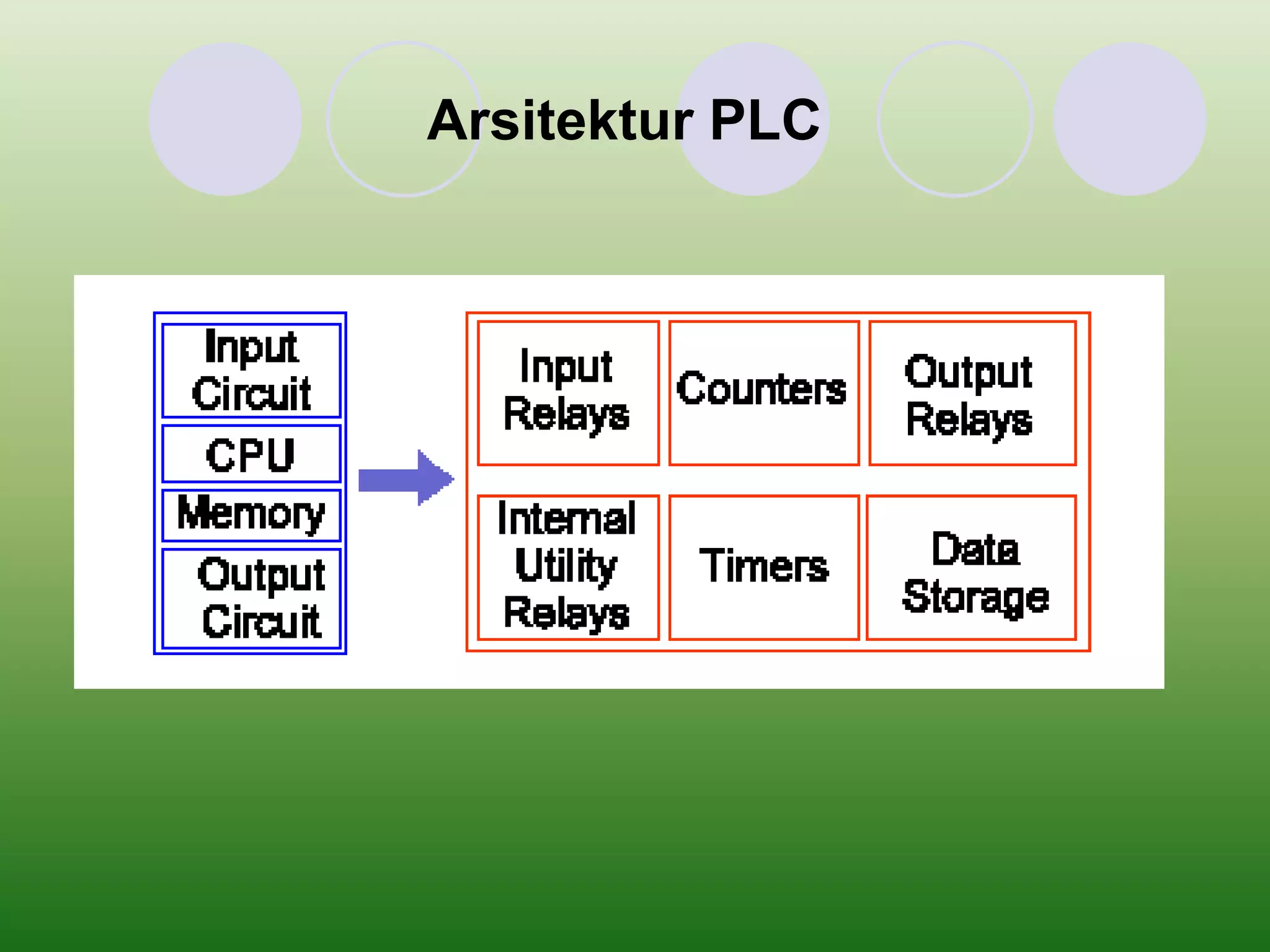
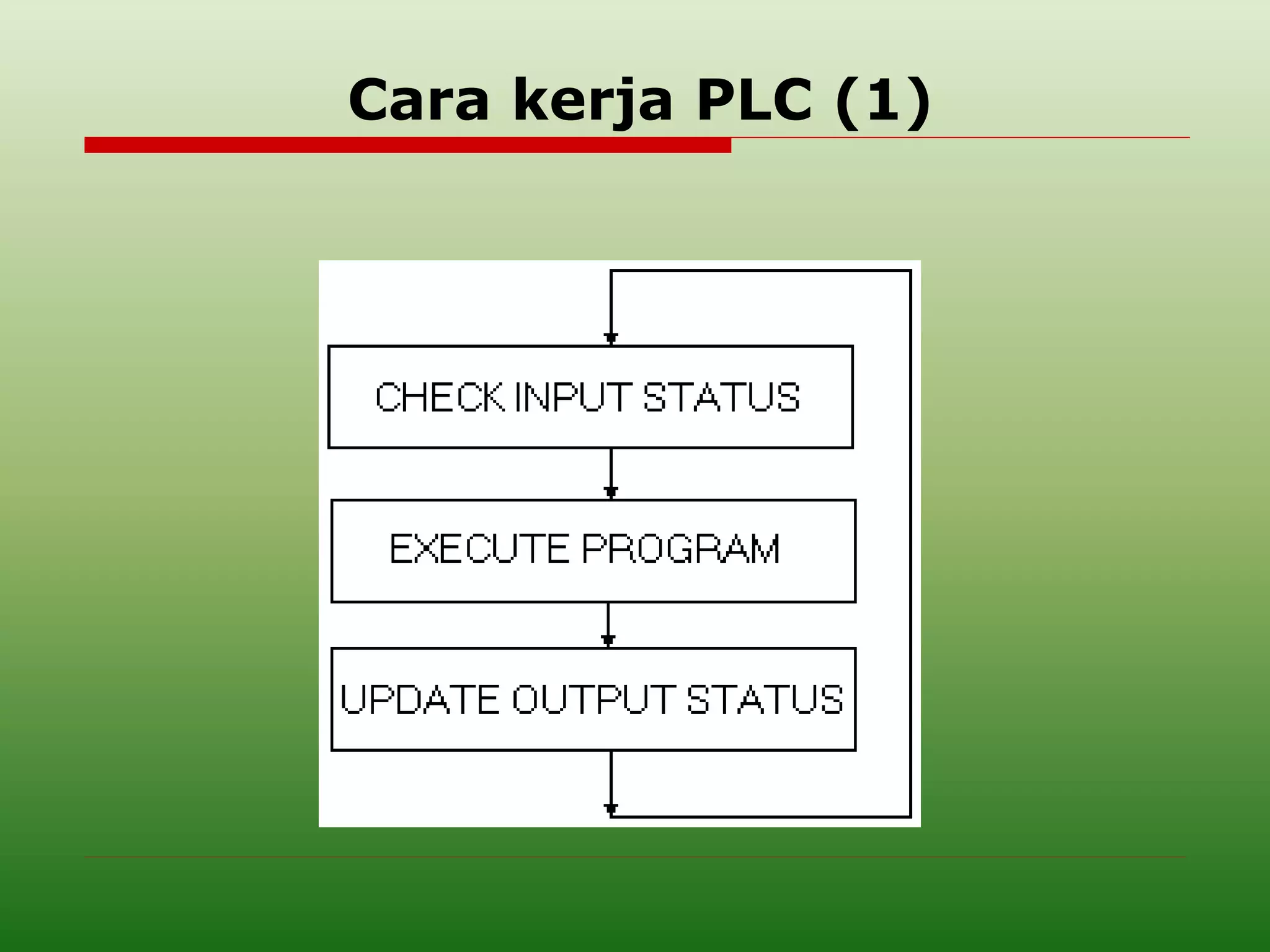
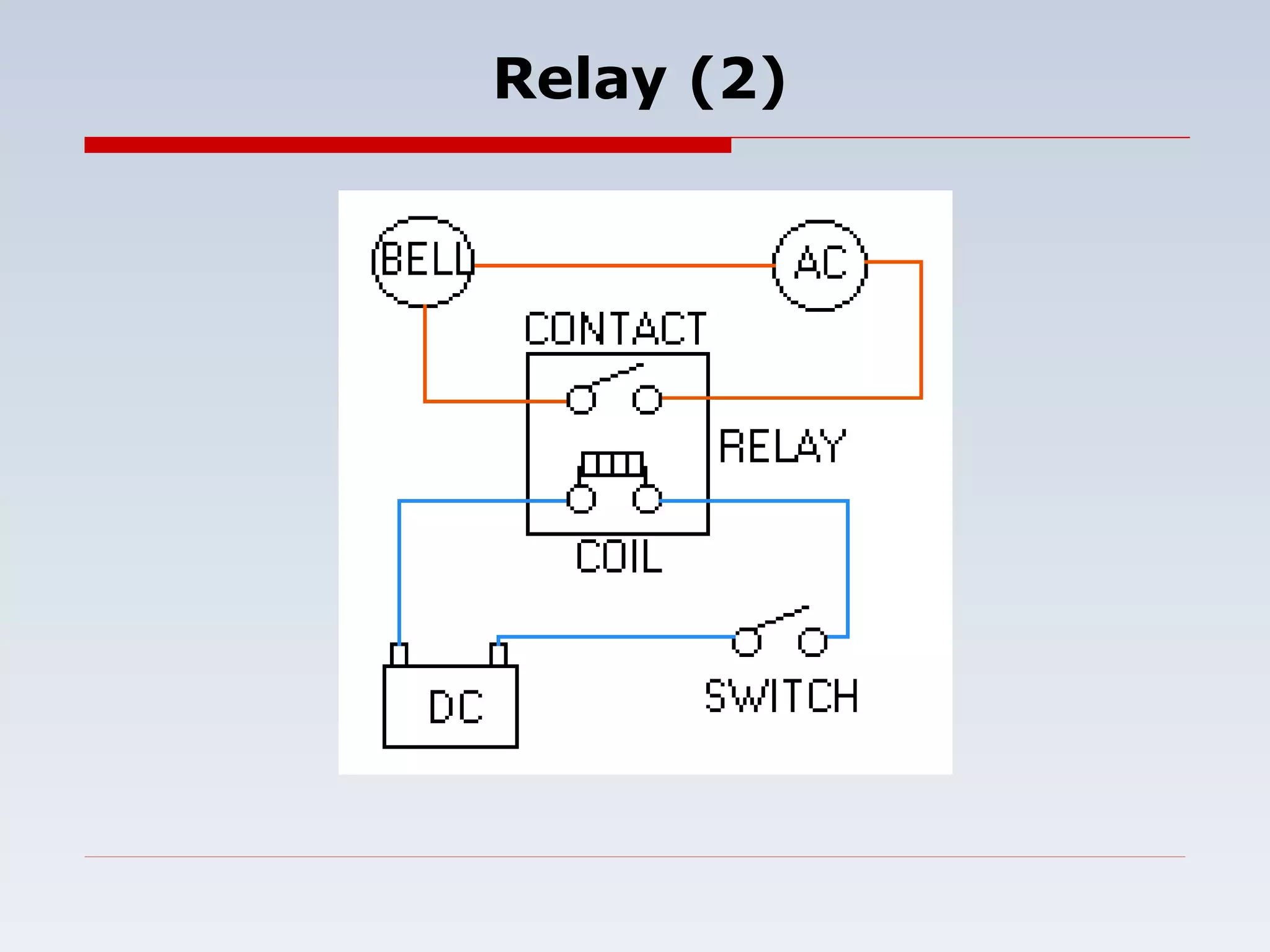
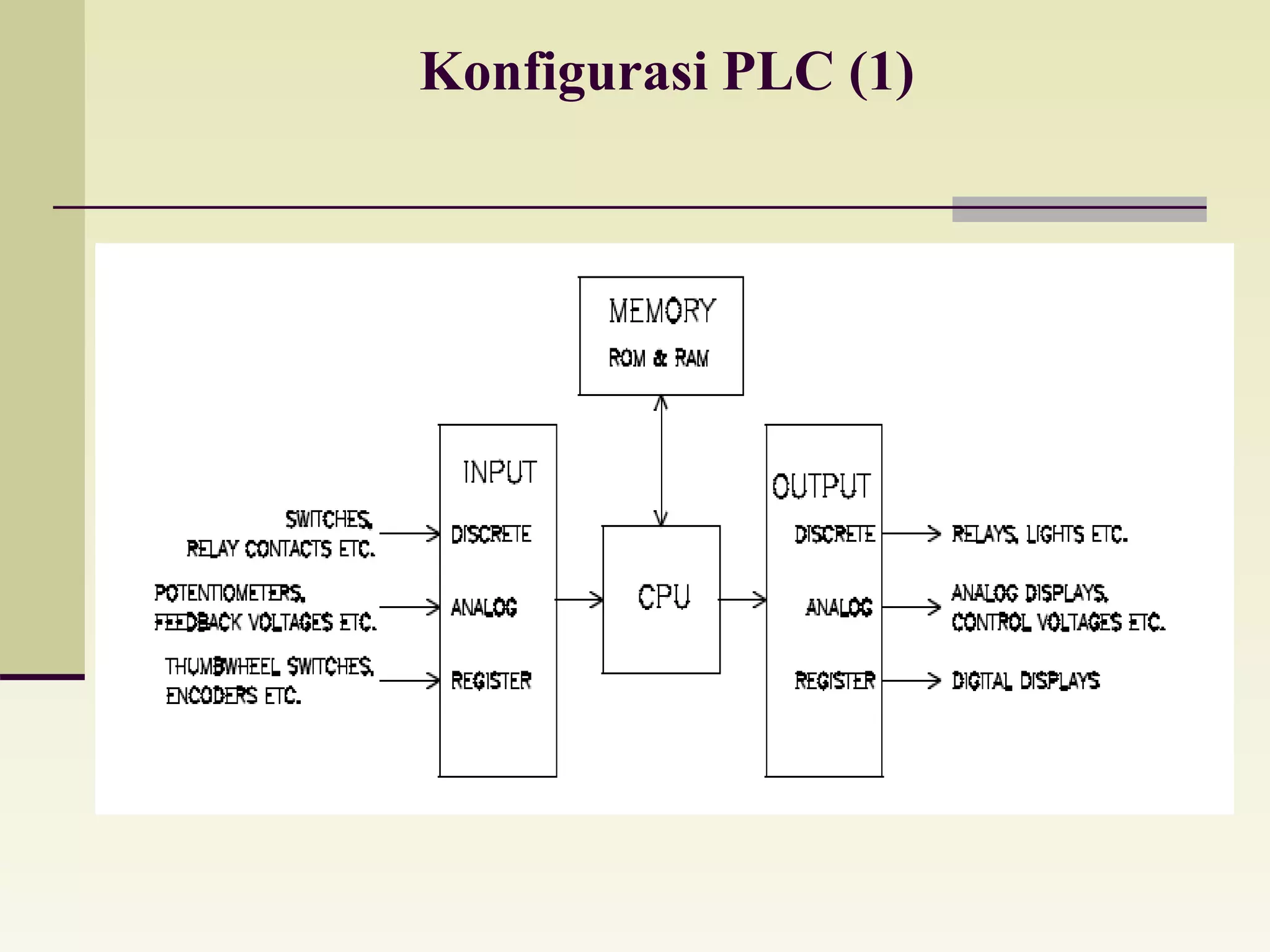
