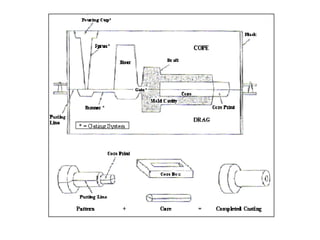
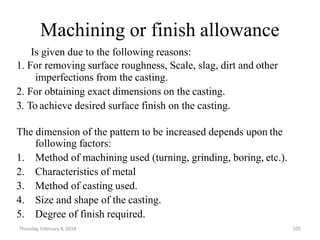
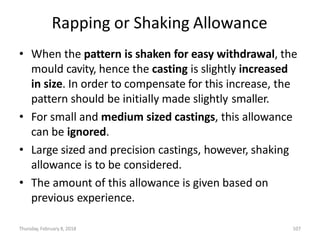
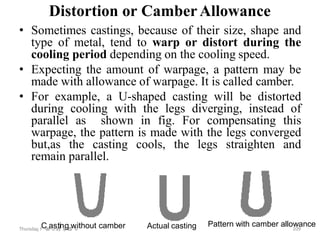
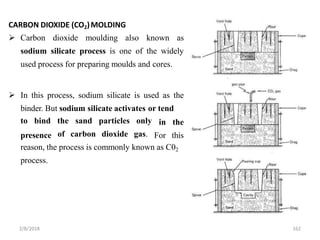
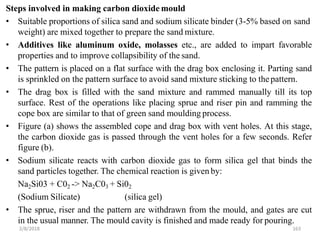
The document provides an extensive overview of metal casting processes, detailing various types including sand casting, and the materials involved such as moulding sands and binders. It outlines the advantages and disadvantages of sand casting, the steps in the casting process, and important characteristics of moulding sand. Additionally, it discusses the preparation of sand, the role of patterns in casting, and various methods for testing sand's properties.