이 교제는 이렇게
사용하세요!
단계에대한 설명
각 단계 학습의 전체적인 모습을
간략히 설명한 부분입니다.
단계의 목적
단계의 목적,효과,수행하는 이유를
사전에 분명히 알립니다.
단계의 핵심
각 단계에서 무엇을 익혀야 하는
지를 미리 알려주는 곳으로 단계의
품질을 높이고, 성과를 극대화 할
수 있는 핵심 키워드입니다.
Copyright ⓒ 2009 LANDKOREA
2
3.
이 교제는 이렇게
사용하세요!
활동명
MINITAN소개
Minitab시작하기/끝내기
각 페이지 마다 현재 어느 활동을
학습하고 있는지 알 수 있게
표시하였습니다.
단계명
각 페이지 마다 현재 어느 단계를
학습하고 있는지 알 수 있게
표시하였습니다.
핵심 Point
각 단계를 보다 효과적으로 진행을
하기 위해 추가적으로 알면 도움이
되는 정보를 알려 드립니다.
기초통계학
Copyright ⓒ 2009 LANDKOREA
3
4.
DEFINE
Define 단계를 잘이해하고
프로세스를 진행하면?
설명
Define 단계의 내용에 따라 기초적인 내용을 학습하고,
현재 비즈니스의 정확한 판단을
상황 분석에 사용되는 각 분석방법을 이해하며,
바탕으로 업무에서 보다 다양한
시각에서 개선점을 발굴하여
각종 데이터를 현실에 맞도록 분석활용법을 습득하여,
의미 있는 개선을 실행할 수 있다.
현업에서 실행 가능한 실무학습으로 발전시킨다.
Define 단계를 잘 못 이해하고
프로세스를 진행하면?
핵심
1.
비즈니스 분석을 통해 개선하기 위한 준비를 한다.
단순한 paper 업무에
그치게 되어 활용도가 반감된다.
Define 단계의 학습을 통하여 기본방법론들을 학습하고, 실제
2.
학습한 내용을 투석기실습을 예로 Minitab의 통계분석을
실제 개선업무 진행 시 실제와
병행사용하여 Define 단계에서 다루는 주요 단계의 분석을
다른 설명을 하게 된다.
실행해보며 결과 값을 해석해 본다.
Copyright ⓒ 2009 LANDKOREA
4
DEFINE
개요
과정 목표
•
•
•
Define단계에서는 Business 환경을 분석하여 현재상황에 대하여 명확히 한다.
분석된 Business환경을 바탕으로 개선 이 시급한 문제를 선정하여 프로젝트를 정의한다.
프로젝트를 명확히 설명하여 진행상의 승인을 받도록 한다.
추진 절차
•
•
•
D1 : 프로젝트 선정
D2 : 프로젝트 정의
D3 : 프로젝트 승인
핵심 Point
•
•
•
•
•
•
•
•
•
회사 혹은 비즈니스의 비전과 전략은 충분히 확인하였는가?
Big Y, Small y는 회사의 문제를 대변하는 것으로 잘 고려되었나?
팀은 주요 Issue에 대하여 잘 해결할 수 있는 구성을 이루었나?
Business Case분석을 통한 기회발굴이 잘 되었는가?
기대효과 추정 시 해당과제는 충분히 영향력이 있는 문제인가?
추진일정은 실제 실행 일정을 반영하여 잘 수립하였는가?
챔피언 및 내부 팀원들과 원활한 의사소통 창구가 마련되어있는가?
Team Chater 작성시 다른 문제점은 충분히 검토 되었는가?
프로젝트는 현실적이며, 실행이 가능한가?
Copyright ⓒ 2009 LANDKOREA
6
7.
DEFINE
Define
Measure
진행 단계
Analyze
D1
Improve
Control
D2
D3
프로젝트 정의
프로젝트선정
프로젝트 승인
Activities
• 비전 및 전략 확인
• 사업 환경 분석 및 Issue 도출
• Big Y 선정
• Small Y도출 및 평가
• Project 선정 및 팀 구성
Activities
• Business Case
• 개선 기회 정의
• 프로젝트 Y 정의 및 목표 설정
• 기대효과 추정
• 프로젝트 범위 명확화
• 추진 일정
• 팀 구성 및 의사소통 계획
Activities
• 팀차터 작성
• 챔피언 승인
• 프로젝트 Kick - off
Tools
Tools
Tools
• 3C 분석
• SWOT 분석
• SIPOC 차트
• Gantt 차트
• COPQ분석
• Team Charter
Copyright ⓒ 2009 LANDKOREA
7
8.
DEFINE
Measure
Define
프로젝트 선정
Analyze
D1
Improve
Control
D2
D3
프로젝트 정의
프로젝트선정
프로젝트 승인
Activities
• 비전 및 전략 확인
• 사업 환경 분석 및 Issue 도출
• Big Y 선정
• Small Y도출 및 평가
• Project 선정 및 팀 구성
Activities
• Business Case
• 개선 기회 정의
• 프로젝트 Y 정의 및 목표 설정
• 기대효과 추정
• 프로젝트 범위 명확화
• 추진 일정
• 팀 구성 및 의사소통 계획
Activities
• 팀차터 작성
• 챔피언 승인
• 프로젝트 Kick - off
Tools
Tools
Tools
• 3C 분석
• SWOT 분석
• SIPOC 차트
• Gantt 차트
• COPQ분석
• Team Charter
Copyright ⓒ 2009 LANDKOREA
8
9.
DEFINE
테마발굴 프로세스
6시그마 활동이경영성과 극대화를 실현 하기 위해서는 체계적이고 지속적인 테마 발굴이
필수적 임
Big Y란 기업의 전략 목표 달성을 위한 중점 개
선 영역을 의미하며, 6시그마 과제선정을 위한 방
향성을 제공 함.
전사 비전 및 전략
(Vision & Strategy)
시장 및 고객
(Market &
Customer)
Operation
기획
R&D
상품
기획
구매
생산
물류
마케팅
및
판매
A/S
Big Y
Small y란 6시그마 실행 과제로서
BB,GB 및 WB 테마 등으로 구분
80
Small y
70
60
50
Goal
3-D Column 1
40
30
20
Trend
10
80
70
60
50
40
30
20
10
0
0
Pareto by Cause / Element
3-D Column 1
CTQ
1st
Qtr
KPI Flowdown
30
50
45
25
40
35
20
30
25
전략 목표 달성을
핵심프로세스
(Core Process)
East
East
40
35
30
30
25
25
20
20
15
15
10
15
40
35
10
20
15
10
5
0
10
5
East
East
0
5
5
0
0
80
80
70
70
60
60
50
50
40
40
30
30
30
20
20
20
10
10
10
0
80
70
60
60
50
0
1st
Qtr
80
70
3-D Column 1
40
50
3-D Column 1
3-D Column 1
40
3-D Column 1
30
20
10
0
1st
Qtr
0
1st
Qtr
1st
Qtr
기업의 전략과 연계하여 테마를 선정하면 프로젝트는 전사적으로 목표에 대한
방향성을 갖게 되고, 그 결과 부분 최적화가 아닌 전사적 최적화를 이룰 수 있음
Copyright ⓒ 2009 LANDKOREA
9
10.
DEFINE
테마발굴 프로세스
6시그마 프로젝트선정이 잘못되면…
테마가 구체화되지 못해 초기 분석의 방향성이
어려워져 2-3개월 프로젝트의 범위 및 방향 설정에
시간을 낭비
전략과
연계되지 않은
프로젝트 선정
전략과 연계되지 않고 챔피언의 강력한 의지에 밀려
논리적 타당성을 강제로 찾아서 선정된 테마는
의문은 있지만 프로젝트를 형식적으로 진행
6시그마
경영혁신 활동에
대한 몰입 미흡
악순환 사이클
참여 저조 및
형식적인
프로젝트 수행
활동 중 내내 테마의 범위와 방향에 대해
팀원들 조차 충분히 공감하지 못하여,
실행력이 떨어 짐
지속적인
6시그마 활동으로
연계되지 않음
별로 중요치 않은 (전략과 연계되지 않은) 테마를
확대 해석하여 자원/역량을 낭비
.
.
.
.
Copyright ⓒ 2009 LANDKOREA
10
낮은 성과 및
성공체험 미흡
11.
DEFINE
테마 선정 Step
적합한테마도출 Step과 Process에 의해 Right Project를 도출해야 함
테마선정 Process
비전/전략의
Review
전략적
Issue 도출
사업 현황
분석
Biz.
Issue도출
• 사업/조직/팀
현상파악
Big Y 도출
6σ 프로젝트
발굴 및
우선 순위화
Biz Impact 및
프로젝트 범위 및
Owner 결정
프로젝트
선정 및 팀 구성
• Team Charter 작성
챔피언 Project,
팀장 Project,
BB,GB Project 결정
Copyright ⓒ 2009 LANDKOREA
• 팀 구성
• 프로젝트 스케줄
11
12.
DEFINE
비전 및 전략Review
첫 단계에서는 열망이 반영된 성취목표를 중심으로 하여 Biz. Domain, 필요전략과 핵심
역량, 조직의 운영방식 등을 포함하고, Milestone 등을 명확하게 Vision체계를 이해하는
것이 필요함
Vision 체계
이해
경영환경 변화인식
사업 Domain/
PPM Review
사업전개방향
및 전략 Review
전략적
Issue 도출
Vision 체계 이해
Biz. Domain /
사업 Identity
-도약을 위해 요구되는 사업
범위와 장래적인 포지셔닝은
명확한가?
-고객, 주주의 이해를 고려한
조직 운영의 기본 가치관은
명확한가?
Mission/Value
Goal/Objective
-역량을 반영한 성장 목표는
현시점에서 달성 가능한가?
Milestone
Copyright ⓒ 2009 LANDKOREA
Strategy/
Core Competence
-목표를 달성하기 위한 수단
및 역량의 규명
-각 단계별 목표는 달성하고
있는가?
12
13.
DEFINE
비전 및 전략Review
최근 대내외적인 경영 환경변화의 변화Point를 인식하고, Implication을 도출함
Vision 체계
이해
경영환경 변화인식
사업 Domain/
PPM Review
사업전개방향
및 전략 Review
주요 경영환경 변화 인식
Industry 변화
고객/시장 Trend 변화
경쟁환경 변화
• 주요 경영환경의
변화 Point 인식 및
의미(Implication) 도출
일반 경제환경의 변화
정책환경의 변화
Copyright ⓒ 2009 LANDKOREA
13
전략적
Issue 도출
14.
DEFINE
비전 및 전략Review
Business Portfolio Review를 통해 현재 및 미래 PPM을 확인하고, 미래의 PPM
실현을 위한 전략방향과 핵심이슈를 파악 함
Vision 체계
이해
경영환경 변화인식
사업 Domain/
PPM Review
사업전개방향
및 전략 Review
사업의 Portfolio Analysis
현재 PPM (2004년)
전략적
Issue 도출
예 시
미래 PPM (2014년)
High
High
시
장
매
력
도
시
장
매
력
도
Low
Low
A사의 사업역량
Copyright ⓒ 2009 LANDKOREA
High
Low
Low
A사의 사업역량
14
High
15.
