This document summarizes key concepts in engineering mechanics and strength of materials for mechanical engineering students. It covers topics like force equilibrium, stress and strain analysis, material properties, and failure theories. Key equations are presented for areas including static equilibrium, centroids, moments of inertia, stress-strain relationships, transformation of stresses, and bending stresses in beams. Diagrams illustrate stress distributions and Mohr's circle analyses for various loading conditions.

![semicircle)
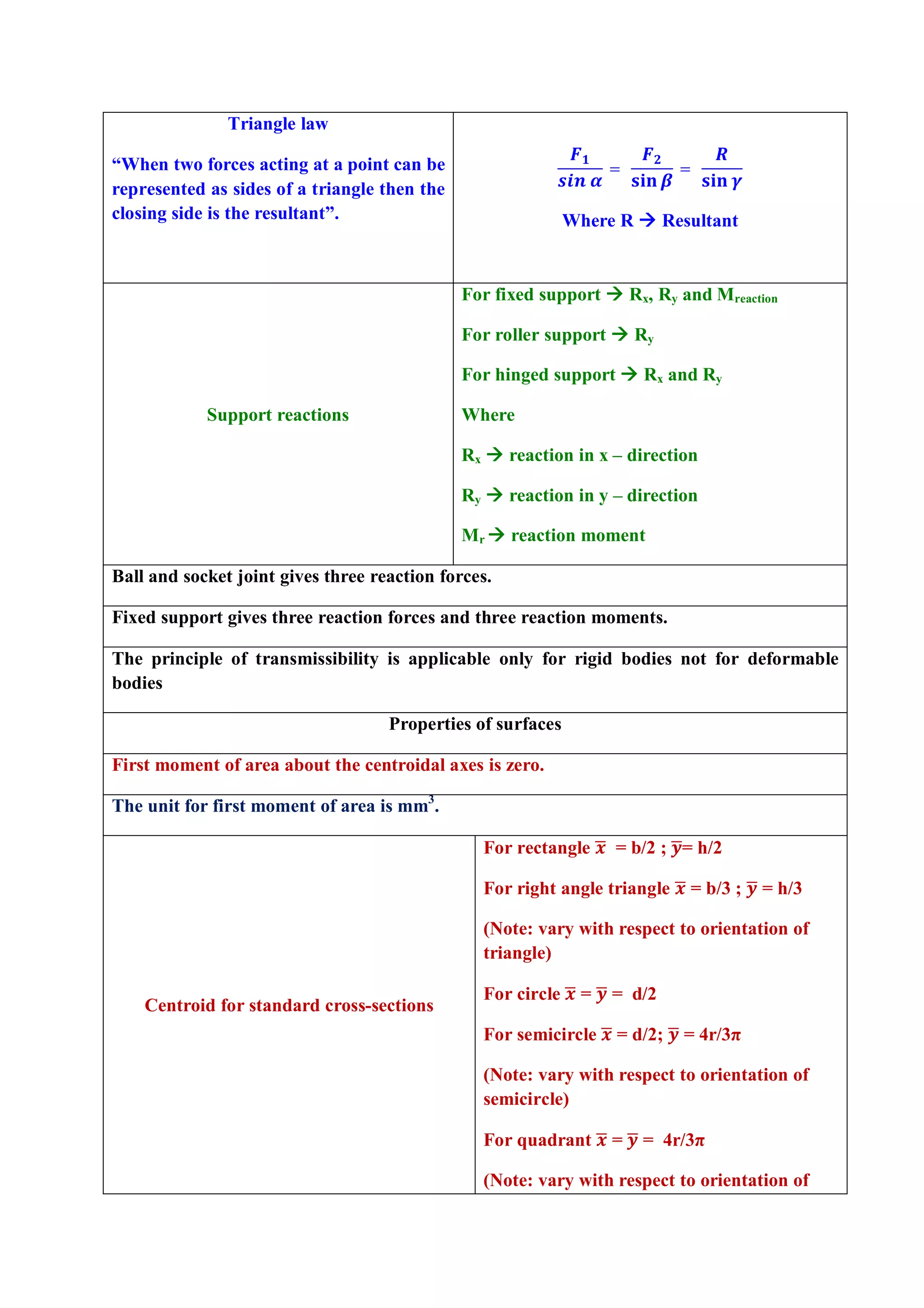
Papus and Guldinus theorem I and II
Surface area of revolution
A = 2π .L (or) A = 2π .L
Volume of revolution
V = 2π .A (or) V = 2π .A
Area moment of inertia for various sections
IXX = ∫ dA
Iyy = ∫ dA
Ixy = ∫
Where Ixx, Iyy, Izz second moment of area
(or) area moment of inertia
The unit for area moment of inertia is mm4
.
For Rectangle IXX = ; IYY =
For Isosceles triangle IXX = ; IYY =
Right angled triangle IXX = ; IYY =
Circle IXX = IYY =
Hollow circle IXX = IYY = [ − ]
Semicircle IXX = 0.1098 r4
; IYY = d4
Quadrant IXX = IYY = 0.055 r4
Parallel axis theorem
IAB = IG + Ah2
Where IAB Moment of inertia about the
AB axis which is parallel to centroidal axis
IG Moment of inertia about centroidal
axis
Parallel axis theorem for product moment
of inertia
IXY = Ix’y’ + Axy
Perpendicular axis theorem
IZZ = J = IXX +Iyy
[Note: Twisting a member is more difficult
than bending]
Where IZZ = J = Polar moment of inertia](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-4-2048.jpg)
![IZZ =
Product moment of inertia
Ixy = ∫
For symmetrical section Ixy = 0
For unsymmetrical sections Ixy ≠ 0
