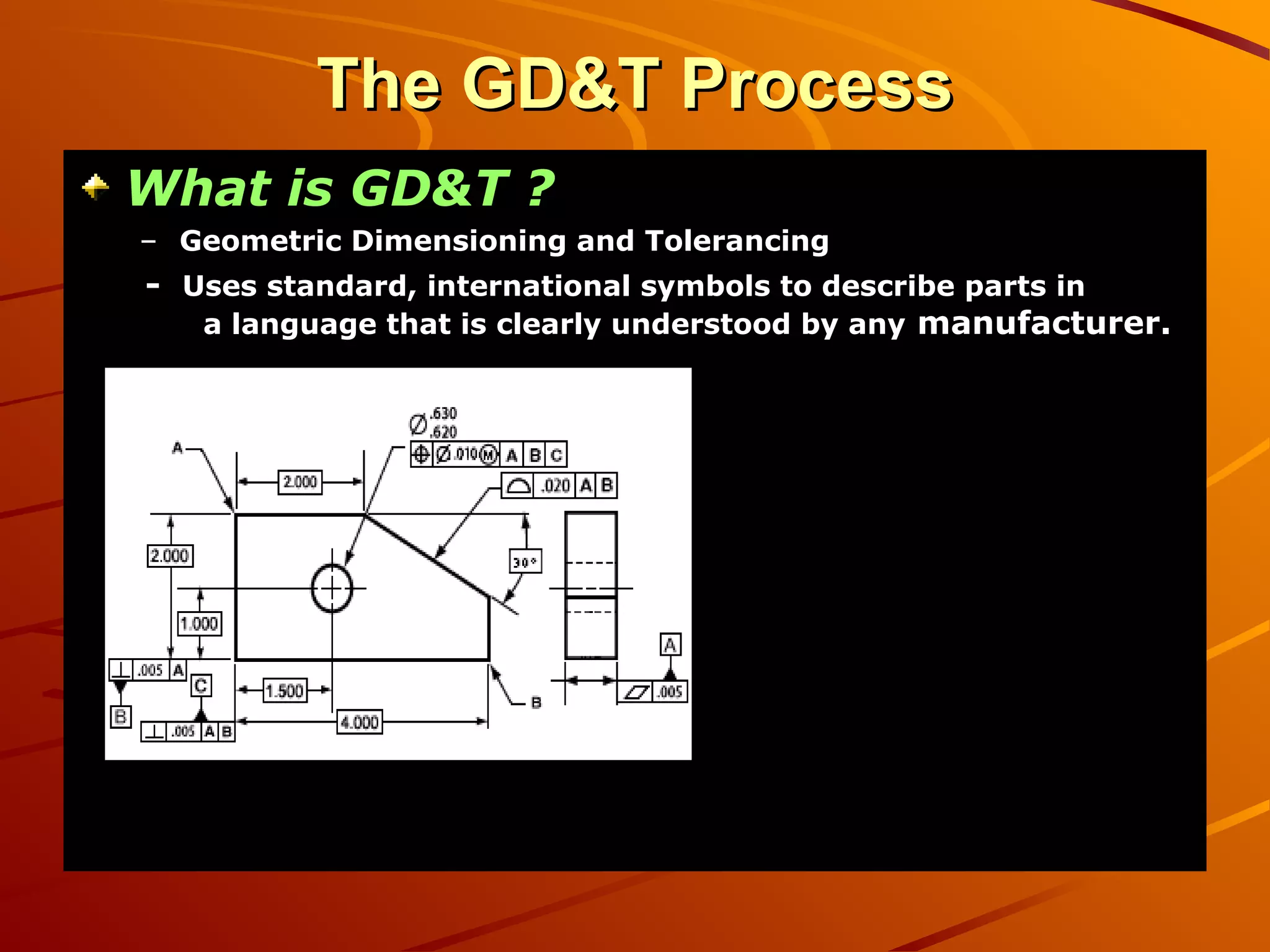
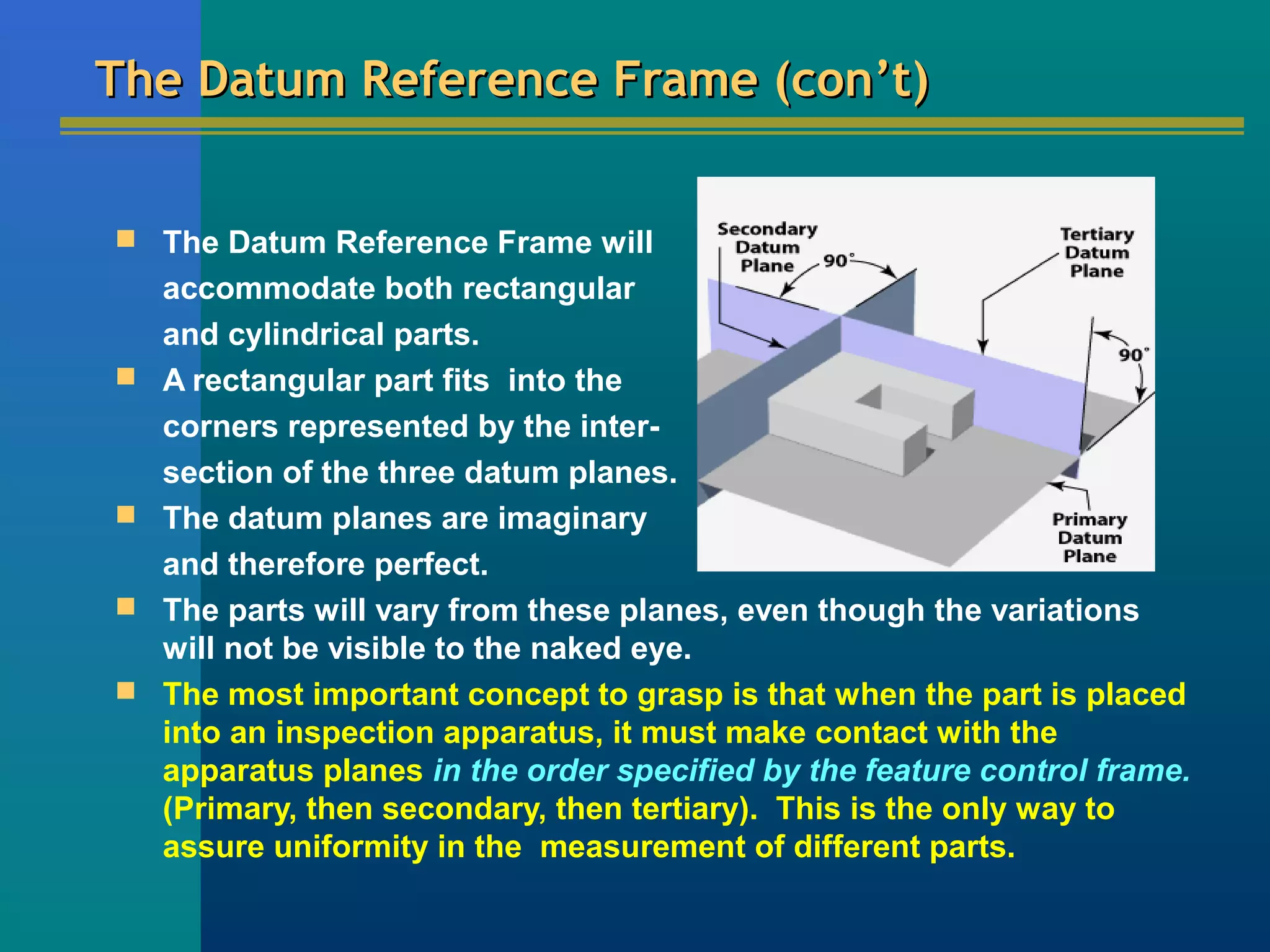
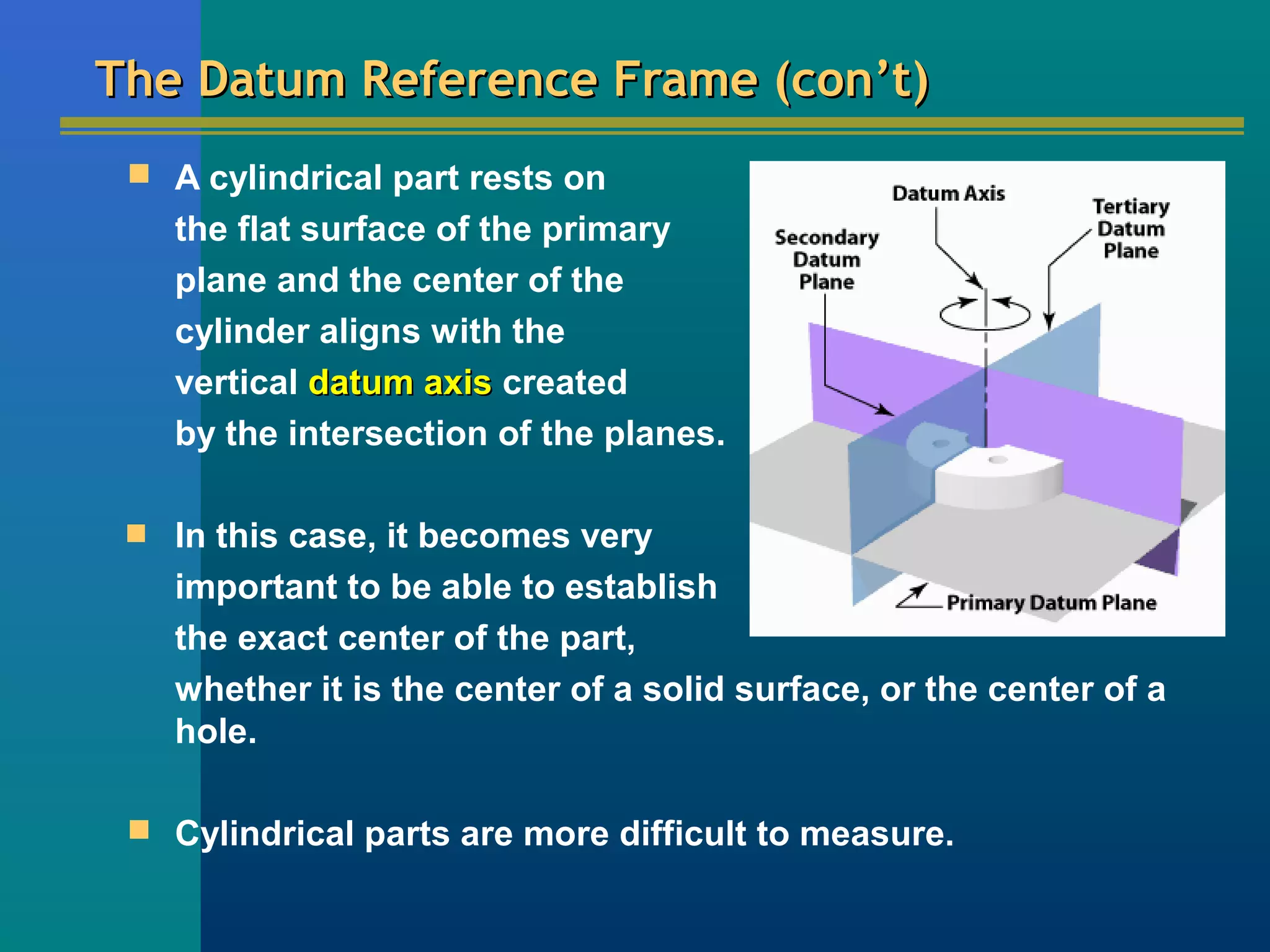