DEFINE
비전 및 전략Review
경영환경 변화인식
및 핵심역량 Review
Vision 체계
이해
사업 Domain/
PPM Review
사업전개방향
및 전략 Review
시장 포지션닝
High
-. 전략적 방향성 확인
Operating
Sophistication
-. 전략의 변화 확인
Low
DealOriented
Merchandising
Orientation
Every Low
Price Oriented
사업성공 요인
Customer
Requirement
Attract
Keep
Purchase
-. 전략적 유효성 확인
Revisit
Value
-. 문제점 도출 / 실행력 검증
Competitive
Requirement
New
Existing
Substitutes
Copyright ⓒ 2009 LANDKOREA
15
전략적
Issue 도출
16.
DEFINE
비전 및 전략Review 이유?
그 동안 전개해 왔던 비전/사업의 전략 및 역량을 진단하여 혁신 전략을 수립함과 동시에
혁신 과제를 명확히 도출 하고자 함
•우리는 어떻게
거기에 도달 할
것인가?
Where
must we
go to
the
Future?
혁신을 위한
도
약
비전, 목적,
이데올로기 명확화
* 우리는 어떻게 성공을 측정하는가?
Ideology
핵심역량
새로운 가치를 창출하고 결과를 중시하는
문화 창출
목표
* 우리는 어떻게 협력 해야 하는가 ?
조직 내외부에서 신뢰와 팀웍을 바탕으로 한
관계(네트워크 구축)
사업전략
경쟁
환경
Where we
are?
* 우리는 어디로 가고 있는가?
회사의 존재 이유 즉, 비전, 목적,
이데올로기의 필요성 확인
* 우리는 어떠한 자원을 필요로 하는가 ?
최고의 성과를 올리는데 필요한 인적 자원 등
역량 강화
Copyright ⓒ 2009 LANDKOREA
16
17.
DEFINE
비전 및 전략체계의 개념
비전/전략 등의 개념을 체계화하는 것은 각 개념간의 일관성을 확보하여 Consensus를 용이
하게 하는 중요한 과정이 됨
비전/전략의 체계
정 의
기 간
10년
VISION
- 장기적 관점에서의 기업경영 구상
- 기업이 장래에 해야 할 일
하고 싶은 일, 할 수 있는 일
전략
구성 요소
- 사업영역
- 목표고객
- 목표의 달성 수단
- 구체적 달성 목표
(매출.이익)
- Vision 실현을 위한 구체적 수단
- 중기 (3~5년) 까지의 계획을
전략이라고 하는 것이 적절함
3~5년
- 사업 *KFS와 자사의
현상극복 방법
- 환경대응 방법
- 자원배분 방법
(자원의 전략적 집중)
1~2년
경영과제
- 사업전략과 사업환경/자사의
내부 역량 등을 고려하여 1-2년
내에 실행하여야 함
경영활동상의 주요 Issue
- 사업전략
- 경영방침
1년
과제/실행계획
- 전략과 현상과의 Gap극복을
위한 수단
- 전략 실행을 위해 무엇을 해야
하느냐의 “과제”와 이와 같은
과제를 실행하는 구체적인 방법
조직
전략
기업
문화
전략
사업
전략
Copyright ⓒ 2009 LANDKOREA
- 매년 재점검
- 매년 수정은
불필요
(일관성이
Point)
- 매년 실적을
통해 구체화 됨
- 부서별
- 기능별
- 개인별
Big Y(중점
추진과제)
영역
17
18.
DEFINE
비전이란?
기업이 경영 환경을극복하고 지속적으로 성장, 발전하기 위해서 목표를 세우고
단계적으로 실천하는 전략으로서 막연한 꿈이나 희망이 아닌 장기적 관점에서의
실현 가능한 구체적 목표 및 실행계획
Vision
2010년 목표
2003년
<장래(10년 후)>
자사
Vision
구체적인
기업경영 구상
경쟁사
이상/목표
고객
<1년 후>
3C 분석
<현재>
자사
현상
경쟁사
현상
고객
Company (자사)
Competition (경쟁사)
Customer (고객)
Copyright ⓒ 2009 LANDKOREA
18
19.
DEFINE
비전이란?
VISION은 막연한 꿈이나희망이 아닌 구체적인 목표 임
Vision의 필요 조건
명쾌한 사상
구성
※ 구성요소
- 가치관*/이념**
- 목표
- 사업전개방향/사업전략
등이 필요함
VISION
시간
장기적 관점
※ 각 시점에 걸쳐서 진척
(Process/Progress)이 보일 수 있도록
하는 것이 필요 함
*
**
공유화
일체감
※ 전사원의 이해와 참여의식을 높이는 분
위기 만들기/교육/Communication이 필요
함
기업의 존재의의(Philosophy)
기업경영의 원리원칙
Copyright ⓒ 2009 LANDKOREA
19
20.
DEFINE
전략이란?
전략이란 자사가 직면하고있거나 직면하리라고 예상되는 환경상의 기회와 위협을
자사의 내부 기능력과 서로 결합시키는 의사결정 과정을 말함.
전략에 관한 몇 가지 정의로는…
Chandler : 장기목표의 설정, 목표달성을 위한 행동경로의 선택, 자원의 배분
Andrews : 기업의 사명, 목표의 설정, 목표를 달성하기 위한 주요방침, 계획에 관한 의사결정의 패턴
Ansoff : 기업 자신의 현재적 및 잠재적 능력의 제약 하에 현재의 위치에서 목표에 명시된 미래의
위치로 전환하기위해 고안된 수단
Hofer & Schendel : 조직이 목표를 달성하는 방법을 나타내 주는 현재 및 계획된 자원배치
☞ 결국 전략 수립이란
1. 현재 무슨 사업을 하고 있고 앞으로는 어떠한 사업을 할 것인가.
2. “ 어떻게 달성할 것인가? “ 에 대한 차별된 해답을 요구
• 전략 (Strategy) 이란 원래 “적을 자기의 유리한 상황 하에 두는 군 지휘관의 과학이며 기법” 을 말하는 것으로서 “장군”
을 의미하는 희랍어 “Strategos” 에서 나온 “장군의 기술” 을 의미한다.
Copyright ⓒ 2009 LANDKOREA
20
21.
DEFINE
전략의 구성요소
전략이란 결국환경과 기업을 결합시키는 “방향에서 Action 까지” 의 전체를 그 구성
요소로 함
☞ 훌륭한 전략이란?
미
1. 비전
래
2. GRAND 디자인 (전략적 의도)
3. 사업전략 (어떻게)
4. 사업 계획
1. Domain
: 어디서 판(전투)을
벌이겠다
현
재
1. Competitive Advantage : 무엇으로?
2. Resource Deployment
: 자원배분 (집중)
3. Synergy
: Synergy 파악
Copyright ⓒ 2009 LANDKOREA
1. What to do 보다는
How to do가 구체화
되어야 함
2. 자사의 강점이 최대한
반영되어야 함
3. 경쟁사의 약점이
최대한 분석 / 반영되어야 함
4. 기존 자원의 재분배가
포함되어야 함
5. 기존의 정보에 의존한 평범한
해석은 누구나 할 수 있음
(사고의 전환이 요구됨)
6. 실현성 / 구체성이 부족하면
전략이 될 수 없음
21
22.
DEFINE
우수한 전략이란?
전략은 환경과의조화 속에서 성장 함. 따라서 환경과의 적합성을 최우선적으로
고려하여야 함
사고의 틀 (PARADIGM) 변경
I. 환경 적합성
MACRO 환
경
– ’80년대 (고성장, 경쟁↓)
– ‟90년대 (저성장, 경쟁↑)
– 21C 디지털 시대 (Speed, Networking)
내부 환경
( 경쟁력 )
CRITICAL MASS의 확보
II. 자원의 집중도
핵심역량 (Core Competence)의 강화
* 경쟁심화 (세계적 기업 / 전문업체 / 경쟁의 폭 확대)
III. 행동 지향성
“Integrated set of Actions”
① SIMPLE
② 구체화
③ Consensus (작업 단계에서 많은 사람이 참여)
Copyright ⓒ 2009 LANDKOREA
22
23.
DEFINE
전략적 의사결정
전략적 의사결정은현상(환경요인) 파악에서부터 체계적인 Process를 통해 전략적
의미를 찾아내는 것이 Point가 됨
현황의 파악
(조사/분석)
전략적 의미의 추출
(판 단)
실시책의 결정
(Action)
하늘이 파랗다
비가 오지 않을 것이다
우산을 놓고 간다
시장 A는 규모는 크지만
성장은 멈추어 있다.
시장B는 규모는 작지만
성장은 크고 Market
Share도 변동적
성숙 시장에서
Market Share의
확대는 곤란
B시장으로
전 Sales 투입
항상 자문함. “So What?” “그래서”
Copyright ⓒ 2009 LANDKOREA
23
24.
DEFINE
사업 현황 분석
사업현황 분석은 현재 처해있는 사항 및 Issue을 도출 할 수 있는 출발점으로
논리적이고 Fact Base로 분석하여야 함
3C 분석
Customer
(시장/고객)
-규모,성장성
-Segment/Needs
-구조변화
Segmentation
Corporation
(자사)
-Share
-Brand/Image
-기술력/품질
Business System상의
-판매력
강/약점 분석
-이익율
(특히 강점에 중점)
-자원
Copyright ⓒ 2009 LANDKOREA
시계열 변화
Competitor
(경쟁사)
-과점도
-참여 난이도
Business System상의
-강점/약점
강/약점 분석
(특히 약점에 중점)
24
25.
DEFINE
시장 및 고객분석
•고려 사항
전략적인 여건을 고려한 후 대상 시장을 명확히 한다.
고객이 원하는 것을 정확하고 객관적으로 파악한다.
사업기회를 전망하고, 새로운 사업기회를 포착할 수 있는 분석을 강구 한다.
분석에 의해 얻어진 결과를 충분히 음미하고 전략적인 의미를 부여한다.
주요 요인들
외형적 요인
시장 규모, 시장 성장율, 제품 수명주기의 단계, 판매의 주기성, 수익성
시장 구조 요인
잠재적인 진입자, 구매자의 교섭력, 공급자의 교섭력, 현재의 경쟁자, 대체품,
정부의 역할 ( 특정 산업의 진입 및 철수의 제한 )
Copyright ⓒ 2009 LANDKOREA
25
26.
DEFINE
전체 인구
및 기업들
상품이
필요한가?
시장이란?
우리의상품에
관심이 있는가?
구매력이
있는가?
상품구입에
돈을 쓰려하는가?
시장
시장이 아니다.
