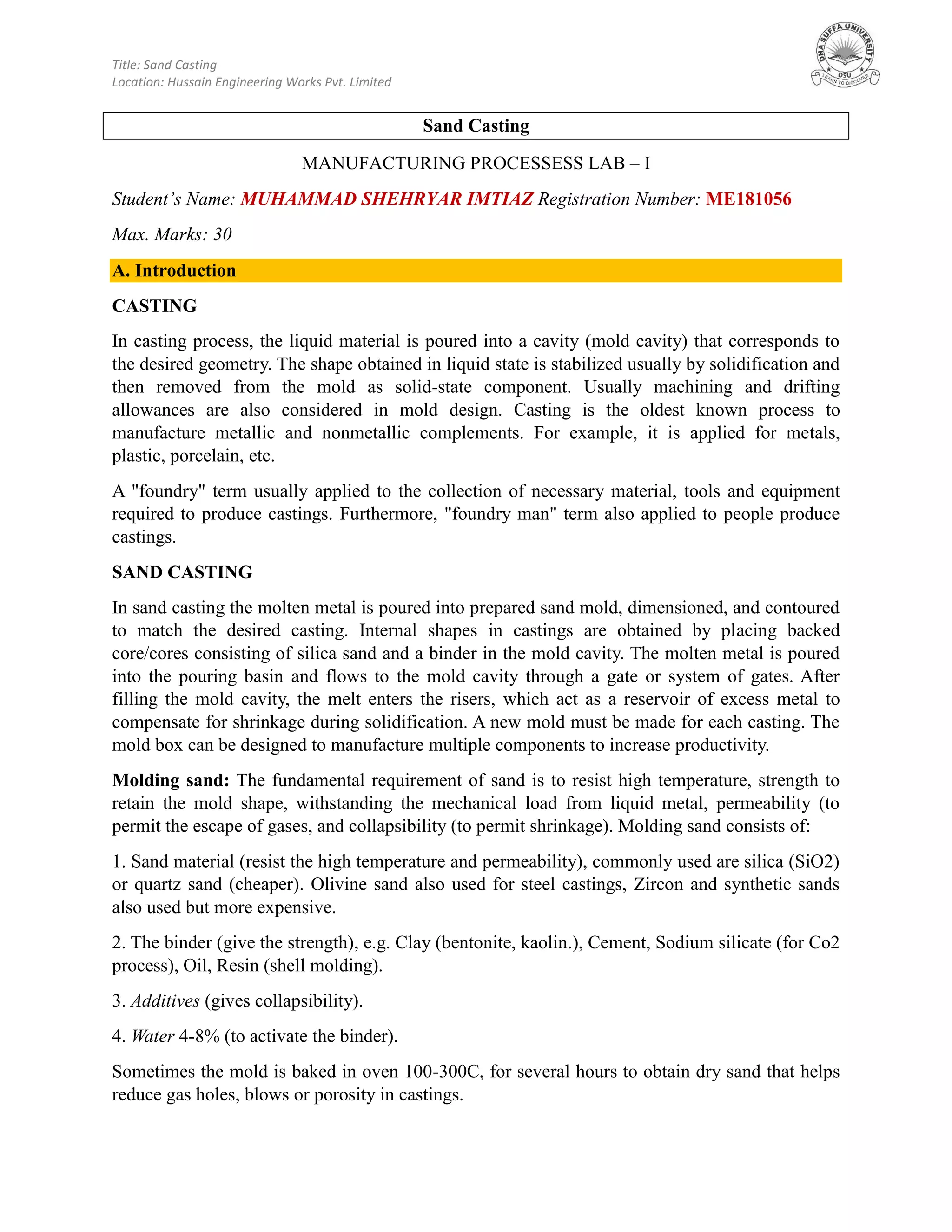
The document provides a comprehensive overview of the sand casting process, detailing steps from mold preparation to production, types of molding sands, and their properties. It outlines various sand casting methods such as green sand molding, shell mold casting, and investment casting, along with their applications and machinery used. It also includes discussions on the essential ingredients, properties of molding sand, and the roles of foundries and related tools in the casting process.





