• SCHEMATIC DIAGRAMOF BASIC
PROCESS OF INJECTION MOULDING
AND TYPES OF INJECTION MOULDING
MACHINE
• Concept is simple
• Melt plastic, flow into mold and take part shape,
cool, de-mold (ejection)
FIGURE 1-4a
BASIC STEPS ININJECTION
BASIC STEPS IN INJECTION
MOULDING PROCESS
MOULDING PROCESS
1. MELTING OF PLASTIC
2. INJECTION OF PLASTIC MELT INTO CLOSED
MOULD
3. COOLING OF PLASTIC IN CLOSED MOULD
4. MOULD OPENING AND EJECTION OF PLASTIC
PART/S
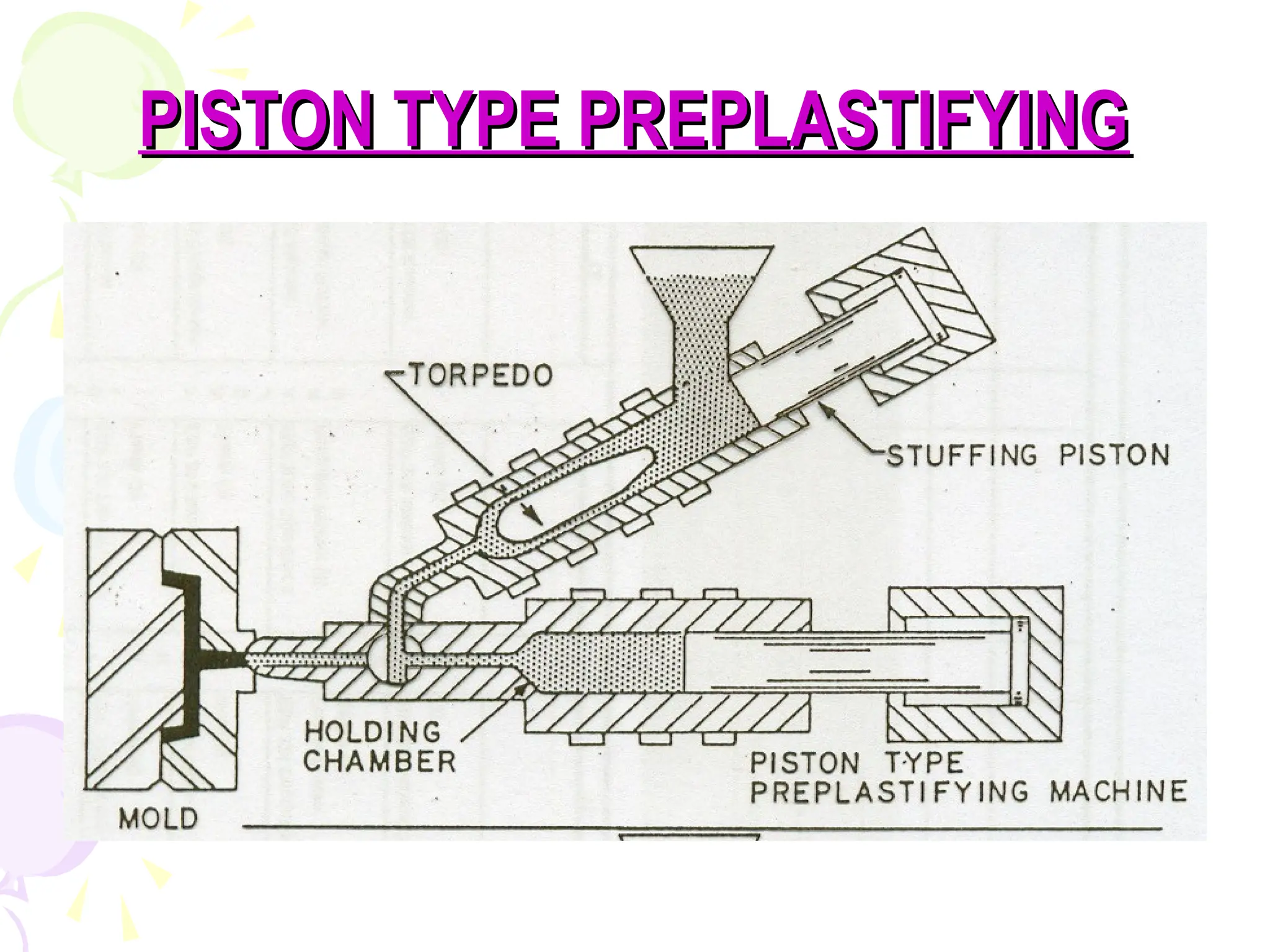
Plunger type machine
•used prior to the invention of the reciprocating screw
• Step 1: resin melts via thermal heaters and collects in a
pool called injection chamber
• Step 2: resin pushed forward by action of plunger (ram or
piston) driven by hydraulic system at the head of the
machine. A torpedo or spreader is used in barrel to
improve melting and mixing.
• Step 3: resin flows into mold
• Step 4: part cools and is ejected
Ram injection advantages
• less expensive
• better for marbling of plastics
• USUALLY USEDFOR THERMOPLASTIC OR UN-
REINFORCED THERMOSET
• CAN BE USED TO PRODUCE COMPOSITE
MATERIALS (ALL TYPES ??)
• THIS IS DISCRETE OR DISCONTINUOUS
PROCESS
• CAN PRODUCE COMPLEX PRODUCTS/PARTS
16.