시장의 요건
시장
가지고 있는 돈을 제품이나
서비스에 관심을 갖고
구입하려는 사람이나
기업의 집단
Copyright ⓒ 2009 LANDKOREA
측정 가능성(measurability)
규모(size)
- 이익을 낼 수 있을 정도로 커야 한다.
예) 난장이용 승용차?
특수부대대상의 생명보험?
접근 가능성(reachability)이 양호
26
27.
DEFINE
시장 세분화
성숙시장에 있어서,기업이 보다 효과적인 자원배분을 하기 위해서는 새로운
구분으로 시장을 세분화하는 것이 경쟁우위를 확보하는 Key가 됨
시장
• 성숙화
• 소비자의 다양화
Segmentation
시장을 하나로 보지
않고 새로운 구분으로
세분화
기업
• 자원의 한계
• 경쟁의 심화
• 다각화로의 요청
경쟁사와 차별화
Copyright ⓒ 2009 LANDKOREA
27
28.
DEFINE
시장 세분화
시장세분화의 요건
세분화(Segmentation)은어떠한 형태이든 이익과 결부시키는 것이 필요
측정가능
소구(Appeal) 가능
이
익
일정수준
이상의 크기*
* 이익을 낼 수 있을 정도로 커야 함을 의미.
예: 난장이용 승용차?
특수부대대상의 생명보험?
Copyright ⓒ 2009 LANDKOREA
안정성
2년 후
28
29.
DEFINE
시장 세분화
시장세분화의 구성
고객구분별
특성분석
상관성이높은
구분(축)의 선정
구분(축)의 조합에 의한
Segmentation
구분 사례
축이 하나인 경우
연 령
• High
• Medium
• Low
• Segment 1
• Segment 2
• Segment 3
축(2) H
수 입
축이 둘인 경우
S1
S2
S3
M
S4
S5
S6
S7
L
S8
M
S9
H 축(1)
L
가족구성
S1
or
S4
H
구입동기
사업상황
기타
축이 셋인 경우
축(1) M
L
L L
M
축(2)
H
축(3) M
H
Copyright ⓒ 2009 LANDKOREA
29
S2
S5
S6
S8
30.
DEFINE
시장 세분화
시장세분화의 방법
Why
•기능적 편익
• 감각적 편익
• 상징적 편익
When/Where
• 시간
• 계절
• 장소
How
• 사용방법
• 사용용도
• 보완제품
• 대체제품
• 사용량
Who
• 지리적 특징
• 인구통계적 특징
• 사회심리적 특징
• „왜’ 욕구 : 고객들이 추구하는 편익(benefit)을 의미
• 언제/어디서/어떻게 : 편익이 소비되는 상황
• ‘누가’ : 특정편익이나 특정 사용상황의 욕구를 지닌 고객의 특징을 구분
Copyright ⓒ 2009 LANDKOREA
30
31.
DEFINE
시장 세분화
시장세분화 사례
왜
언제/어디서
기능적편익
언제
어떻게
누가
사용용도
세분시장군
지리적 특성
정확성
파티
정장
대도시
내구성
출퇴근
케주얼
사업
범용성
주말여행
가격
운동
○
중소도시
편리성
시장 1(○표의 결합)
감각적 편익
○
두번째
◆
어디서
예쁘다
회사
첫번째
왼손잡이
인구통계적 특성
◆
남성
○
여성
젊은이
○
기업가임을 상징하는
보수적이며 중후한
모양의 시계로서,
회사에서 사업상
정장과 함께 사용되며,
주요고객 층이
대도시의 고소득
남성인 시장
◆
경제적 특징
중후하다
○
야외
고소득층
○
스포티하다
◆
파티장소
중산층
◆
가볍다
상징적 편익
부
기업가
◆
시장 2( ◆
표의 결합)
스포티하고 가벼우며
운동용으로 두번째로
사용되는 시계로서
젊은 중산층이
주요고객인 시장
○
패션
관료
보수적
○
진보적
Copyright ⓒ 2009 LANDKOREA
31
32.
DEFINE
시장 세분화
추세별 시장분석 & 세분화
매출액
(원)
• 제품별
• 지역별
• 고객별
전략적인 의미
1. _____________
2. _____________
3. _____________
연도
타사
C
시장
Segmentation
자사
D
C
C
B
B
B
A
A
1995
Copyright ⓒ 2009 LANDKOREA
A
2000
2000
32
33.
DEFINE
시장 세분화
제품별 시장세분화
제품Ⅰ
??? 원
제품Ⅱ
??? 원
??? 원
D
자사
C
B
??? 원
D
자사
B
자사에의 의미
1.
2.
3.
B
B
________________
________________
________________
C
자사
자사
1995
2000
Copyright ⓒ 2009 LANDKOREA
C
1995
2000
33
34.
DEFINE
시장 세분화
시장 분석( 미래의 반도체 시장 )
Device별 시장 평가
부문별 Device 시장
(2005 기준)
(%)
‟00년
‟05년
CAGR
(100%=
226.5B$)
(100%=
299.8B$)
(„00∼‟05)
Optical
5
6
9.6
Discrete
8
8
4.4
16
17
Analog
Digital
Logic
17
19
7.4
8.2
100000
Micro component
시 80000
장
규 60000
30
33
Memory
모
(M$)
Micro
Component
Digital
Logic
Analog
40000
8
Discrete
20000
Memory
24
17
-1.3
Optical
0
0
평균:5.8
2.5
5
7.5
CAGR (%)
Source : Dataquest Sept.2001
Copyright ⓒ 2009 LANDKOREA
34
10
35.
DEFINE
고객 분류
고객 분류(CustomerSegmentation)
소비자 시장의 경우
(Consumer Market Criteria)
Psychographic
• social class
• lifestyle
• personality
Demographic
• Age
• Gender
산업 시장의 경우
(Business Market Criteria)
Geographic
• Nations
• states
• neighborhood
Operating Variable
• Technology
• Producer/Intermediary
• Financial Structure
Demographic
• Industry
• Company size
• Location
• End Customer
Characteristics
Behavioral
• usage rate
• loyalty
Situation Factors
• Urgency
• Specific Applications
• Size of order
• Relationship
• Decision maker
characteristics
Geographic
• Nations
• States
• Neighborhood
Copyright ⓒ 2009 LANDKOREA
35
36.
DEFINE
고객 분류
고객별 특성분류
고 객
고객별 요구사항
A
1._______________
2._______________
3._______________
B
1._______________
2._______________
3._______________
C
1._______________
2._______________
3._______________
D
시장 요구사항
1._______________
2._______________
3._______________
Copyright ⓒ 2009 LANDKOREA
1._______________
2._______________
3._______________
4._______________
36
37.
DEFINE
Five Force Model
시장 경쟁환경은 다음 기능들의 힘의
균형 상태라고 볼 수 있다.
The forces driving industry
competition:
Customers
Suppliers
Threat of Potential
Entrants
Competitors
Complementors
Substitutes
Bargaining Power
of Suppliers
Competition Among
Existing Firms
Bargaining Power
of Customers
Potential Entrants
다음 사항을 파악하고 분석하기
위하여 사용한다.
Threat of Substitute
Products
Market Structure
Market Dynamics
Competitive Strategies
Copyright ⓒ 2009 LANDKOREA
각 상호 작용은 경쟁의 강도를 결정하는 역할을 한다.
산업 구조를 이해 함으로서, 경쟁력을 갖추기 위하여
회사가 필요한 것이 무엇인지를 알 수 있다.
37
38.
DEFINE
Five Force Model
경쟁사( Competition Among Existing Firms )
잠재 진입사(Potential Entrants)
- 자사 대비 강점
– 신규 경쟁사
경쟁사의 수
차별되는 점(Differentiation)
크기(Size)
소요 예산(Capital needs)
성장력/경향(Growth/trends)
규모(Economies of scale)
차별화 부분(Differentiation)
비용 측면(Cost
비용(Cost position (high fixed
costs))
advantages/disadvantages)
판매망(Distribution network)
생산 능력(Capacity)
Exit barriers
Reaction
변화에 대한 저항/보복
(Reaction / retaliation)
상표 인식(Brand identity)
Proprietary design/differentiation
Government policy
Copyright ⓒ 2009 LANDKOREA
38
39.
DEFINE
Five Force Model
대체상품 ( Substitutes products )
대체 상품 ( Substitutes products )
- 고객 입장에서의 다른 해결책
다른 대안은 무엇인가?
그 문제는 현재 어떻게 해결되고
있는가?
가격
상대적인 성능
대체 시 예상 비용
보완재( Complementors )
– 같이 갖춤 으로서 우리 제품의 가치를
더욱 높이는 다른 제품
( 예, 햄버거와 콜라)
제품의
가치를 높이기 위한 다른 제품은
무엇인가?
그
제품은 현재 시장에 나와 있는가?
그
제품의 생산자가 많은가?
생산 비용
대체품을 찾는 고객의 이상 경향
Copyright ⓒ 2009 LANDKOREA
39
40.
DEFINE
Five Force Model
고객( Bargaining Power of Customers)
– 왜 우리 제품을 사는가?
Volume of purchase
Standard component
Impact on their product quality
Savings impact
Possibility of backward integration
(customer does it themselves)
공급자( Bargaining Power of Suppliers )
– 왜, 우리에게 판매 하는가?
How many suppliers (i.e... second source
availability)
Unique product
Substitutes
Possibility of forward integration
Importance of customer group
Buyer information
Importance of volume to supplier
Decision maker’s incentives
Impact on product cost or differentiation
Copyright ⓒ 2009 LANDKOREA
40
DEFINE
SWOT 분석
• SWOT분석은 외부환경의 기회요인과 위협요인을 파악하고 기업내부의 강점과 약점을
분석한 후 전략적 대안을 도출하는 분석 방법이다.
• SWOT- Strengths, Weaknesses, Opportunities, Threats
– 경쟁사들의 목표와 강점 약점은 무엇인가?
– 재무관련 리포트는 좋은 정보를 준다.
• SWOT 분석을 통해 기업의 강점을 최대한 활용하면서 새로운 사업기회를 포착하고
기업의 약점을 최소화하면서 위협요인에 대처하는 전략을 다각적으로 모색할 수 있다.
• 경쟁사들의 목표, 강점, 약점을 나타내는 주요 요인들을 검토한다.
– Sales
– Market share
– Profit margin
– Return on investment
– Cash flow
– New investment
– Capacity utilization
Copyright ⓒ 2009 LANDKOREA
42
43.
DEFINE
SWOT 분석
SWOT Worksheet
내부분석(Internal Analysis)
외부 분석(External Analysis)
1. 재무적 강점과 제품의 성과
1. 시장 세분화 평가/매력도
2. 핵심 역량
2. 경쟁관계/위치
Strengths:
_____________
유지 가능한 경쟁력
있는 강점은?
Opportunities:
_____________
_____________
_____________
_____________
_____________
_____________
Weaknesses:
_____________
Threats:
Strategic Gaps?
_____________
_____________
_____________
_____________
_____________
_____________
_____________
_____________
Copyright ⓒ 2009 LANDKOREA
43
44.
