
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Casting
Similar to Casting (20)
More from Manoj Kumar
Recently uploaded
Recently uploaded (20)
Casting
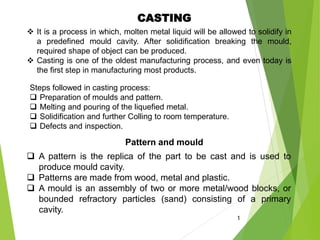
- 1. CASTING It is a process in which, molten metal liquid will be allowed to solidify in a predefined mould cavity. After solidification breaking the mould, required shape of object can be produced. Casting is one of the oldest manufacturing process, and even today is the first step in manufacturing most products. 1 Steps followed in casting process: Preparation of moulds and pattern. Melting and pouring of the liquefied metal. Solidification and further Colling to room temperature. Defects and inspection. Pattern and mould A pattern is the replica of the part to be cast and is used to produce mould cavity. Patterns are made from wood, metal and plastic. A mould is an assembly of two or more metal/wood blocks, or bounded refractory particles (sand) consisting of a primary cavity.
- 2. 2 Advantages and disadvantages of wooden pattern
- 3. 3 Factors affecting selection of pattern material Advantages Disadvantages Advantages and disadvantages of metal (cast iron) pattern
- 4. 4 Types of patterns: (1) Solid or Single piece (2) loose piece pattern (3) Split piece pattern (4) Gated pattern (5) Match plate pattern (6) Sweep pattern (1) (2) (3) (4) (5) (6)
- 5. 5 Allowance + ve allowance - ve allowance Original casting Pattern bigger than casting to compensate shrinkage. Hollow Pattern diameter less than the original casting to compensate shrinkage.
- 6. 6 Pattern allowance 1. Shrinkage allowance 2. Machining allowance 3. Draft or tapered allowance 4. Rapping or shake allowance 5. Distortion allowance
- 7. 7 Core and Core Print Cores are compact mass of core sand that when placed in mould cavity at required location with proper alignment does not allow the molten metal to occupy space for solidification in that portion and hence help to produce hollowness in the casting. When a hole blind or through is needed in the casting, a core is placed in the mould cavity to produce the same. The core has to be properly located or positioned in the mould cavity on pre-formed recesses or impressions in the sand. To form these recesses or impressions for generating seat for placement of core, extra projections are added on the pattern surface at proper places. These extra projections on the pattern (used for producing recesses in the mould for placement of cores at that location) are known as core prints.
- 8. TYPE OF MOULDING SAND 8 1. Green sand (The clay and water furnish the bond for green sand. It is fine, soft, light, and porous. Green sand is damp, when squeezed in the hand and it retains the shape and the impression to give to it under pressure.) 2. Dry sand (Green sand that has been dried or baked in suitable oven after the making mould and cores, is called dry sand. It possesses more strength, rigidity and thermal stability. It is mainly suitable for larger castings.) 3. Loam sand (Loam is mixture of sand and clay with water to a thin plastic paste. Loam sand possesses high clay as much as 30-50% and 18% water. Patterns are not used for loam moulding and shape is given to mould by sweeps.) 4. Facing sand (Facing sand is just prepared and forms the face of the mould. It is directly next to the surface of the pattern and it comes into contact molten metal when the mould is poured.) 5. Backing sand (Backing sand or floor sand is used to back up the facing sand and is used to fill the whole volume of the moulding flask. Used moulding sand is mainly employed for this purpose.)