• ALMOST ALLTHERMOPLASTICS AND SOME
THERMOSETS CAN BE PROCESSED USING
INJECTION MOULDING
• PP, PA, PC
• IS THE MOST POPULAR MACHINE TO
PROCESS PLASTICS
17.
Reciprocating screw advantages:
•more uniform melting
• more uniform mixing
• lower injection pressures
• larger permissible part area
• fewer stresses in part
• faster total cycle
ADVANTAGES OF INJECTIONMOUDING
ADVANTAGES OF INJECTION MOUDING
• HIGH PRODUCTIVITY
• HIGH VOLUME PRODUCTION
• LOW LABOUR COST PER UNIT MACHINE (BUT
THE COST OF THE MACHINE IS VERY HIGH)
• DO NOT NEED FINISHING
• DIFFERENT SURFACE, COLOUR AND FINISHING
CAN BE PRODUCED
20.
• DIFFERENT TYPESOF PLASTICS CAN BE
USED WITHOUT THE NEED TO CHANGE
MACHINE OR MOULD
• FOR MOST DESIGN, THIS PROCESS IS THE
MOST ECONOMICAL
• PROCESS IS AUTOMATED AND HIGHLY
REPEATABLE PART
21.
DISADVANTAGES OF INJECTIONMOULDING
DISADVANTAGES OF INJECTION MOULDING
• LOW PROFIT MARGIN
– THREE SHIFTS
• COST OF THE MOULD IS VERY HIGH
• PROCESS CONTROL IS NOT SO GOOD