![Title: Sand Casting
Location: Hussain Engineering Works Pvt. Limited
C. Lab Discussion
1. What are the main ingredients and properties of good moulding sand? [3]
The fundamental requirement of sand is to resist high temperature, strength to retain the mold
shape, withstanding the mechanical load from liquid metal, permeability (to permit the
escape of gases, and collapsibility (to permit shrinkage). Molding sand consists of:
1. Sand material (resist the high temperature and permeability), commonly used are silica
(SiO2) or quartz sand (cheaper). Olivine sand also used for steel castings, Zircon and
synthetic sands also used but more expensive.
2. The binder (give the strength), e.g. Clay (bentonite, kaolin.), Cement, Sodium silicate (for
Co2 process), Oil, Resin (shell molding).
3. Additives (gives collapsibility).
4. Water 4-8% (to activate the binder).
Sometimes the mold is baked in oven 100-300C, for several hours to obtain dry sand that
helps reduce gas holes, blows or porosity in castings.
2. What is meant by foundry? [2]
A foundry is a factory that produces metal castings. Metals are cast into shapes by melting
them into a liquid, pouring the metal into a mold, and removing the mold material after the
metal has solidified as it cools. The most common metals processed are aluminum and cast
iron. Ferrous foundries produce iron and steel castings.
Also, Foundry processes can be divided into two types:-
Ferrous foundries and non-ferrous foundries. Foundry processes involve making the mould
and the core, melting and pouring the metal into the mould, and finally removing the mould
and core and finishing the product.
3. What is the purpose of ladle in a foundry shop? [3]
Ladle is a tool used to carry hot molten metal from the furnace to the molds. Industrial ladles
have different weighed buckets which are designed to carry as hot temperature as 1800⁰C.
Also, ladles have different sizes depends on their weight.
4. What is meant by core and core print? [3]
Core is a separate part which is inserted in the mold cavity for shape. Core is generally put
inside cavity to made hollow part on the extracted casted parts. It acts as the secondary mold
which is put after whole mold is prepared. It is placed to produce internal features of casting
such as holes, or passage for water cooling.](https://image.slidesharecdn.com/lab8-sandcastingme181056-210119205958/85/sand-casting-me181056-8-320.jpg)
![Title: Sand Casting
Location: Hussain Engineering Works Pvt. Limited
Core print is kind of reference dimension which helps place the core inside the cavity. Also,
region added to the pattern, core or mold which is used to locate and support the core within
mold.
5. What is the purpose of CO2 in foundry shop? [3]
Co2 is used in the process of sand molding where it hardens the sand mold mixture by
blowing CO2 over the mold. This process is basically a hardening process for molds and
cores. In addition, we can get dimensionally correct and accurate casting with a fine surface
finish. This process may not be economical than green sand casting process. The CO2 gas is
passed through the sand mixture containing sodium silicate, the sand immediately becomes
strongly bonded as sodium silicate becomes a stiff gel. The gel is responsible for giving the
strength to the mold. CO2 sand casting process is ideal where speed and flexibility is prime
requirement.
6. What are the main tools used in the Foundry shop? [3]
1.Showel: It consists of iron pan with a wooden handle. It can be used for mixing and
conditioning the sand.
2. Trowels: These are used for finishing flat surfaces and comers inside a mould. Common
shapes of trowels are shown as under. They are made of iron with a wooden handle.
3. Lifter: A lifter is a finishing tool used for repairing the mould and finishing the mould
sand. Lifter is also used for removing loose sand from mould.
4. Hand riddle: It is used for ridding of sand to remove foreign material from it. It consists of
a wooden frame fitted with a screen of standard wire mesh at the bottom.
5.Strike off bar: It is a flat bar, made of wood or iron to strike off the excess sand from the
top of a box after ramming.