(It may be positive or negative)
Mass moment of inertia for various solids
I = ∫
Rectangular disc Izz =
( )
IXX =
( )
; IYY =
( )
Solid thin circular disc
IXX = IYY = ; Izz =
Circular rod Ixx = Iyy =
Solid cylinder Izz =
Ixx = Iyy = [3r2
+h2
]
Sphere IXX = IYY = IZZ =
Radius of gyrations
For area K = ; where I = Area moment
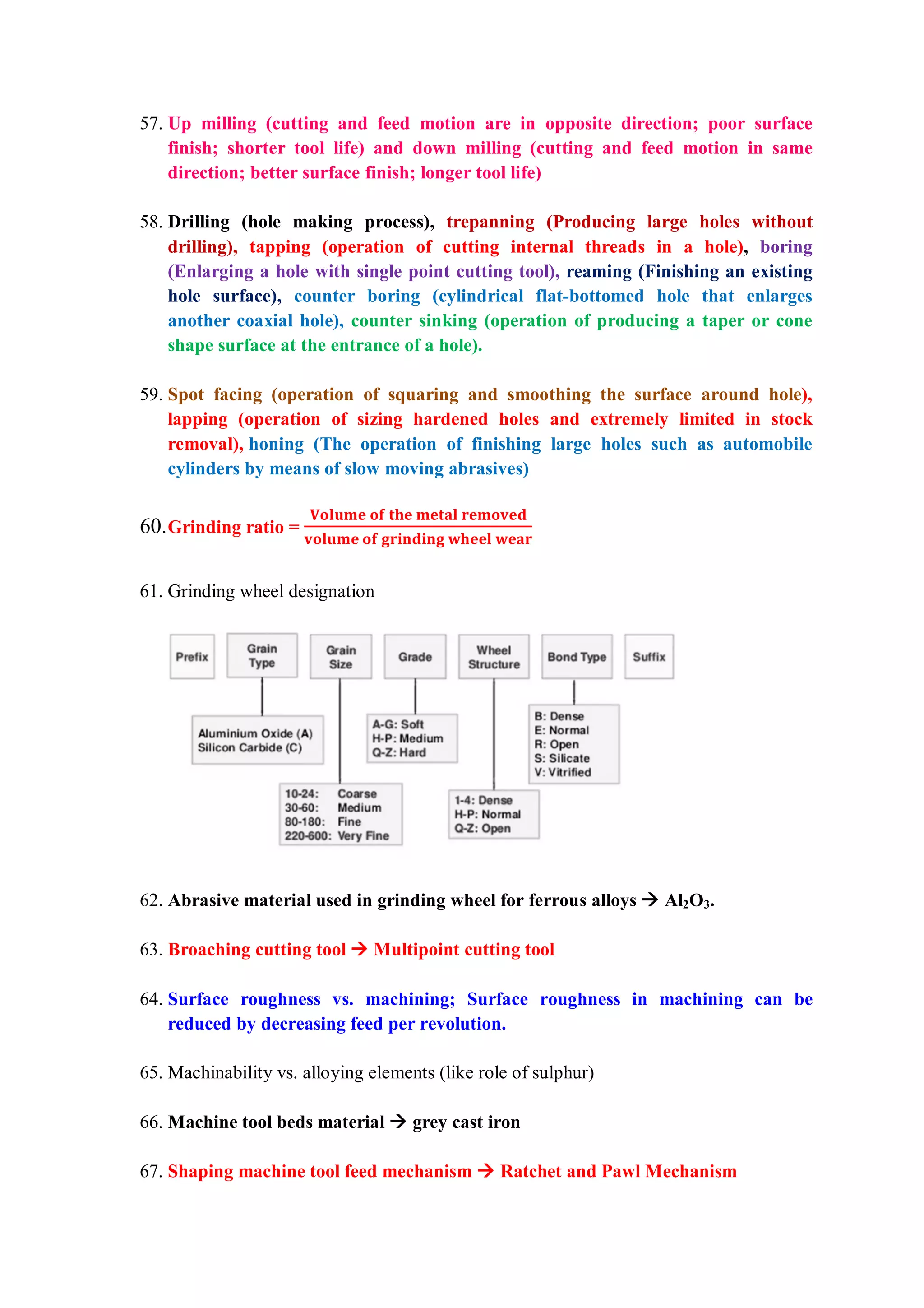
of inertia
For mass K = ; where I = mass moment
of inertia
Basic laws of friction
When the body is about to start,
Friction force = μ × normal reaction
Fmax = μ N
Where F Limiting friction (or) maximum
friction force at static condition
μ coefficient of friction](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-5-2048.jpg)
![N normal reaction
For static condition, Fs = μs N
For dynamic condition, Fk = μk N
μs coefficient of static friction
μk coefficient of kinetic friction
Always μs > μk
Angle of friction ϕ =
Always ϕs > ϕk
ϕs angle of static friction
ϕk angle of kinetic friction
Friction in the belt drives
= (for flat belt drive) ;
μ coefficient of friction
θ angle of contact
= (for V belt drive)
α groove angle
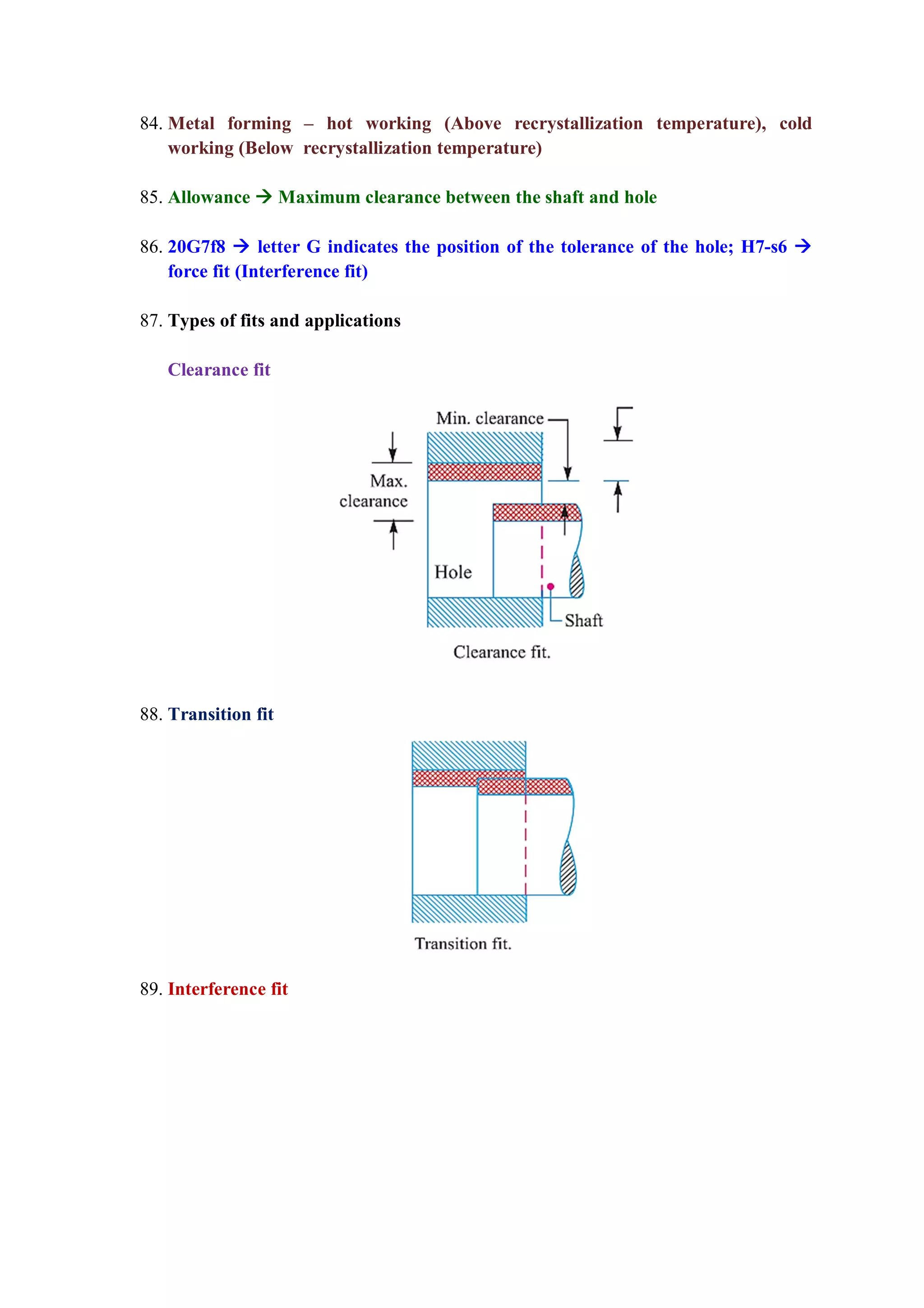
Power P = (T1 – T2)×Velocity
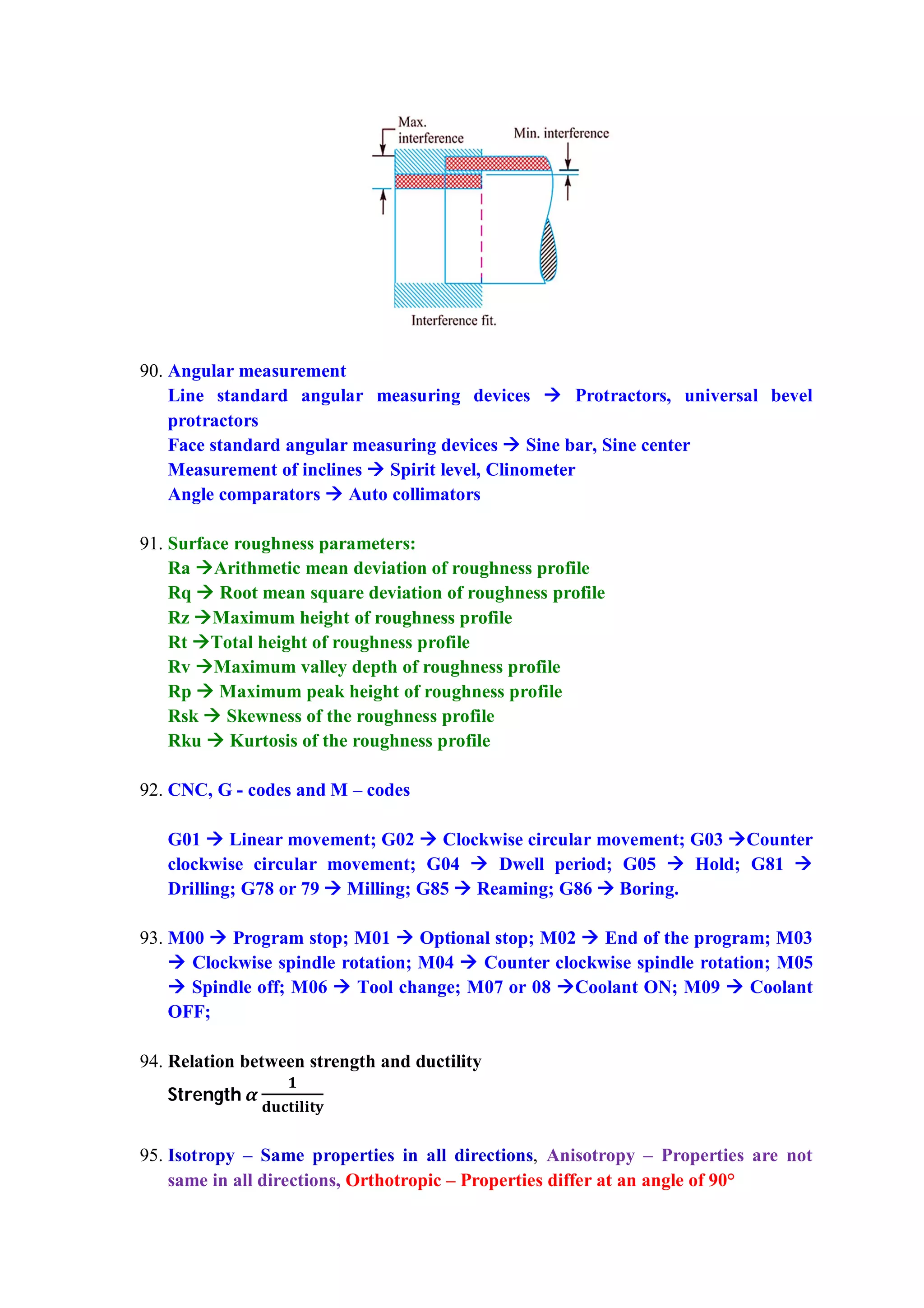
Torque T = (T1 – T2) × Radius of pulley
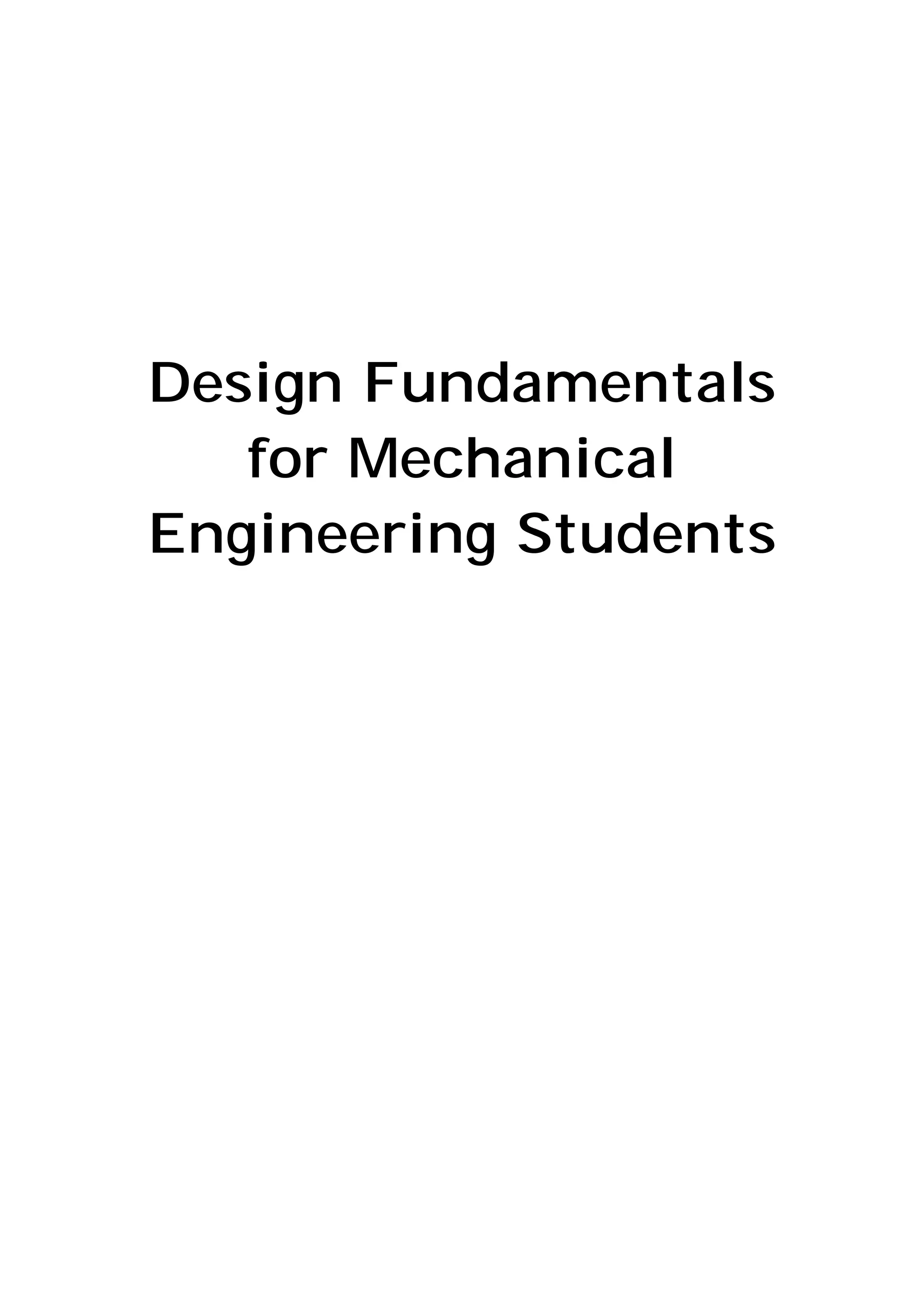
Condition for maximum power transmission on belt drive Tmax = 3Tc = 3mv2
Tmax = Maximum tension in the tight side = T1 + Tc
Tc = Centrifugal tension
Trusses
If m + 3 = 2j, then the truss is statically determinate structure
If m + 3 > 2j, then the truss is redundant structure (statically indeterminate structure)
[more members than independent equations]