• CONSISTENCY ISSUE DURING OPERATION
• DIFFICULT TO CHECK THE QUALITY OF THE
PARTS IMMEDIATELY AFTER MOULDING
• COST OF THE MACHINE AND EQUIPMENT IS
HIGH
22.
BASIC PROCESS
BASIC PROCESS
PLASTICISEDPLASTIC OR
PLASTIC MELT WAS INJECTED OR
FORCED INTO A MOULD, COOLED
AND EJECTED IN SOLID FORM
(THE SHAPE SHOULD BE THE
SAME AS THE SHAPE OF THE
CAVITY/MOULD)
23.
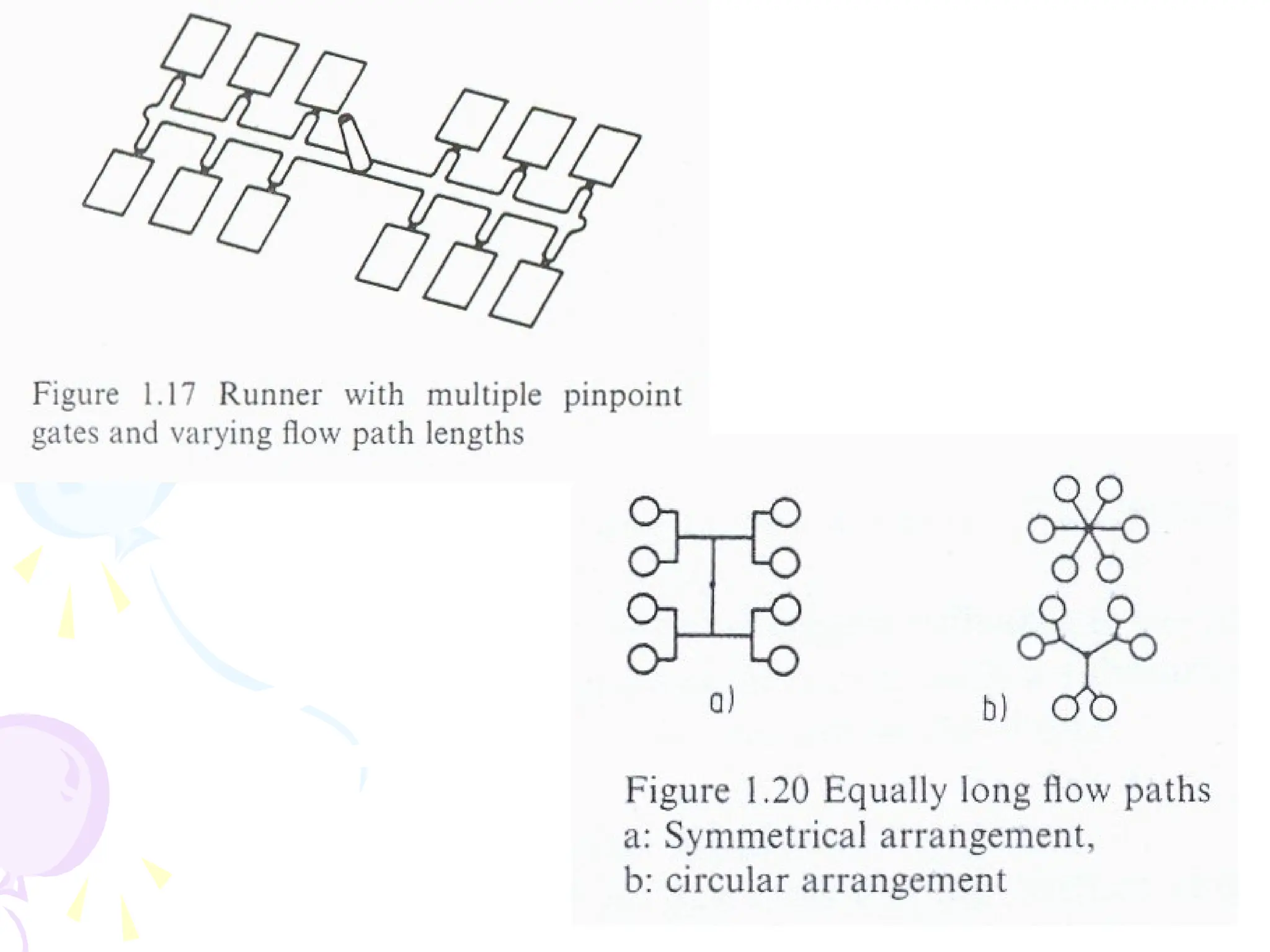
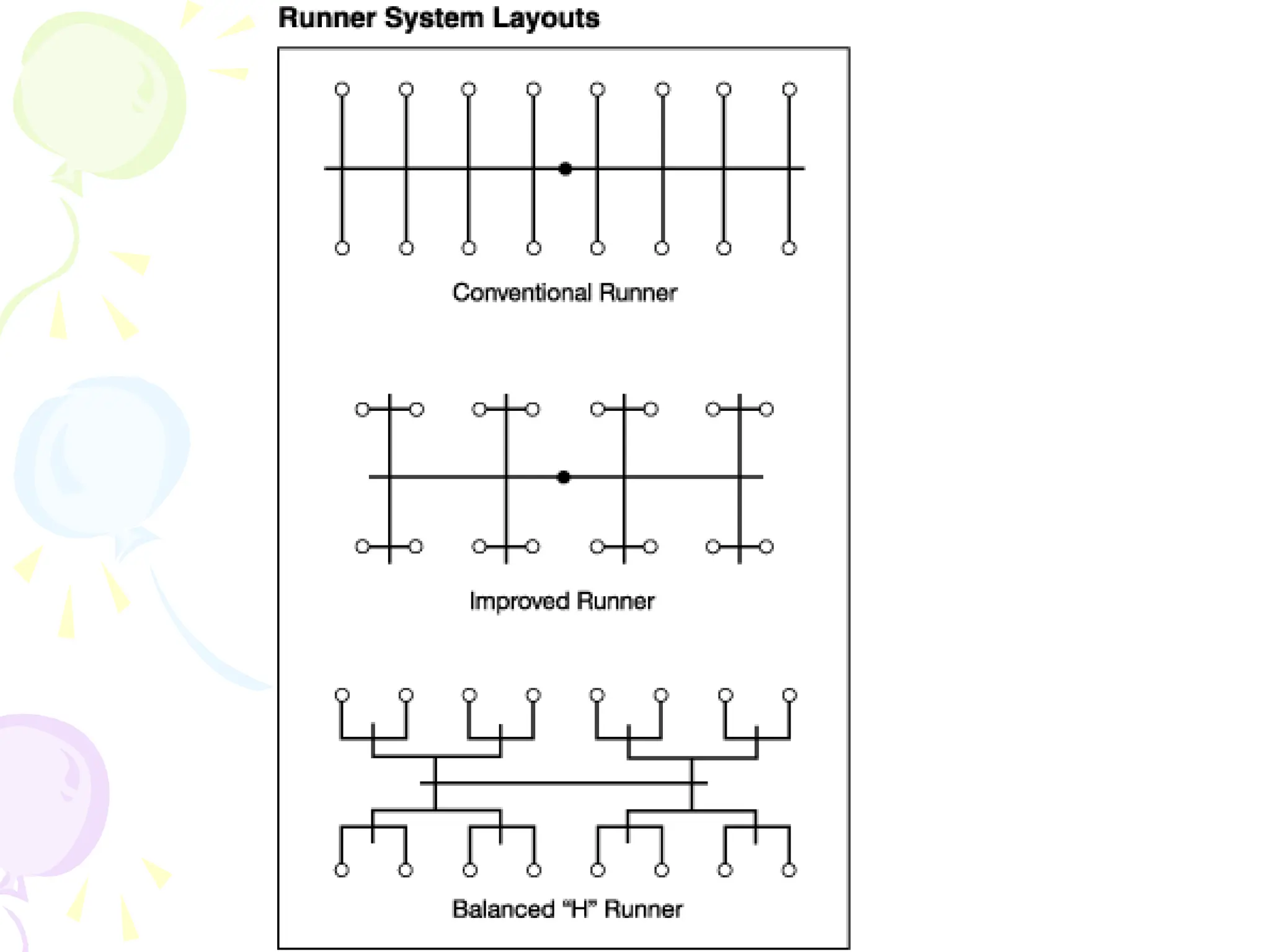
ONE/SINGLE CAVITY MOULDOR
MULTI CAVITY MOULD WITH THE
SAME OR DIFFERENT (??) SHAPE
AND SIZE (EACH ONE IS
CONNECTED BY FLOW CHANNEL
OR RUNNER) WHICH DIRECTED
THE MELT INTO EACH CAVITY
• Key terms
–sprue bushing- part of mold (cooled)
– nozzle- end of injection (heated)
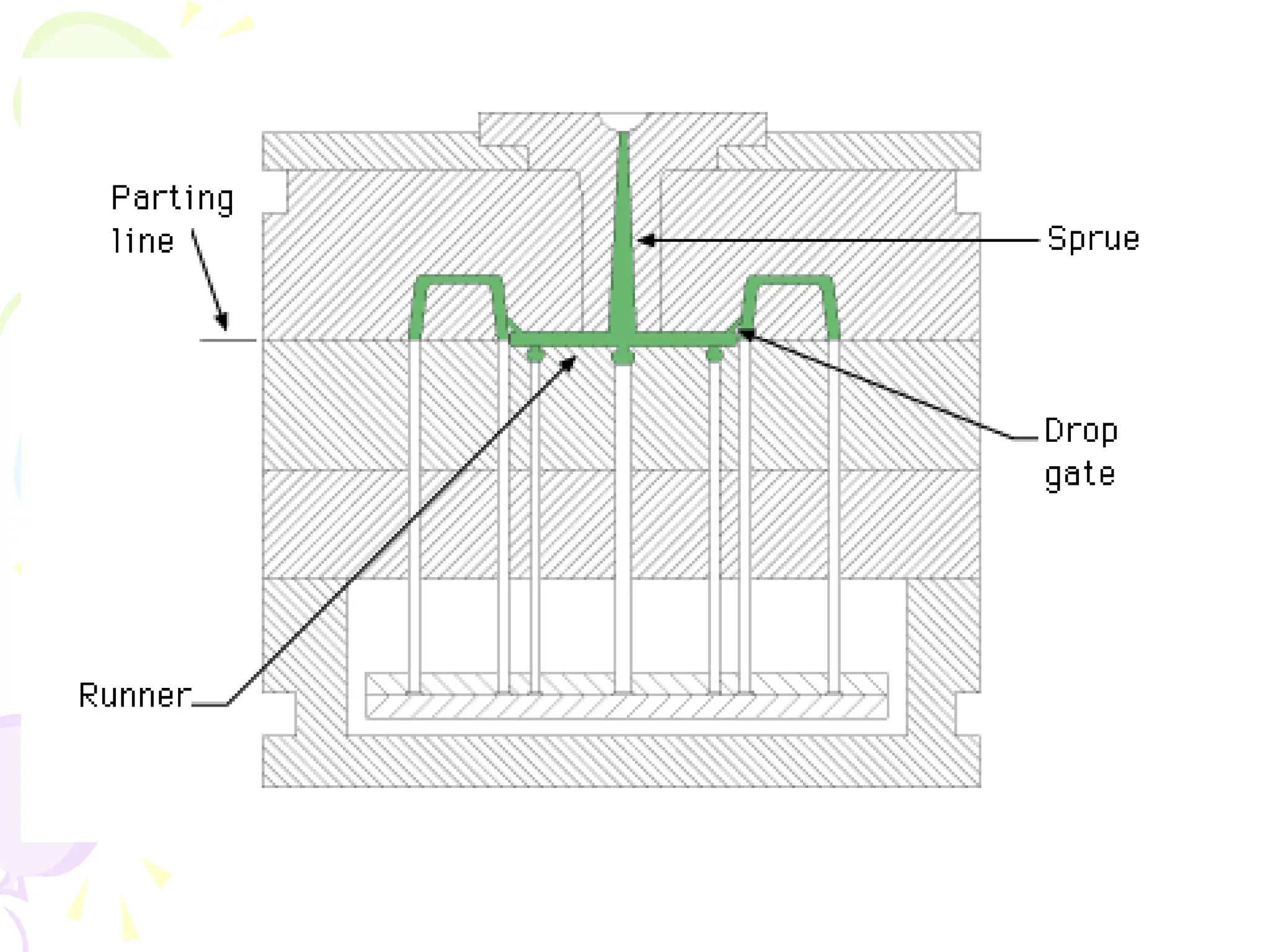
– sprue channel- from bushing to runner
– runners- feeds material from sprue to part
– gate- mold area between runner and part
– mold cavity- concave part of mold
– mold core- convex part of mold
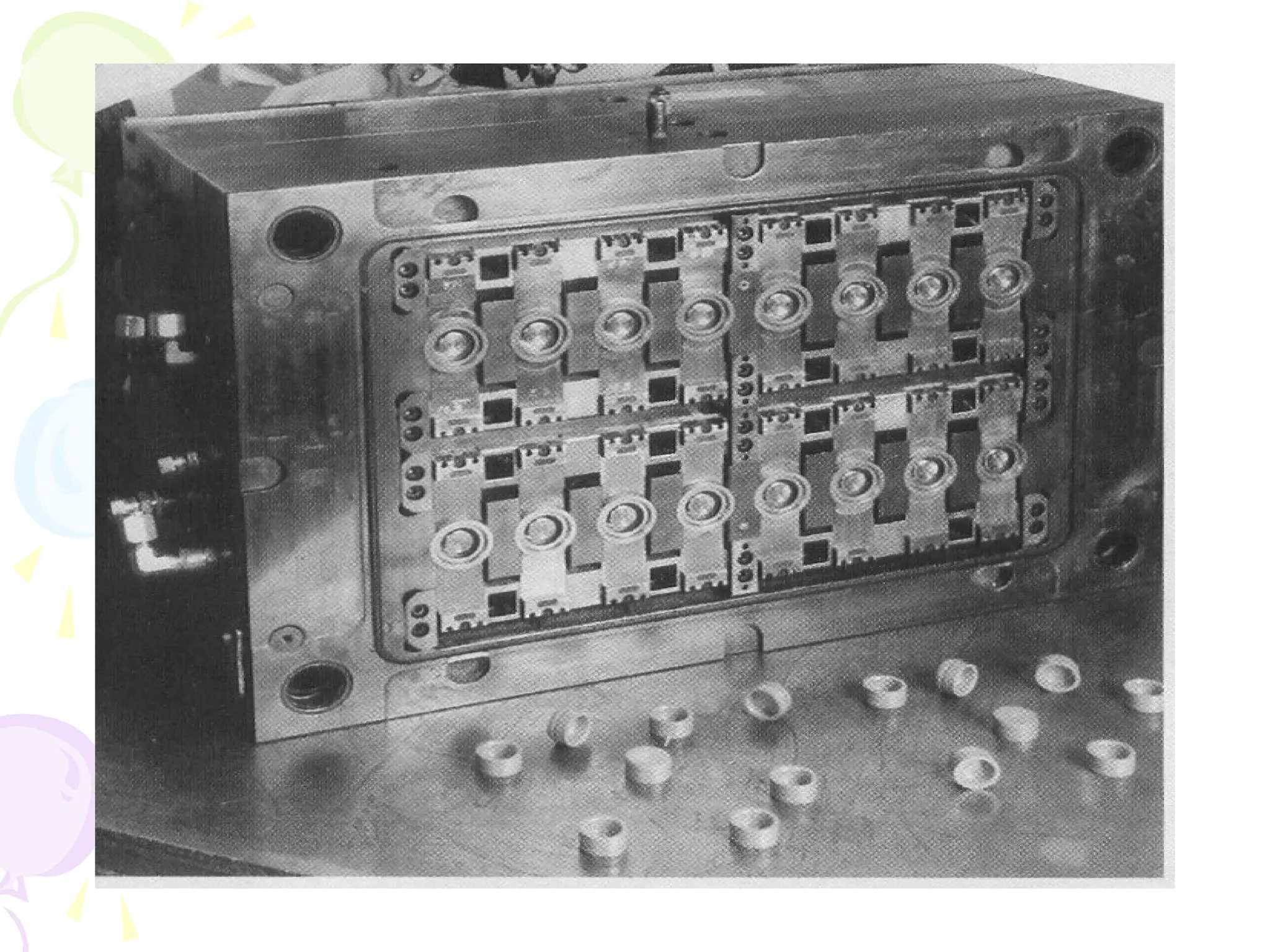
