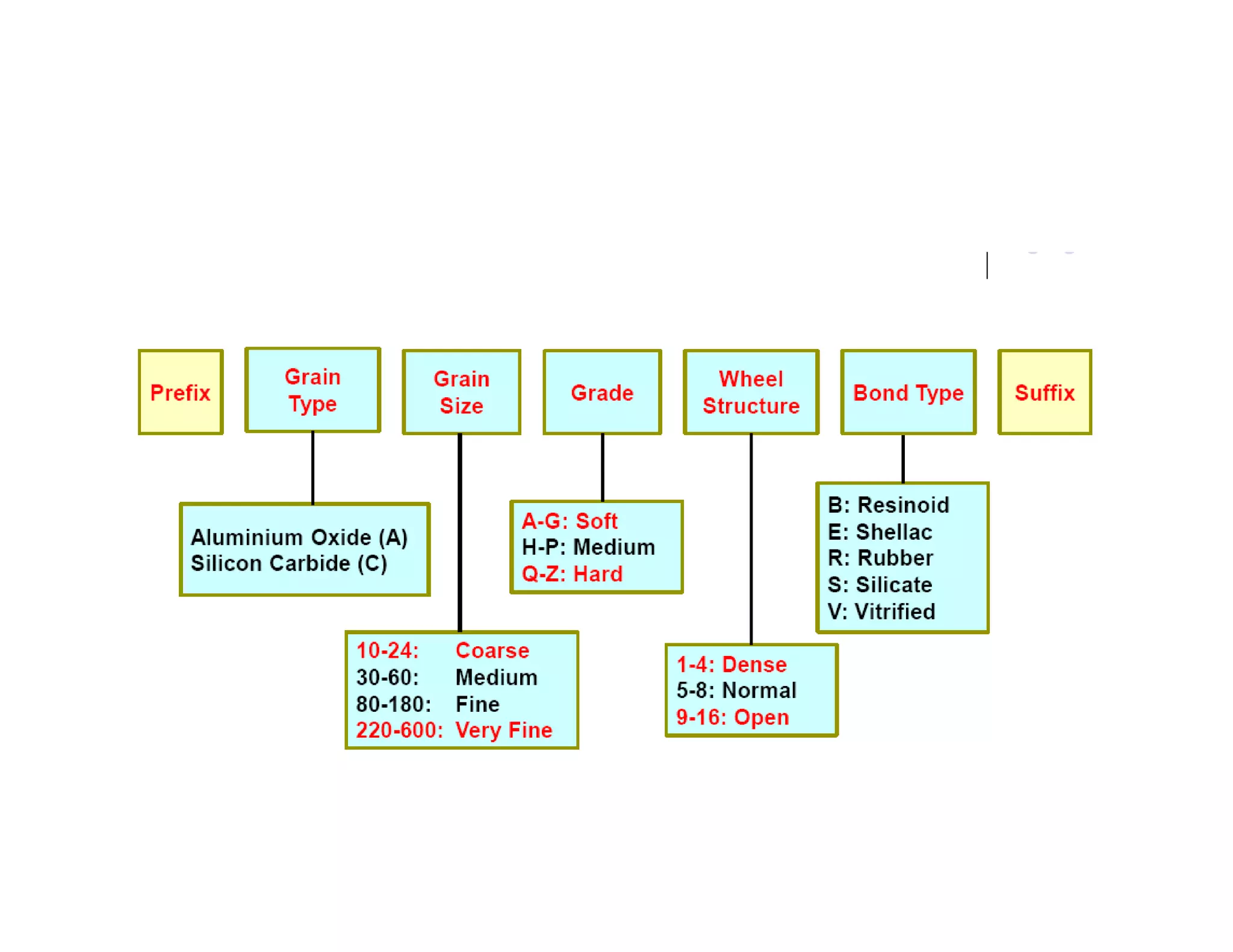
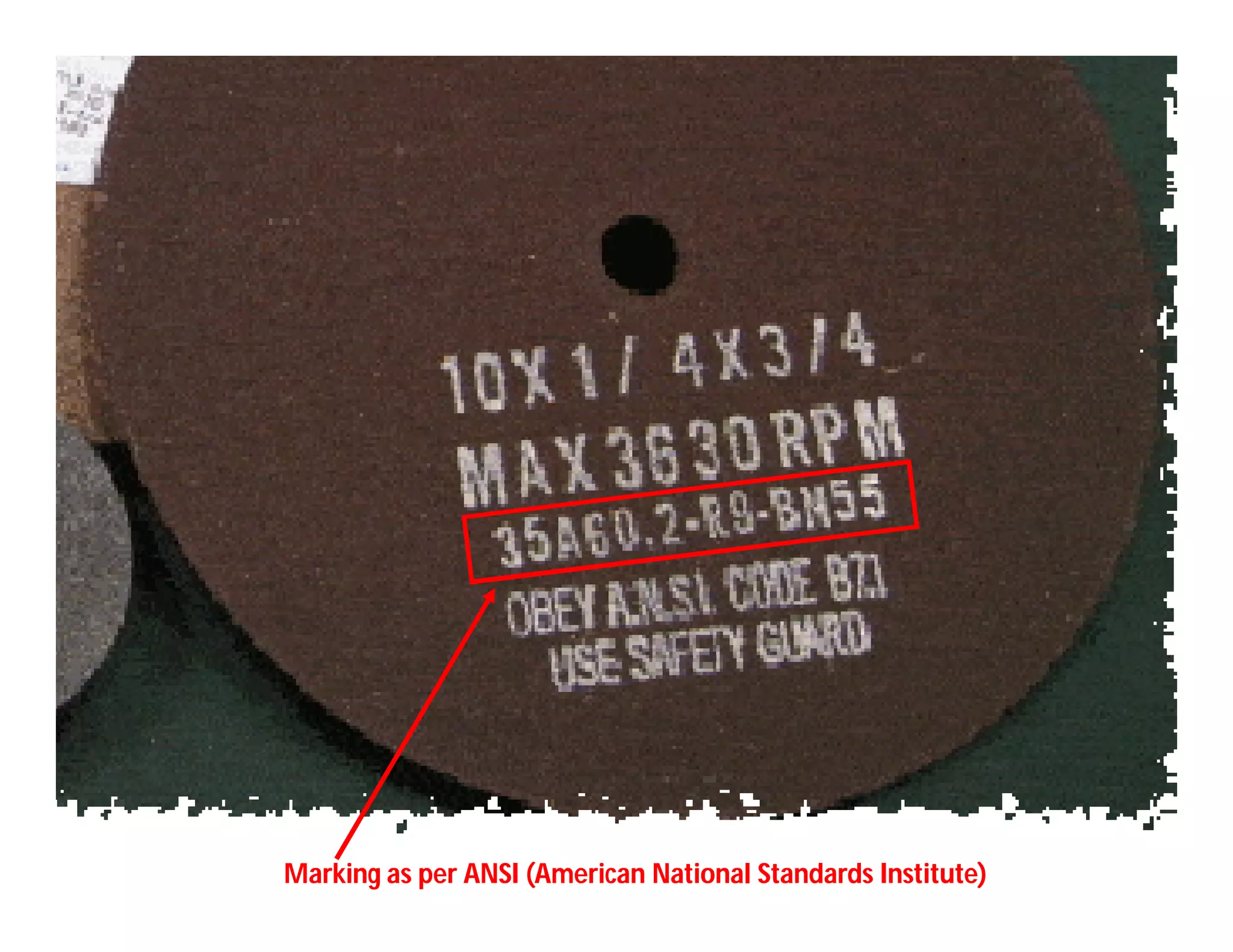
The document discusses specifications for grinding wheels, including the type of abrasive material, abrasive grain size, wheel hardness, wheel structure, and bond material. It provides details on grit size numbering and describes parameters like grain size, grade, and structure. Grit size affects material removal rate and surface finish. Grade refers to abrasive hardness. Structure relates to spacing between grains and is open for high material removal or dense for precision work. Wheels can be reconditioned through dressing to expose sharp grains and truing to restore wheel geometry.