If m + 3 < 2j, then the truss is unstable structure (will collapse under external load)](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-6-2048.jpg)
![[deficiency of internal members]
For statically determinate trusses, ‘2j’ equations for a truss with ‘j’ joints is equal to m+3
(‘m’ two force members and having the maximum of three unknown support reactions).
Dynamics
Fundamental equation for dynamics
For linear motion; Force F = ma
For angular motion; Torque T = Iα
Where m Mass; a Acceleration; I
Mass moment of inertia; α Angular
acceleration
Equations of motion (linear and angular)
Linear motion
v = u + at
v2
= u2
+ 2as
s = ut +
Angular motion
= + αt
= + 2αθ
θ = +
Projectile motion
Range; R =
Maximum range; R max = for α = 45°
Maximum height; h = sin2
α
Time of flight; t =
Equation of projectile
y = (tanα) x – ( ) (sec2
α) x2
Curvilinear motion
at tangential acceleration
an normal acceleration
D’ Alembert’s principle
(Dynamic equilibrium equation)
F – ma = 0
ma Inertia force](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-7-2048.jpg)
![Work energy equation
Work done = change in kinetic energy
∑F × distance = [mv1
2
– mv2
2
]
Rotational Kinetic energy =
Impulse momentum equation
Impulse = Change in momentum = Final
momentum – Initial momentum
∑F × Δt = mv - mu
Impact of elastic bodies
Initial momentum before impact = final
moment after impact
m1u1 + m2u2 = m1v1 + m2v2
Coefficient of restitution
e =
If e = 0, then perfectly plastic impact
If e = 1, then perfectly elastic impact
General Plane Motion Motions in which all the particles of the body move in parallel
planes. Any plane motion which is neither a rotation nor a translation is referred to as a
general plane motion.