DEFINE
SWOT 분석
SWOT 분석
Strengths
Opportunities
.안전성 확보
․ 서비스 차별화
․ E-business 선도
․ 중국시장 개발
․ 국내 시장에서의 높은 선호도
․경쟁사(대한항공)에 비해 저렴한 가격
․
․
․
․
․
․
Weaknesses
․
․
․
․
항공기 부족
국제적 인지도 부족
동맹체 구성 미약
계열사에 대한 부담
Copyright ⓒ 2009 LANDKOREA
한국인 출국자 수 증가
외국인 입국자 수 증가
교역량의 증가
인천 국제 신공항의 개항
정부의 적극적 관광진흥 정책
연이은 국제행사 개최
Threats
․ 외국 항공사 복항
․ 경쟁사의 운항제재 기간 만료
․ 고유가, 고 환율의 영향
44
45.
DEFINE
SWOT 분석
경쟁사의 약점( Competitor‟s Weakness )
Business System
연구 개발
A사
제조
판매
서비스
1. 장비 노후화
2. 노사 분규
전략적인 의미
1. A/S CENTER 수
적음
2. 영업 인력브족
B사
1.___________
2.___________
3.___________
C사
D사
1. 기술 인력 부족 1. 자동화 장비
부족
Copyright ⓒ 2009 LANDKOREA
45
46.
DEFINE
Gap 분석
Gap Analysis
-경쟁사와 자사의 재무 DATA(결산보고서)를 기초로, 개별항목별 GAP을
분석하고 목적에 맞게 GAP의 검토 구분을 선택
·
·
·
·
비용항목별
업종별
지역별
그 밖의 요인별 (1인 당 매출고의 차, 전체규모의 차 등)
Copyright ⓒ 2009 LANDKOREA
46
47.
DEFINE
Gap 분석
GAP 분석
GAP분석
경상이익 비교
(이를 지역별로 분석해 보면)
열세지역
40억
25억
우세지역
GAP=30억
20억
40억
10억
5억
10억
10억
경쟁사
자사
자사에 주는
전략적 의미
경쟁사
서울
수도권
영남권
기타
지역별 경상이익을 비교하여 보면, 서울과 수도권에 있어서
격차가 발생하고 있음. 따라서 자사는 서울/수도권에서 경쟁사
대비 절대 열세에 있음을 알게 됨
Copyright ⓒ 2009 LANDKOREA
47
자사
48.
DEFINE
프로젝트 선정 -자사분석
Focusing Points
매출, Market Share, 이익 등의 구조 분석을 통하여 원인분석을 철저히 함.
매출, Share 가 늘어나지 않는 이유
특정한 매력적인 Segment에 들어가지 못하는 이유
이익에 변화가 나타나는 이유 등
자사를 다각적인 측면에서 보아 사업운영의 현상(Mechanism)을 파악함
‥‥‥ Business System(기술, 생산, 판매, Service 등)
Market Leader와 비교하여 강/약점을 평가하고 가능한 한 정량화 함.
Copyright ⓒ 2009 LANDKOREA
48
49.
DEFINE
프로젝트 선정 -자사분석
핵심 역량 분석
경쟁사가 가지고 있지 않은 나만의 차별화 역량이며, 경쟁사가 쉽게 모방할 수 없는 것
분석 Process
핵심 역량의 조건
①
경쟁사 대비
차별적 우위
가치 창조에
기여 가능
Step1
전략방향
및 목표
전략 제품
Step3
• 그냥 잘하는 것이
아니라 타사 대비
월등히 잘하는것
• 고객의 가치창조
핵심 제품
⑤
연결해 주는 뭐가
있지 않는가?
(핵심역량)
Core Competence
④
⑥
Gap 분석
희소성의 원칙
• 모방 불가능
핵심 기술
타 사업에
적용 가능
• 자사내 타사업에
적용 가능
Copyright ⓒ 2009 LANDKOREA
③ Step2
②
필수요소
49
50.
DEFINE
프로젝트 선정 -자사분석
Sony사의 핵심 역량
핵심역량
타사업에 적용
소형화 기술을 기반으로
하는 신속한 신제품 개발
능력
•스포츠 워크맨
Sony
소형화 기술의 산물
•유아용 워크맨
•TV 시청 가능 워크맨 等
워크맨
Digital Tape Recorder
8mm 캠코더 등
Copyright ⓒ 2009 LANDKOREA
50
51.
DEFINE
프로젝트 선정 –Portfolio 분석
포트폴리오 관리 기법은 다각화 기업의 사업구조를 분석하고, 사업단위(SBU) 간의 자원
배분의 효율성을 도모하기 위해 사용되는 분석 기법이다. 포트폴리오 관리 기법에는 다
음과 같은 기법이 주로 쓰인다.
•
BCG Growth/Share Matrix
•
GE/Mckinsey 9-Box Matrix
포트폴리오 관리 기법은 다음과 같은 이점을 제공한다.
•
기업의 사업 포트폴리오를 전략적 및 재무적 관점에서 객관적으로 평가할 수 있게
한다.
•
사업단위 간 투자 우선순위와 자원배분의 효율성을 도모한다.
•
사업단위의 전략목표 설정을 위한 합리적 기준을 제공한다.
Copyright ⓒ 2009 LANDKOREA
51
52.
DEFINE
Portfolio 분석 -BCG Matrix
BCG Matrix
New Starts
High
(시장 성장율)
Cash Cows
?
Cash Cows
시장점유율은 높으나 성장율은 낮다.
높은 수익성과 안정적인 현금흐름을
나타내고 있으나, 수요가 정체되어 매력적인
투자대상이 되지 못하므로 현상유지 또는
다른 사업으로 투자를 재배치한다.
Dogs
Low
Market Attractiveness
Stars
Stars
시장점유율과 시장 성장율이 모두 높다.
수익성과 현금흐름이 모두 양호한
사업으로서 계속적인 투자를 통한
집중육성이 필요하다.
10
High
1.0
Low
Business Position
(자사 Share/선두 경쟁자의 Share)
Copyright ⓒ 2009 LANDKOREA
0.1
Dogs
수익성과 현금흐름이 낮은 한계사업으로
철수 대상이 된다.
시장을 세분화하여 목표 Segment 에
집중하여 Star 나 Cash cow 로 바꾼다.
New Starts(Question Mark)
현재의 수익성은 낮으나 미래 성장가능성이
있으므로 선별적인 투자를 통하여 육성한다.
너무 오래 동안 머무르면 문제가 된다.
52
53.
DEFINE
Portfolio 분석 -9 BOX Matrix
GE/McKinsey 9-Box Matrix
경쟁적위치 (Competitive Position)
High
Medium
Low
시장의 매력도와 사업의 경쟁력을 고려하여
(Market Attractiveness)
시장 매력도
각 사업등에 대한 자원 배분의 우선 순위를
1
1
2
결정하는데 유용하다.
• 시장 매력도가 높고 자사 경쟁력이 높은
사업들은 집중육성 대상이 되어 투자가
1
2
3
우선적으로 선행된다.
• 시장 매력도가 낮고 자사 경쟁력이 낮은
사업들은 철수 대상이 되어 자원 배분이
2
3
3
중단된다.
• 여타 사업들은 선별적 투자 또는 독립 수
익화를 통해 자체 수익기반을 구축한다.
1. 투자를 통한 육성(Invest/Grow)
2. 선택적인 투자 (Selective Investment)
3. 퇴출 시킨다 (Harvest/divest)
Copyright ⓒ 2009 LANDKOREA
53
54.
DEFINE
Portfolio 분석 -9 BOX Matrix
GE/McKinsey 9-Box Matrix 위치 결정
½ À Å· µ
Ãå ¸ Â
¸ º ¿ À
±¼ ä Î
ü ®Î Â
° ¸ À·
ѽ À Ô¸
Ã Ã å ±ð
¬£ ½ å º å ²
¿ ° ÃÀ¼ ÀÀ
ú ÅÇ ÀÍ ß
° ° À Ì Àü
æÀ µ
° ï °
â ú û ¼ ä ¶ Ç
±¼ À Ò¿ Á °
Πǹ Ì Ç ´
À÷ À¼ ë À·
Â
¡ Êö ¼ ä ÁÇ
¿ ³ Á Ò¿ ¶ °
¯ æ¡ Ç ¿ â
È° ¿ À µ Ç
¡ ß¡
° ÁÄ
0.2
0.2
0.15
0.15
0.15
0.05
0.05
0.05
ò¡
ÆÁ
5
4
4
4
5
3
4
3
¡ ¡
° Ä
1.00
0.80
0.60
0.60
0.75
0.15
0.20
0.15
æï û À Ä
° ÀÀ § ¡
¸ º ¿ Î
±¼ ä À
¡ ß¡
° ÁÄ
0.1
0.15
0.1
0.1
0.1
0.1
0.05
0.05
0.05
0.05
0.1
0.05
Õè
Ç°
1
Ãå Á¯ ²
½ À ¡ ÀÀ
¡ ¯ ² ¼ å ß
ÁÀÀ º Àü
¦ ° Ç Á
Á ÇÀ ú
ó¥Ç ¸ º
» ÇÀ í ¼
¯ ë Á
ÀŸ
ËøÇ È² º
ÃÁÀ ¿ À¼
ý ê ÉÂ
» » ´ ·
ý ê Éü
» » ´ ·
ܧ ø ¡
´ À¿ °
ø Úç ø Þ
¿ ÀÀ° ±
¬¸ ³ ß ¼ ú
¿ ±° ¹ º °
Õè
Ç°
1
Copyright ⓒ 2009 LANDKOREA
4.25
ò¡
ÆÁ
3
3
4
4
3
4
2
2
2
3
4
3
¡ ¡
° Ä
0.30
0.45
0.40
0.40
0.30
0.40
0.10
0.10
0.10
0.15
0.40
0.15
3.25
54
55.
DEFINE
프로젝트 선정 -3C & FAW
3C의 핵심적 고려사항
• Company
– 기업 전략:신사업과 기존 사업의 연계성, 자금/자원/마케팅 능력 등
– 규모의 경제, 경험곡선의 유의성
• Customers
– Market potential & Size
– 제품 수명주기
– 수익성
• Competition
– 경쟁사와의 원가 및 고객 선호도(인지도)상의 비교우위
– 경쟁적 보복의 확률, 특허보호, 불리한 규제의 가능성, 조기시장진입여부
Copyright ⓒ 2009 LANDKOREA
55
56.
DEFINE
프로젝트 선정 -3C & FAW
3C & FAW
FAW ( Force At Work )는 경영/사업환경의 변혁/변화를 일으키는 Macro한 요인임
경제
- 물가
정부정책
· 원재료
- 개방정책(국내)
고객
· 소비재
- 자본제한
· 원유 등
- 환경보호 등
- 노동임금 등
자사
사회/기술
- 사회변화 추이
- 기술 혁신 등
Copyright ⓒ 2009 LANDKOREA
경쟁사
국제 관계
- 환율
- 선진국 보호주의
정책 등
56
57.