- 9. Molding sand Silica sand (70- 85%) Binder (10-20%) Moisture (2-8%) Additives (1-6%) 9 Coal dust Corn flour Dextrin Sea coal Pitch Wood flour (ग ोंद) Inorganic binder clay sodium silicate port land cement Organic binder dextrin, molasses, cereal binders, linseed oil and Resins (phenol formaldehyde, urea formaldehyde)
- 10. PROPERTIES OF MOULDING SAND 1. REFRACTORINESS 2. PERMEABILITY 3.FLOWABILITY 4. STRENGTH 5.HARDNESS 6. COLLAPSIBILITY 10
- 12. Pouring basin • It is the conical hollow element or tapered hollow vertical portion of the gating system which helps to feed the molten metal initially through the path of gating system to mould cavity. • It helps in maintaining the required rate of liquid metal flow. It reduces turbulence and vertexing at the sprue entrance. Sprue • It is a vertical passage made generally in the cope using tapered sprue pin. • It is tapered with its bigger end at to receive the molten metal the smaller end is connected to the runner. • It helps to feed molten metal without turbulence to the runner which in turn reaches the mold cavity through gate. Gate • It is a small passage or channel being cut by gate cutter which connect runner with the mould cavity and through which molten metal flows to fill the mould cavity. It feeds the liquid metal to the casting at the rate consistent with the rate of solidification. Choke • It is that part of the gating system which possesses smallest cross-section area. In choked system, gate serves as a choke, but in free gating system sprue serves as a choke. 12
- 13. Runner • It is a channel which connects the sprue to the gate for avoiding turbulence and gas entrapment. Riser • It is a passage in moulding sand made in the cope portion of the mould. • Molten metal rises in it after filling the mould cavity completely. • The molten metal in the riser compensates the shrinkage during solidification of the casting thus avoiding the shrinkage defect in the casting. • It also permits the escape of air and mould gases. • It promotes directional solidification too and helps in bringing the soundness in the casting. Chaplets • Chaplets are metal distance pieces inserted in a mould either to prevent shifting of mould or locate core surfaces. • When the molten metal is poured in the mould cavity, the chaplet melts and fuses itself along with molten metal during solidification and thus forms a part of the cast material. Chills • In some casting, it is required to produce a hard surface at a particular place in the casting. At that particular position, the special mould surface for fast extraction of heat is to be made. The fast heat extracting metallic materials known as chills will be incorporated separately along with sand mould surface during moulding. 13
- 14. 14 Top and Bottom Gate + Top and Side Riser Sprue shape Heat transfer always takes place perpendicular to the given surface. Riser should be designed in such a way that riser should be solidified after casting. Thus solidification time of riser is greater than the solidification time of casting. Bottom gate Top gate Casting Casting
- 15. 15
- 16. 16 Expendable means things are going to be break. Hence separately single mold to be prepared for a single casting. Expendable mold typically are made of sand, plaster, ceramics, and similar materials and generally are mixed with various binders (bonding agents) for improved properties. Permanent mold are generally made of metals that maintain their strength at higher temperature. It is expensive and used multiples times.
- 17. 17 Advantage: Almost any metal can be cast; no limit to part size, shape, or Weight; low tooling cost. Limitation: Some finishing required; relatively coarse surface finish; Wide tolerances. Example: of item manufactured in modern industry by sand casting are engine blocks, pump housings, cylinder head and valves. Basically, sand casting consists of (a) placing a pattern (having the shape of the desired casting) in sand to make an imprint, (b) incorporating a gating system, (c) removing the pattern and filling the mold cavity with molten metal, (d) allowing the metal to cool until it solidifies, (e) breaking away the sand mold, and (f) removing the casting as shown in fig. below. Link of youtube for animation video: https://www.youtube.com/watch?v=pwaXCko_Tkw&t=83s
- 18. Dry silica + phenol formaldehyde act as sand-resin mixture and it allowed to contact with heated pattern for some time period and when required thickness has achieved we reversed the dumped box and separate the pattern and replicate shell can be founded. Thickness of shell will depend upon contact time b/w pattern and moulding material and this contact time is called dwell time. 18 Advantage: Good dimensional accuracy and surface finish; high production rate. Limitation: Part size limited; expensive patterns and equipment. Applications: Suitable for production of casting made up of alloys of Al, Cu and ferrous metals, Bushing, Valves bodies, Rocker arms, Bearing caps, Brackets, Gears. Link of YouTube: https://www.youtube.com/watch?v=SU4_8T8Jt3I&t=13s
