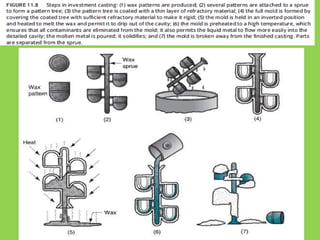
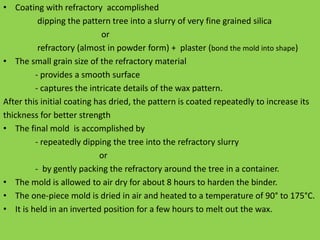
The lost wax casting process involves making a wax pattern, coating it with refractory material to create a mold, melting out the wax to leave a cavity, and pouring molten metal to create a casting. Key steps include making an initial wax pattern, coating it with layers of refractory clay to form a mold, baking the mold to harden it and melt the wax, and pouring molten metal into the resulting cavity. This ancient process allows for creating intricate casting designs.