– multi-cavity- more than one part in a cavity
– ejectors- knock out pins
– mold inserts- multiple cavities for same base
– mold base- inserts used in same base
– MUD base- Master Unit Die (you can change insert without
to change the whole mould)
– draft angle- minimum angle from bottom to top of
part
– parting line- the split between core and cavity
molds
31.
FOUR (4) BASICOPERATIONS:
FOUR (4) BASIC OPERATIONS:
• INCREASED THE PLASTIC
TEMPERATURE – FLOW UNDER
PRESSURE – HEATING AND MIXING IN
ONE STEP – HOMOGENEOUS MELT
(TEMPERATURE AND VISCOSITY). THE
WHOLE PROCESS IS CALLED
‘PLASTICATION’ OR ‘PLASTICIZING’
32.
• TO SOLIDIFYTHE PLASTIC MELT INSIDE
CLOSE MOULD
• COOLING
• OPEN THE MOULD TO EJECT THE
PLASTIC PART/S OUT (EJECTION)
33.
PRODUCTIVITY WILL DEPENDON:
– HOW FAST TO MELT THE PLASTIC (HOW TO
CONTROL ??)
– HOW FAST TO INJECT THE MELT INTO THE
MOULD (HOW TO CONTROL ??)
– HOW LONG TIME TAKEN TO COOL THE MELT
IN THE MOULD (HOW TO CONTROL ??)
– INJECTION CYCLE (CYCLE TIME)