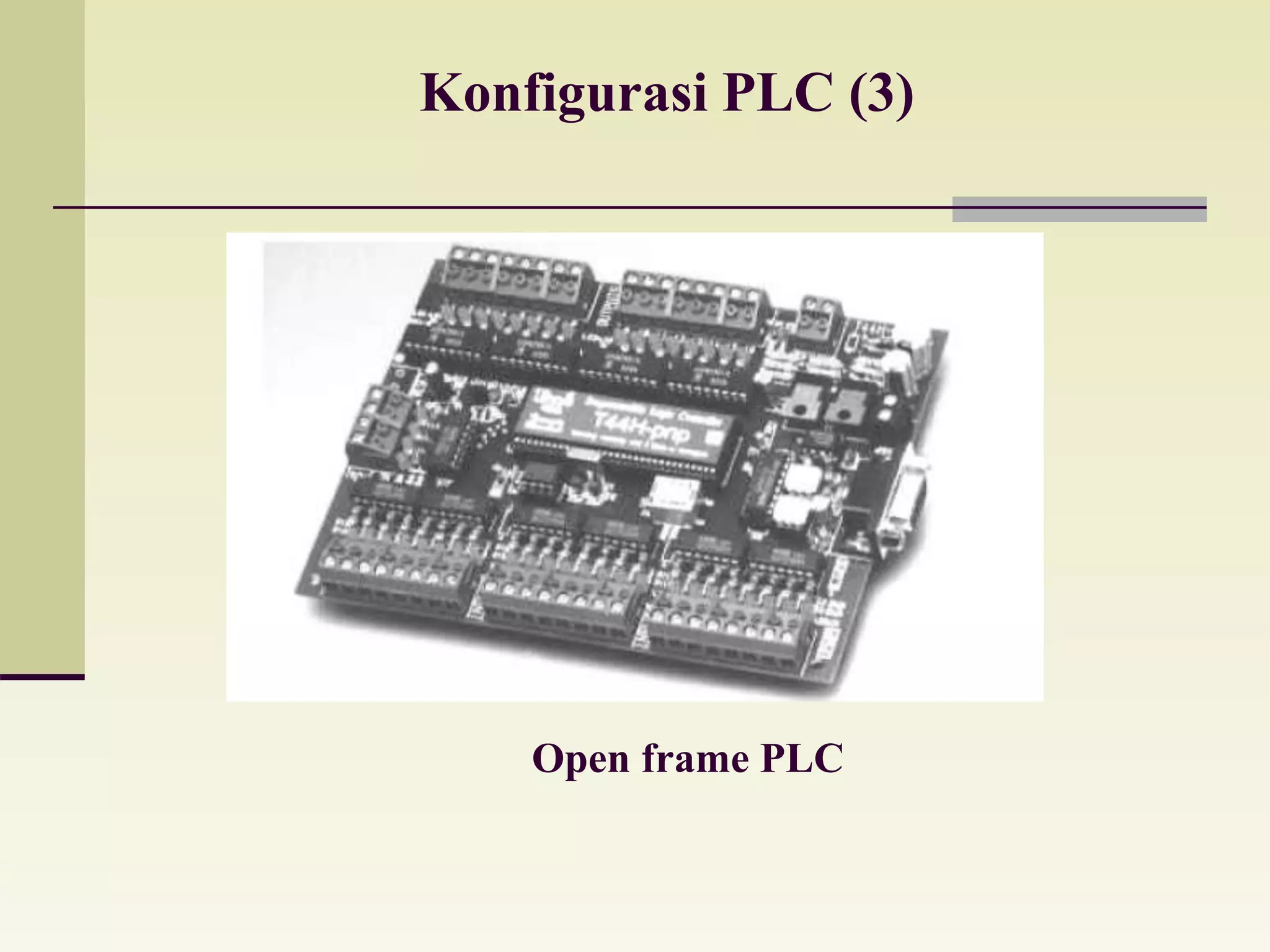
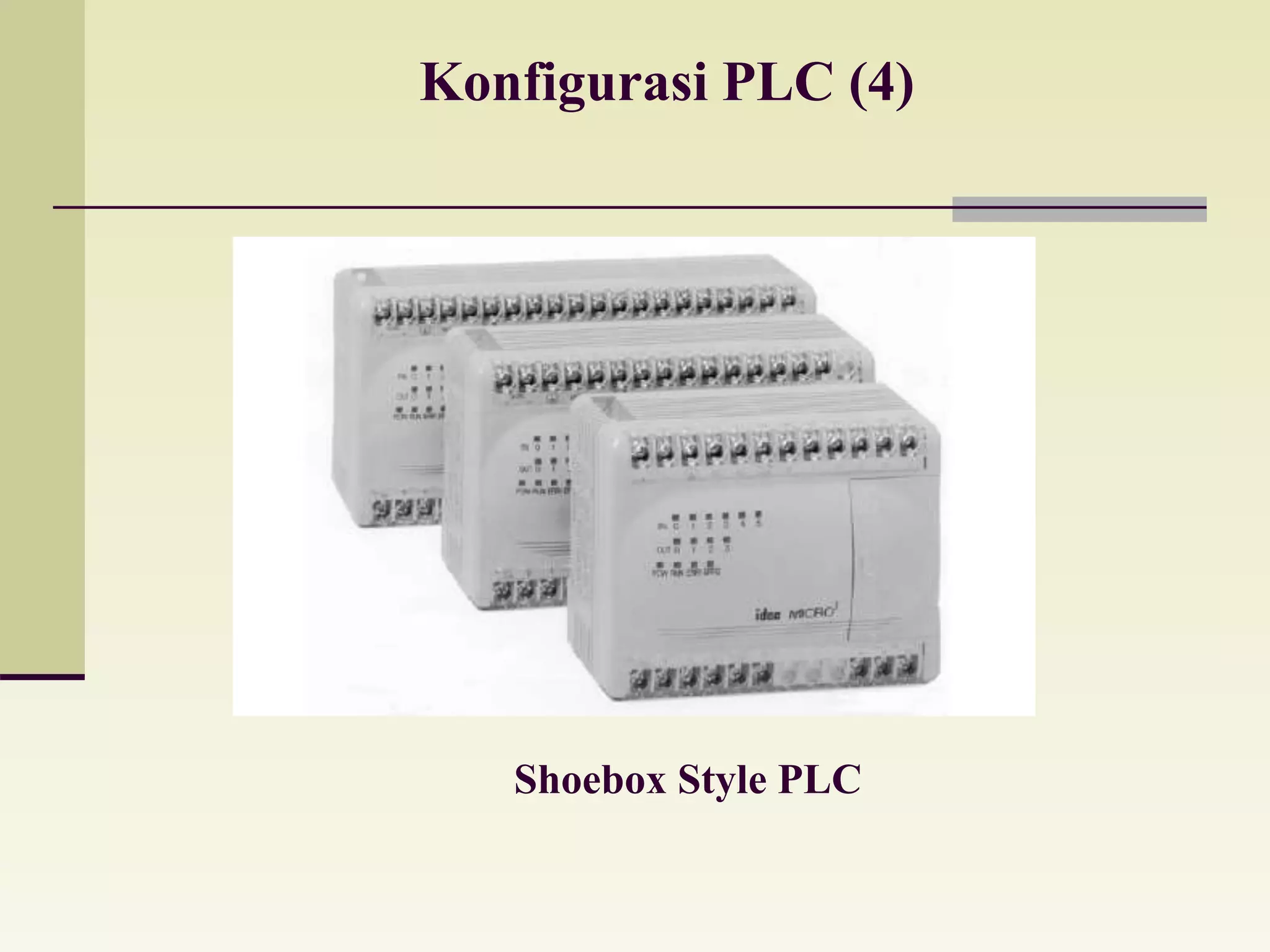
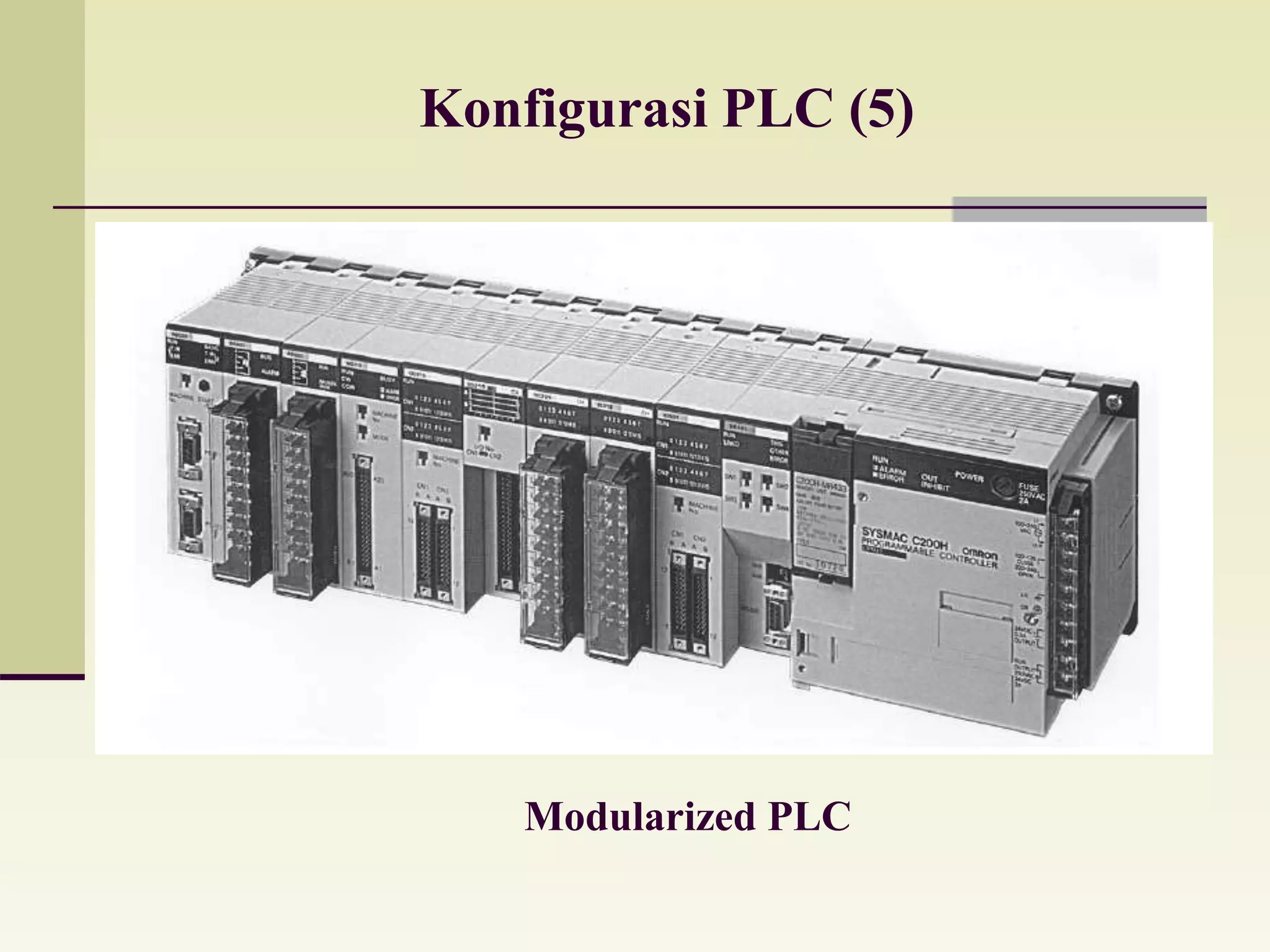
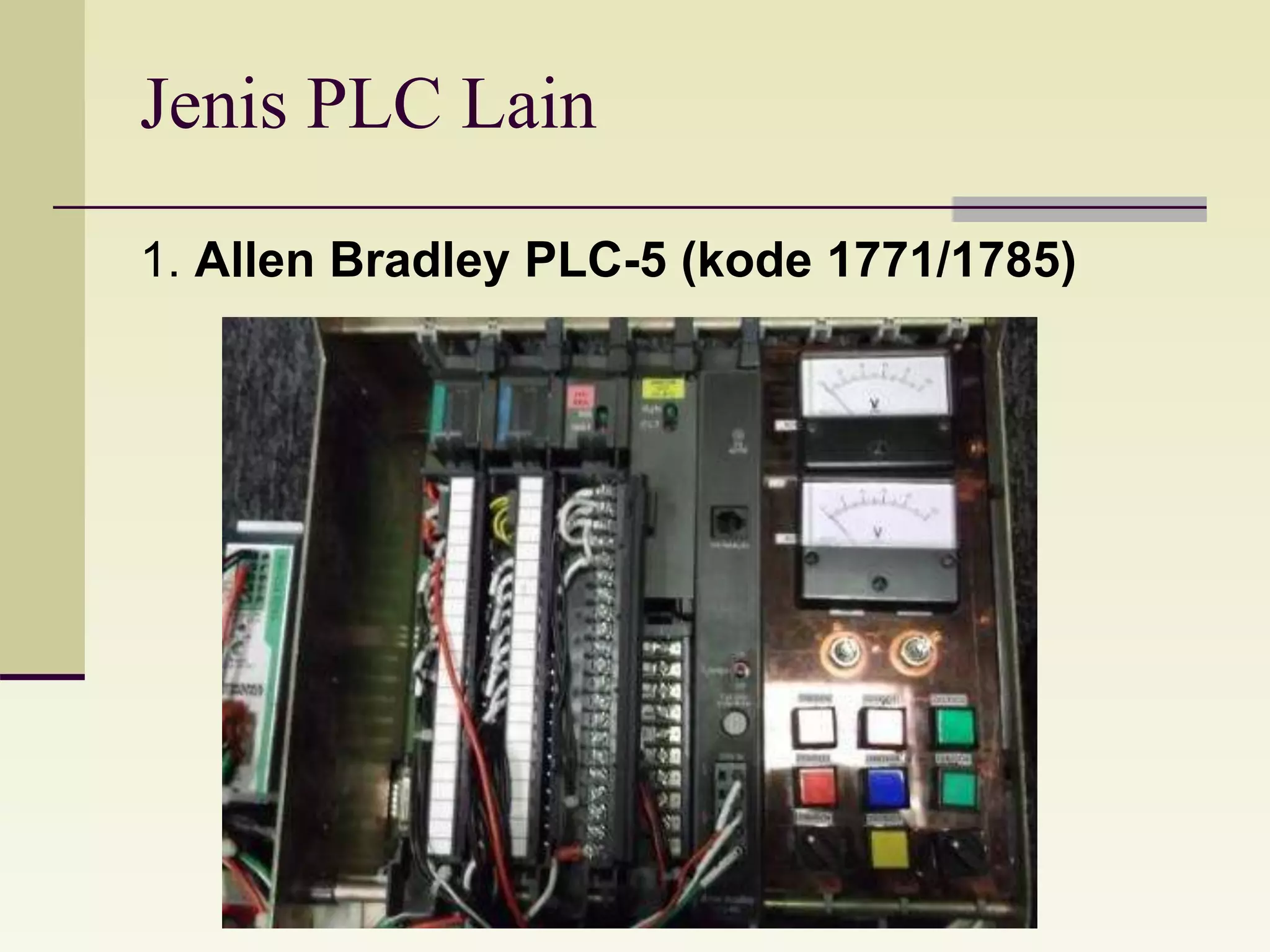