Examples of general plane motion :
When a rigid body is in translation, all the points of the body have the same velocity and
the same acceleration at any given instant.
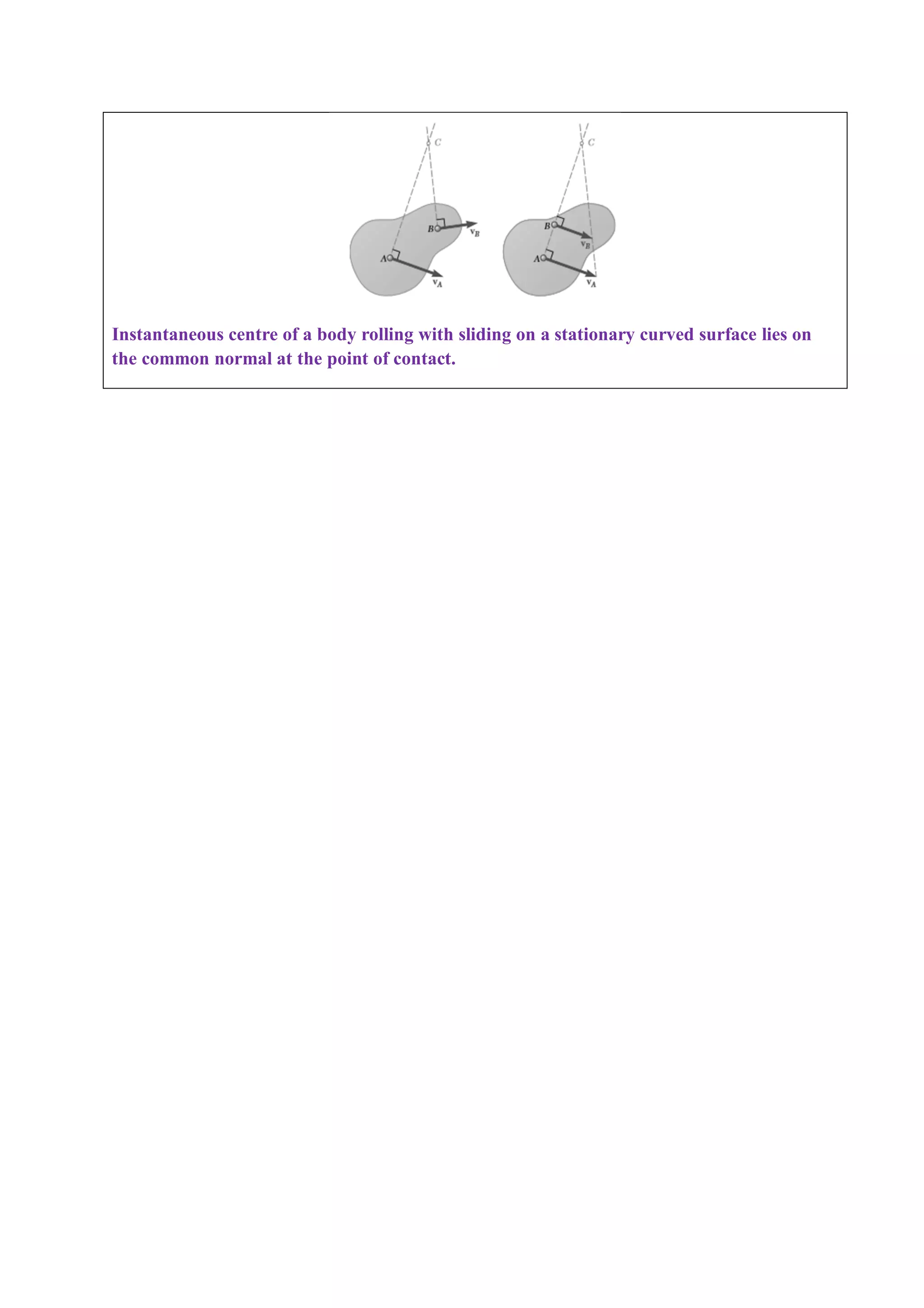
For any body undergoing planar motion, there always exists a point in the plane of motion
at which the velocity is instantaneously zero. This point is called the instantaneous center of
rotation, or C. It may or may not lie on the body.](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-8-2048.jpg)
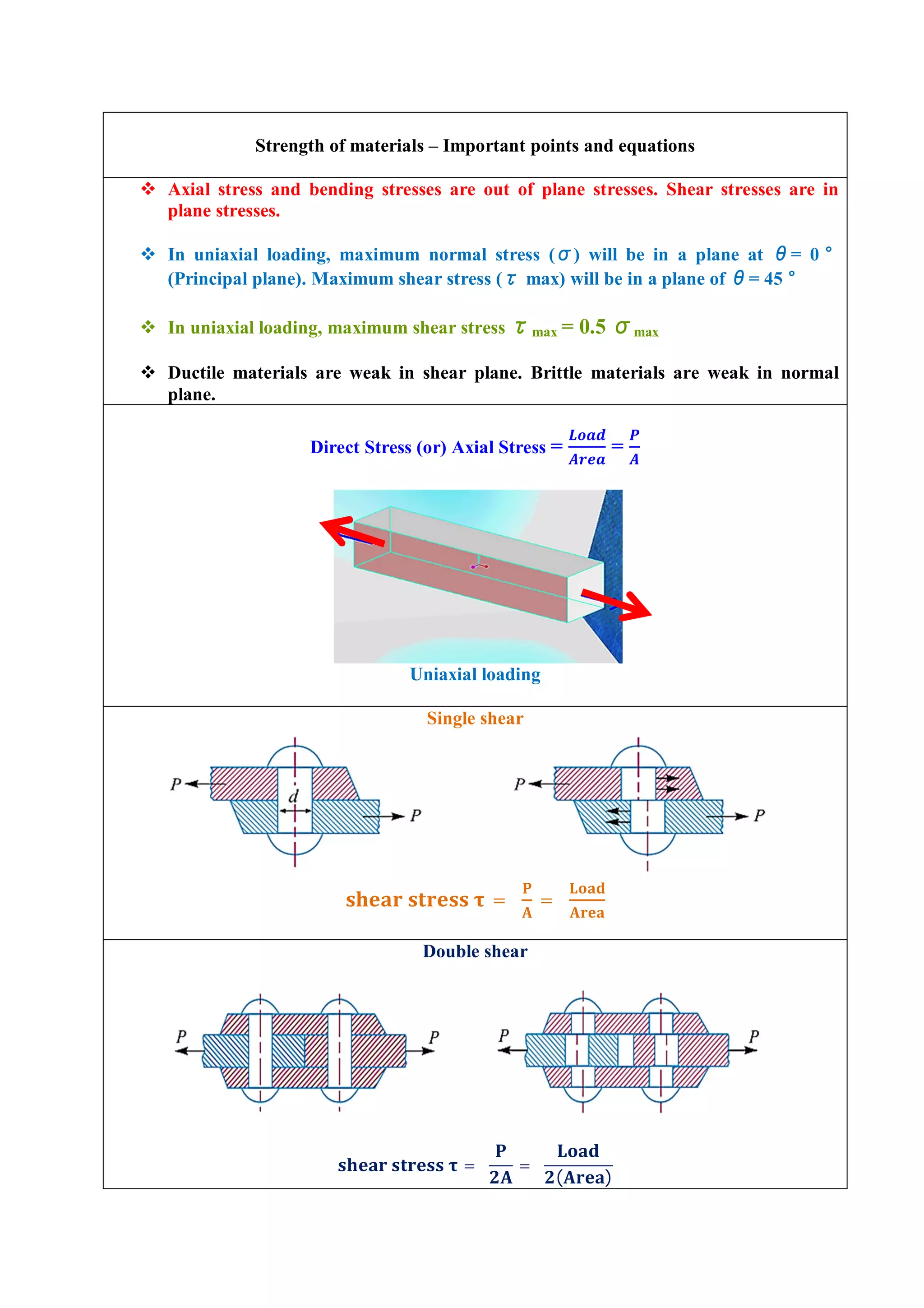