DEFINE
프로젝트 선정 -3C & FAW
FAW
IMF이후 빠르게 회복되던 국내경제는 내년 하반기경 경기정점을 지나 하강국면에 들어설
것으로 예상되어 저성장 시대에 대비한 긴축경영 방안 모색이 요구됨
주요경제지표 추이
전략적 의미
(단위: %)
¸
±
Ð
º
æÁ »À À (GDP»À À )
°¦ ºå ²
ºå ²
Ö Á Ò ºÁ à õ °À
à ½ »ñ ö â Á ¡²
Î °»ñ õ °À
¹£ Ò º Á ¡²
³ºÅ À õ °À
»ñ õ Ú Á ¡²
æ» »Á (½$)
°ó ö ö ï
°¡
¹°
Ò ºÀ ¹° ó ¼À
»ñ Ú °¡ »  ²
ý » À ¹° ó ¼À
» ê Ú °¡ » Â ²
¯ ²
È À
/ 1£ (Ʊ)
¤ ò Õ
¸» à »À À (Ʊ)
È ç ¤ö Í ² ò Õ
» ç ¹¡÷
º» ¢ Á Æ
Ý ®
±¸
ç »
» ³
¡÷¹» ç
Á Æ¢ º»
Ó Ý
À ±
í ¸À ± Î » À
¸ñ Ó Ý À ó ²
* Ó ±À » À (´» )
À Ý Î ó ² ç ç
*
'98³
â
-5.8
-9.6
-38.5
406
7.5
12.2
1,403
15.2
16.0
14.0
-2.5
3.26
'99³
â
10.7
8.5
10.3
38.0
250
0.8
-2.1
1,190
8.9
13.0
10.0
12.1
4.29
2000³
â
ó Ý â
» ¹±
11.1
8.5
10.1
51.7
44
1.5
2.0
1,120
10.0
8.8
-
Ï Ý â
Ç ¹±
6.8
5.0
5.0
22.3
26
2.5
2.2
1,095
9.8
12.0
9.0
6.0
-
â °
³ £
8.5
6.8
7.8
32.5
70
2.4
2.6
1,110
9.7
7.4
12.11
'2001³
â
5.3
4.7
5.2
7.0
14
3.8
3.3
1,100
10.0
10.0
6.0
6.5
10.00
•경기하락에 대비한 전략수립
-재무구조 건전화
-조직운영의 효율화
-수익성 제고
•신규투자의 집중화/효율화
*
*
자료:한국경제연구원 <2000년 4/4분기 및 2001년 경제전망과 정책과제>자료 (‘00.9.28)
Copyright ⓒ 2009 LANDKOREA
57
58.
DEFINE
프로젝트 선정 -3C & FAW
3C / FAW 분석에 있어 반드시 파악되어야 하는 기본적인 것들임
3C / FAW 분석의 Point
1. 사업에 영향을 크게
미치고 있는 환경요인
은 무엇이며, 그 요인
을 움직이는
Mechanism 은 무엇인가?
1. 시장의 규모 및 추이는?
2. 주고객은 누구인가?
Customer
고객
3. 주고객의 특성과 속성
은
무엇인가?
FAW
1. 자사의 주요제품,
Service, 업적 (매출,
이익) 및 공헌도는?
2. 자사의 사업운영 흐름
및 조직체제는?
1. 자사의 주 경쟁사는 누
구인가?
Corporate
자사
3. 정량하해서 파악할 수
있는 자사의 강점은?
Copyright ⓒ 2009 LANDKOREA
Competitor
경쟁사
2. 주 경쟁사의 약점은?
3. Model이 되는 선진기업
의 성공요인은 무엇이
며, 자사에 주는 의미
는?
58
59.
DEFINE
프로젝트 선정 -VOC
VOC (Voice of Customer)
– 프로젝트의 성장 목표를 선정하는 과정에는 현재의 고객과 잠재 고객의
목소리를 듣는 완벽한 프로세스가 필요하다.
– 고객만족도 조사만으로는 내부 프로세스와 전략을 개선하는 데에 필요한
충분히 깊고 다양한 고객정보를 확보할 수 없다.
– 기본적으로 시장에서 스스로를 타사와 구별하려는 것이다.
– VOC 는 고객의 목소리를 들음으로써 다음의 사항을 이해할 수 있는
프로세스이다.
• 고객의 비즈니스
• 고객과 고객의 비즈니스에 있어서 핵심적인 사항이 무엇인가
• 찾아야 할 것:
; 측정 가능한가 / 행동 가능한가
; 개선된 혹은 새로운 프로세스를 형성해 낼 요소
Copyright ⓒ 2009 LANDKOREA
59
60.
DEFINE
프로젝트 선정 -CCR
CCR (고객 핵심요구사항 : Critical Customer Requirements)
고객의 소리를 정리하여 주요 Issue를 도출하고, 비즈니스 용어로 전환하여
구체적이고 측정 가능한 고객 핵심요구사항을 정리.
고객의 기분
VOC
조사
주요 Issue
해석
핵심요구사항
(CCR)
‚이런 설문에 답하기 너무 오래 걸린다 읽기 쉽고 답하기
싫다‛
쉬운 형식이다
‚전문적인 용어를
이해할 수 없다‛
불확실하다
‚ 설비들이 고장 나지 고장이 잦다
않았으면 한다‛
‚설비들이 제시간에
작동되지 않는다‛
설문을 완성하는데 걸리는
시간이 5분 이내이다.
읽기 쉽고 이해하기 고객들이 설명서를 읽을 경
쉽다
우 한번에 이해할 수 있다
설비 가동성 향상
설치하는 시간이 설치가 빠르다
너무 오래 걸린다
Copyright ⓒ 2009 LANDKOREA
CTQ
설비의 가동률이 99.9%이다
설치는 4시간이내에
완료될 필요가 있다
60
61.
DEFINE 프로젝트 선정– Business Issues
Business Issues의 도출은 ……
분석결과에 따라
GAP
선진
Insight에 의해
GAP을 발생시킨
요인은?
자사
?
우리는?
? !
분석 결과와 Insight에 결합에 의해 Business Issues들은 도출됨
Copyright ⓒ 2009 LANDKOREA
61
62.
DEFINE 프로젝트 선정– Business Issues
우리가 가지고 있는 Issue들은 현상의 파악을 통해 전략적 사고로서 도출 하여야 함
현상의 파악
활동
내용
Tool
Style
사례
예시
전략적 의미의 추출
-일반적으로 현상의 문제를
알고 있는 경우도 많지만
여러가지 분석을 통하여
문제의 정의를 명확히 할
필요가 있음
-구체 Data를 통해 왜 그 문제가
존재하는 지 그 요인을 파악
하며, 그것이 자사에 주는
시사점 및 의미 추출
-3C 분석
(시장/고객,경쟁, 자사)
-FAW
-Five Force Model
-SWOT분석
-Portfolio
-전략적 사고
-Fact Base
-Zero Base
-가설지향
-효율 효과
-해결지향
시장A는 규모는 크지만
성장은 멈추어 있다.
시장B는 규모는 작지만
성장은 크고 M/S도
변동적 이다.
Copyright ⓒ 2009 LANDKOREA
성숙시장에서 M/S의
확대는 곤란
Issue 도출
-Data의 전략적 의미로부터
사업에 큰 영향을 미칠수
있는 Issue들을 도출
-문제해결 사고
B시장으로 전 Sales 투입
62
63.
DEFINE 프로젝트 선정– Business Issues
Business Issues의 도출
제품 A의 시장은 성장 추세에 있으나 경쟁사인 ‘가’ 사에 비해 품질 수준이 낮고, 주요 고객
인
고객1 의 요구사항을 만족 시키지 못해 Market Share 확대의 벽에 부딪히고 있음. 또한 품질
문제로 인한 COPQ는 연간 7 억원이다.
현상의 파악
시장분석
전략적 의미 및 Issue 도출
경쟁분석
자사분석
제품 A의 품질 수준
(특히 폐기 제품의 개선)을
7000 억
‘가‛사 이상으로 개선하면
5000 억
4200
4000 억
제품 A
2000
‘가’ 사
고객 1
폐기
(4 억)
2700
고객 2
제품 B
1500
1500
제품 C
500
‘98
자 사
2000
800
‘99
제품별 시장 규모 추이
800
‘나’ 사
고객 3
고객 4
Copyright ⓒ 2009 LANDKOREA
고객 Segment별
매출 규모
것으로 판단된다.
Claim
(2 억)
재작업
(1 억)
‘00
회사별 M/S
시장을 주도할 수 있을
자사의 COPQ
품질 개선을 통한
M/S의 확대
63
64.
DEFINE
프로젝트 선정 –Big Y
비전/전략 및 사업현황에 대한 이해를 바탕으로 Big Y 선정
VOC
비전/전략 확인
Business Issue
고객/시장
Big Y‟s
경쟁
선 정
자사
일반환경
다음 사항을 확인
•
•
•
•
고객의 핵심 요구사항이 잘 반영 되었는가?
성공적인 전략 수행을 위해서는 꼭 개선되어져야 하는가?
주주의 목표 달성에 꼭 필요한가?
내부적으로 문제가 가시화 되고 있는가?
Copyright ⓒ 2009 LANDKOREA
64
65.
DEFINE
프로젝트 선정 –Big Y
Big Y는 고객에 대한 영향이 크고 자사의 성과 및 역량도 극대화 할 수 있는
Key Lever임
Big Y의 의미
사업
전략
VOC
CCR
*KPI
Y
자사의
Core
Process
조직의
내부역량
Copyright ⓒ 2009 LANDKOREA
•고객에게 중요한 것
•성과가 큰 과제
*KPI : Key Performance Indicator
매출이나 이익처럼 기업체의 과거 실적을 나타내는 지표가
아니라 미래 성과에 영향을 주는 여러 핵심지표 를 묶은
평가기준으로 ‘핵심성과지표’
65
66.
DEFINE
프로젝트 선정 –Big Y
Big Y와 KPI간의 일치성을 확인
Big Y
KPI 구체화
달성계획
구분
KPI 항목
재무
•손익
•비용
고객
•Complaint
•Claim
영업/
마케팅
•지역/영업별 M/S
•인당 매출액
생산
•Thru-Put
•원단위
인재
Copyright ⓒ 2009 LANDKOREA
Target
•
66
67.
DEFINE
프로젝트 선정 –Big Y
KPI 도출
Big Y
KPI 구체화
구분
KPI 항목
달성목표
현수준
목표수준
전략적 의사
결정 지원
시스템 구축
• Core-ERP
정보고도화
• 현업(PMU)
만족도 50%이
하
• BW 구축
-
• EIS 구축
• BSC구축
• KPI POOL 구축
비 고
• 현업(PMU)
만족도 80%이상
• 6월말까지 구축
• 전 모듈 동시구축
• BSC용 BW 구축
• 6월말까지 구축
• Third-party tool
활용
• Monitoring 및 성과
• SEM-BSC구축
관리 시스템 구축
(8월말)
Copyright ⓒ 2009 LANDKOREA
• PA, PCA 보완
67
68.
