![as it is bent. In compression bending, the line of tangency sweeps along the radius of the bend die as
the pressure die presses the tubing material into the cavity of the bend die. In press bending, two lines
of tangency sweep away from a central starting point as the ram die pushes the tubing material through
a pair of wing dies.
Therefore, the key to the superiority of the rotary-draw method of tube-bending is that a fixed line of
tangency allows for the fixturing of tools both inside and outside and all around the point of bend to
control the flow of material.
[CLICK HERE FOR THE ROLE OF THE LINE OF TANGENCY IN THE 4-STEP SET-UP PROCEDURE]
link — A joint-like component of a mandrel assembly which attaches balls to each other and to the
nose of the mandrel shank. The link originates from a segmented tool patented in the 1890's to form
the spouts of tea kettles and underwent considerable refinement until the late 1950's with the
introduction of the universally flexing H-style link. The H-style link remains the predominant style today
with the only major improvement being the development of the single-piece poppet variety in the late
1980's.
An alternative to link construction of a mandrel assembly is cable construction. The mandrel (or insert)
link, center link, and end link are replaced by a cable which strings a series of balls together. One end
of the cable is anchored inside the mandrel shank and the other is capped with a small ball or plug. A
spring mounted over the anchor usually provides the tension that prevents the cable from drooping
under the weight of the balls. Although cable construction overcomes the inherent weaknesses of the
H-style link design at the extreme ends of its range of performance, cables lack the durability, easy
replacement of components, and reliability in high production of links. See mandrel link, center link,
and end link.
[CLICK HERE FOR A TECHNICAL ARTICLE ON THE ADVANTAGES OF POPPET LINKS]
[CLICK HERE FOR LINK PRODUCT INFORMATION]
lip — The extension of the bend die cavity past the vertical centerline of the tube which is the defining
feature of the captive-lip cavity design. The typical length of this lip is 6% of the tube diameter. The no-
lip cavity design is actually a negative lip; the mating face of the cavity is relieved from the vertical
centerline of the tube usually by
1% of the tube diameter. See
cavity.
mandrel — 1. Short for mandrel
assembly, this tool is a part of the
rotary-draw tube-bending
process. It controls the flow of
plasticizing material at the point of
bend in order to maintain the
shape of tube as it sets into the arc
of the bend. If the tube wall is
thick enough relative to the overall
size of the tube or if the
specifications are not too severe
(e.g., shallow depth of bend or a
large "D" bend radius), then a
mandrel may not be necessary,
because the force of the bend is
not sufficient to buckle or collapse the tube wall at the point of bend. However, if the wall factor of a
tube exceeds 20, a mandrel is needed in most instances.
The key to effective use of the mandrel is to set its nose so that it supports as much of the point of bend
as possible. This ensures that the vertical cross-section of the arc of the tube bend, while it is in a
plastic state, will take the shape of the nose as the tubing material is drawn over it. This plastic region](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
More Related Content
What's hot
What's hot (20)
Viewers also liked
Similar to Bend tools
Similar to Bend tools (20)
Bend tools
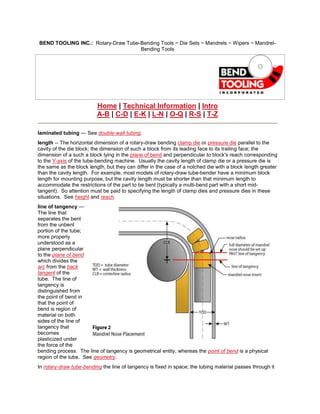
- 1. BEND TOOLING INC.: Rotary-Draw Tube-Bending Tools ~ Die Sets ~ Mandrels ~ Wipers ~ Mandrel- Bending Tools L-N Home | Technical Information | Intro A-B | C-D | E-K | L-N | O-Q | R-S | T-Z laminated tubing — See double-wall tubing. length -- The horizontal dimension of a rotary-draw bending clamp die or pressure die parallel to the cavity of the die block; the dimension of such a block from its leading face to its trailing face; the dimension of a such a block lying in the plane of bend and perpendicular to block's reach corresponding to the Y-axis of the tube-bending machine. Usually the cavity length of clamp die or a pressure die is the same as the block length, but they can differ in the case of a notched die with a block length greater than the cavity length. For example, most models of rotary-draw tube-bender have a