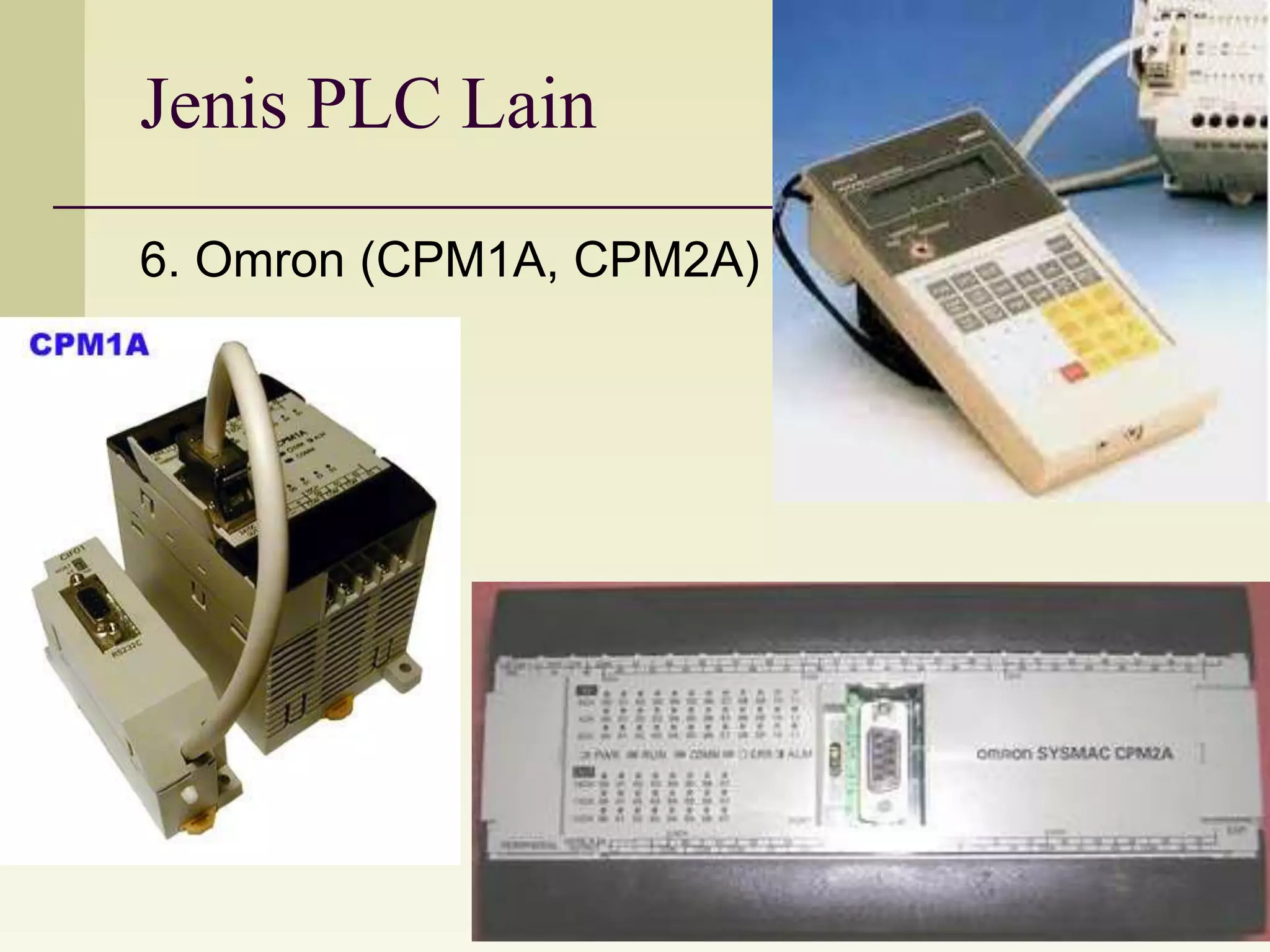
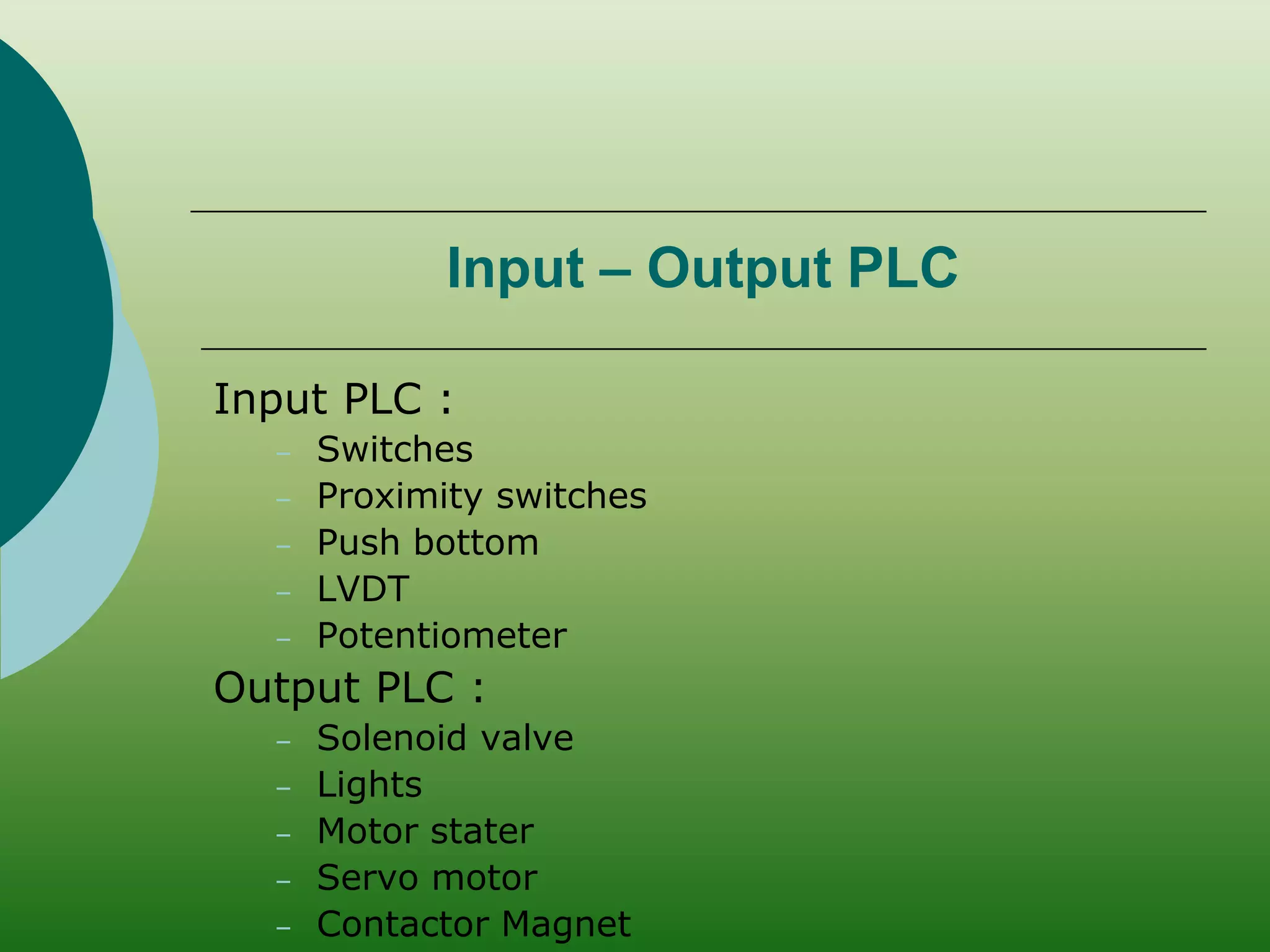
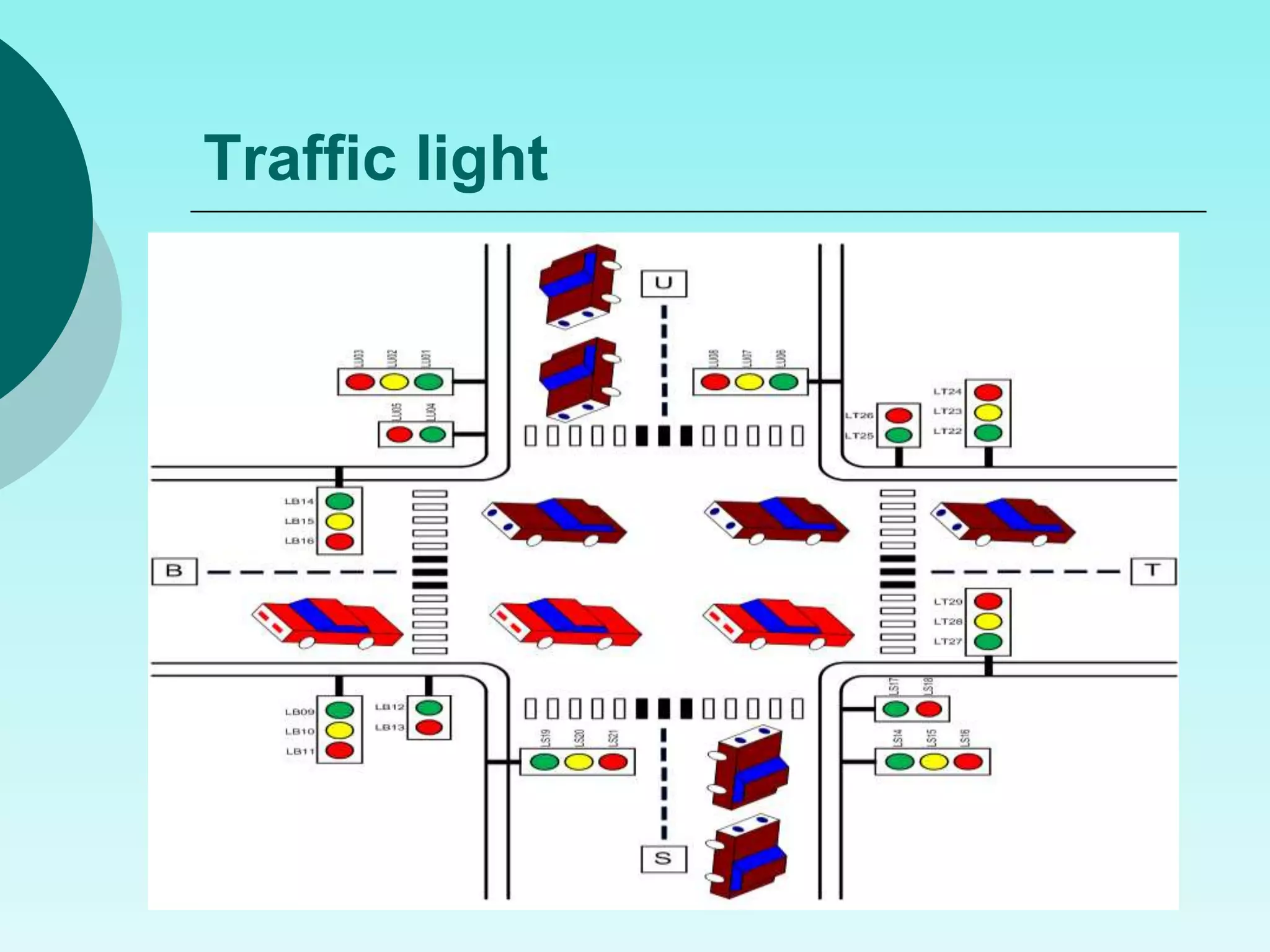
