Downloaded 36 times

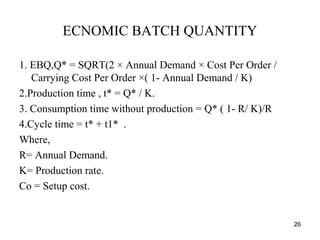
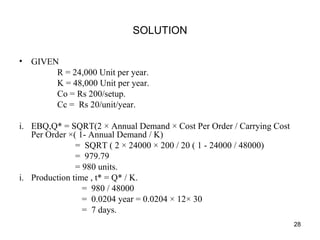
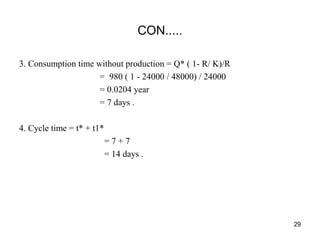
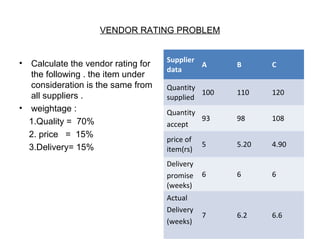
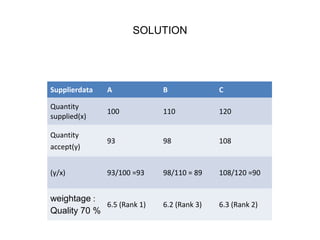
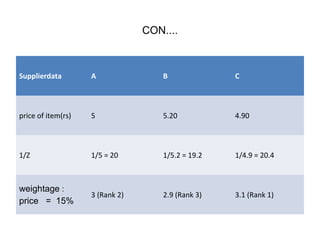
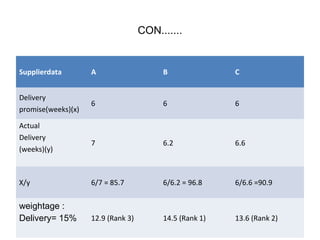
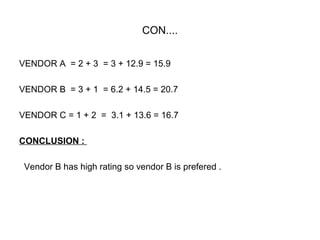

This document outlines an assignment for material management at Alpha industry. It includes the following: 1. An economic order quantity (EOQ) calculation problem to determine the optimal order size for an order of 2000 units per year. 2. Questions on integrated material management concepts like inventory control, purchasing systems, storage management, and material planning. 3. Steps for a successful vendor evaluation process, including aligning technology with strategic goals, conducting a technology assessment, defining critical business needs, selecting preliminary vendors, issuing a request for proposal, and evaluating vendor responses.