DEFINE
프로젝트 선정 –Big Y
챔피온이 Big Y의 프로젝트 Owner가 되어 경영 Impact가 큰 과제 해결에
모든 역량을 집중시킴
Big Y Concept
경영
전략
Biz.
Issue
개념
• Big Y 달성을 통한 경영성과
극대화
Small y
• Big Y별 챔피온/ Leader 명확화
Big
Y = f ( y1, y2, y3, ... yn )
• 미국지역 8” 매출
확대
• 고객 대응력 강화
• 원가 경쟁력 강화
Project 대상 테마
• Six Sigma
• TP
• 직개선 등
Small y 개선
Role
• 챔피온/ Leader의 역할
-.Big Y, Small y 구체화
-.Big Y 달성을 위한 KPI
명확화 等
-.과제별 프로젝트 선정 추진
챔피온이 Big Y
Project Owner가 됨
Copyright ⓒ 2009 LANDKOREA
68
69.
DEFINE
프로젝트 선정 –Big Y
Big Y의 구조화 및 Small y 선정
Big Y 구체화는 고객, 전략, Process를 일치시켜 나가는 과정 임
Big Y의 전체상
사업전략
KPI
핵심
Process
Marketplace
핵심고객
요구사항
Output
지표
주요 개선 영역 - Big Y ‘s
A
B
C
D
E
Small
y‘s
________
________
Small
y‘s
________
________
Small
y‘s
________
________
Small
y‘s
________
________
Small
y‘s
________
________
실행 Projects
Copyright ⓒ 2009 LANDKOREA
1. KPI,전략을 달성시키
고,고객 만족을 향상
시키는 주요 개선
영역을 선택함
2. 개선 영역별로 잠재
Project를
Brainstorming함.
3. 개선지수를 사용
하여 Small y
의 우선 순위를
매김
4. 챔피온과 합의하여
실행Project를
선정함
69
70.
DEFINE
프로젝트 선정 –Big Y
Big Y에서 도출된 잠재 프로젝트
Big Ys
Tube의 수율과
수명 연장
설치 Cost/
A/S Cost절감
100% On Time
Delivery
새로운
제품 개발
GE Medical의
사례
관련 KPI
Process
혁신을 위한
Project
Idea
• Oil유 전체 품질
개선
• 초점 Spot
Control 방법개선
• Rotor 불량 감소
• 진단 시간
단축 제품
• 최초의 Digital화
된
Sys출시
Y₁
DMAIC
Tube
수명 연장
Service 6σ
DFSS Project
y₁
y₂
y₃
y₄
Oil 유전체
품질개선
초점 Spot
Control 방법
개선
제너레이터
Spits 개선
Rotor불량
감소
Copyright ⓒ 2009 LANDKOREA
70
71.
DEFINE
프로젝트 선정
SMALL y중하기 평가 항목에 따라 항목별 1-10점으로 상대 평가 후
종합평점 산출종합평점이 높은 Project를 우선순위로 선정
평가
개선지수 산출
+
Project
+
+
+
-
Biz Impact
(KPI개선,Process혁신)
고객에의 영향
(CCR충족)
전략방향과의
일치성
달성
가능성
현재의
수준
Copyright ⓒ 2009 LANDKOREA
71
매우큼(9)
보통 (3)
약함 (1)
개선
지수
72.
DEFINE
프로젝트 선정
개선지수의미
• Business에대한 영향
– 회사의 주요 자원이 이 process/Product에 투입되고 있는가? (인원/예산/기술지원 등)
– 효율적인 Process개선이 의미있는 재무 성과를 창출하는가?
– 내부적으로 문제가 가시화 되고 있는 것인가?
•
고객에의 영향 (CCR 충족 )
–
–
–
–
Process/Product는 고객에게 명확히 제시되는 것인가?
고객은 요구에 맞도록 개선된 사항을 중요하게 인식할 것인가?
Process가 최고의 제품/서비스를 제공하기에 필수적인 것인가?
Process가 고객핵심요구사항을 만족시키는 데 중요한 것인가?
• 전략적 방향과의 일치성
– Product/Process는 전략수행에 필수적인 것인가?
– 이 Process가 성공적인 전략수행을 위해 개선되어야만 하는가?
• 달성 가능성
–
–
–
–
Project가 3-6개월 내에 완결될 수 있는 것인가?
문제의 주인은 명확한가?
조직내에서 Process/Product의 개선Needs가 강한가?
문제 구체화를 위해 Data가 이용될 수 있고, 정규적으로 검토되는 가?
• 현재의 수준
–
–
–
–
현재 Process는 빈약한 성과를 내고 있는 가?
문제로 인하여 회사 자원이 재작업/검사하는 데 소요되고 있는가?
문제로 인하여 고객이 불만족을 하고 있는 가?
Product/Process가 고객불만의 근원인가?
Copyright ⓒ 2009 LANDKOREA
72
73.
DEFINE
프로젝트 선정
프로젝트 선정
개선과제
Business에
대한 영향 ( + )
CCR에
충족 ( + )
전략과
일치 ( + )
달성가능성
(+)
현재 수준
(-)
TOTAL
우선
순위
• PST의 품질 개선
9
8
9
7
2
31
1
2차 Wave
• DST의 품질 개선
9
9
9
6
2
31
1
일류화 팀
8
7
9
8
5
27
4
일류화 팀
• 액상 Black의
Tarring 개선
9
9
9
7
5
29
3
1차 Wave
• 침전 개선
9
7
8
6
3
27
4
R&D
• 1,2 공장의 Line
재배치
1
10
9
8
7
21
6
C/H
Project
• 품목수 단종에 의한
Complexity Cost
절감
1
6
8
7
2
20
7
C/H
Project
• HWF의 품질 개선
Copyright ⓒ 2009 LANDKOREA
73
Approach
74.
DEFINE
프로젝트 선정 –위험관리
Risk Management
Risk Management
= Risk Assessment
+ Risk Reduction Plan
Risk 란?
• 부정적 사건의 영향과
발생가능성
Risk감소 계획이란 ?
• Risk 를 최소화하거나
제거하는 활동
• 목표와 규격을 만족시키지 못했을 때의
영향을 평가
– 고객에 대한 위험은 무엇인가?
– 비즈니스에 대한 위험은 무엇인가?
– 회사의 위험은 무엇인가 ?
• 현저한 위험에 대하여 발생 가능성 평가
– 조직의 현재 역량이 규격을 만족시킬 수
있도록 잘 조화 되어 있는가?
• 현저한 위험이 발생했을 때, 위험을
줄이거나, 위험에 취해질 가능이 있는 작업을
정의함.
• 이러한 작업에 대해서 발생되는 추가 비용은
얼마 인가?
• 프로젝트를 지속적으로 진행 할 것인지에
대한 결정.
Copyright ⓒ 2009 LANDKOREA
74
75.
DEFINE
프로젝트 선정 –위험관리
Risk Management Process
평가대상 선정
잠재적인 문제점 파악(Identify)
평가기준 설정
잠재적인 문제점 평가(Assessment)
- 발생가능성, 위험크기
계획 실행 및 추적관리
지속적 개선
주요 문제점에 대한 Reduction Plan
수립
Risk 식별
위험 감소
계획 수립
위험 감소
계획 실행
No
Life Cycle of Program
수준 만족
Yes
결과 보고
사후 관리
Copyright ⓒ 2009 LANDKOREA
75
76.
DEFINE
프로젝트 선정 –위험관리
Risk Rating 기준
발생 가능성
• 중요 문제 미해결
High(5)
• 과거 경험, 자료 없슴
위험 크기
성과, 품질, 가격,안전의 리스크로
주요 재설계, 프로그램 지연
• 인프라, 자원 없슴
Medium(3)
• 약간의 문제 미해결
• 경험, 자료 다소 있슴
• 인프라 구축되어 있으나 부족함
• 경미한 문제
Low(1)
• 중요 경험, 자료 있슴
• 인프라 자원 충분
Copyright ⓒ 2009 LANDKOREA
성과, 품질, 가격,안전의 리스크로
재설계와 일정 조정
성과, 품질, 가격,안전의 사항이
계획대로 진행
76
77.
DEFINE
프로젝트 선정 –위험관리
Risk Assessment
5
최고 Risk
발생할 경향/확률
3
15
3
1
5
1
25
중요 Risk
9
15
양산전 개선
Risk
3
1
3
5
주의 Risk
5
프로젝트에 대한 위험크기
** 5점 이상은 Risk Reduction Plan 수립하여야 한다.
Copyright ⓒ 2009 LANDKOREA
77
78.
DEFINE
프로젝트 선정 –위험관리
잠재 위험 요소 감소 계획
잠재 위험 요소
발생
Impact Score
가능성
감소방안
일정
담당
BB와 시장경쟁
9
1
10
•고성능화로 경쟁우위 확보
•다양한 형태의 설계 design으로 고객Needs 충족
•개발기간단축으로 시장변화에 빠르게 대응
장비업체 및 외부 협력업체의 기술
부족
1
9
10
•상호 지속적인 기술교류를 통한 문제 해결
연구소
계속 P-Project
원 부자재 수급문제
1
9
10
•원부자재 다원화 및 국산화
연구소
기획개발
계속
P-Project
AB 등 대체 기술의 등장
1
9
10
AA 가격 급속하락으로 수익성 악화
3
3
6
•불필요한 공정해소 및 수율 향상
•원부자재 원가절감으로 가격경쟁력 제고
생산성 및 품질 문제 발생
3
3
6
•설계 FMEA를 통한 문제점 조기 파악 및 대처를
통한 고 신뢰성 제품개발 및 공정안정화
12/30
양산 안정화 지연
3
3
6
•공정 FMEA를 통한 지속적인 문제점 조기파악
대처
DFSS
12/30 P-Project
Copyright ⓒ 2009 LANDKOREA
•지속적인 Benchmarking과 경쟁업체 Monitoring
을 통한 대응책 강구
78
연구소
영업/기획
계속
P-Project
계속
기획개발
연구소
연구소
계속 P-Project
P-Project
DFSS
79.
DEFINE
프로젝트 선정 –위험관리
Risk Assessment
HIGH
• BB와 시장경쟁
MED
• 상품기획 및 마케팅 능력 미비
•경쟁업체의 AA 고성능 제품
선 출시로 시장 선점
• AA가격 급속하락으로 수익성
악화
• 생산성 및 품질 문제 발생
• 양산 안정화 지연
• 중국, 대만 제품의 저가격 공세
•원,부자재의 수급문제
• 특허 분쟁
LOW
Probability of Occurrence
(잠재 위험 요소 평가)
• 초기 투자비 과다로 인한 Cost
•고객 및 OEM Needs에 대응 부족
경쟁력 약화
•AB 등 대체 기술의 등장
•장비업체 및 외부 협력업체의
기술 부족
LOW
MED
HIGH
Impact on Product
Copyright ⓒ 2009 LANDKOREA
79
80.