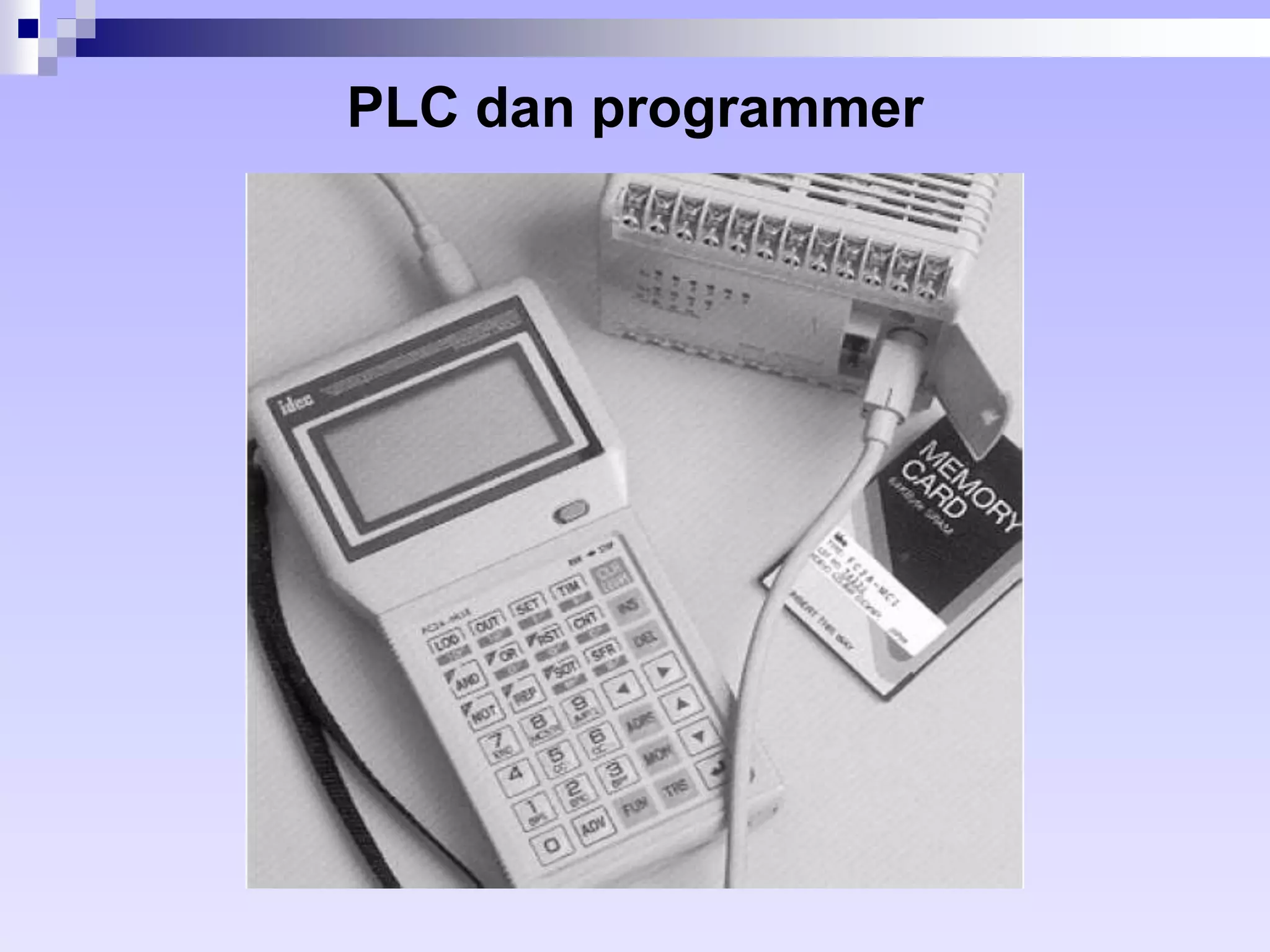
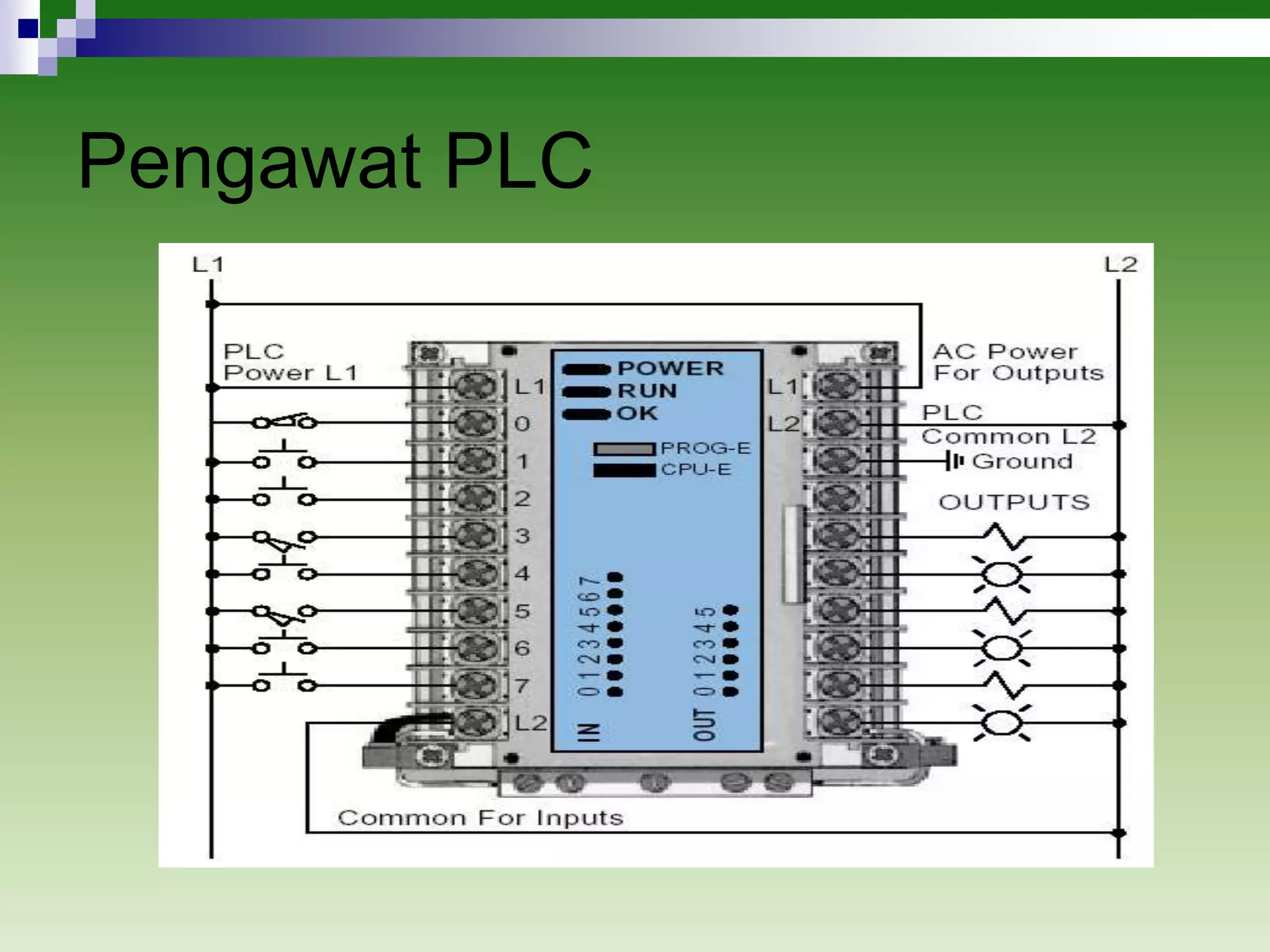
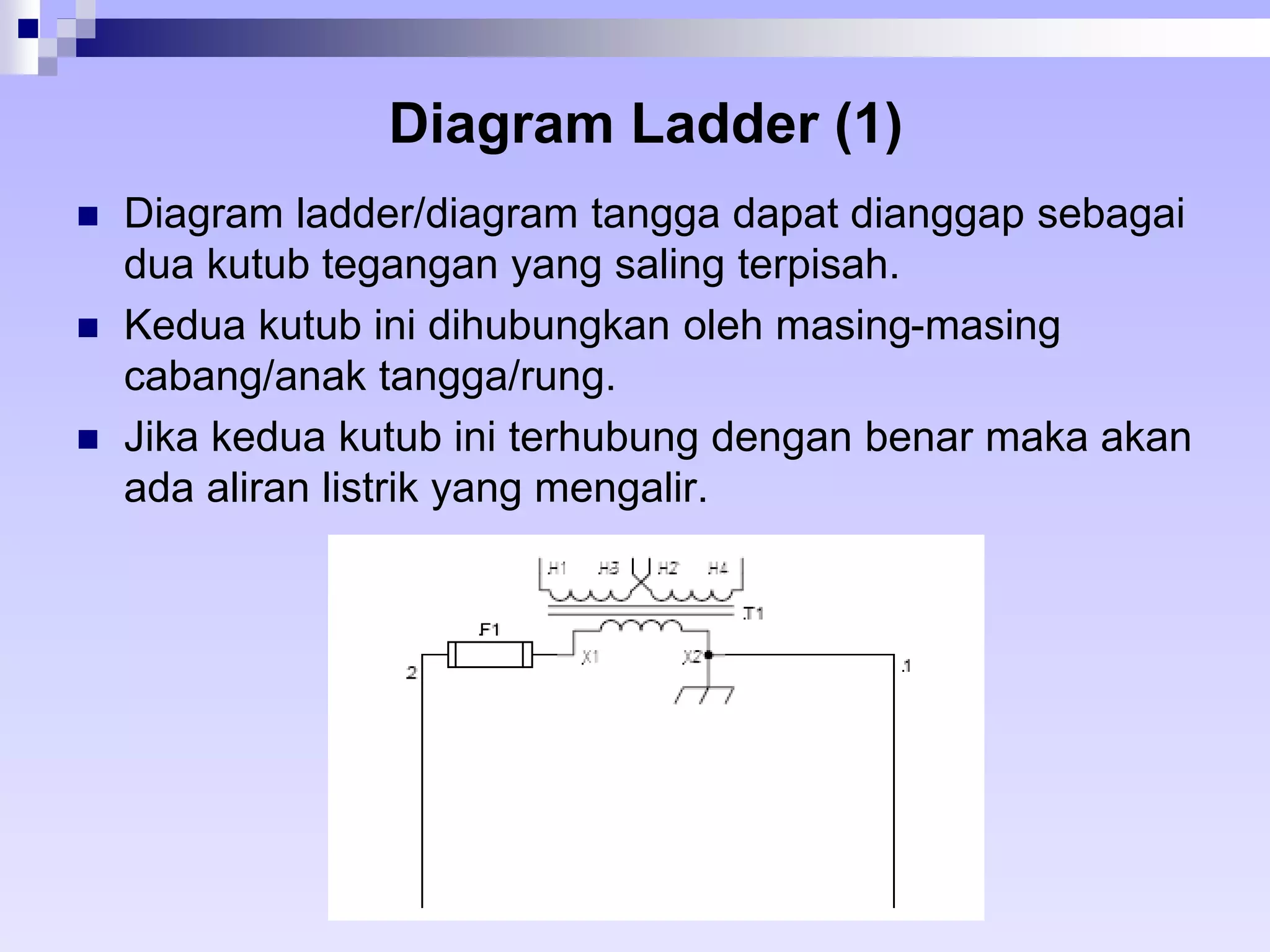
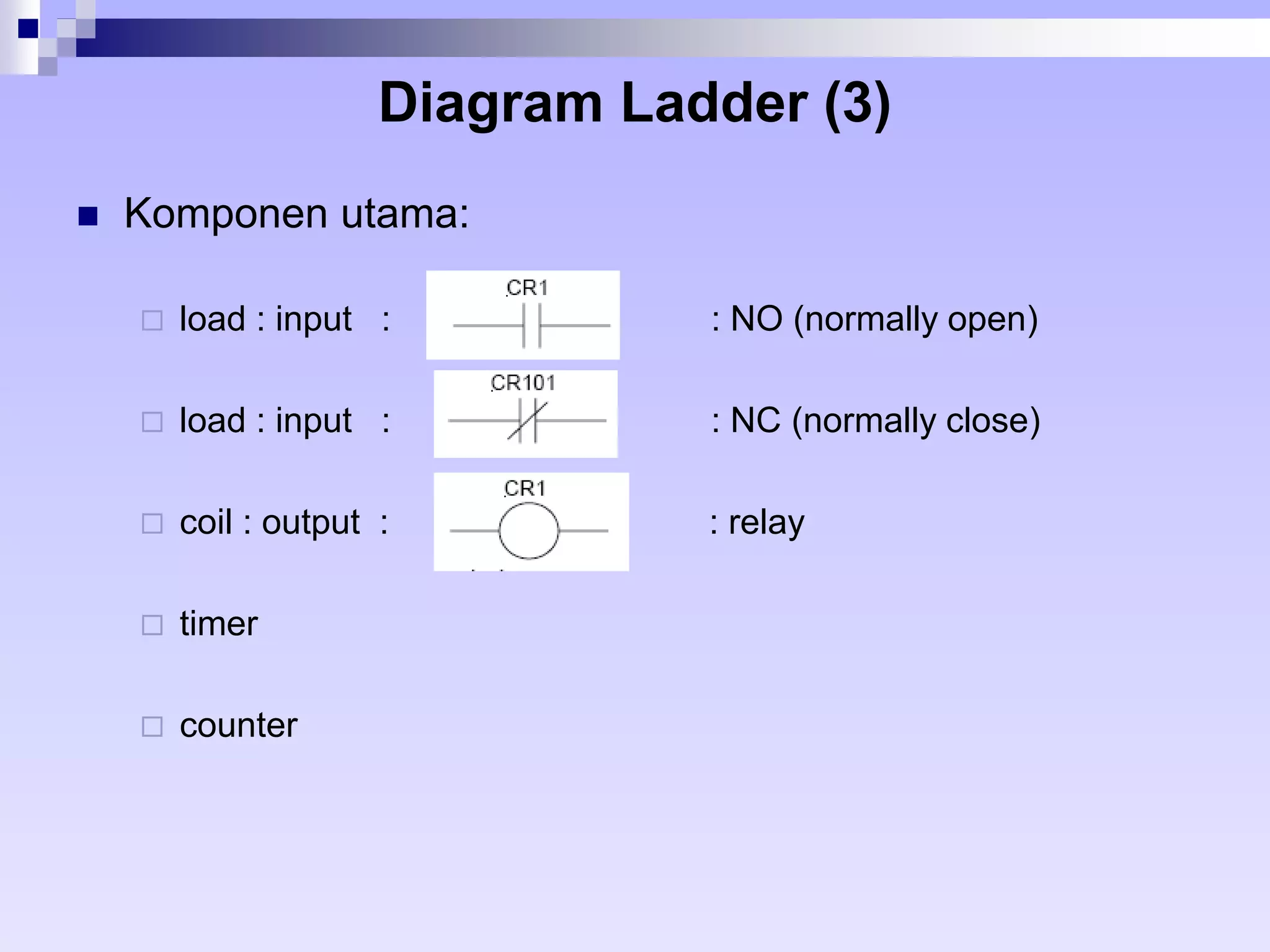