MECHANICAL MOVEMENT DURING
MECHANICALMOVEMENT DURING
PROCESSING:
PROCESSING:
• MOULD CLOSED (CLAMPING)
• INJECTION RAM/SCREW MOVE FORWARD TO
INJECT THE PLASTIC MELT
• SCREW MOVE BACKWARD (COOLING OF THE
MELT INSIDE THE MOULD)
• SCREW STOP ROTATING AND MOULD OPEN
• EJECTION OF PLASTIC PART/S FROM THE
MOULD
TO OBTAINED OPTIMUMRESULTS FOR
TO OBTAINED OPTIMUM RESULTS FOR
ANY PLASTIC AND MOULD:
ANY PLASTIC AND MOULD:
NEED TO OPTIMIZED:
• MELTING TEMPERATURE
• INJECTION PRESSURE
• INJECTION SPEED
• DIFFERENT PLASTICSWILL HAVE DIFFERENT
Tm
• DIFFERENT TYPES OF PLASTICS WILL HAVE
DIFFERENT VISCOSITY (EASE OF FLOW) –
DIFFERENT GRADES
• PLASTIC FLOW IS NON-NEWTONIAN (NON
LINEAR RELATIONSHIP BETWEEN PRESSURE
AND FLOW)
• FLOW BEHAVIOUR CANNOT BE REPRESENTED
BY ONE VALUE ONLY
45.
EXAMPLE OF PLASTICVISCOSITY
EXAMPLE OF PLASTIC VISCOSITY
AT DIFFERENT TEMPERATURE
AT DIFFERENT TEMPERATURE
MATERIAL
(NYLON)
VISCOSITY AT 1,000 s-1
240˚C 260˚C 280˚C 300˚C
1 98 78 63 50
2 149 115 89 69
3 394 319 259 210
46.