- 19. Application to made Gold ornaments; Dentures. Link of you tube: https://www.youtube.com/watch?v=lcsEk-24YB8 19 Advantage: Intricate part shapes; excellent surface finish and accuracy; almost any metal can be cast. Part size limited; expensive patterns, molds, and labor. Wet ceramic slurry wax pattern (lost wax process) The pattern is made of wax/plastic by molding or rapidprototyping techniques. The pattern is then dipped into a slurry of refractory material such as very fine silica and binders, including water, ethyl silicate, and acids. After this initial coating has dried, the pattern is coated repeatedly to increase itsthickness for better strength. Note that the initial coating can use smaller particles to develop a better surface finish in the casting; subsequent layers use larger particles and are intended to build coating thickness quickly. The term investment derives from the fact that the pattern is invested (surrounded) with the refractory material. Wax patterns require careful handling because they are not strong enough to withstand the forces encountered during mold making; however, unlike plastic patterns, wax can be recovered and reused. The one-piece mold is dried in air and heated to a temperature of 90° to 175 °C. It is held in an inverted position for a few hours to melt out the wax. The mold is then fired to 650° to 105 0°C for about four hours (depending on the metal to be cast) to drive off the water of crystallization (chemically combined water) and to burn off any residual wax. After the metal has been poured and has solidified, the mold is broken up and the casting is removed.
- 20. 20 Advantage: Most metals can be cast, with no limit to size; complex part shapes. Patterns have low strength and can be costly for low quantities. Link of you tube:https://www.youtube.com/watch?v=GYht8qVcbUs The evaporative-pattern casting process uses a polystyrene pattern, which evaporates upon contact with molten metal to form a cavity for the casting; this process is also known as lost-foam casting and falls under the trade name full-mold process. The pattern is coated with a water-based refractory slurry, dried, and placed in a flask. The flask is then filled with loose, fine sand, which surrounds and supports the pattern and may be dried or mixed with bonding agents to give it additional strength. The sand is compacted periodically, without removing the polystyrene pattern; then the molten metal is poured into the mold. The molten metal vaporizes the pattern and fills the mold cavity, completely replacing the space previously occupied by the polystyrene.
- 21. Thin hollow casting (statues, toys etc.) Low melting point non-ferrous material. Link of you tube: https://www.youtube.com/watch?v=oNZrxFvODtw&t=16s 21 Slush casting is an extension of permanent mold casting or metallic mold casting. It is used widely for production of hollow casting without the use of core. The process is similar to metallic mold casting only with the difference that mold is allowed to open at an early stage (only when a predetermined amount of molten metal has solidified up to some thickness) and some un-solidified molten metal fall down leaving hollowness in the cast object. The process finds wide applications in production of articles namely toys, novelties, statutes, ornaments, lighting fixtures and other articles having hollowness inside the cast product. It was noted that a solidified skin develops in a casting and becomes thicker with time. Hollow castings with thin walls can be made by permanent-mold casting using this principle: a process called slush casting. This process is suitable for small production runs and generally is used for making ornamental and decorative objects (such as lamp bases and stems) and toys from low-melting-point metals such as zinc, tin, and lead alloys. The molten metal is poured into the metal mold. After the desired thickness of solidified skin is obtained, the mold is inverted (or slung) and the remaining liquid metal is poured out. The mold halves then are opened and the casting is removed. Note that this operation is similar to making hollow chocolate shapes, eggs, and other confectionaries.
- 22. GRAVITY PRESSURE Piston; Carburettor; Connecting rod. Cold chamber die casting Hot chamber die casting 22 Advantage: Excellent dimensional accuracy and surface finish; high production rate. Limitations: High die cost; limited part size; generally limited to nonferrous metals; long lead time. The die-casting process, developed in the early 1900s, is a further example of permanent-mold casting. The European term for this process is pressure die casting and should not be confused with pressure casting. Typical parts made by die casting are housings, business-machine and appliance components, hand- tool components, and toys. The weight of most castings ranges from less than 90 g to about 25 kg. Equipment costs, particularly the cost of dies, are somewhat high, but labor costs are generally low, because the process is semi or fully automated. Die casting is economical for large production runs. Molten metal is forced into the die cavity at pressures ranging from 0.7 to 700 MPa. There are two basic types of die-casting machines: hot-chamber and cold-chamber machines.