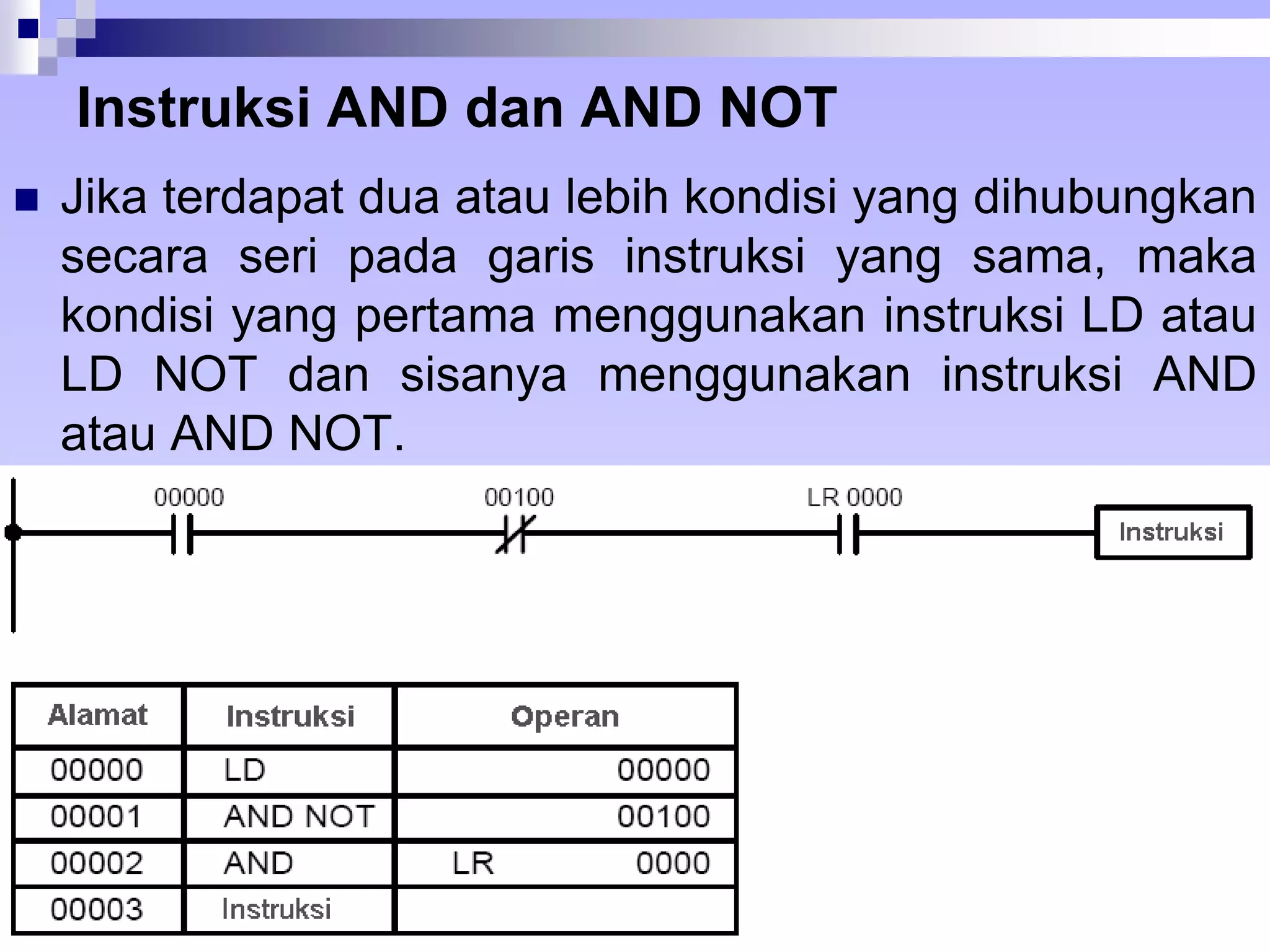
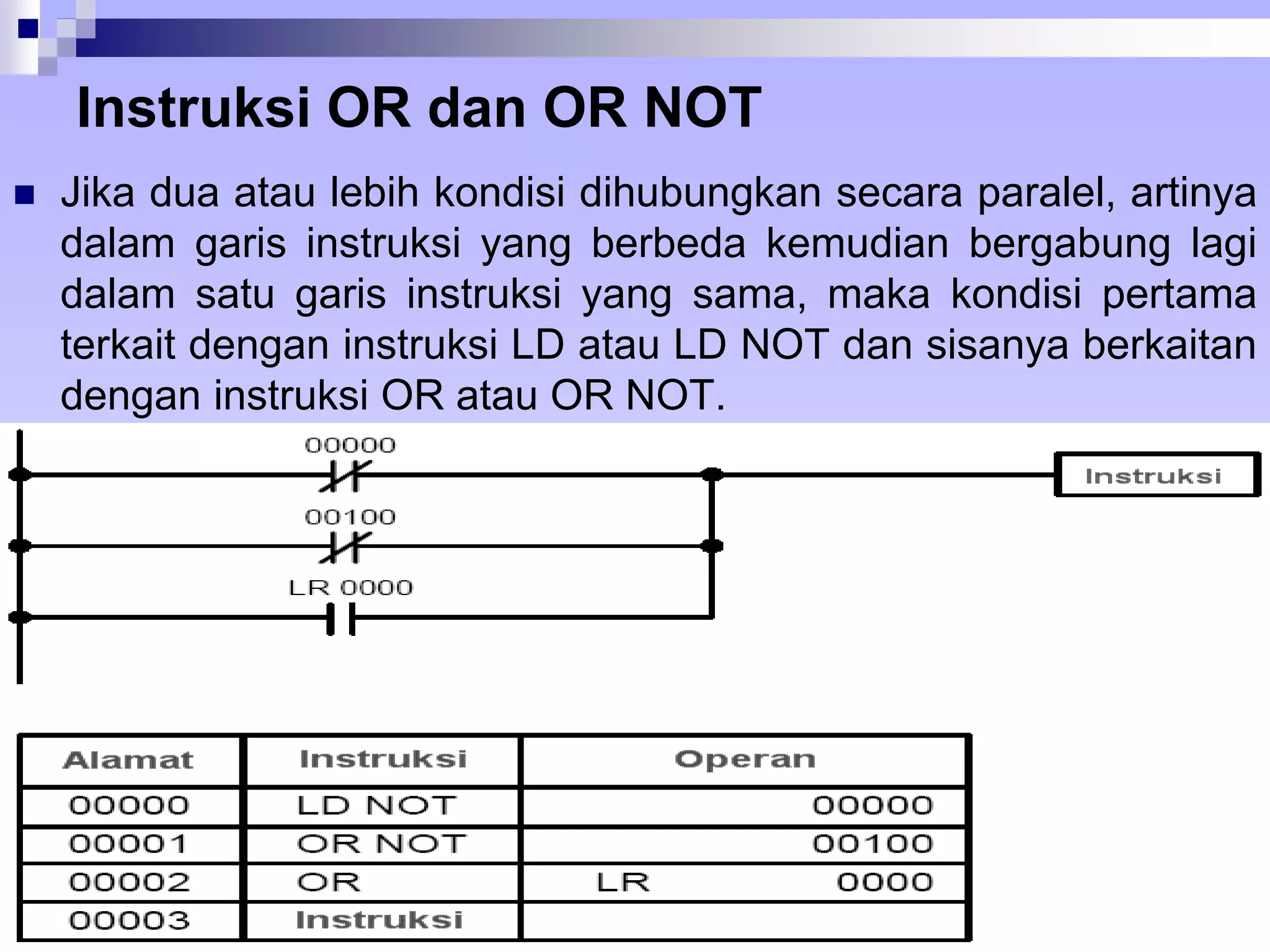
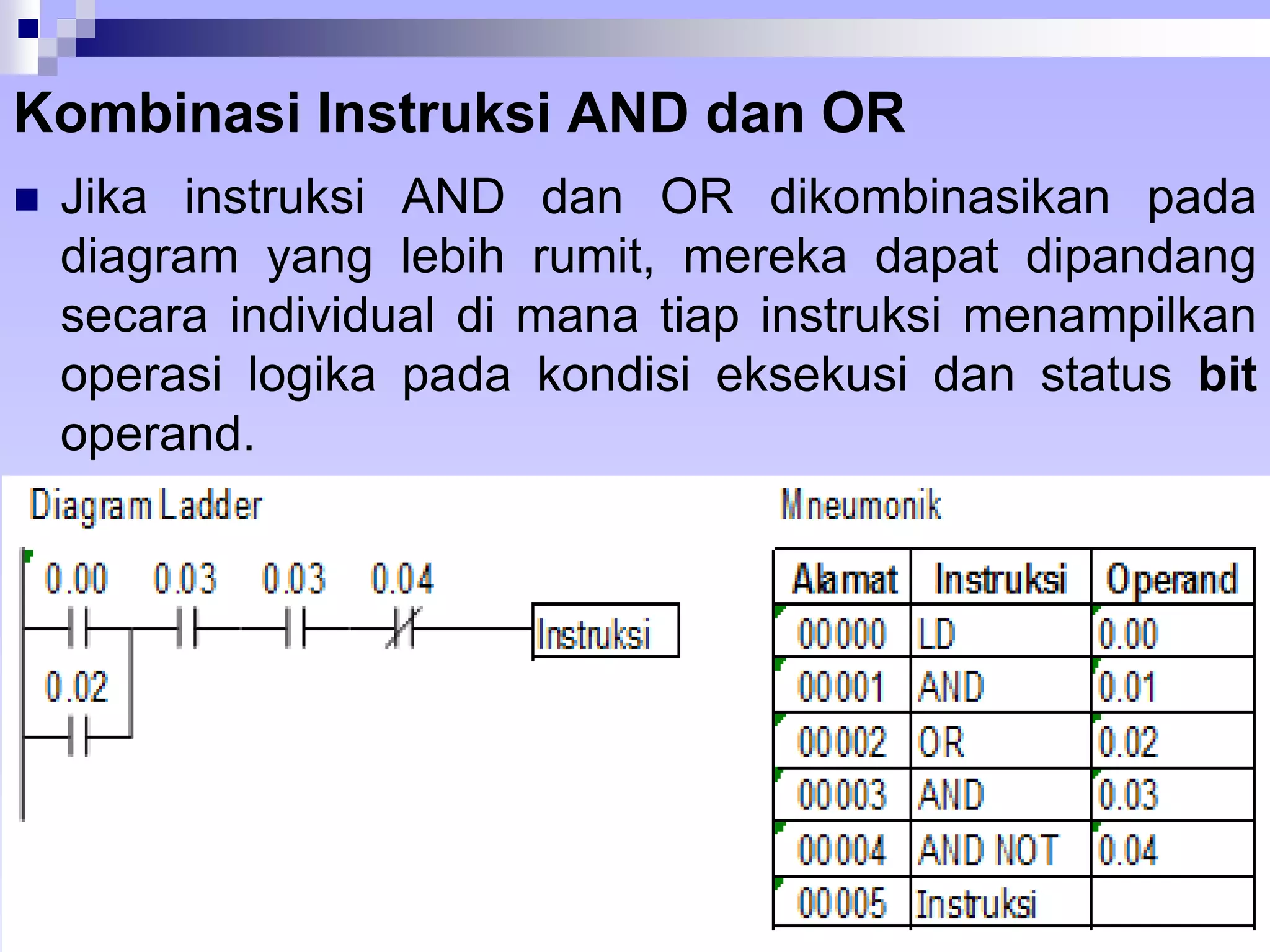
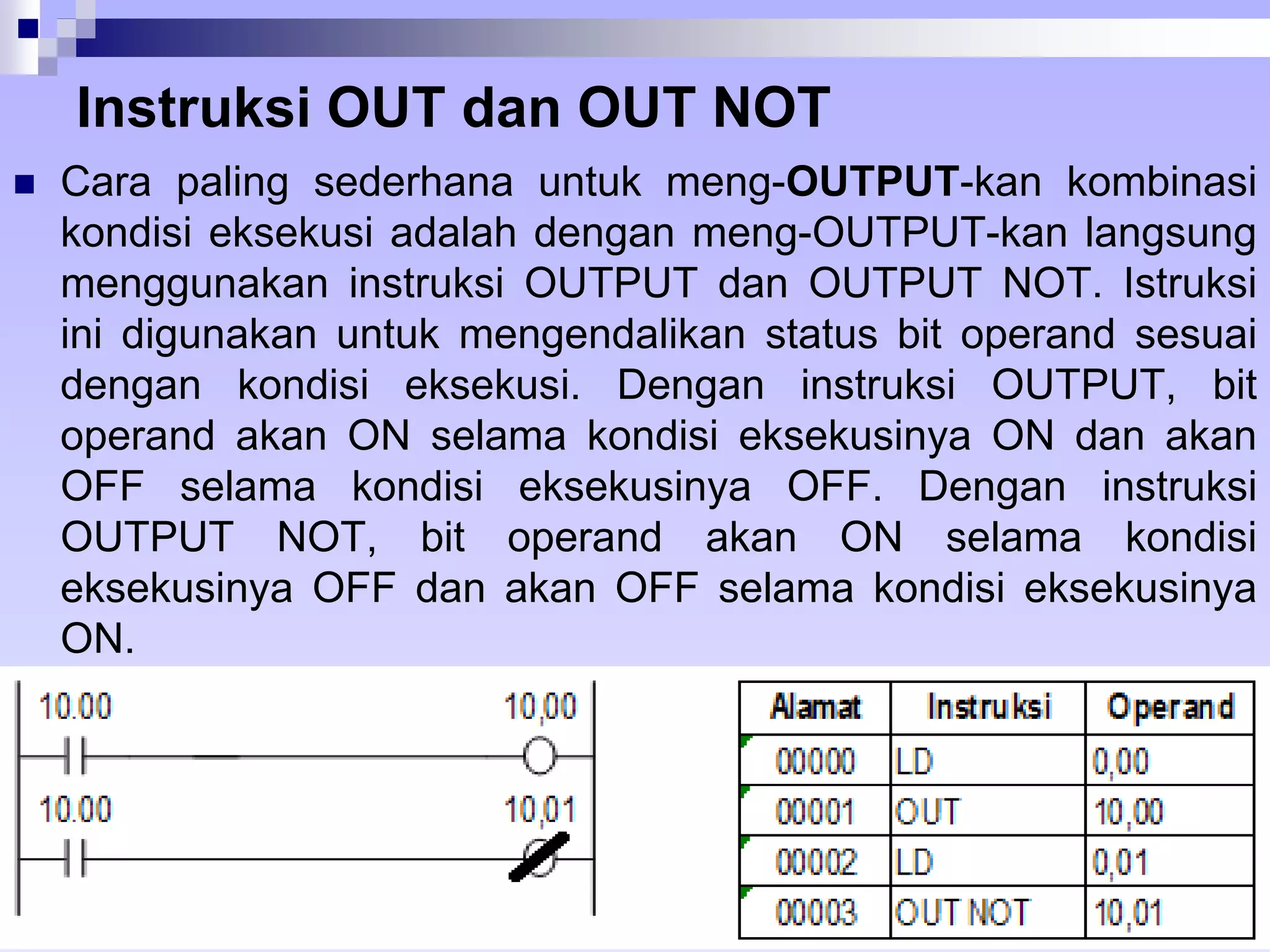