minimum block length for mounting purpose, but the cavity length must be shorter than that minimum length to accommodate the restrictions of the part to be bent (typically a multi-bend part with a short mid- tangent). So attention must be paid to specifying the length of clamp dies and pressure dies in these situations. See height and reach. line of tangency — The line that separates the bent from the unbent portion of the tube; more properly understood as a plane perpendicular to the plane of bend which divides the arc from the back tangent of the tube. The line of tangency is distinguished from the point of bend in that the point of bend is region of material on both sides of the line of tangency that becomes plasticized under the force of the bending process. The line of tangency is geometrical entity, whereas the point of bend is a physical region of the tube. See geometry. In rotary-draw tube-bending the line of tangency is fixed in space; the tubing material passes through it
- 2. as it is bent. In compression bending, the line of tangency sweeps along the radius of the bend die as the pressure die presses the tubing material into the cavity of the bend die. In press bending, two lines of tangency sweep away from a central starting point as the ram die pushes the tubing material through a pair of wing dies. Therefore, the key to the superiority of the rotary-draw method of tube-bending is that a fixed line of tangency allows for the fixturing of tools both inside and outside and all around the point of bend to control the flow of material. [CLICK HERE FOR THE ROLE OF THE LINE OF TANGENCY IN THE 4-STEP SET-UP PROCEDURE] link — A joint-like component of a mandrel assembly which attaches balls to each other and to the nose of the mandrel shank. The link originates from a segmented tool patented in the 1890's to form the spouts of tea kettles and underwent considerable refinement until the late 1950's with the introduction of the universally flexing H-style link. The H-style link remains the predominant style today with the only major improvement being the development of the single-piece poppet variety in the late 1980's. An alternative to link construction of a mandrel assembly is cable construction. The mandrel (or insert) link, center link, and end link are replaced by a cable which strings a series of balls together. One end of the cable is anchored inside the mandrel shank and the other is capped with a small ball or plug. A spring mounted over the anchor usually provides the tension that prevents the cable from drooping under the weight of the balls. Although cable construction overcomes the inherent weaknesses of the H-style link design at the extreme ends of its range of performance, cables lack the durability, easy replacement of components, and reliability in high production of links. See mandrel link, center link, and end link. [CLICK HERE FOR A TECHNICAL ARTICLE ON THE ADVANTAGES OF POPPET LINKS] [CLICK HERE FOR LINK PRODUCT INFORMATION] lip — The extension of the bend die cavity past the vertical centerline of the tube which is the defining feature of the captive-lip cavity design. The typical length of this lip is 6% of the tube diameter. The no- lip cavity design is actually a negative lip; the mating face of the cavity is relieved from the vertical centerline of the tube usually by 1% of the tube diameter. See cavity. mandrel — 1. Short for mandrel assembly, this tool is a part of the rotary-draw tube-bending process. It controls the flow of plasticizing material at the point of bend in order to maintain the shape of tube as it sets into the arc of the bend. If the tube wall is thick enough relative to the overall size of the tube or if the specifications are not too severe (e.g., shallow depth of bend or a large "D" bend radius), then a mandrel may not be necessary, because the force of the bend is not sufficient to buckle or collapse the tube wall at the point of bend. However, if the wall factor of a tube exceeds 20, a mandrel is needed in most instances. The key to effective use of the mandrel is to set its nose so that it supports as much of the point of bend as possible. This ensures that the vertical cross-section of the arc of the tube bend, while it is in a plastic state, will take the shape of the nose as the tubing material is drawn over it. This plastic region
