Downloaded 59 times
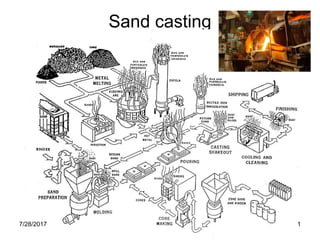



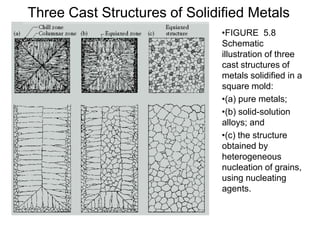

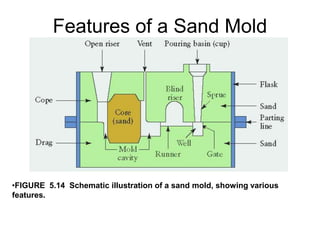
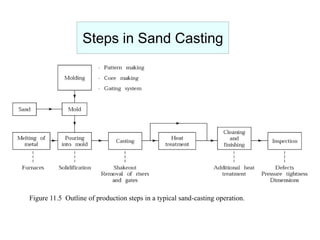
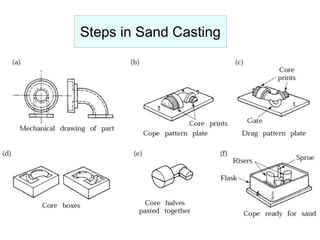













This document discusses the process of sand casting, including: - The typical steps of sand casting which include creating a pattern, compacting sand in a flask around the pattern, adding gates/runners/risers, and pouring molten metal. - Key process parameters like pouring temperature and cooling rate that influence the final cast structure and properties. - Challenges like shrinkage and ways to address it through part design like using risers and making the parting line straight. - Considerations for part design to enable successful sand casting like geometric simplicity, generous fillets, uniform thickness, and draft angles.























































