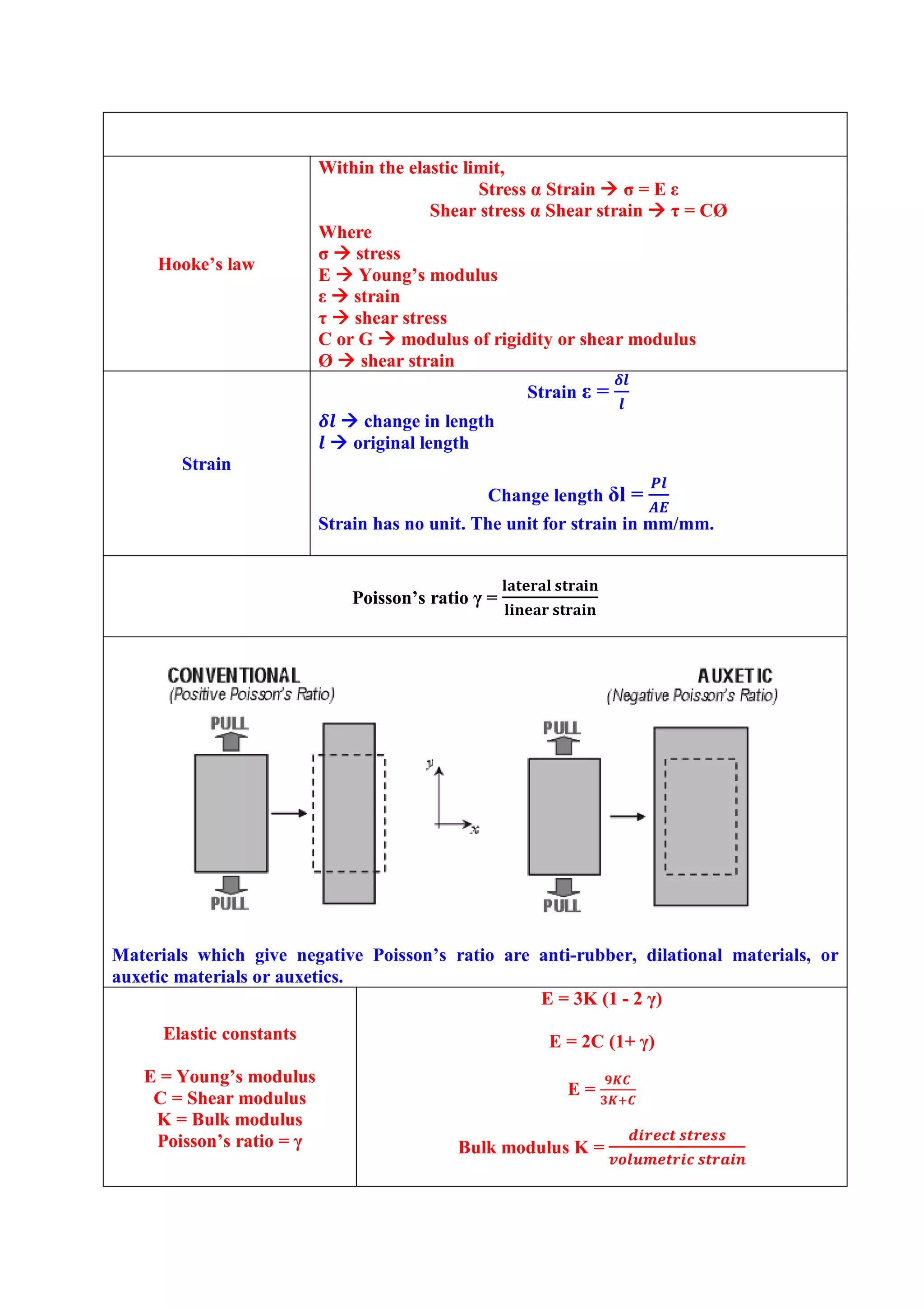

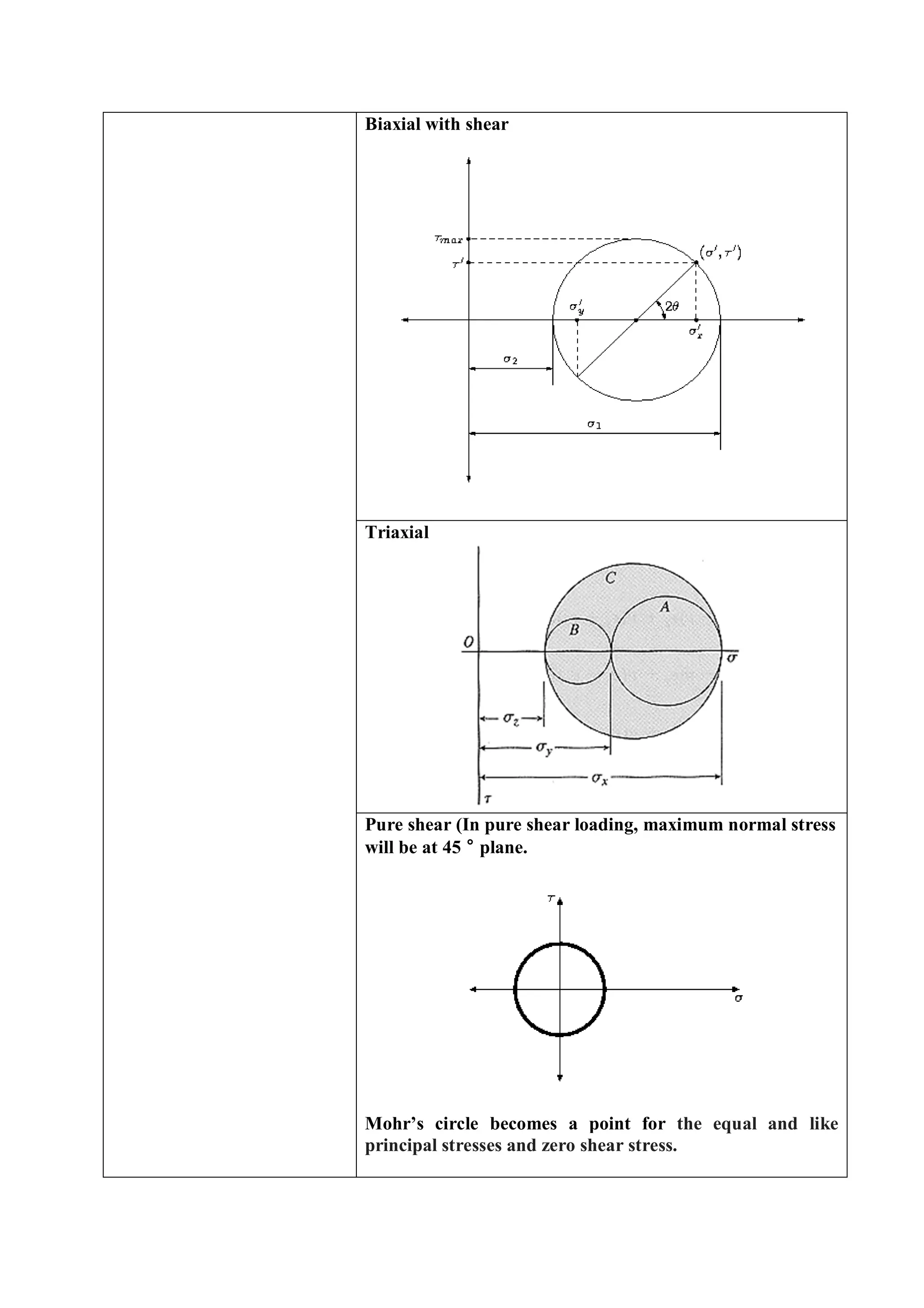
![Plane stresses and plane
strain
For plane stress (Stress in third direction is zero)
σx ≠ 0 σy ≠ 0 τxy ≠ 0
σz = 0, τxz = 0, τyz = 0 but εz ≠ 0
For plane strain (Strain in third direction is zero)
εz = 0, γxz = 0, γyz = 0
σz ≠ 0, τxz ≠ 0, τyz ≠ 0
Transformation equations
Normal stress
σn = τxy sin2θ + + ( ) cos2θ
Shear stress
τ = ( ) sin 2θ - τxy cos2θ
Principal stresses and
principal planes
A plane which has maximum
normal stress is called
principal plane.