DEFINE
Define
Measure
프로젝트 정의 &승인
Analyze
D1
Improve
Control
D2
D3
프로젝트 정의
프로젝트 선정
프로젝트 승인
Activities
• 비전 및 전략 확인
• 사업 환경 분석 및 Issue 도출
• Big Y 선정
• Little Y도출 및 평가
• Project 선정 및 팀 구성
Activities
• Business Case
• 개선 기회 정의
• 프로젝트 Y 정의 및 목표 설정
• 기대효과 추정
• 프로젝트 범위 명확화
• 추진 일정
• 팀 구성 및 의사소통 계획
Activities
• 팀차터 작성
• 챔피언 승인
• 프로젝트 Kick - off
Tools
Tools
Tools
• 3C 분석
• SWOT 분석
• SIPOC 차트
• Gant 차트
• COPQ분석
• Team Charter
Copyright ⓒ 2009 LANDKOREA
80
81.
DEFINE
프로젝트 요약서
Project의 전체상을간결하게 표현한 요약문으로써 팀이 언제나 Project 목표를 달성할 수
있도록 방향을 제시하며 관계자와의 Communication을 할 수 있는 역할을 함
프로젝트 요약서
Project의 추진 방향을 제시하는 문서
사업상의 문제점 및 개선 기회를 명확히 함
사업 현황
개선 기회
• 우리가 왜 일을
해야 하는가?
•무엇이 잘못되었
는가?
(목적)
Project 목표
• 우리의 개선 목
표는 무엇인가?
(성공의 기준)
(Biz.에의 영향)
Project 범위
•
어떤 rocess
를 대상으로
하는가?
(경계)
Project 계획
팀 구성
• Project 단계별
일정
(Activity)
• 누가 무엇을 수
행하는가 ?
(누가 무엇을 수행)
Copyright ⓒ 2009 LANDKOREA
개선의 목적과 목표를 명확히 함
(재무상의 Benefit 평가를 포함)
Project의 Scope를 정의
Project의 Schedule을 명시
Team Member와 각자의 역할을 정의
Project 팀이 요약서의 초안을 작성
Champion (임원) 의 승인이 필요
요약서는 Define 단계 후에 수정될 수 있음
81
82.
DEFINE
프로젝트 요약서
요약서 작성Process
• 도출된 Big Y
• 비즈니스 개선기회
프로젝트 요약서 작성을 위한 10 가지 포인트
팀 헌장
1. 비즈니스 개선기회를 명확히 한다.
비즈니스케이스
개선기회 기술서
목표 기술서
프로젝트 범위
프로젝트 계획
팀 선정
2. 비즈니스 케이스를 개발한다.
3. 개선기회를 문장으로 정의한다.
4. 개선의 목표를 정한다.
5. 일의 범위를 정한다.
6. 개략적인 프로젝트 실행 계획을 개발한다.
Specific Measurable Attainable Relevant Time Bound
7. 팀을 선정한다.
8. 책임사항을 정한다.
9. 작성된 헌장을 다시 검토한다.
경영층의 승인
Copyright ⓒ 2009 LANDKOREA
10. 경영층의 승인을 얻는다.
82
83.
DEFINE
프로젝트 요약서
프로젝트 요약서구성요소
Business 케이스
기회 기술서
• 우리가 왜 일을 해야 하는가?
•어떤 실패를 경험하였는가?
•무엇이 잘못되었는가?
(목적)
( Business에의 영향 )
목표 기술서
프로젝트 범위
•우리의 개선 목적과 목표는 무엇인가?
•우리의 권한범위는?
•어떤 프로세스를 대상으로 하는가?
•우리의 수행 범위가 아닌 것은?
(성공의 기준)
(경계)
프로젝트 계획
팀 선정
• 일을 어떻게 시작할 것인가?
• 일을 어떻게 마무리 할 것인가?
(Activity)
Copyright ⓒ 2009 LANDKOREA
•팀 구성원은 누구인가?
•이들의 책임범위는?
(누가 무엇을 수행하는가)
83
84.
DEFINE
프로젝트 요약서
사업 현황
현재사업 현황 및 시장 상황 (매출액, 시장 점유율, 순익의 변동, 시장의 경쟁 상황, 고객
의 요구사항, 고객의 불만 등) 을 설명 하고 개선 Project 을 왜 해야 하는지를 구체적이고
정량적으로 기술 한다
사업 현황
● A사 ‘99년 총매출은 3,500억원/년, 시장점유율은
70%로 시장을 선도하고 있음.
그러나, B사, C사등의 경쟁사간의 경쟁이 점차 치
열해지고 있음
● 주요고객인 xxx들의 수가 한정되어 있기 때문에
더 이상의 고객을 확보하기 힘듬
Copyright ⓒ 2009 LANDKOREA
84
85.
DEFINE
프로젝트 요약서
개선 기회
사업에영향을 주는 것이 무엇인지, 개선 활동의 구체적인 내용을 기술
•
•
•
•
무엇이 잘못되어 사업에 영향을 주는가 ?
문제가 발생하는 Process 범위는?
이 문제로 인해 발생하는 고객의 불만은 무엇인가?
고객의 불만이 우리의 사업에 미치는 영향은?
개선기회
● 치열한 시장경쟁을 말미암아 구체적 DB를 이용한
Target Marketing이 필요한 상황
● 자사와 고객간의 커뮤니케이션을 통일해야 함
● 00년 DBM SYSTEM 구축후 데이터 임계치는 향상되어
마케팅 부서에서는 활용하고 있으나 영업사원의 활용
실적은 무척 저조함
● 따라서, 주먹구구식의 기존 영업방식을 탈피한 정보를
이용한 영업paradigm의 근본적인 변화가 필요함
Copyright ⓒ 2009 LANDKOREA
85
86.
DEFINE
프로젝트 요약서
Project 목표
Project의 목표를 기술한 것으로서 측정가능하고, 구체적이며 정해진 기간 내에
달성 가능한 것이다.
• Project 팀이 달성 하고자 하는 것은 무엇인가?
• Project 팀이 목표를 달성하는지 여부는 어떻게 측정할 수 있는가?
• 구체적이고, 명확한 성과는 무엇인가? ( 비용절감, Cycle Time, 품질 수준 등)
• 반드시 목표 기한이 설정되어야 함
Project 목표
- DB의 품질수준을 향상시킴
- 영업사원의 DB입력률을 향상시킴
- 품질 수준* : 4월까지 현재 1.5σ 에서
4σ 로 향상
☞ 구체적이며 목표 기한이 설정 되어야 함
좋지 않은 예: 고객을 더 많이 확보한다
개선된 예: 현재의 고객 유지비용을 그대로 유지하면서 1999년 3월 까지 이익이 되는 고객을 10% 더 확보 한다
Copyright ⓒ 2009 LANDKOREA
86
87.
DEFINE
프로젝트 요약서
Project 범위
개선기회가 어디에 있고 개선 Project 활동 범위가 어디서부터 어디까지 인지를 정의
• Project 대상 Process 의 시작점과 끝나는 점은 ?
• Project 범위에 포함되지 않으나 관련되는 Process 범위는 ?
• 팀 활동을 시작하기 위해서 필요한 자원은 ?
(사람, 장소, 돈, 설비)
• 반드시 포함되어야 할 사람은 ?
• 필요한 자원을 사용하는데 제약조건은 ?
프로젝트 범위
• 고객의 동의 - 핵심 프로세스
- 시작 : 고객이 필요로 하는 것 명확화
- 끝 : 고객에게 제안서 전달
• 변경 또는 보강의 한계
Copyright ⓒ 2009 LANDKOREA
87
88.
DEFINE
프로젝트 요약서
Project 계획
문제해결을 위해 필요한 활동 내용과 스케쥴을 작성하는 것
• Project 완료하기 위해 필요한 주요 활동 내용은 ?
• Project 계획에서 핵심이 되는 활동은 무엇인가?
(예: 팀 Kickoffs, 주요 활동 완료일, 발표일 등)
Project 계획
Copyright ⓒ 2009 LANDKOREA
88
89.
DEFINE
프로젝트 요약서
Project 팀선정
Project 이 성공적으로 진행되도록 적절한 팀원을 선정하고 책임을 부여 함.
• 팀 리더는 누구이고 책임은 무엇인가 ?
• Champion, Sponsor 는 누구이며 책임은 무엇인가 ?
• 어떤 유형의 팀 원들이 어떤 단계에서 필요하게 되는가?
주요 역 할
Project 추진조직
Leadership
Team
Champion
Project Team
Black Belt
Sponsor
MBB
Part-timer
Full timer
요청 • 제조
• HR
• 영업
• Financial
• 기술
지원
• …
• …
Copyright ⓒ 2009 LANDKOREA
Support
요청
Leadership Team
• Project Scope/Goal 설정 참여
• Project 지원
• 설계변경 관리 검토
• Tollgate Review
Project Team
• Black Belt, GB, MBB로 구성
• Design Review
• Tollgate 진행
지원
89
90.
DEFINE
프로젝트 요약서
프로젝트 요약서
비즈니스케이스
A
우리의 매출액은 지난 18개월 동안 지속적으로
하락하고 있음($500K/월). 반면 영업사원의 수는
20% 증가 하였음. 지난 기간동안 우리의 M/S는
45% 에서 32%로 떨어졌음.
고객만족도 조사결과 우리제품에 대한 지지도가
79% 에서 50%로 떨어졌음. 영업 생산성을 개선
하면 비용을 더 들이지 않고도 월 $800K 이상의
수익이 발생할 것으로 예측됨
목표기술
B
우리의 영업 생산성은 지속적으로
하락하였다. 영업부에 접수되는 구매
요청이 주 8건 이었으나, 1998년에는
평균 4건 이하 였음. (평균=3.75)
C
•3/4분기까지 구매요청이 주 9건이 되게 함
•4/4분기까지 본사의 판매 승인을 얻어야
하는 경우를 20% 미만으로 함
•입찰완료 싸이클 타임의 50% 감소
실행계획
개선 기회 기술
프로젝트 범위
D
•고객 획득-핵심 프로세스
-시작:고객의 요구 확인
-끝 :고객에게 제안서 전달
•변경 또는 보강의 한계
E
팀 선정
F
챔피언
마스터 블랙 벨트
블랙 벨트
서부지역 영업 담당
동부지역 영업 담당
마케팅
영업지원
고객 서비스
Copyright ⓒ 2009 LANDKOREA
Bill Bowden
Chris Sneely
Pat Warfield
J.D. Mclntire
Carlos Fernandez
Jeanne Lewis
Tim Parker
Larry Korte
90
91.