- 3. of the tube bend extends both behind and ahead of the line of the tangency, therefore, the mandrel nose must be set forward of the line of tangency into the arc of the tube bend in almost all cases. (See entry under "line of tangency" for further information on how a mandrel performs in the rotary-draw process.) The limiting factor of this forward placement is the point where the outboard line of the mandrel intersects with the tube wall of the outside radius; in other words, the point where the mandrel nose would literally stick out past the bend. The location of this point can be determined by formula developed from the Pythagorean thereom. Generally it is advisable to locate the nose (excluding the nose radius) about the two-thirds of the distance between this point and the line of tangency. This will allow for slight flattening of the tube's cross-section at the outside radius, which unavoidably occurs because of the tension of the draw, without intersecting the mandrel nose. 2. The mandrel body or shank, particularly in reference to a non-inserted mandrel assembly. 3. A plug, i.e., a mandrel that does not require a ball assembly. [CLICK HERE FOR MANDREL SET-UP INFORMATION] [CLICK HERE FOR MANDREL PRODUCT INFORMATION] mandrel assembly — Often referred to loosely as the mandrel, which see, a complete mandrel assembly consists of: [1] a mandrel body, [2] a mandrel nose insert, [3] a mandrel link or insert link, [4] a mandrel screw, and, if necessary, [5] a ball sub-assembly. A non-inserted mandrel assembly, sometimes called an "aircraft type" or "aircraft quality" mandrel assembly, does not include the second component, the nose insert. mandrel ball, mandrel (ball) segment — A component of a mandrel assembly. See ball. mandrel body — The section of the mandrel assembly which connects the mandrel sub-assembly to the mandrel rod of a tube-bending machine. In an inserted mandrel assembly, the mandrel body does not include a nose, which is a separate detachable component held to the body by means of the insert link and the mandrel screw. Therefore, the mandrel body in this case is a relatively long-lived
- 4. component that needs to be replaced only after extreme wear. The mandrel body of a non-inserted mandrel assembly has an integrated nose to control the flow of material at the point of bend. Thus, such a mandrel body wears out when the nose does and is relatively short-lived compared to that of an inserted assembly. Because a mandrel body cannot be reconditioned for re-use in the same tube-bending application (it is occasionally possible to re-machine it for another application), it must be discarded after its nose wears out. This is its primary disadvantage. However, a non-inserted mandrel body remains the tool of choice for those applications with a high rigidity factor (for example, non-round tubing or compression-resistant materials like Inconel) because its strength is a more important consideration than tool life. Technically a mandrel body is not a plug. A plug is a complete, fully-functioning mandrel assembly, whereas, a mandrel body is a component of a mandrel assembly (although in the case of a non- inserted plug, the mandrel body is the only component of that assembly). mandrel flats — The wrench flats milled onto a mandrel body which facilitate screwing the mandrel assembly onto the mandrel rod of the tube-bending machine. These flats are typically on the end of the mandrel body opposite of the nose, although they occasionally appear in the middle of the body. The specification for wrench flats usually varies with the threading of the mandrel body to ensure that the cross-section between a flat and the major diameter of the thread is as thick as possible. mandrel insert — Same as mandrel nose insert, which see. mandrel link — 1. The link connecting a ball sub-assembly to a non-inserted mandrel body. Because there is no mandrel nose insert, a mandrel link lacks the shoulder that is characteristic of the insert link. Sometimes called a "shank link". 