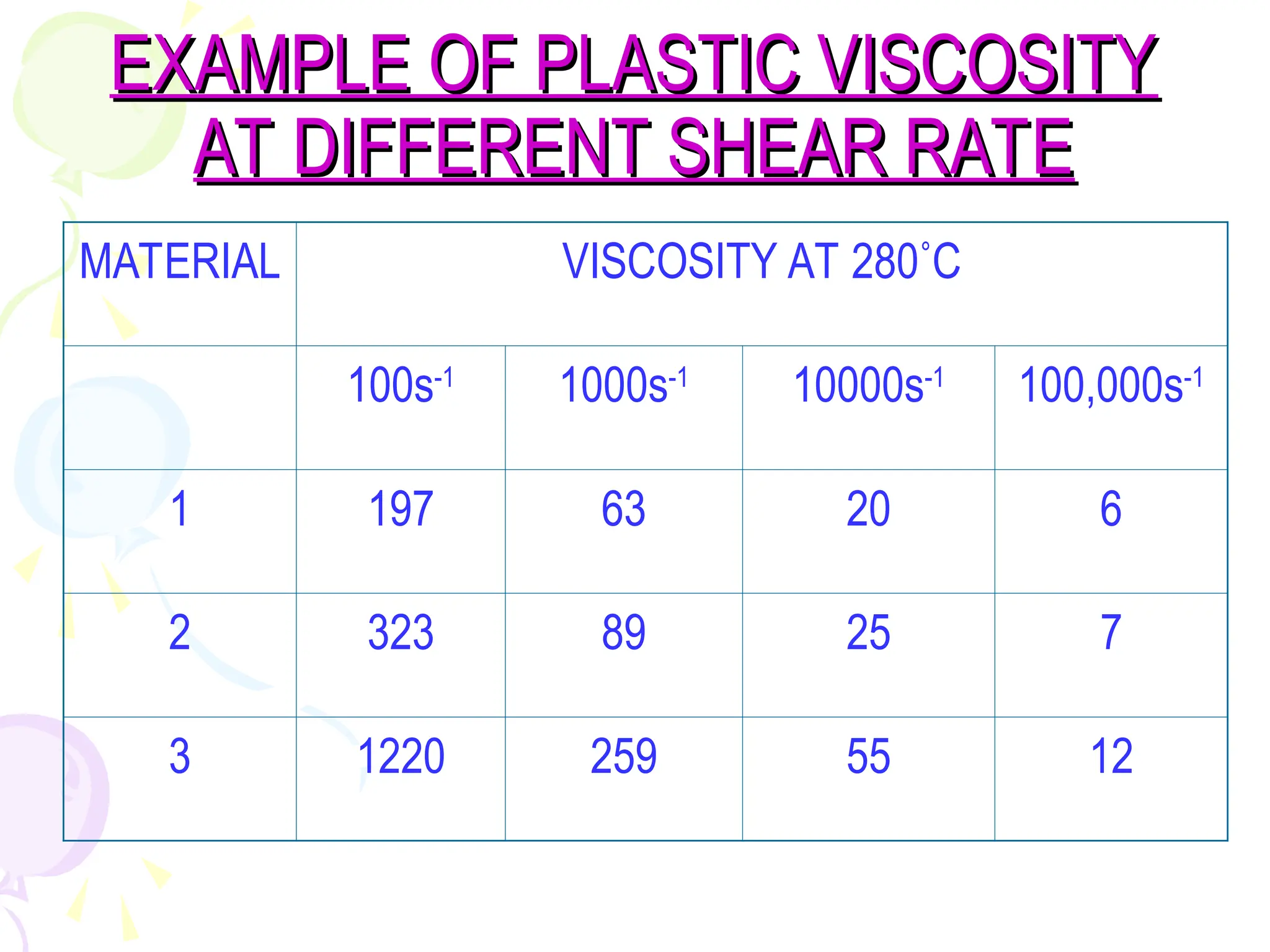
EXAMPLE OF PLASTICVISCOSITY
EXAMPLE OF PLASTIC VISCOSITY
AT DIFFERENT SHEAR RATE
AT DIFFERENT SHEAR RATE
MATERIAL VISCOSITY AT 280˚C
100s-1
1000s-1
10000s-1
100,000s-1
1 197 63 20 6
2 323 89 25 7
3 1220 259 55 12
47.
• IN MOSTCASES, PLASTIC WILL BEHAVE AS
PSEUDOPLASTIC - LESS VISCOS (FLOW EASILY)
WHEN THEY ARE MOVED FASTER
• VISCOSITY REDUCED WHEN SHEAR RATE IS
INCREASED (EASIER TO FILL THE MOULD)
• INCREASE THE MELTING TEMPERATURE WILL
REDUCE THE INJECTION PRESSURE NEEDED AT
SPECIFIC FLOW RATE
48.
MOULDING TEMPERATURE OFDIFFERENT
MOULDING TEMPERATURE OF DIFFERENT
TYPES OF PLASTICS
TYPES OF PLASTICS
• DURING MOULDFILLING, HIGH INJECTION
PRESSURE IS NEEDED TO MAINTAIN
INJECTION SPEED DURING PROCESSING
• WHEN THE MOULD IS FILLED, HIGH
PRESSURE IS NO LONGER NEEDED
• 2 STEPS PRESSURE CAN BE USED
• WHEN MOULDINGTHIN PRODUCT, HIGH
SPEED IS NEEDED TO FILL THE MOULD
• TO OBTAIN GOOD SURFACE FINISH FOR
THICK PRODUCT, LOW INJECTION SPEED CAN
BE USED
• FOR ALMOST ALL MACHINE, TIME TO FILL THE
MOULD IS ABOUT 1 SECOND
53.