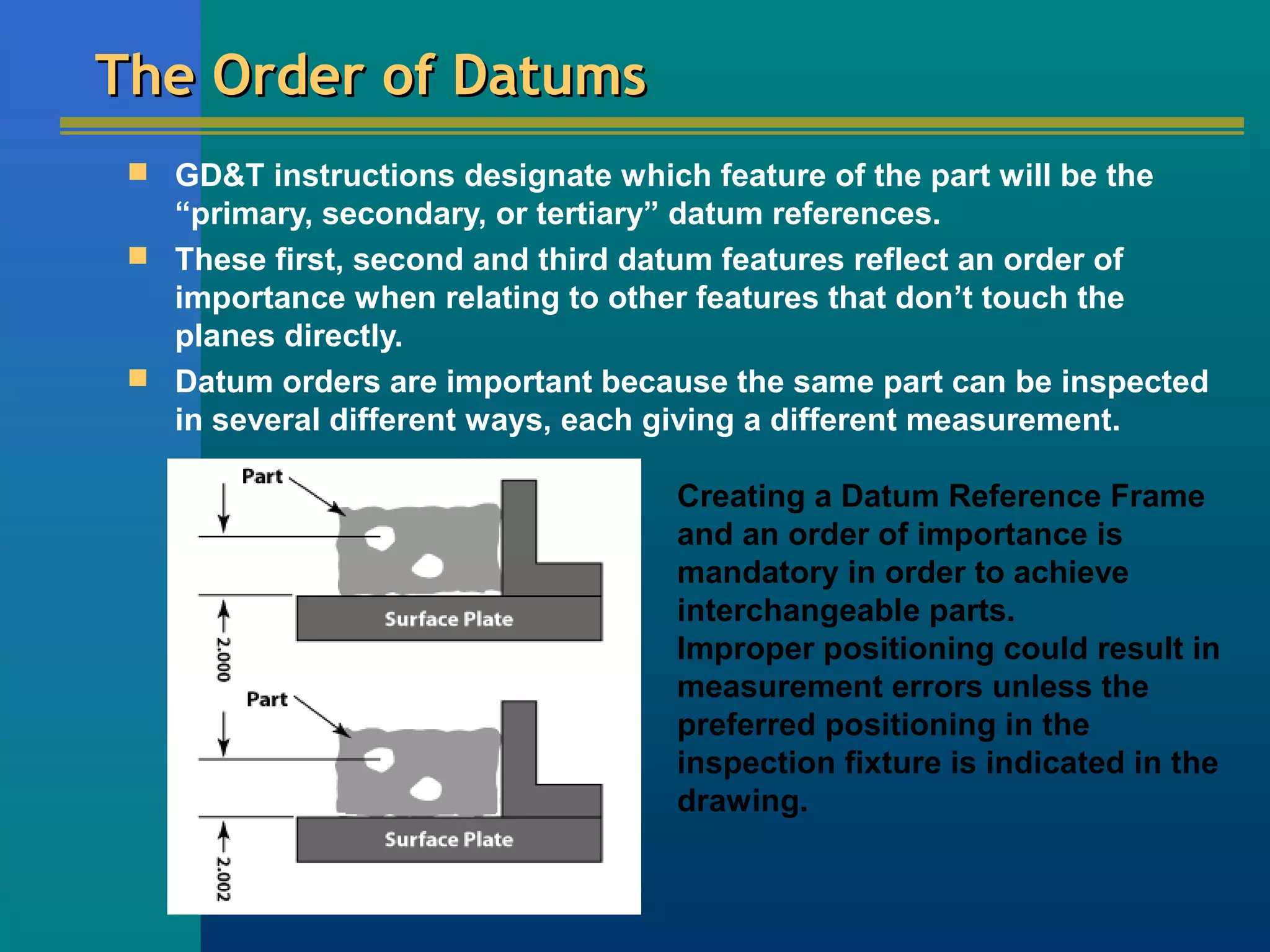
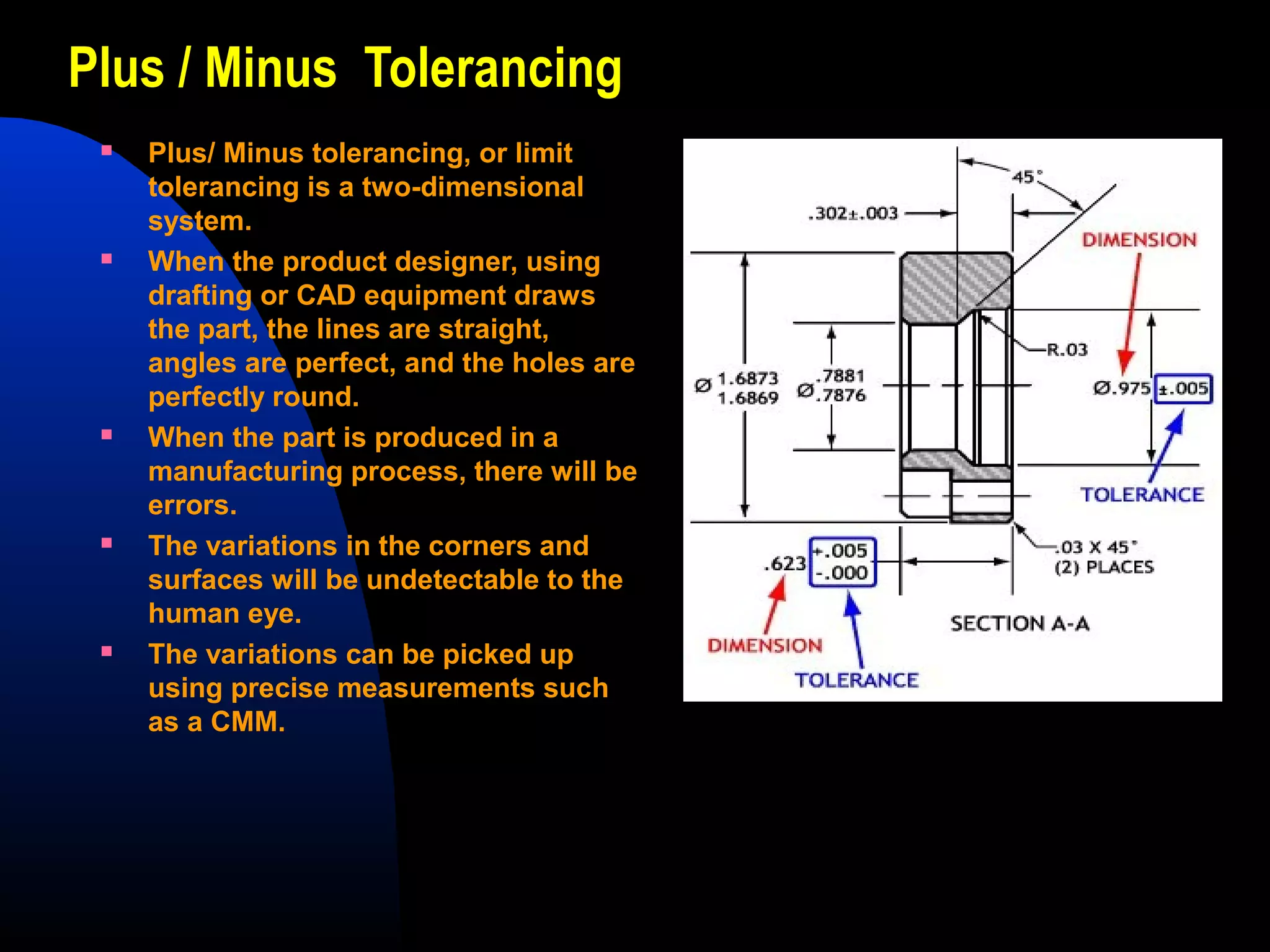
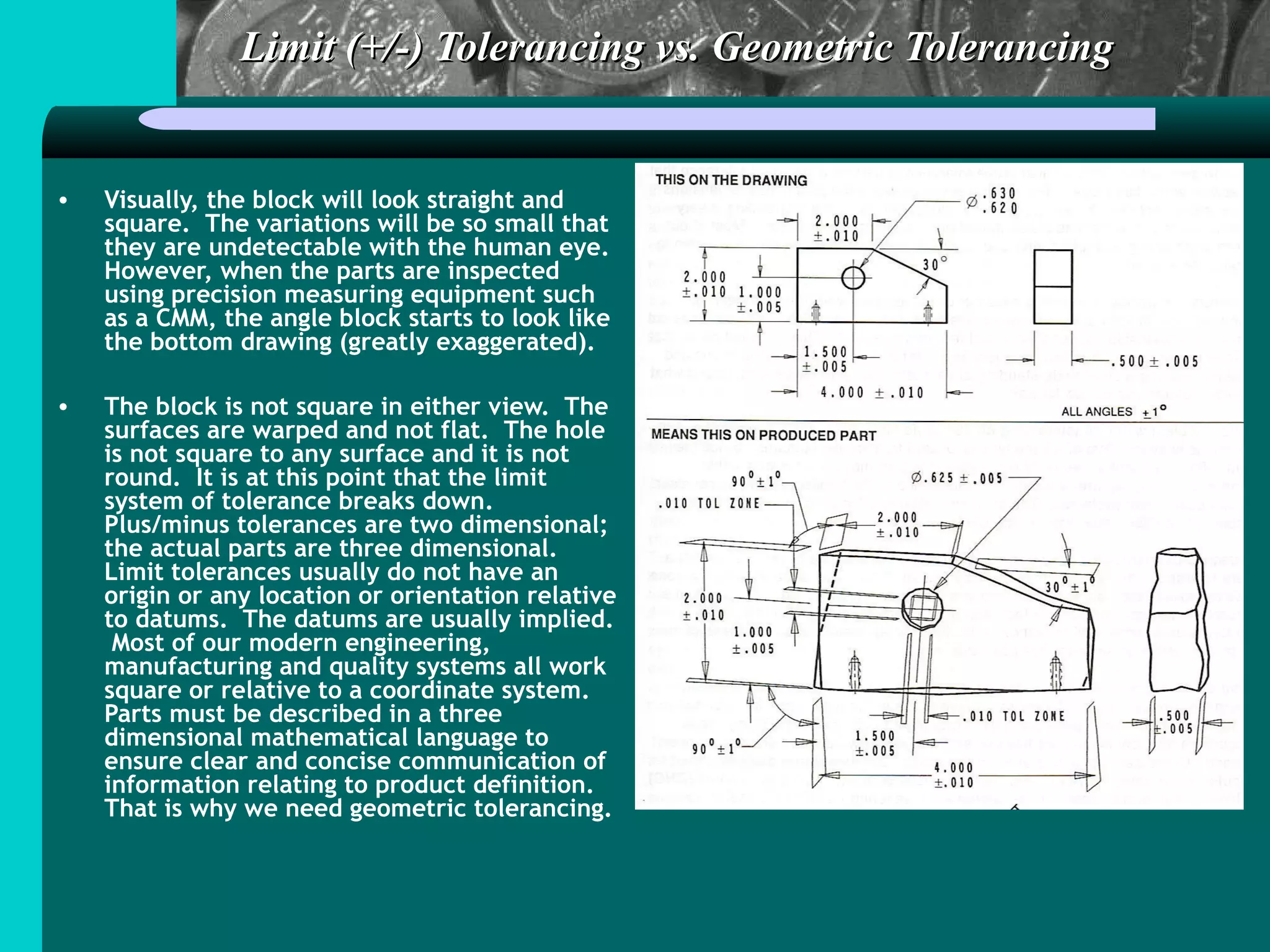