The value of shear stress in
principal plane is zero.
σ 1,2 = ± [ ] +
tan 2θp =](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-13-2048.jpg)
![τ1,2 = ± [ ] +
tan 2θs =
Strain energy (U)
U = =
U =
Relation between bending
moment, shear force and
loading
W = load, V = shear force, M = moment
W =
V =
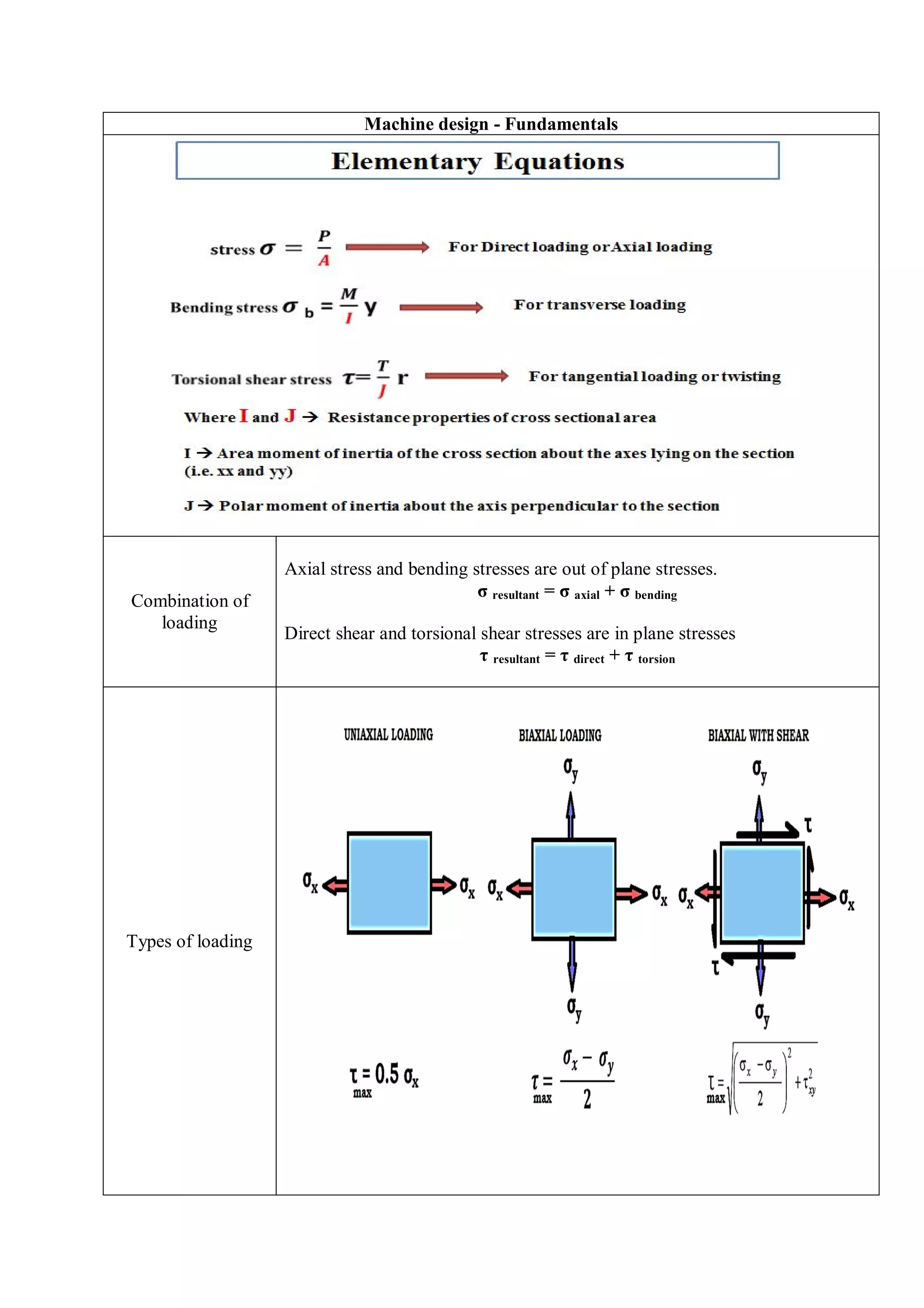
Bending Equation
= =
Bending stress
σb =
M bending moment
I Area moment of inertia
y distance from the neutral axis to the extreme fiber
E Young’s modulus
R Radius of curvature
Pure bending: A beam section which undergoes only
bending stress with zero shear stress is called as pure
bending.
Sagging bending moment (Positive BM) concavity on the top surface of beam
Hogging bending moment (Negative BM) convexity on the top surface of beam
The point where bending moment (BM) changes its sign is known as point of contraflexure.
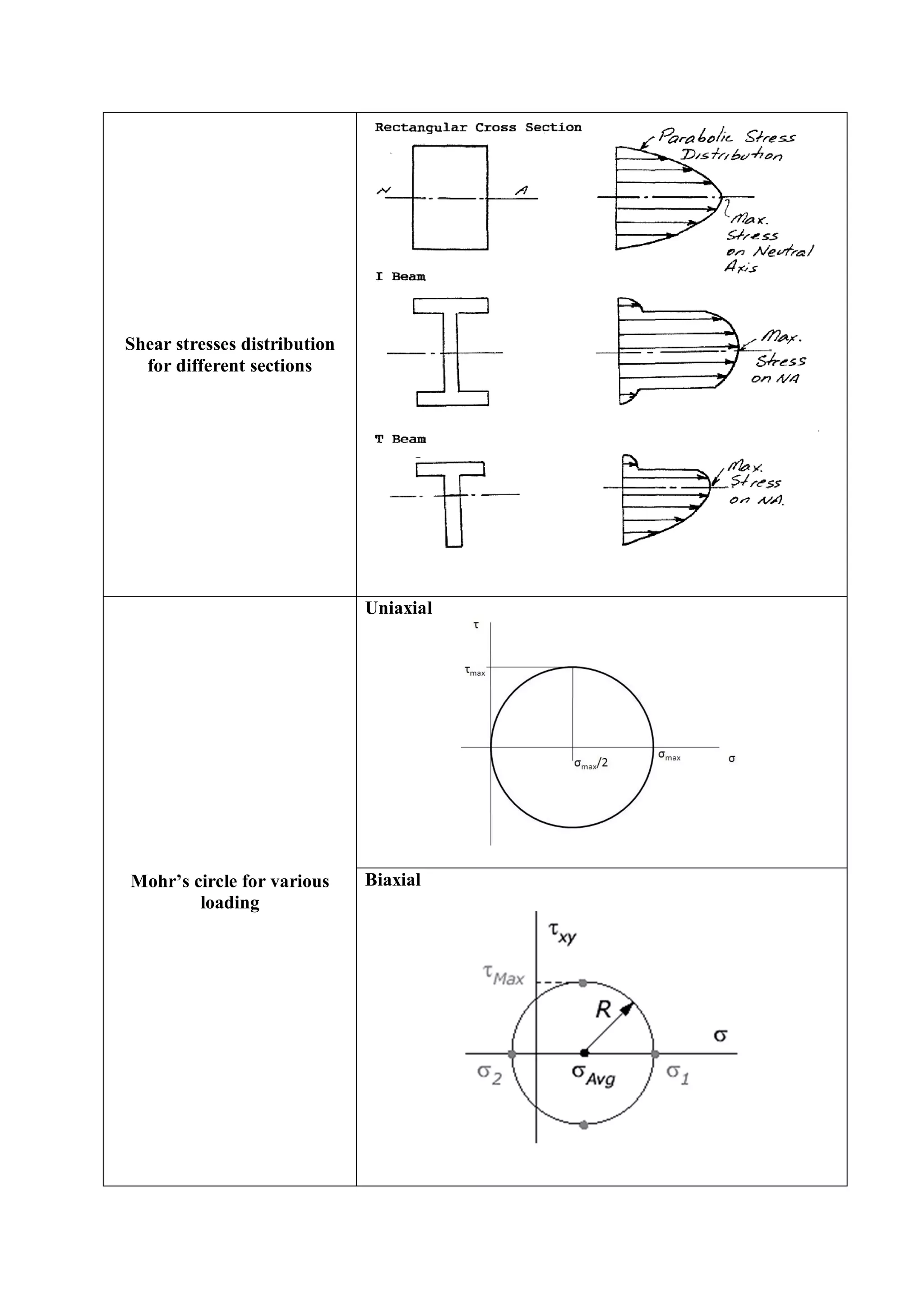
Shear stresses in beams
τ =
. .