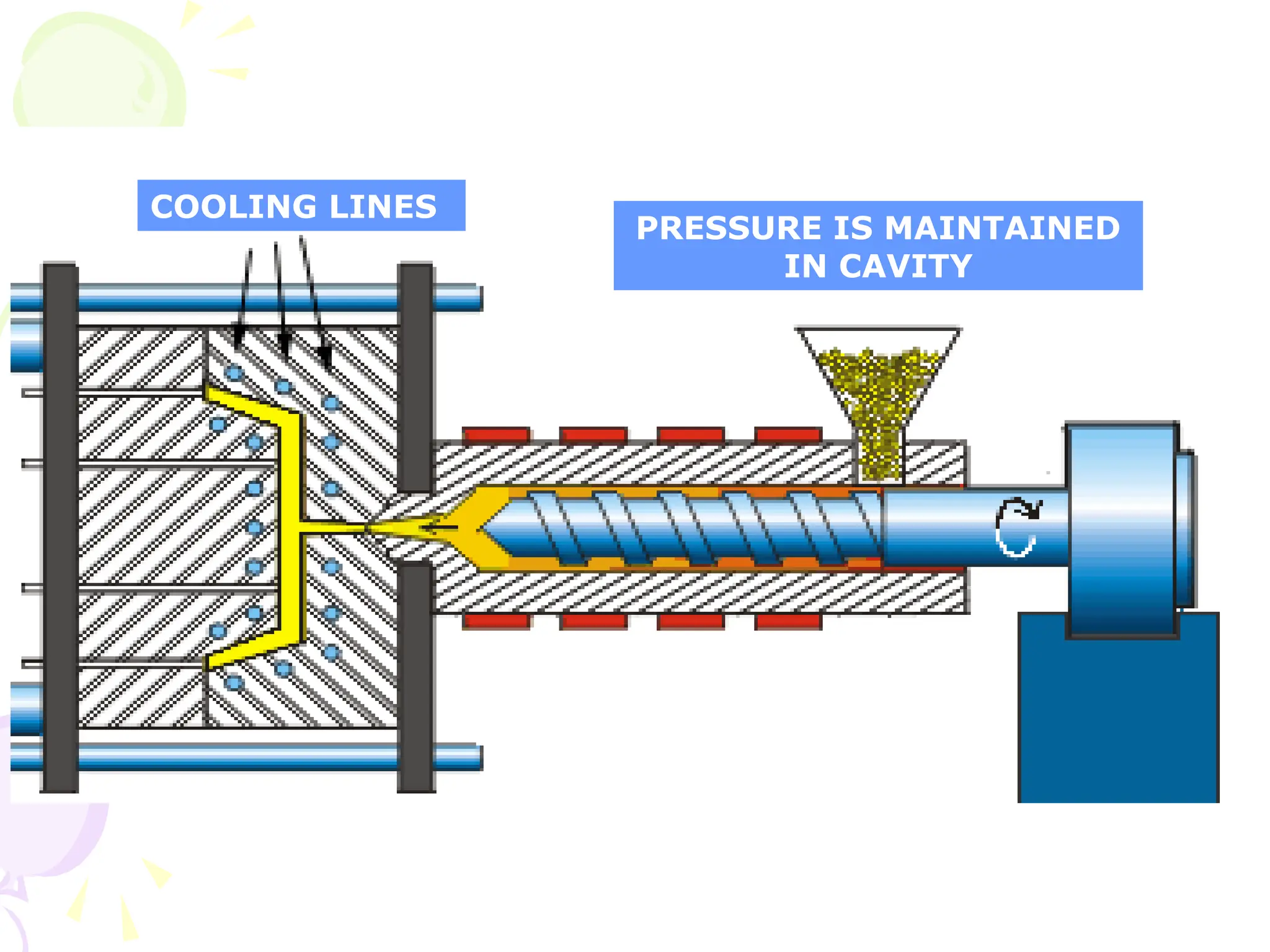
Injection Unit
Injection Unit
•Purpose
– Melt solid pellets to liquid form and then inject into mold
• Steps
– Hopper- manual or pneumatic loaded. Can have a
mixer, volumetric or gravimetric units to meter material.
– Screw
• Reciprocating screw
– most common
– similar to general purpose extrusion screw
– much shorter than extrusion screws, L/D of 12:1 to 20:1
– compression ratios (diameter of feed to diameter of metering)
are often 2:1 to 5: 1 which is lower than for extrusion.
– lower compression ratio means less mechanical action and
heating
– Step 1: turns of the screw melts resin and collects it at end of
screw
– Step 2: the screw moves forward via a hydraulic mechanism
– Step 3: retraction of screw
– Step 4: part cooling and removal
54.
