Downloaded 96 times
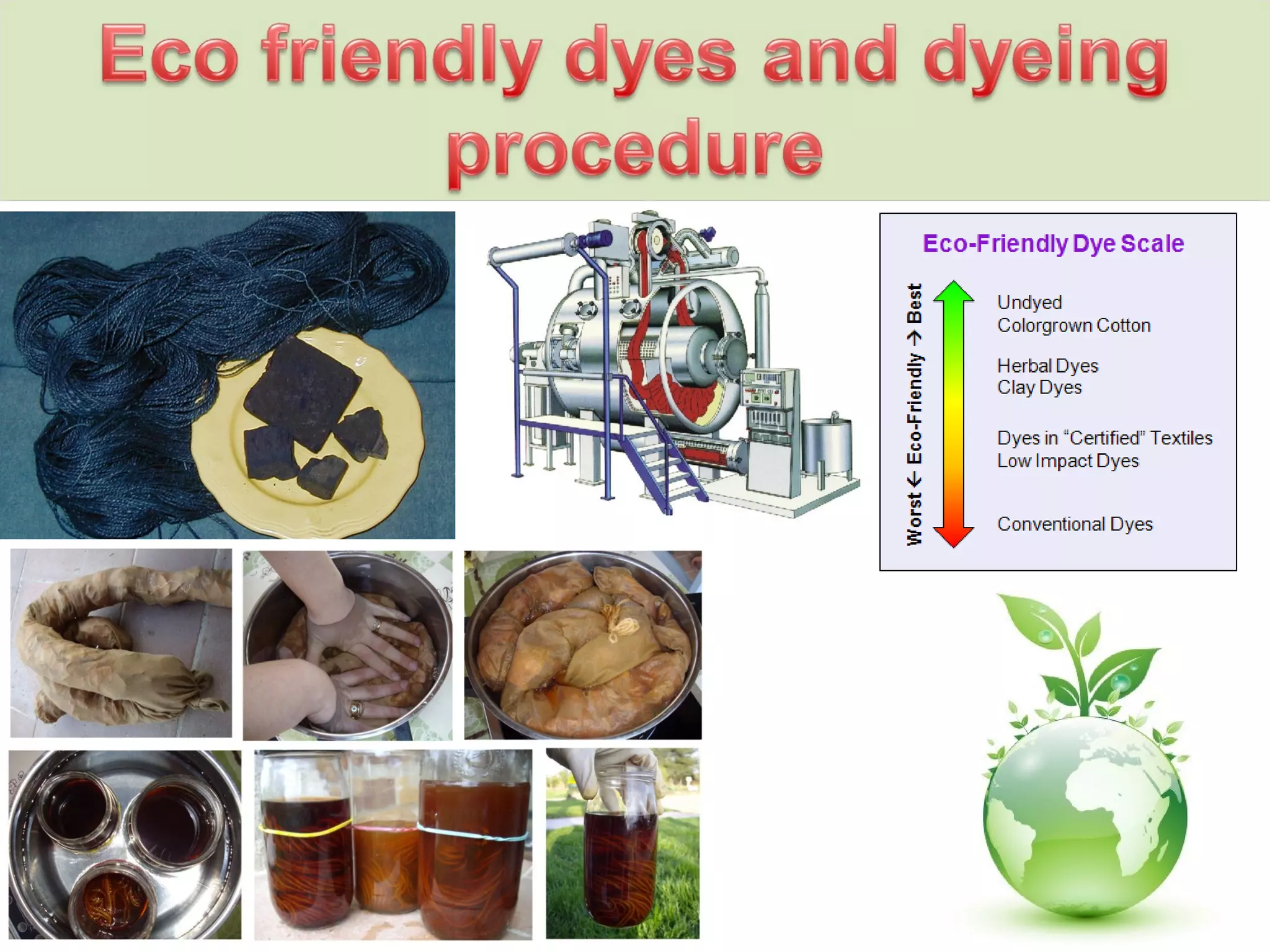

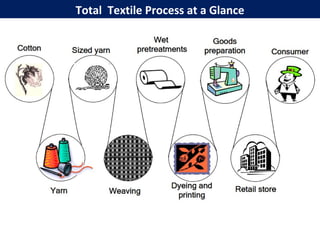


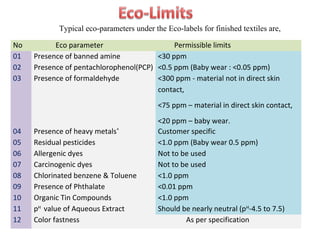




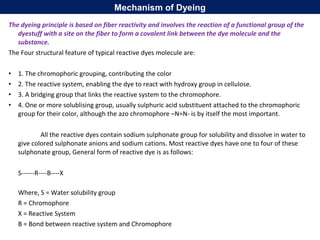
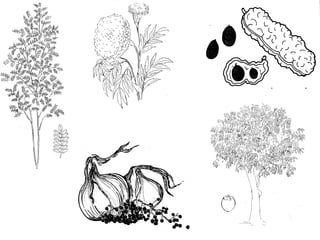
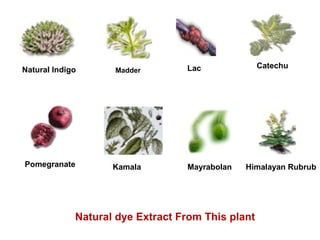







This document provides information about various types of dyes used in the textile industry, including their properties and dyeing processes. It discusses natural dyes extracted from plants as well as synthetic dyes like direct dyes, vat dyes, disperse dyes, and reactive dyes. For each dye type, the document outlines their key properties, how they interact with different fibers, and their advantages and limitations. It also mentions sustainability considerations like limiting chemical usage and following eco-label standards.



















































