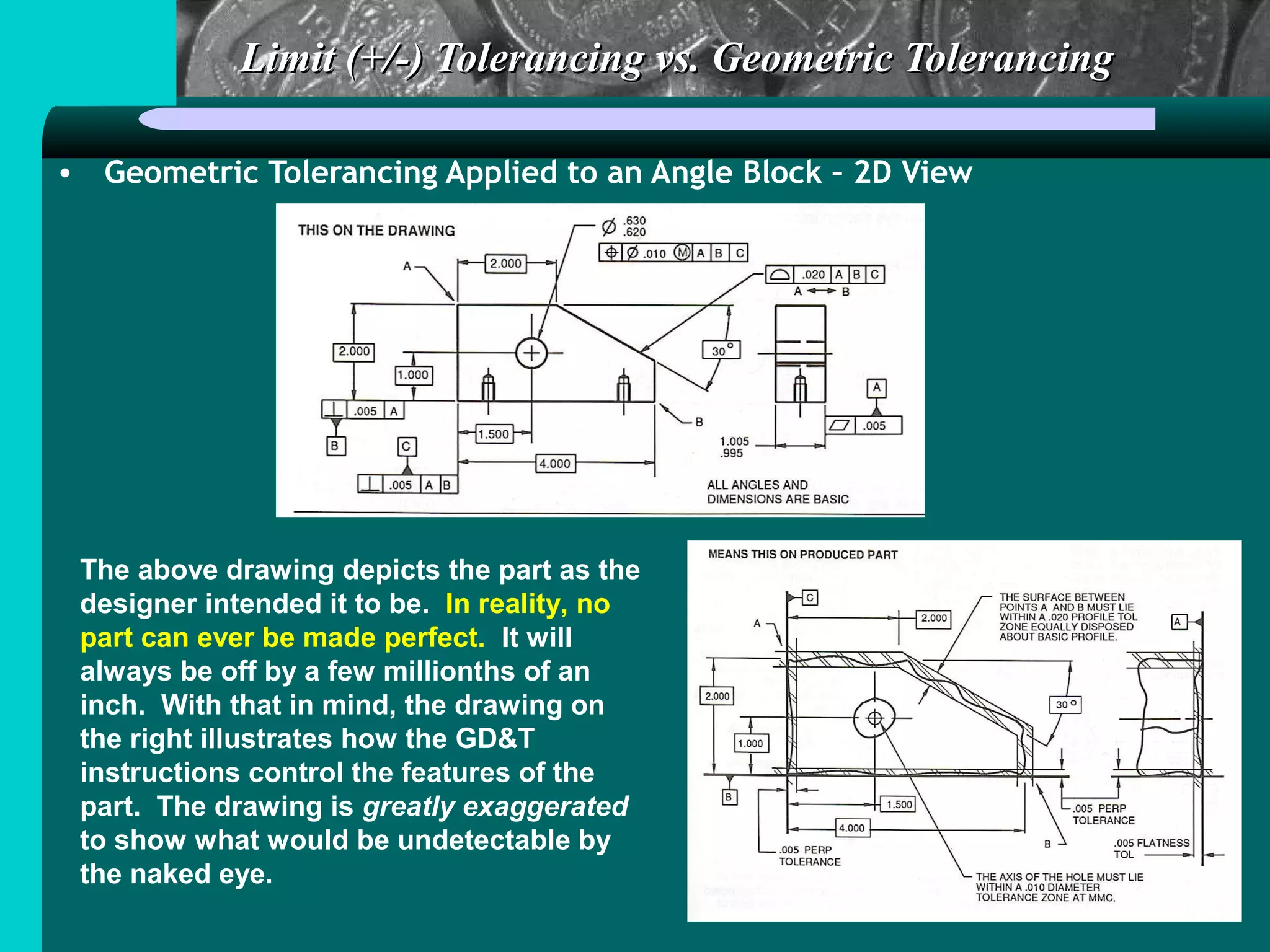
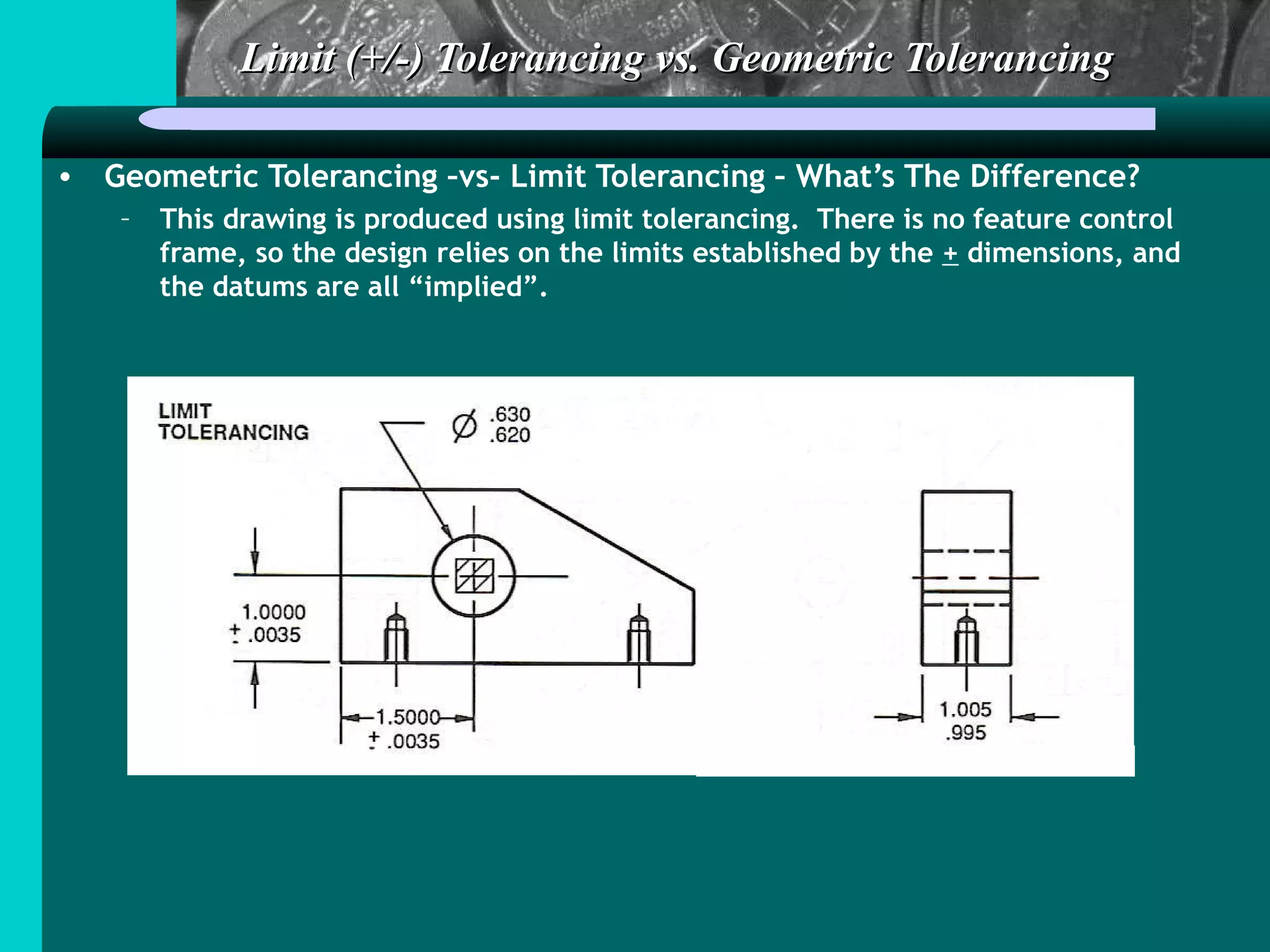
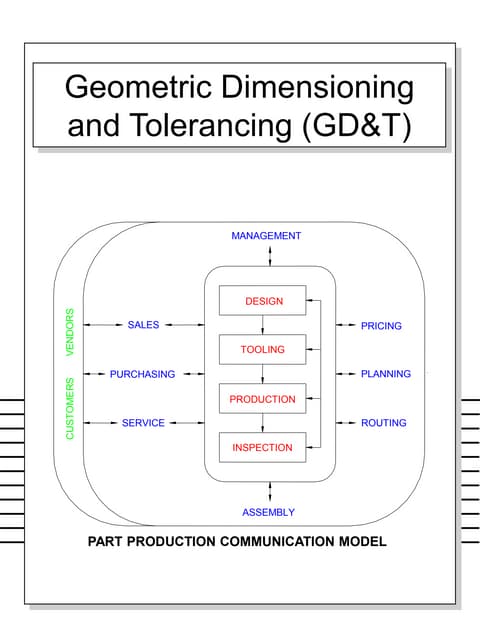
This document provides an overview of geometric dimensioning and tolerancing (GD&T). It defines GD&T as using standard symbols to describe parts in a precise language understood internationally. GD&T is an improvement over traditional dimensioning methods as it describes the form, fit, and function of parts using three zones of tolerance relative to a Cartesian coordinate system. The document outlines key GD&T concepts like datum reference frames, geometric tolerance zones, and feature control frames. It explains that GD&T precisely controls the position and profile of features to ensure interchangeability.