Clamping
Clamping Unit
Unit
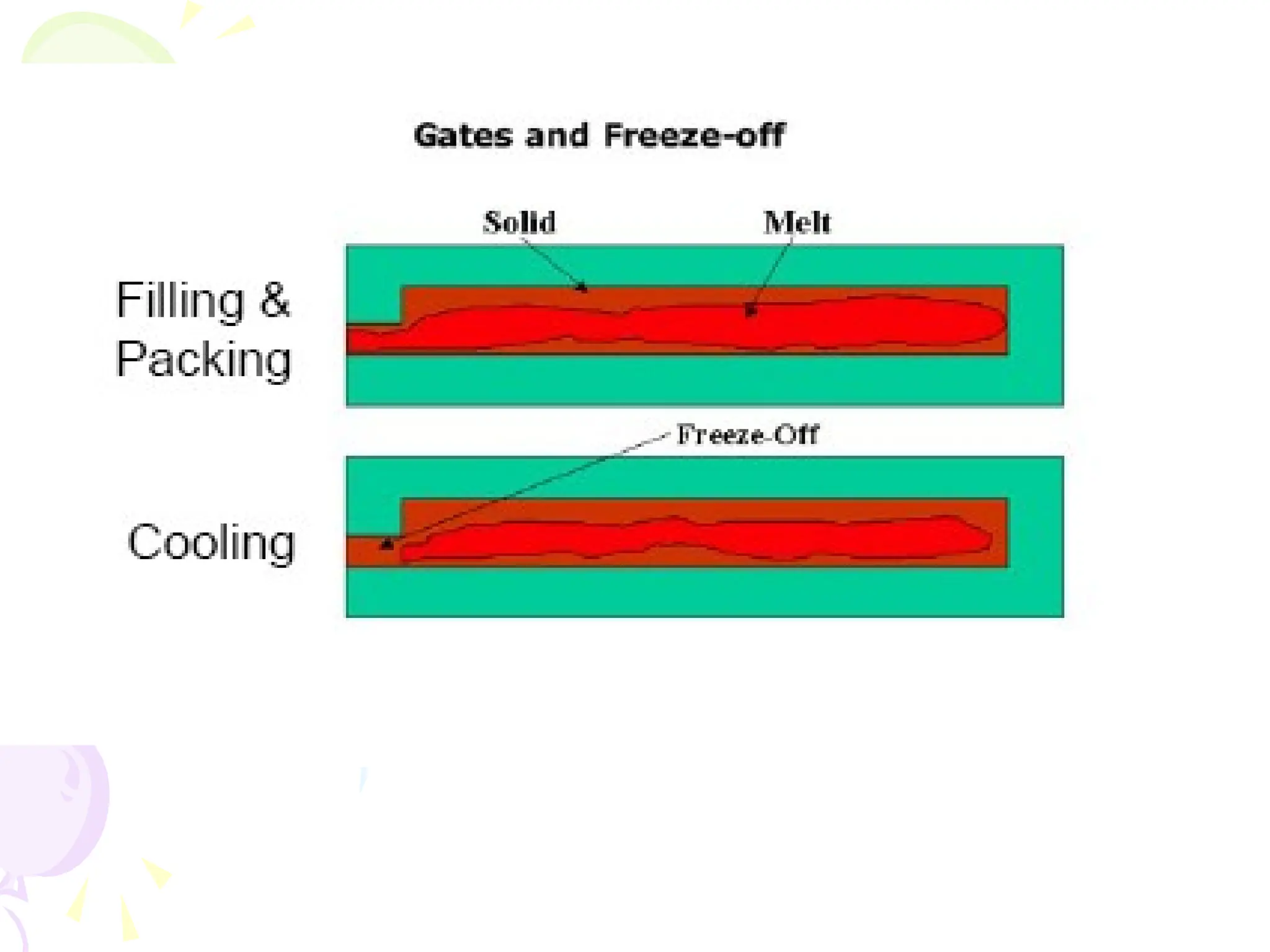
• ClampingForce
– Clamping unit holds the molds together while the resin is injected, packed, and
cooled, and ejected.
– Clamping force is the rating of the injection molder, e.g., 150 tons clamping force.
• Clamping force = Injection Pressure x Total Cavity Projected Area
– Projected area is the area projected into a single plane, that is, the widest area of
the part.
– Examples
• The force necessary to mold a part that has 100 in2
projected area and has
3,000 psi is 3,000 * 100 = 300,000 lbs force = 150 tons (note 1 ton = 2000
lbs)
• The maximum projected surface area of a part on a 200 ton machine with a
maximum injection pressure of 2,000 psi is: 400,000 lbs force / 2,000 psi =
200 in2
A
P
F
55.
INJECTION RATE
INJECTION RATE
•INJECTION RATE MAY BE VARIED
• FAST – THIN PRODUCT AND REDUCED TIME
• INJECTION RATE DEPEND ON MACHINE SIZE
• INJECTION RATE CAPABILITY IS DIRECTLY
PROPORTIONAL TO HYDRAULIC PUMP.
• HYDRAULIC PRESSURE WILL DETERMINE THE
INJECTION PRESSURE
56.
• Part Design
–The underlying principles behind part design,
other than part functionality are
• cooling of plastic from melt to glassy state
• heat transfer from various sections
• thermal shrinkage of the plastic parts
– Heat transfer is best when the parts have the
same thickness
• Inside portions of parts cool more slowly than
the part surfaces
• Center portion will shrink more than the
surface
59.
MACHINE SIZE
MACHINE SIZE
•FROM A FEW GRAMS TO A FEW POUNDS (CAN
GO UP TO 395 POUND, CLAMPING STRENGTH
UP TO 10,000 TON)
• ‘MINIATURE INJECTION MOULDING MACHINE’
(FIGURE). THERE MANY CHALLENGES IN THE
FUTURE. THE REQUIREMENTS FOR MICRO-
MOULD:
– ADVANCED HEATING AND COOLING
– VACUUM FOR CAVITI
– SPECIFIC SENSOR
– HIGH PRECISION TOOLINGS ARE NEEDED
• VERY BIGINJECTION MOULDING MACHINE (SEE
NEXT SLIDE) – AUTOMOTIVE, BUILDING,
AEROSPACE, SPORTS, CONSTRUCTION ETC.
– CAR PANEL/BODY
– WASHING MACHINE, FREEZER
– BOAT
– SWIMMING POOL
– EXAMPLE:
• HUSKEY E8000
• CLAMP FORCE - 8000 TON
• PLATEN SIZE: 19 X 16 X 13’
• INJECTION WEIGHT: 20 – 145 POUND