Downloaded 82 times


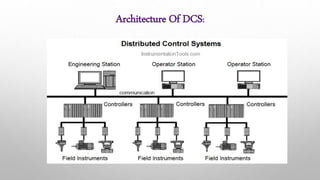

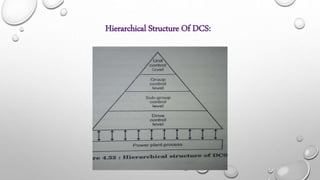


The document discusses distributed control systems (DCS), including their evolution, architecture, components, and applications in power plants. A DCS decentralizes control of an entire plant or manufacturing system across multiple controllers that communicate with each other. It allows for monitoring and control of all processes, identification of faults, and improved safety. A typical DCS architecture includes servers to collect and share data, archives for data storage, operator stations to monitor processes and alarms, engineering stations to configure the system, master controllers to supervise devices and modules, and field devices where the actual processes take place. DCS systems are hierarchical with lower-level controllers handling basic functions and higher-level controllers coordinating plant-wide control.










































































