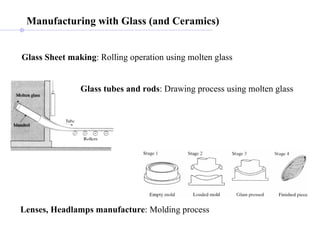
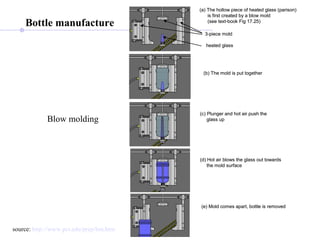
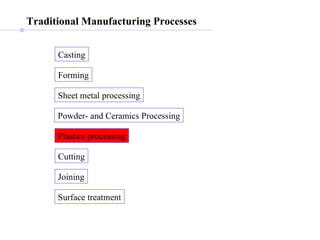
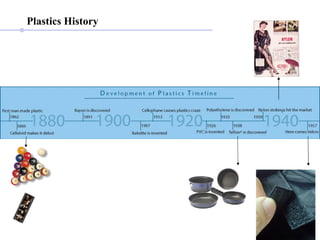
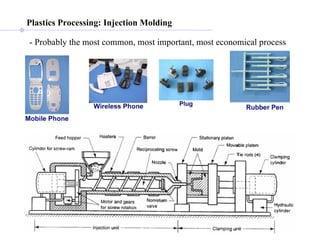
The document discusses various traditional manufacturing processes and provides details on powder metallurgy and plastics processing. It describes the key steps in powder metallurgy including powder production, blending, compaction, sintering and finishing. It also outlines different types of plastics and common plastics processing methods like extrusion, blow molding, thermoforming, compression molding and injection molding. Considerations for designing injection molded parts like proper flow and minimizing shrinkage are highlighted.

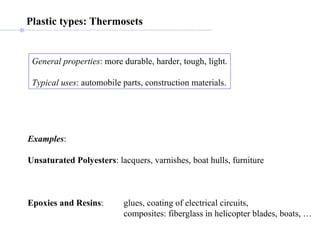

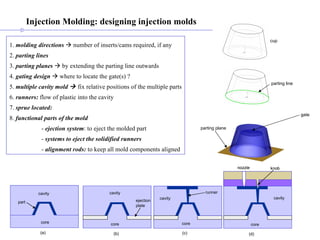
![Plastics Processing: Injection Molding Cycle of operation for injection molding [source: www.offshoresolutions.com] AVI [source: ylmf.com.hk]](https://image.slidesharecdn.com/3plastics-110217020603-phpapp01/85/3-plastics-20-320.jpg)
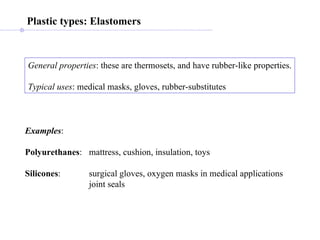
![Injection Molding: molds with moving cores and side-action cams - If the geometry of the part has undercuts [definition ?]](https://image.slidesharecdn.com/3plastics-110217020603-phpapp01/85/3-plastics-23-320.jpg)
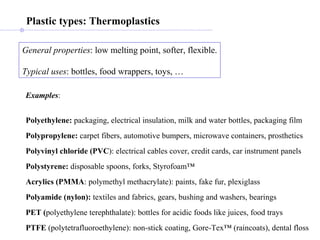
![Designing injection molds: mold in action [source: Lec notes, Prof T. Gutosky, MIT]](https://image.slidesharecdn.com/3plastics-110217020603-phpapp01/85/3-plastics-26-320.jpg)
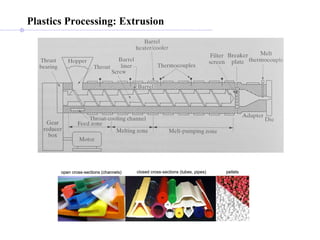
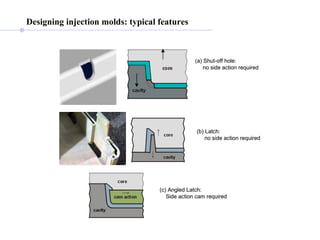
![Designing injection molds: typical features [source: www.idsa-mp.org]](https://image.slidesharecdn.com/3plastics-110217020603-phpapp01/85/3-plastics-27-320.jpg)
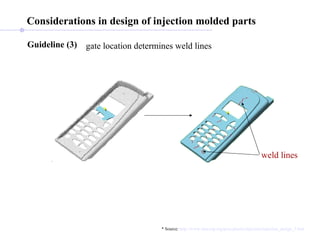
![Considerations in design of injection molded parts The two biggest geometric concerns (i) proper flow of plastic to all parts of the mold cavity before solidification (ii) shrinking of the plastic resulting in sink holes Guideline (1) maintain uniform cross-section thickness throughout the part How: use of ribs/gussets [source: GE plastics: Injection Molding Design Guidelines]](https://image.slidesharecdn.com/3plastics-110217020603-phpapp01/85/3-plastics-29-320.jpg)
![Considerations in design of injection molded parts Guideline (2) avoid thick cross-sections [source: GE plastics: Injection Molding Design Guidelines]](https://image.slidesharecdn.com/3plastics-110217020603-phpapp01/85/3-plastics-30-320.jpg)