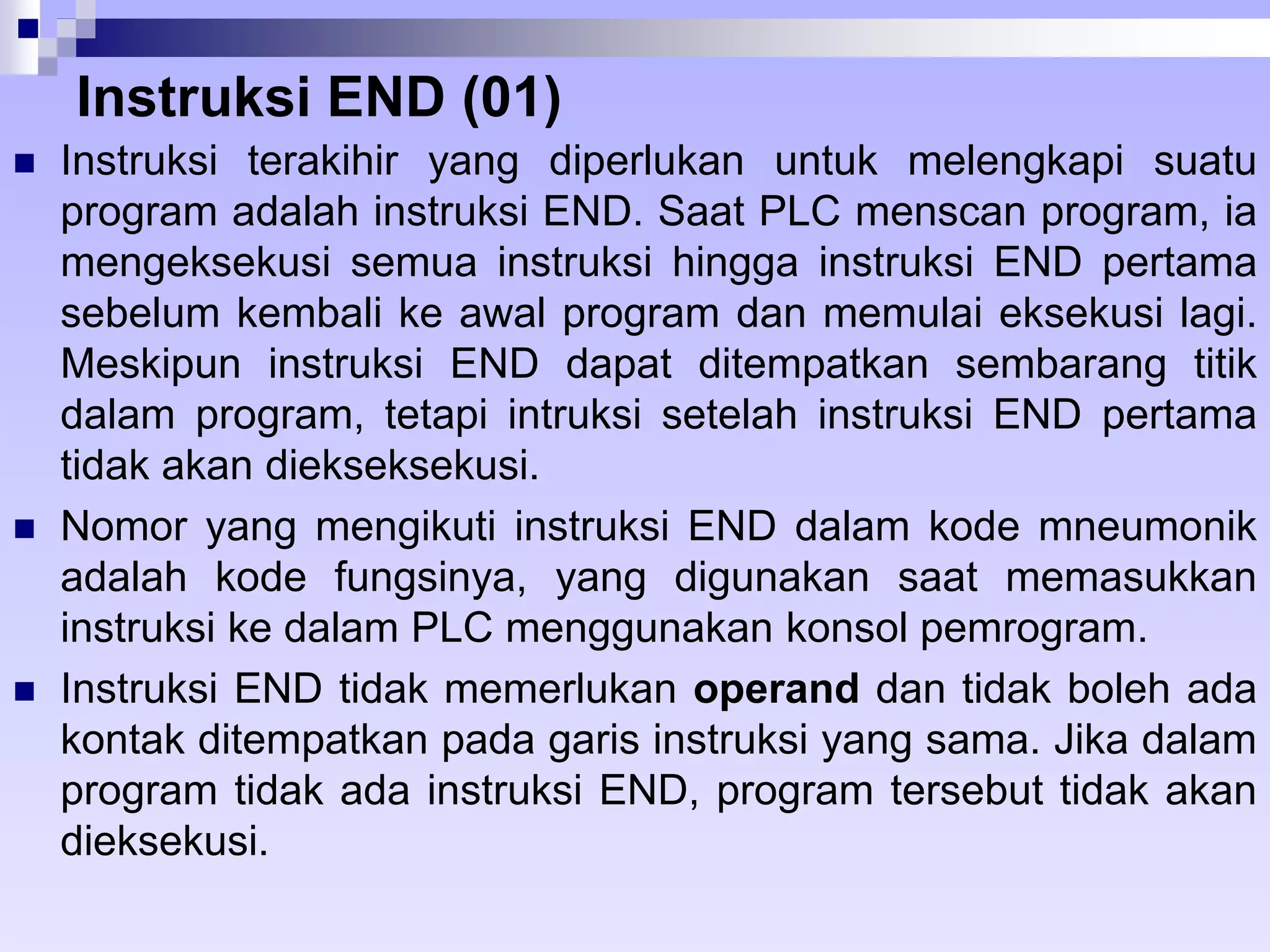
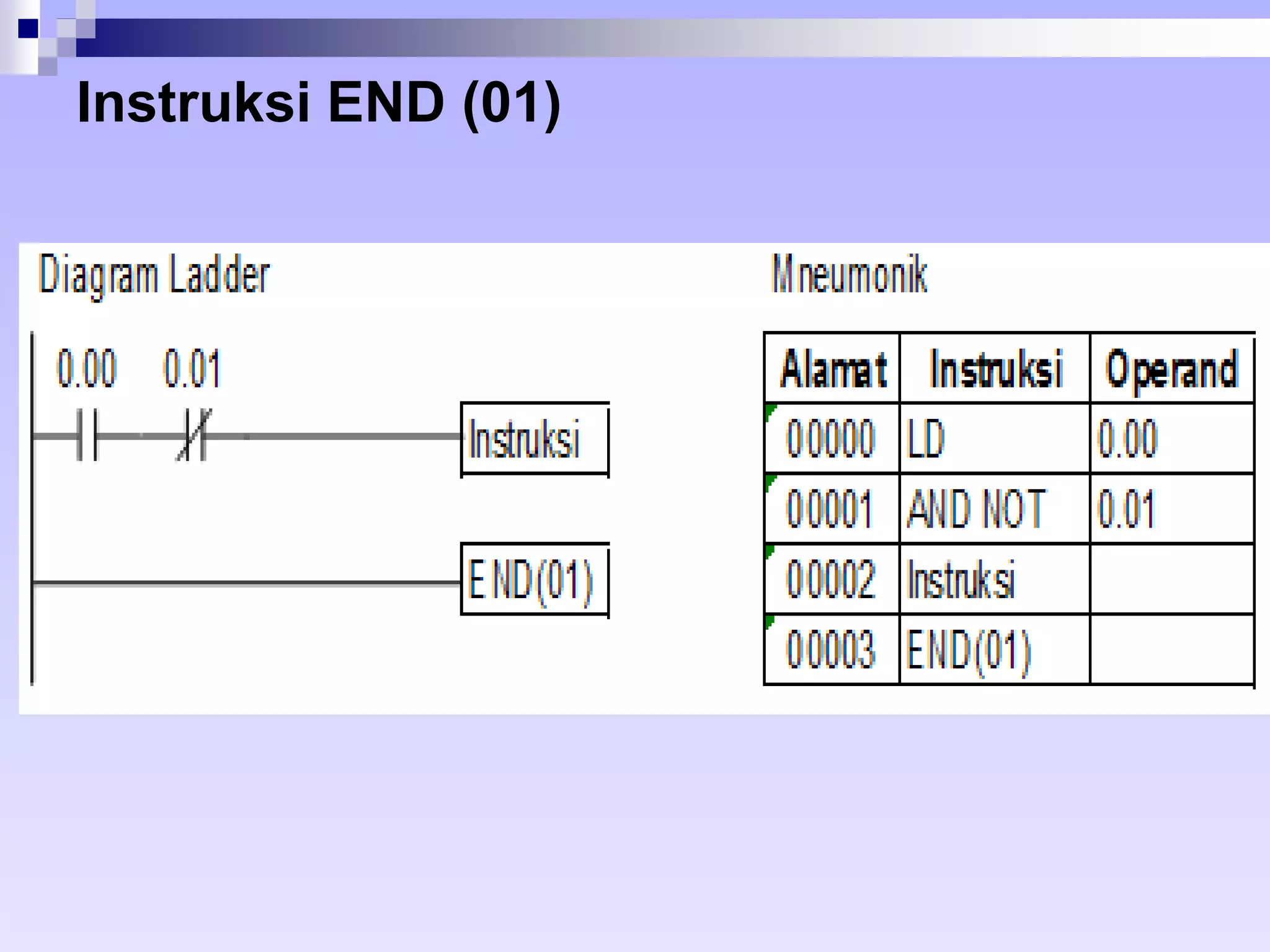
Dokumen tersebut membahas tentang Programmable Logic Controller (PLC). PLC merupakan instrumen yang digunakan untuk menggantikan rangkaian relay secara sekuensial untuk mengontrol mesin. Dokumen ini menjelaskan pengertian, keuntungan, komponen, cara kerja, jenis input-output, pemrograman, dan contoh penerapan PLC pada sistem kontrol seperti lampu lalu lintas dan lift.