.
where S shear force; A cross-section;
distance from the neutral axis to centroid
I area moment of inertia
b width of the beam](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-14-2048.jpg)
![Torsion of circular shafts
Torsional equation
=
.
=
Strength equations
Equivalent bending moment
Me = [ + √ + ]
Equivalent twisting moment
Te = √ +
Polar moment of inertia
(resistance against twisting)
For circular cross section
J =
Torsional shear stress
distribution
Hollow shaft comparison
with solid shaft
When a shaft is subjected to a torque, torsional shear stress
will be high at the outer radius and zero at the centre.
Therefore removal of material from the center of shaft will
not affect the design. Hence, hollow shaft is better than
solid shaft.
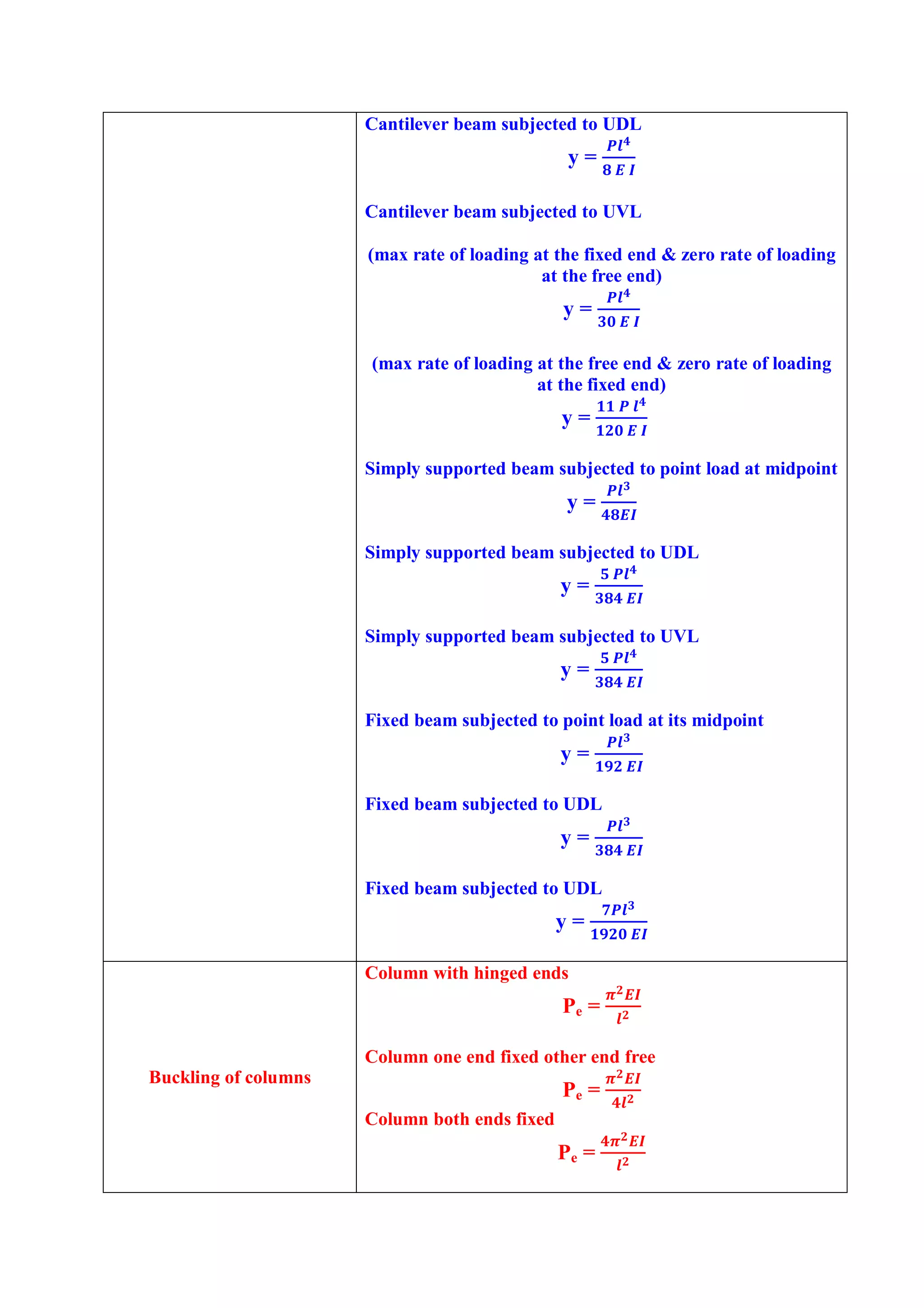
Deflection of beams
Cantilever beam subjected to point load at the end
y =](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-17-2048.jpg)

![Theories of failure
Maximum principal stress theory (Rankine’s theory)
=
Whichever is maximum
Note: Principal stress theory is suitable for brittle materials.