Its one edge made beveled and the surface perfectly smooth and plane.
6.Vent wire: It is a thin steel rod or wire carrying a pointed edge at one end and a wooden
handle or a bent loop at the other. After ramming and striking off the excess sand it is used to
make small holes, called vents, in the sand mould to allow the exit of gases and steam during
casting.
7. Rammers: Rammers are used for striking the sand mass in the moulding box to pack it
closely around one pattern. Common types of rammers are shown as under.](https://image.slidesharecdn.com/lab8-sandcastingme181056-210119205958/85/sand-casting-me181056-9-320.jpg)
![Title: Sand Casting
Location: Hussain Engineering Works Pvt. Limited
8.Swab: It is a hemp fiber brush used for moistening the edges of sand mould, which are in
contact with the pattern surface, before withdrawing the pattern. It is also used for coating the
liquid blacking on the mould faces in dry sand moulds.
9. Sprue pin: It is a tapered rod of wood or iron, which is embedded in the sand and later
withdrawn to produce a hole, called runner, through which the molten metal is poured into
the mould.
10. Sprue cutter: It is also used for the same purpose as a sprue pin, but there is a marked
difference between their use in that the cutter is used to produce the hole after ramming the
mould. It is in the form of a tapered hollow tube, which is inserted in the sand to produce the
hole.
7. What is meant by sprue? Why a tapering is provided on the sprue? [5]
A sprue is a large diameter channel through which the material enters the mould. Before
sprue a larger hole is made on the surface of the mold so that first it collects over the top and
then the fluid easily follows through the downsprue.
A tapering is provided on the sprue because when fluid flows down the sprue the velocity
becomes higher than the starting velocity so ultimately flow rate difference appears between
initial and final flow rate. This difference results in cold shuts and pin holes in the final
product. So, a tapered or narrow bottom sprue is created so that volume must be shrinked to
keep the ratio same for initial and final flow rate of the fluid. This helps reduce the damages
and enhances the quality of the product.
8. What is meant by green sand moulding? [3]
Green Sand Castings are castings made using wet sand or “green sand” molds. The sand is
not green in color nor do the molds use “greensand,” a greenish color sandstone. Instead the
sand is called “green” because it has moisture in it (like green wood) before the sand dries
out when molten metal is poured in the mold.
What gives the sand moisture and helps the sand stick together when making molds is the
clay that is mixed in the sand. Bentonite clay and the sand mixed together provide strong
molds that can be created on an automated assembly line.
A green sand mold is produced by loading green sand into a mold maker and then a pattern is
pressed into the sand. The pressure created when pressing the mold into the sand creates a
form similar to when a child presses a pattern into Play-Doh to create a shape.
The downside of using green sand molds for castings is that they do not have as tight a
tolerance as some other mold types like no-bake castings. This means if you have castings
that require tight tolerances or precise dimensions, you may find green sand castings need a
little more machining than other forms of molds to get to your end desired result. You also
get a better surface finish (a smoother surface) with other casting processes.](https://image.slidesharecdn.com/lab8-sandcastingme181056-210119205958/85/sand-casting-me181056-10-320.jpg)
![Title: Sand Casting
Location: Hussain Engineering Works Pvt. Limited
9. One cubic meter of a certain metal will be heated from room temperature to
100’C above the melting point for casting. Density = 7.5g/cm3
; melting point =
800o
C; specific heat of solid metal = 0.33J/g-o
C; Specific heat of liquid metal =
0.29J/g-o
C; Heat of Fusion = 160J/g. How much heat energy must be added
to accomplish the heating. (Assume no losses) [5]
( ) ( )
Where
= density
V = volume
Cs = Specific heat of solid
CL = Specific heat of liquid
Tm = Melting temperature
To = Starting temperature
Tp = Pouring temperature
Hf = Heat of fusion](https://image.slidesharecdn.com/lab8-sandcastingme181056-210119205958/85/sand-casting-me181056-11-320.jpg)