2. An insert link. mandrel nose — Either the nose insert of an inserted mandrel body or the nose portion of a non- inserted mandrel body, both function in the same manner as the "working" end of the mandrel body. It is positioned at the point of bend to control the flow of material and so takes the brunt of the wear in a mandrel assembly. mandrel nose insert — The replaceable nose section of an inserted mandrel body. It is designed as a relatively inexpensive component of a mandrel assembly to be detached from the mandrel body when it is worn out and disposed of. Another feature is that a mandrel nose insert of one material can be swapped with one of another material so that the same mandrel body can be used for different tubing materials. [CLICK HERE FOR MANDREL NOSE INSERT PRODUCT INFORMATION] mandrel overall length — The overall length of the shank of a mandrel assembly — i.e., the length of a non-inserted mandrel body or the combined length of a mandrel nose insert and mandrel body. This specification does not include the ball assembly and typically varies according to set standards relative to tube diameter. However, overall length may be increased and decreased from the standard to accommodate special considerations involving the reach of the mandrel rod or the collet of a tube- bending machine. mandrel shank — Similar to the term "mandrel body", which see. Refers to both a non-inserted mandrel body or the combination of a mandrel nose insert and mandrel body. mandrel sub-assembly — A ball sub-assembly, which see, plus a mandrel nose insert. A one-ball mandrel sub-assembly includes the following components: [1] mandrel nose insert, [2] insert link, [3] mandrel ball, and [4] end link. Multiple-ball mandrel sub-assemblies include a mandrel and a center link for each additional ball of the
- 5. assembly. mandrel thread — All mandrel bodies have internal threads at the end opposite of the nose in order to attach the mandrel assembly to the mandrel rod. The mandrel thread specification typically varies with tube diameter. Although there is no official standard, some common relationships have developed over time for non-metric tube-bending machines. For tube diameters around 1", 1/2"-13 UNC threads are typical, from about 1.25" to 1.375" 5/8-11 UNC, and from about 1.5" to 3" 1"-8 UNC. mechanical tubing — Tubing specified for structural or mechanical purposes as opposed to the containment of liquids and gasses. Most commonly mechanical tubing is steel. Compare pressure tubing. mid-tangent — A tangent located between two bends made on the same section of tubing. Compare end tangent; also see tangent. The mid-tangent becomes an important consideration in tool design and machine process if its length is shorter than the recommended clamp length for the tube-bending application. In those instances when a short mid-tangent compromises the optimal clamp design, a conflict arises between ease-of-bending and bend quality that often is not resolved unless compound clamps are used. See the entries under clamp die and compound clamp for a full treatment of this issue. mild steel — Low carbon unalloyed steel used for tubing that is relatively easy to form compared to alloy steels, high-carbon steels, and stainless steels. Aluminum-bronze mandrel and wiper tooling is usually recommended for working with mild steel tubing. Hard-chromed mandrel and untreated steel wiper tooling is sometimes preferred because of longer tool-life; however, extended tool-life with these materials is dependent upon continuous and heavy lubrication of the tubing material and tooling surfaces. See steel. minimum wall thickness — A post-bend specification controlling wall thinning which sets the minimum wall thickness allowed for the finished part. In rotary-draw tube-bending wall thinning is unavoidable in the extrados, which see, but it can be mitigated by proper placement of the mandrel nose relative to the line of tangency, using the least direct pressure the application requires, and using assist pressure to feed material from the trailing tangent into the extrados. See wall thinning. mounting bracket — Same as hanger bracket, which see. mounting pattern — The specification of the number of screw holes, center-to-center location of those holes, location of the overall pattern, and threading of the mounting holes of a wiper die. Certain patterns are quite common, such as two 3/8"-16 mounting holes on 1.5" centers for smaller wiper dies (under 3" tube diameter) and two 1/2"-13 mounting holes on 2" centers for larger wiper dies (over 3" tube diameter). mounting pin — The pin attached to the clamp slide of a tube-bending machine upon which a clamp die hanger bracket is located. This pin-type of clamp die mounting is standard on older models of Pines bending machines. The T-key type of mounting is most common today. neutral axis — The line separating the regions of compression (intrados) and elongation (extrados) of the tube wall during the bending process. Because the intrados and extrados extend into the leading and trailing tangents of a bend, so does the neutral axis which widens into an inactive zone at these extremes. Contrary to common misconception, the neutral axis is not the centerline radius, which is a geometric entity. The neutral axis lies inboard of the centerline radius. See geometry for illustration. nitriding — A type of case-hardening for alloy and tool steels in which a surface is hardened by an infusion of nitrogen. One advantage nitriding had over carburizing, which adds carbon to a steel surface, is that quenching is not need to complete the hardening process, thus eliminating one source for dimensional distortion. However, the nitriding process is an excellent treatment for alloy steels which have good shock-resistant qualities. no-lip — A common type of cavity design for tube-bending dies which is true to the size and shape of the tube to be bent (with minor allowances) and a bend die lip extending over the centerline of the
- 6. tube. Compare to "captive lip" under the entry for cavity. nominal diameter — The "name" for a pipe size. In various specification systems for pipe (e.g., IPS, EMT, K-type copper tubing) a pipe is identified by a nominal diameter that is significantly different from its true diameter. For instance, an 1.5" IPS black pipe has a true diameter of 1.900 inches. Another aspect of nominal diameter specifications is that if the centerline radius is called out in terms of "D" of bend, that "D" is a multiple of the nominal diameter and not the true diameter. For instance, the true centerline radius of a 2-"D" bend for that 1.5" IPS black pipe is 3.000 inches (2 x 1.5" nominal), not 3.800 inches (2 x 1.900" true). Because of the potential for confusion (especially with copper tubing) all bend specifications for a pipe application should be called out in both nominal and true terms. non-mandrel bending — A method of rotary-draw tube-bending that obviates the need for a mandrel assembly by the use of bending dies with heart-shaped cavities. By its nature, non-mandrel bending does not replace bending with conventional bending dies for applications with sufficiently heavy tube walls or large centerline radiuses to eliminate the need for mandrel tooling in the first place. Non- mandrel bending strictly replaces a conventional set-up for that narrow range of applications that normally require a mandrel but are amenable to control at the point of bend under the "pinch" of heart- shaped cavities. In practice this means applications within the range of 1.75- to 3-"D" centerline radius and 12 to 35 in wall factor. Non-mandrel bending compromises bend quality for the benefit of eliminating mandrel and wiper tooling costs. Quality suffers most in terms of the critical attributes of bend reduction and wrinkling, which accounts for the significant decline in the use of non-mandrel bending over the past several years. The problem of wrinkling can sometimes be solved with a wrinkle-control bend die, which see, but customers for bent tubing are increasingly resistant to any wrinkling, controlled or not. [CLICK HERE FOR DIE SET PRODUCT INFORMATION] nose radius — The radius of the mandrel nose. The greater the wall factor (i.e., the ratio of tube diameter to wall thickness) the smaller this radius should be. Sharp radiuses are disfavored because they tend to break down quickly; however, larger radiuses increase the gap in tube wall support between the crown of the first mandrel ball and the full diameter of the mandrel nose. Therefore, the radius must be sized to provide the greatest amount of support without wearing out too rapidly. Generally a nose radius of between five to ten percent of the nose diameter will optimize these competing requirements. Generally, a large radius is preferred for low-pressure mandrel bending and a sharp radius for high-pressure. See the photograph to the right for an example of each type of nose radius. MAIL TO: BEND TOOLING INC. ~ 1009 OTTAWA AVENUE, N.W. ~ GRAND RAPIDS, MICHIGAN 49503, U.S.A. TOLL-FREE (U.S.A. & CANADA): 1-800-BTI-TUBE (1-800-284-8823) ~ WORLDWIDE: 616-454-9965 FAX: 616-454-9958 ~ E-MAIL: INFO@BENDTOOLING.COM INQUIRIES | REQUESTS FOR QUOTATION | ORDER PLACEMENT | CUSTOMER SERVICE © Bend Tooling Inc., 2008