Maximum shear stress theory or Tresca’s criterion
[ − ] [ − ] [ − ] =
Whichever is maximum
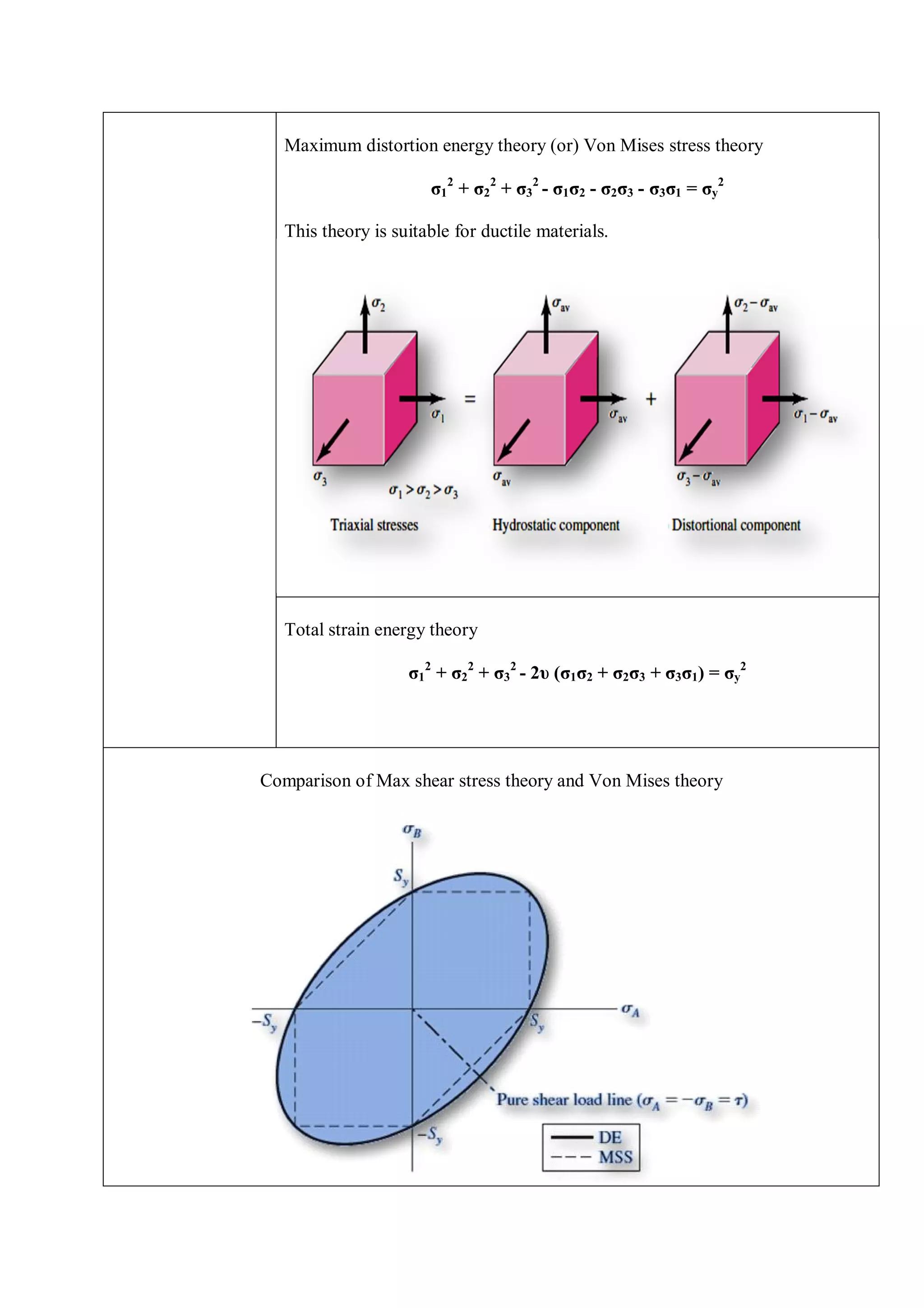
This theory is suitable for ductile materials.
Maximum principal strain theory
− [ + ] or − [ + ] or − [ + ] =
(Whichever is maximum)](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-22-2048.jpg)
![Stress concentration
Theoretical stress concentration factor
Kt = =
Fatigue stress concentration factor
Kf = 1 + q[Kt – 1]
Kf = Kt for q = 1 (material is fully sensitive to notches)
Kf = 1 for q = 0 (material has no sensitivity to notches)
Notch sensitivity
q = (Kf – 1) / (Kt – 1)
q =
In general notch sensitivity varies from 0 to 1.
Types of variable
loading](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-25-2048.jpg)
![Low cycle fatigue:
Any fatigue failure when the number of stress cycles are
less than 1000, is called low cycle fatigue.
Examples: Failure of studs on truck wheels, failure of set screws for locating
gears on shafts, short lived components like missiles.
High cycle fatigue:
Any fatigue failure when the number of stress cycles are
more than 1000, is called high cycle fatigue.
Examples: Failure of springs, ball bearings and gears that are subjected to
fluctuating stresses.
Variable loading
mean stress; amplitude stress
= ; =
yield stress; endurance limit
n factor of safety
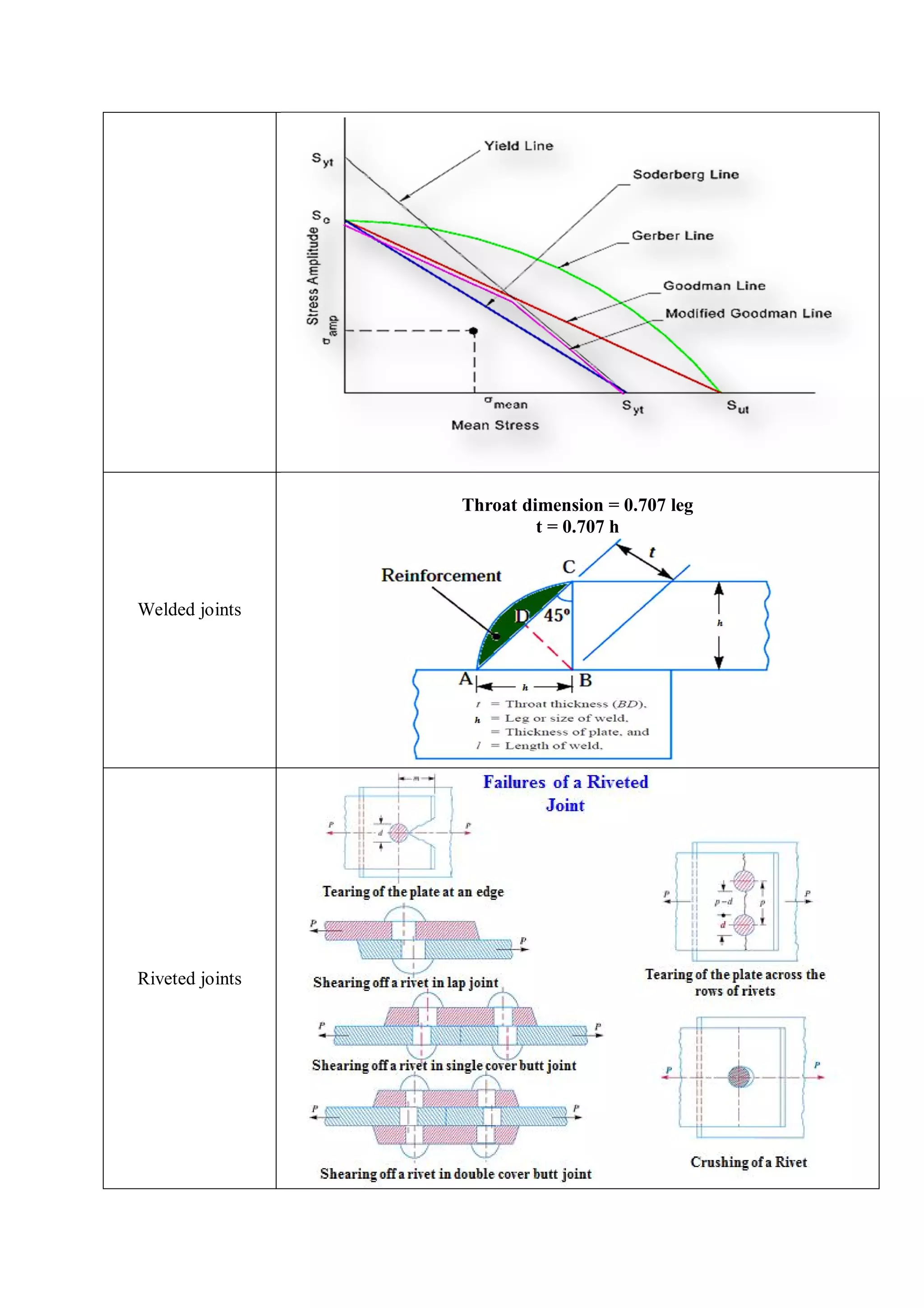
Soderberg line equation
+ =
mean shear stress ; amplitude shear stress
yield shear strength; endurance limit in shear
+ =
Modified Goodman line equation
[ + ] =
[ + ] =](https://image.slidesharecdn.com/designfundamentalsformechanicalengineeringstudents-170915070606/75/Formula-Bank-and-Important-tips-for-Mechanical-Engineering-Students-for-Competitive-Exams-26-2048.jpg)