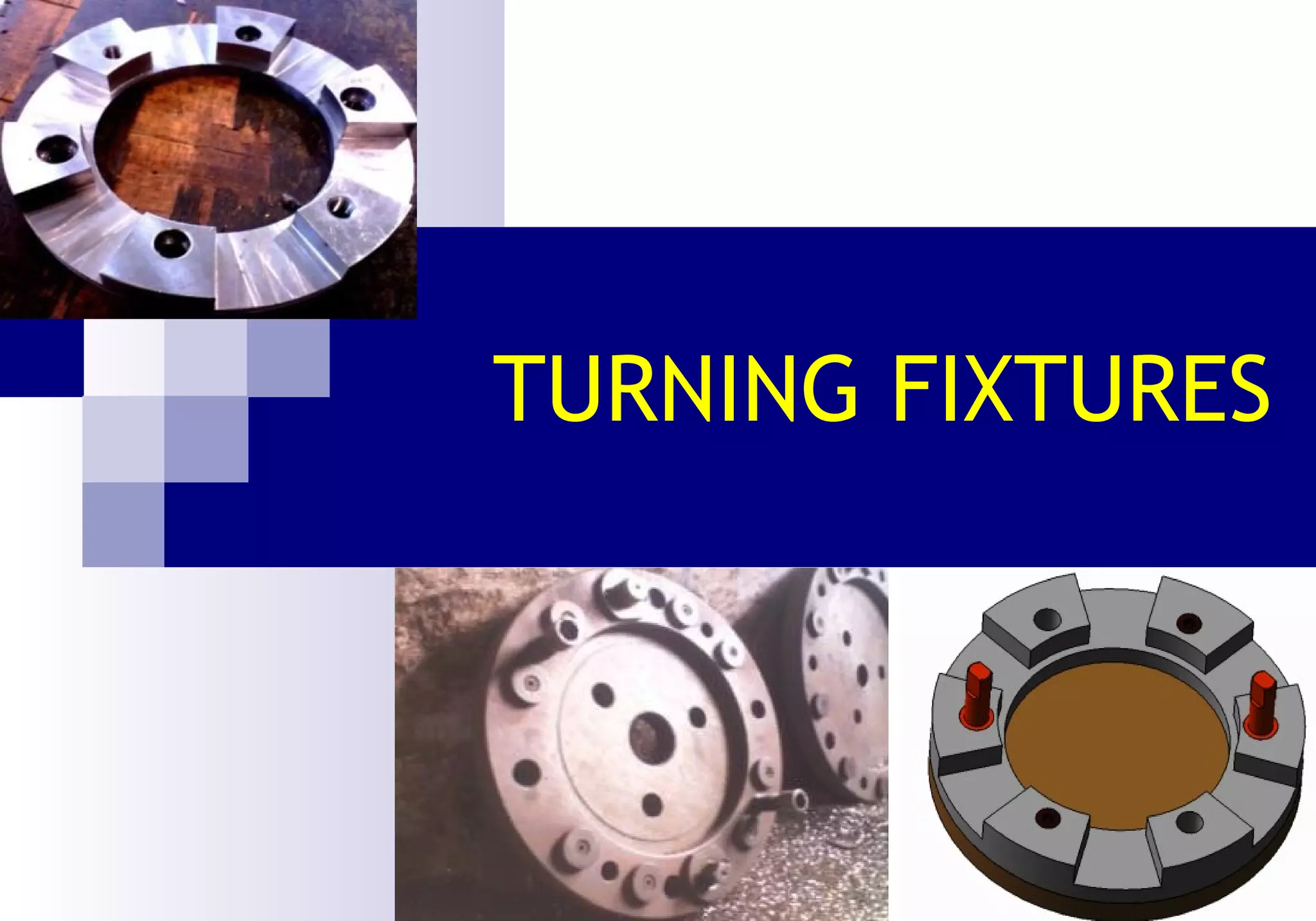
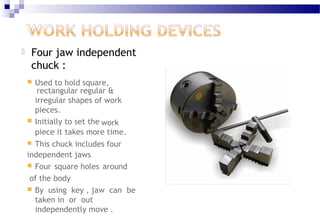
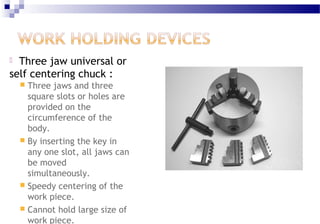
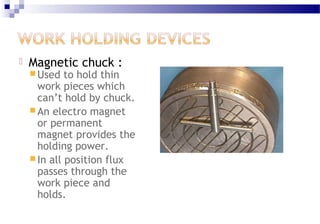
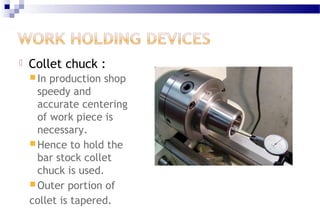
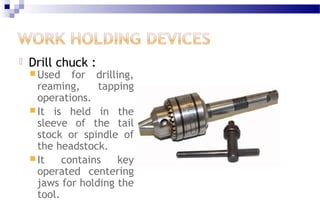
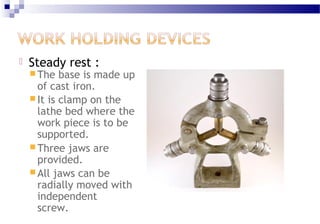
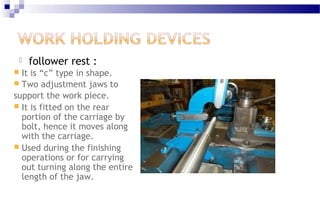
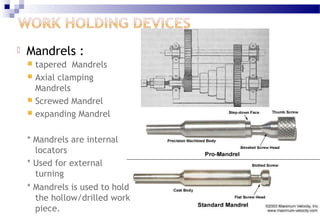
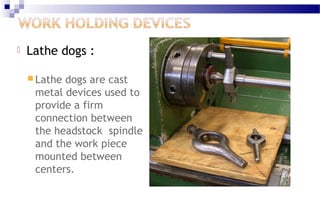
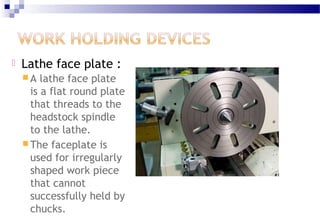
The document discusses various types of turning fixtures used in lathe machines, including chucks, collets, mandrels, centers, and face plates. Four jaw independent chucks hold irregular shapes but take more time to set up. Three jaw universal chucks allow for speedy centering but cannot hold large workpieces. Combination chucks have advantages of both varieties. Magnetic and collet chucks hold thin workpieces that cannot be held by other chucks. Drill chucks, lathe centers, steady rests, and follower rests are also used to support workpieces during turning operations. Mandrels are used internally to locate hollow or drilled workpieces. Lathe dogs and face plates are also discussed.