Downloaded 107 times
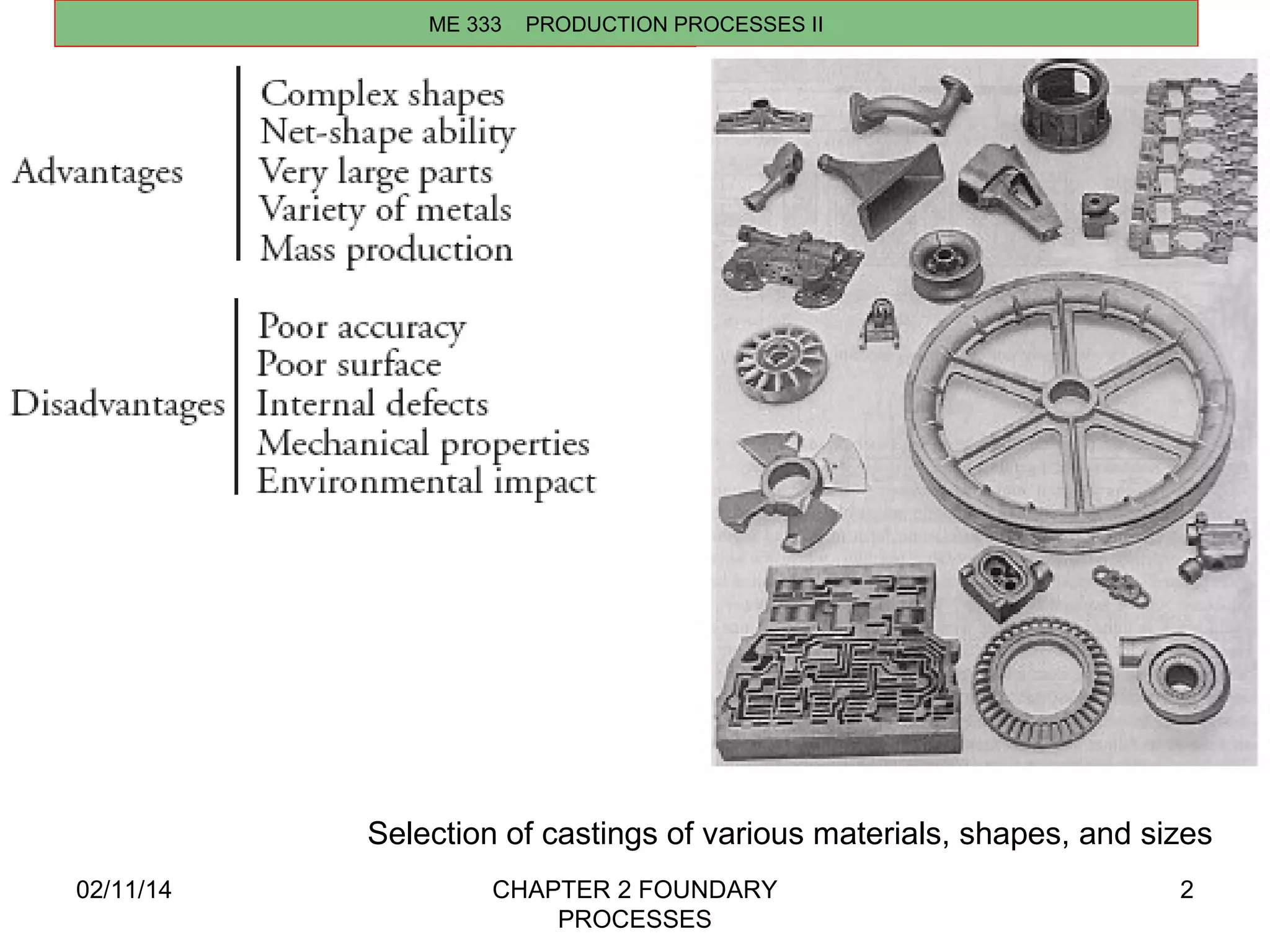
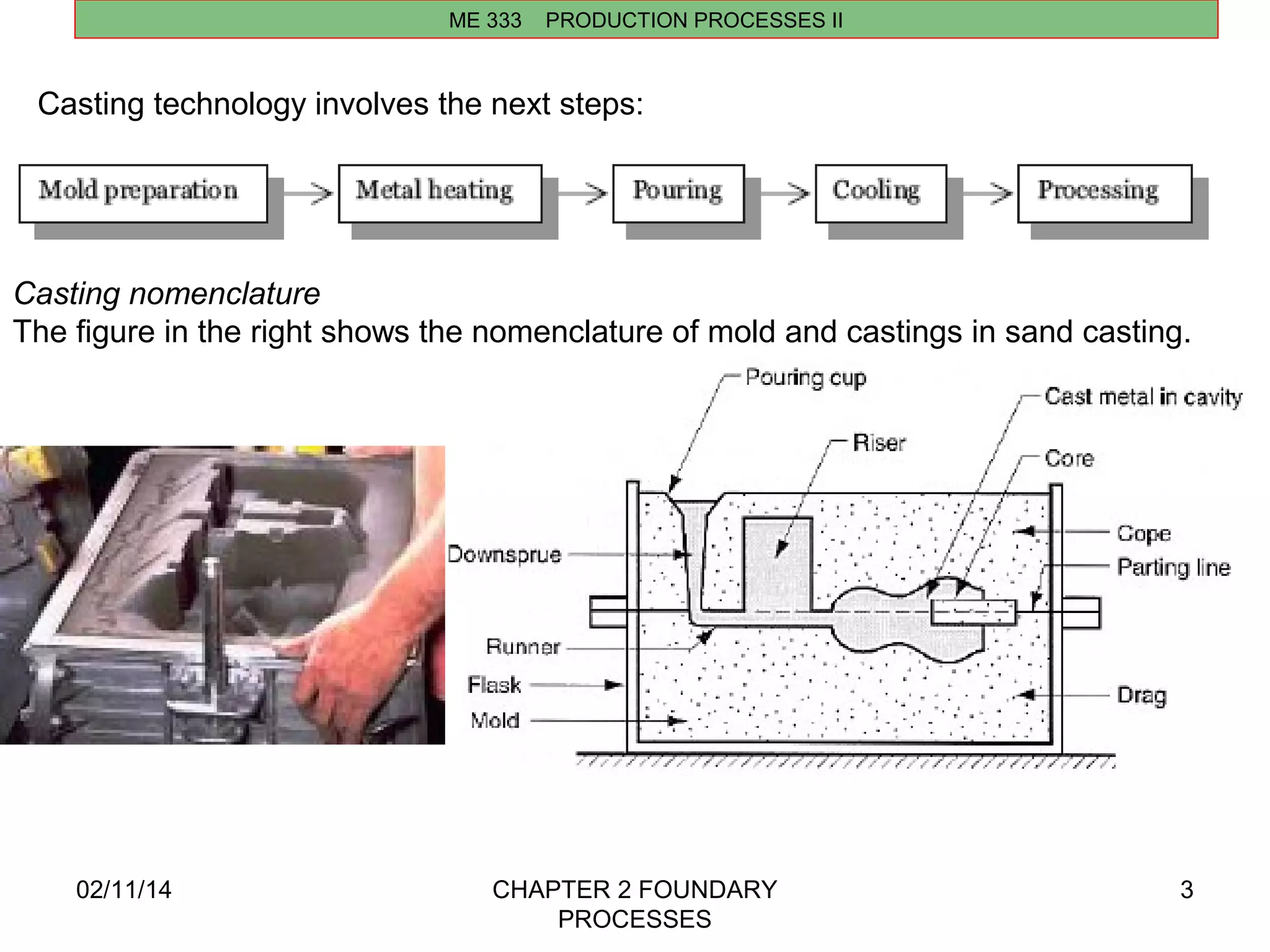
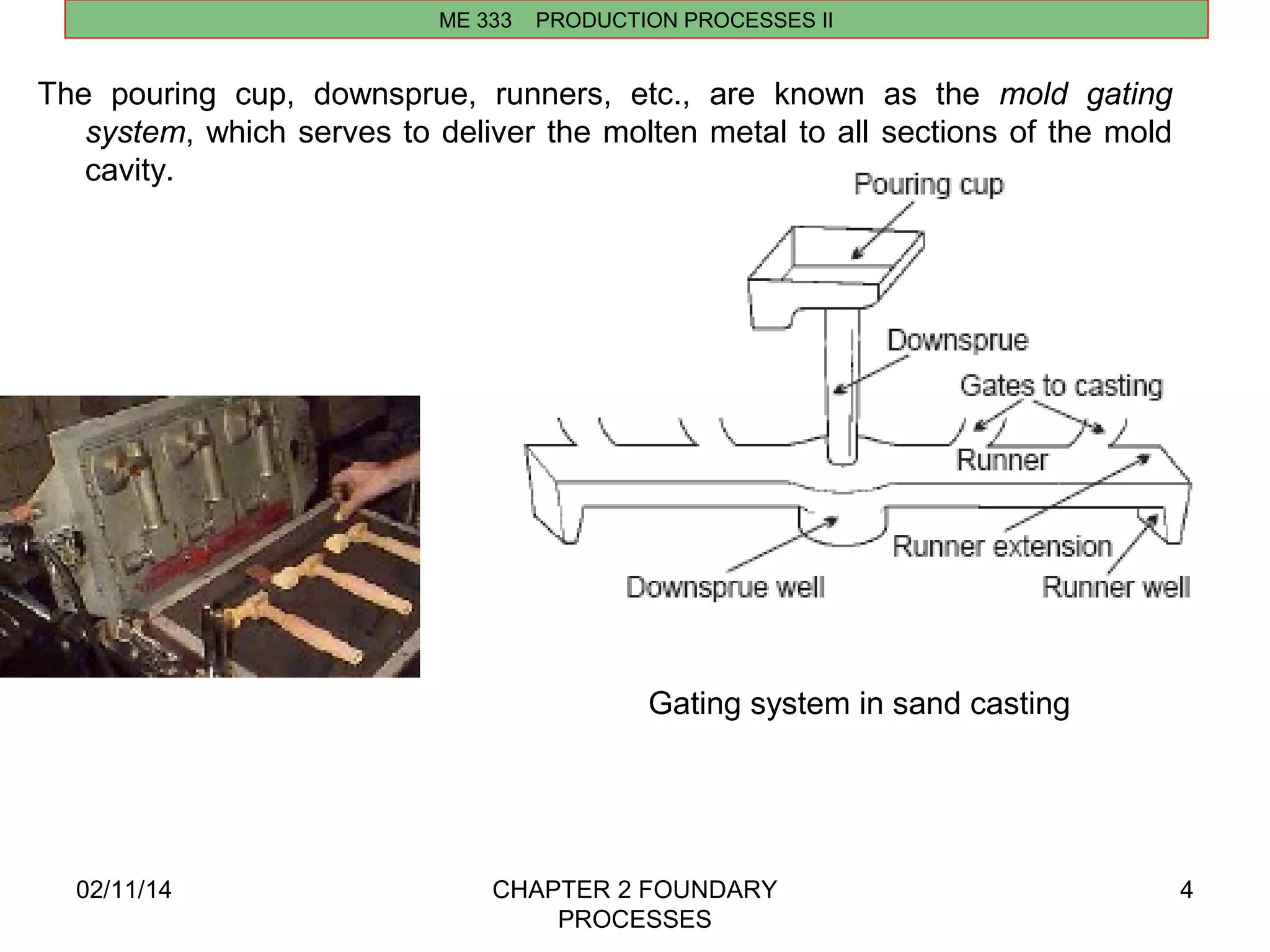
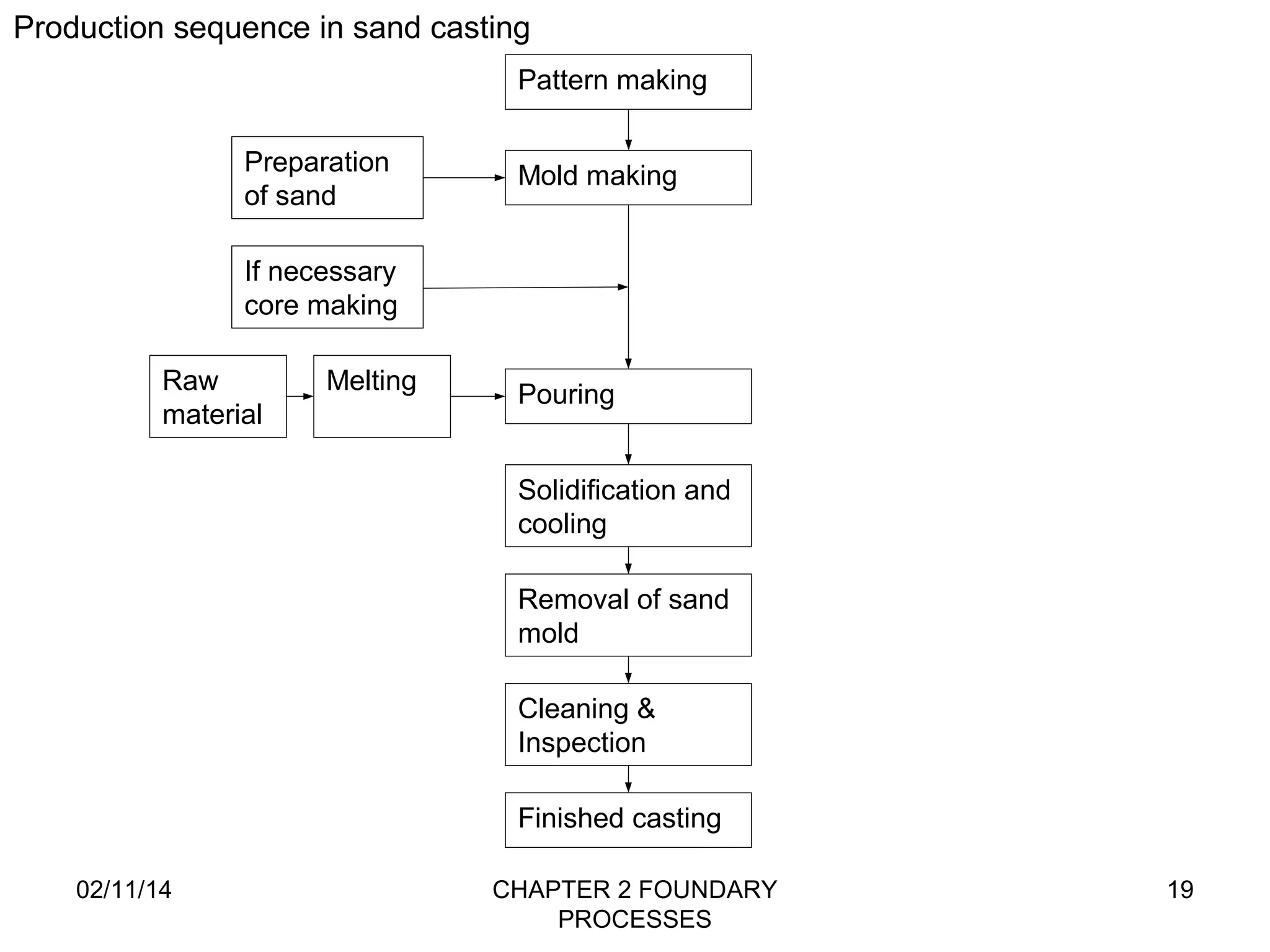


This document provides an overview of foundry processes. It discusses how molds are made by preparing sand and pouring molten metal into prepared molds. Key steps include making molds and cores, melting and pouring metals, and allowing the casting to solidify. Molds are prepared using patterns and sand, and may use cores to create internal cavities. The document outlines important mold characteristics and different types of molds, cores, and sand used in the casting process.