- 23. 1. HOT CHAMBER DIE CASTING Used to produce low melting point material like zinc, lead, tin etc. 23 Melting unit is generally an integral part of the hot chamber die casting machine. The hot-chamber process (Fig. below) involves the use of a piston, which forces a certain volume of metal into the die cavity through a gooseneck and nozzle. Pressures range up to 35 MPa, with an average of about 15 MPa. The metal is held under pressure until it solidifies in the die. To improve die life and to aid in rapid metal cooling (thereby reducing cycle time) dies usually are cooled by circulating water or oil through various passageways in the die block. Low-melting-point alloys (such as zinc, magnesium, tin, and lead) commonly are cast using this process. Cycle times usually range from 200 to 300 shots (individual injections) per hour for zinc, although very small components, such as zipper teeth, can be cast at rates of 18,000 shots per hour.
- 24. 2. COLD CHAMBER DIE CASTING (Al, Cu, brass) 24 Cold chamber die casting process differs from hot chamber die casting in following respects. 1. Melting unit is generally not an integral part of the cold chamber die casting machine. Molten metal is brought and poured into die casting machine with help of ladles. 2. Molten metal poured into the cold chamber casting machine is generally at lower temperature as compared to that poured in hot chamber die casting machine. 3. For this reasoning, a cold chamber die casting process has to be made use of pressure much higher (of the order of 200 to 2000 kgf/cm2) than those applied in hot chamber process. 4. High pressure tends to increase the fluidity of molten metal possessing relatively lower temperature. 5. Lower temperature of molten metal accompanied with higher injection pressure with produce castings of dense structure sustained dimensional accuracy and free from blow-holes. 6. Die components experience less thermal stresses due to lower temperature of molten metal. However, the dies are often required to be made stronger in order to bear higher pressures.
- 25. 25 As its name implies, the centrifugal-casting process utilizes inertial forces (caused by rotation) to distribute the molten metal into the mold cavities. There are three types of centrifugal casting: true centrifugal casting, semi centrifugal casting, and centrifuging. Application: Pulley, wheels, spoked wheels, hollow cylindrical. Advantage: Large cylindrical or tubular parts with good quality; high production rate. Limitation: Expensive equipment; limited part shape. Link of you tube: https://www.youtube.com/watch?v=ZxVA-htTunU True Centrifugal Casting: In true centrifugal casting, hollow cylindrical parts (such as pipes, gun barrels, bushings, engine-cylinder liners, bearing rings with or without flanges, and street lampposts) are produced by this. In this process, molten metal is poured into a rotating mold. The axis of rotation is usually horizontal, but can be vertical for short workpieces. Molds are made of steel, iron, or graphite and may be coated with a refractory lining to increase mold life. The mold surfaces can be shaped so that pipes with various external designs can be cast. The inner surface of the casting remains cylindrical, Because the molten metal is distributed uniformly by the centrifugal forces. However, because of density differences, lighter elements (such as dross, impurities, and pieces of the refractory lining) tend to collect on the inner surface of the casting. Cylindrical parts ranging from 13 mm to 3 m in diameter and 16 m long can be cast centrifugally with wall thicknesses ranging from 6 to 125 mm.
- 26. 26 Semicentrifugal Casting : This method is used to cast parts with rotational symmetry, such as a wheel with spokes. Centrifuging casting: In centrifuging (also called centrifuge casting), mold cavities of any shape are placed at a certain distance from the axis of rotation. The molten metal is poured from the center and is forced into the mold by centrifugal forces. Semicentrifugal Casting Centrifuging casting