




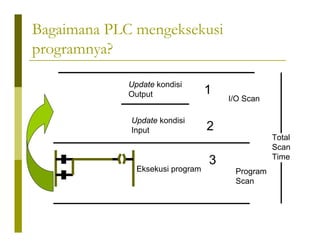


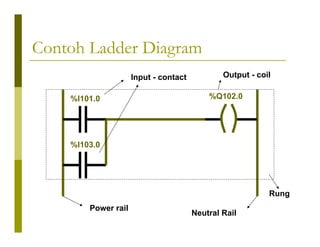
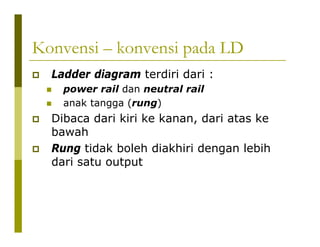





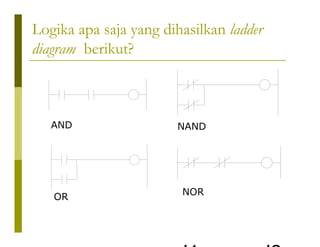








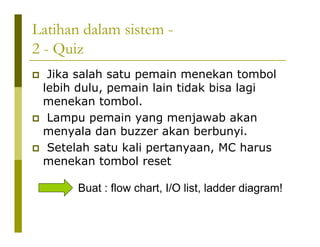
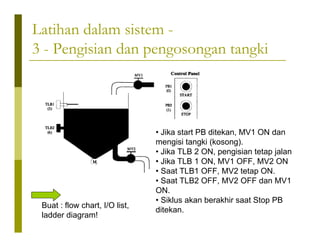
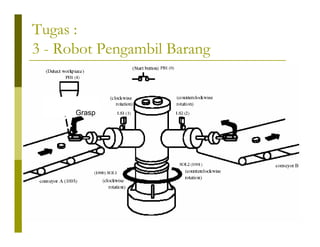
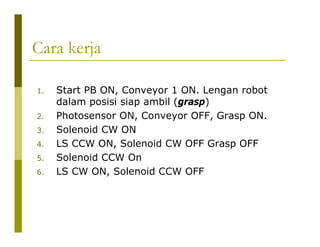

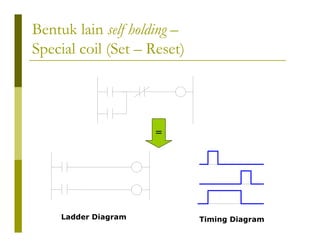
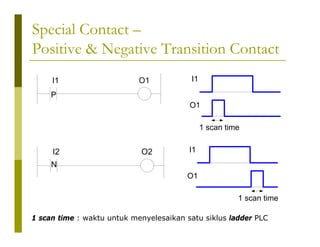
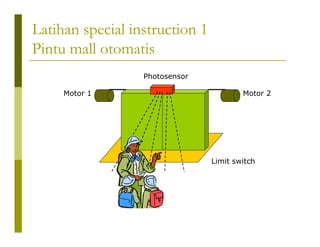
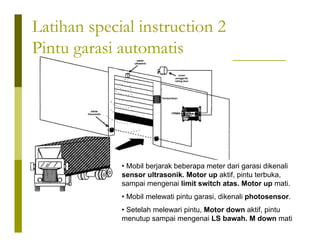


Dokumen tersebut membahas tentang dasar-dasar pemrograman PLC menggunakan Ladder Diagram. Materi yang disampaikan mencakup penjelasan prinsip kerja PLC, komponen-komponen Ladder Diagram, dan contoh-contoh aplikasi logika kontrol menggunakan Ladder Diagram. Mahasiswa diajarkan cara memprogram PLC untuk mengendalikan sistem berdasarkan alur kerja yang direpresentasikan dalam bentuk flow chart dan diagram Ladder.




































































![Modul Ajar Kurikulum Berbasis Cinta (KBC) Bahasa Arab Kelas 4 [modulguruku.com]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkurikulumberbasiscintakbcbahasaarabkelas4modulguruku-260111161038-33bb50cf-thumbnail.jpg?width=640&height=640&fit=bounds)






![Modul Ajar Kurikulum Berbasis Cinta (KBC) Fikih Kelas 5 [modulguruku.com]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkurikulumberbasiscintakbcfikihkelas5modulguruku-260112161659-0c632371-thumbnail.jpg?width=640&height=640&fit=bounds)


![Modul Ajar Kurikulum Berbasis Cinta (KBC) Fikih Kelas 3 [modulguruku.com]](https://cdn.slidesharecdn.com/ss_thumbnails/modulajarkurikulumberbasiscintakbcfikihkelas3modulguruku-260111063151-97bae4f2-thumbnail.jpg?width=640&height=640&fit=bounds)