DEFINE
프로젝트 요약서
프로젝트 요약서
프로젝트명: 3Way Handoff率 과다섹터 개선
비즈니스 케이스
개선기회
투자가 증가 함에 따라 Coverage 중첩지역이
커버리지 중첩의 지표인 Handoff율을
증가하여 Setup지연,절단 등의 체감품질 저하가
관리하여 경계지역에서의 Resource 절감 및
발생할 수 있으며 이를 개선하기 위해 지속적인 최적
체감품질을 향상한다.
화 활동이 진행되고 있으나 지표는 나빠지고 있다.
특히 3Way Handoff율을 집중 관리한다.
프로젝트 목표
프로젝트 범위
◈ 3WAY Handoff율 감소
현 재
3 Way Handoff율 감소
X.XX
•통화품질 개선프로세스
목 표
X.XX
-시작:3 Way Handoff X.XX(섹터수 245)
-끝 :3 Way Handoff X.XX (섹터수 41)
실행계획
9월4주
▼
10월1주
▼
10월3주
▼
11월4주 12월1주
▼
▼
Define
Measure
Analyze/Improve
Control
Copyright ⓒ 2009 LANDKOREA
팀 선정
팀원성명
고XX 부장
김XX 과장
장XX 과장
김XX 대리
윤XX 대리
서XX 대리
정XX 대리
역할
Champion
Leader ,총괄 진행
Sub Leader,측정Data수집 및 현장시험
측정Data 수집 및 분석,관리
측정Data 수집 및 현장 시험
측정Data 수집 및 현장 시험
측정Data 수집 및 현장 시험
91
92.
DEFINE
Project명
프로젝트 요약서
광중계기 자동복구감소
• 부산NW의 경우 광중계기 장애건수가 9개 센터중 가장
Biz.
많으며, 장애율도 높은 수준임
Case • 전체 장애중 XX%가 한전정전 및 시스템 자동복구로
•광중계기 중복장애의 XX%가 한전정전 및
활동
범위
시스템 자동복구로 조치되고 있음
•시스템 자동복구 국소(XX%)를 Project의 범위로 정함
처리되고 있음.
• Project Leader : 운영팀 김XXC
• 부산NW의 경우 광중계기 시스템 자동복구가
• Full timer
개선
월 평균 XXX건이 발생하고 있으며
조직
기회
이로 인해 년간 약 XX억원 의 손실이 발생함.
체계
: ENG팀 남XXD,이XXS,
셀테크 김XXK,셀테크 안XXS
• Part timer
: 부산NW OMC Part
Access 망기술팀 하XXK
• Advisor
σ 수준
시스템
자동복구건
X.Xσ
(XXXppm)
일정
(월 평균)
활동
목표
: 운영팀 백XXC
9월
9월 10월 10월 11월 11월 12월
1.2주 3.4주 1.2주 3.4주 1.2주 3.4주 1.2주
Define
X.Xσ
(XXXXppm)
현수준
일정
계획
목표수준
* 월 발생률을 기준으로 DPMO산출
Copyright ⓒ 2009 LANDKOREA
Measure
Analyze
Improve
Control
92
93.
DEFINE
프로젝트 요약서
프로젝트 요약서(팀헌장)평가
팀헌장 초안 작성이 끝나면 그 효과를 확실히 하기 위한 평가를 실시해야 한다.
평가방법은 “SMART” 기준에 따르게 되는데, 팀헌장이 효과적이고 철저한 지 여부를 확인하는
체크리스트이다.
- SMART Specific
- 실제 비즈니스 문제를 다루고 있는가?
Measurable
- 측정 가능한 문제인가? 현재의 성과가 측정 되었고, 개선
목표가 정해 졌는가?
Attainable
- 달성 가능한 목표인가? 프로젝트 기간은 현실적인가?
Relevant
- 프로젝트는 비즈니스 목적과 관계 있는 것인가?
Time-bound
- 프로젝트 완료일정이 정해졌는가?
Copyright ⓒ 2009 LANDKOREA
93
94.
DEFINE
기대효과 추정 -COPQ
COPQ는 모든 활동이 결함이나 문제 없이 수행된다면 사라지게 되는 비용
지금의 품질 실패 비용은 빙산의 일각
검사비용
고객 클레임
회계상 파악 가능 비용
(쉽게 파악됨 : 4~6%)
폐기
재작업
낭비
과도한 현장
서비스 비용
문서작업 지연
Hidden되어 있는
실패 비용
(파악이 어렵거나,
곤란함 : 25~30%)
판매손실
과도한 재고
Long cycle time
불만 고객 응대 시간
과도한 시스템 비용
과도한 직원 이직
고객신용도 실추
과도한 야근
가격결정 혹은
과금 오류
사무비용
불만사항 처리
대고객 준비금
잘못된 제품의
개발 비용
기획 지연
과다 재고
납기지연
매출금 회수 지연
현 프로그램에 대한
후속조치 부족
사용되지 않는
생산 설비
* COPQ(Cost of Poor Quality: 저품질 비용)
Copyright ⓒ 2009 LANDKOREA
94
DEFINE
기대효과 추정 -COPQ
COPQ는 다음과 같은 경우에 사용 됨
프로젝트 평가 : 해결 프로젝트 우선 순위를 정할 때
핵심 요인 파악 : Vital few X를 선정하고 이를 개선하는데 초점을 맞출 때
프로젝트의 효과 증명 : 프로젝트의 효과를 평가 할 때
해결책 이행 : 해결책을 이행 단계에서 개선을 위한 비용과 COPQ 절감 비용을 분석 할 때
Copyright ⓒ 2009 LANDKOREA
96
97.
DEFINE
기대효과 추정 -COPQ
COPQ의 분류
예방비용
(Prevention Costs)
생산자
품질비용
평가비용
(Appraisal/
Inspection Costs)
내부 실패 비용
(Internal Failure Costs)
실패비용
(Failure Costs)
외부 실패 비용
(External Failure Coxts)
Copyright ⓒ 2009 LANDKOREA
97
COPQ
98.
DEFINE
기대효과 추정 -COPQ
평가/검사 비용(Appraisal/Inspection Costs)
불량이나 결함에 의해 고객이 영향을 받기 전에, 내부적으로 이러한 불량이나 결함을
발견하기 위하여 소요되는 비용
예
전자 제품의 출하 이전 테스트
보험 약관의 발송 이전 검토
구매 장비/제품의 검사
보고서 혹은 서신의 교정
소비자에게 세금계산서를 보내기 전에 오류 검사
수리가 되었는지를 확인하기 위한 승용차 검사 등
☞ 제품의 품질 및 공정의 안정 상태를 확인하기 위한 Audit 비용은 COPQ에 포함되지
않는다. 이는 불량이나 결함이 발생되지 않더라도 시행되어야 함기 때문임
Copyright ⓒ 2009 LANDKOREA
98
99.
DEFINE
기대효과 추정 -COPQ
내부실패 비용(Internal Failure Costs)
고객이 직접적으로 목격할 수 없으나 고객 서비스에 부정적인 영향을 줄 수 있는 불량
혹은 결함과 관련된 불량품 폐기,재작업,수선, 교체 등의 비용
예
규격에 맞지 않는 Metal Stamping의 교체
긁힌 제품 표면의 재도색 작업
예상치 못한 컴퓨터 고장으로 인한 작업의 보충
포장 및 출하시 손상된 제품의 교체
일정내에 완수하지 못한 작업에 대한 시간외 근무(잔업)
다수 데이터 베이스의 오류 수정
불량 부품을 교체하기 위한 추가적인 부품 재고 유지
규격을 벗어난 제품의 폐기
Copyright ⓒ 2009 LANDKOREA
99
100.
DEFINE
기대효과 추정 -COPQ
외부실패 비용(External Failure Costs)
고객이 직접 경험하게 되는 실패에 관련된 비용으로서 고객의 신뢰 저하로 인한 판매
기회의 상실을 포함하며 저 품질비용 가운데 가장 큰 비중을 차지 한다.
예
무상 품질 보증 기간의 Claim 처리 비용
고객 불만 사항 조사 및 처리
고객 불 만족도를 회복하기 위한 비용
세금계산서 발행 관련 오류 수정
출하가 지연된 경우 소요되는 추가 출하 비용
운수 업체에 의한 제품 손상 및 손실시 교체 및 수리 비용
항공편 결항에 의해 발이 묶인 승객들의 숙박
출하 제품의 문제를 해결하기 위한 고객 현장 지원
Copyright ⓒ 2009 LANDKOREA
100
101.
DEFINE
기대효과 추정 -COPQ
COPQ 측정 방법
1 단계
품질 불량을 발생시키는 활동이 무엇인지를 확인
2 단계
각 활동의 비용 측정 방법을 결정
3단계
데이터를 수집하고 비용을 추정
4 단계
결과를 분석하고 다음 단계 작업에 대한 결정을 내림
Copyright ⓒ 2009 LANDKOREA
101
102.
DEFINE
기대효과 추정 -COPQ
개선 Potential
고객반품율 감소 및 시료 불량율 감소
▷ 정량적 성과
고객반품율 = 현수준 대비 55% 감소 ₩ 58,243,149
시료불량율 = 현수준 대비 63% 감소 ₩ 30,618,748
TOTAL = ₩ 88,861,897
▷ 정성적 성과
고객 신뢰성 확보 및 생산성 향상
신규 제품에 대한 연계 적용으로 조기품질 확보
▷ 정량적 성과 산출근거
CTQ
고객
반품율
시료
불량율
1억6천 만원
시료
불량
소요
비용
4천
8백만원
고객
반품
소요
비용
1억1천
2백
만원
8천 8백
만원
절감 금액
7천
2백
만원
개선 후
소요 비용
개선 전
소요 비용
단위
개선 전
개선 후
기대 효과
%
0.83
0.40
▼ 0.43
PPM
8326
3800
▼ 4526
σ(Sigma)
3.89
4.17
▲ 0.26
%
0.27
0.10
▼ 0.17
PPM
2657
1000
▼ 1657
σ(Sigma)
4.29
4.59
▲ 0.30
Copyright ⓒ 2009 LANDKOREA
102
이것만은 기억하자 !
핵심
Point
1.Define
- 프로젝트의 선정을 위한 방법론에 대한 학습과 단계의 종합 정의.
2. Define 진행단계
- 프로젝트 선정
- 프로젝트 정의
- 프로젝트 승인
3. 분석방법
- 3C 분석
- SWOT 분석
- SIPOC 분석
- COPQ 분석
Copyright ⓒ 2009 LANDKOREA
104
105.
MEASURE
Measure 단계를 잘이해하고
프로세스를 진행하면?
설명
개선 대상 포인트와 이에 대한
Measure 단계의 내용에 따라 기초적인 내용을 학습하고,
상황 분석에 사용되는 각 분석방법을 이해하며,
정확한 측정계획을 바탕으로 보다
정확한 개선점을 발굴하여
각종 데이터를 현실에 맞도록 분석활용법을 습득하여,
의미 있는 개선을 실행할 수 있다.
현업에서 실행 가능한 실무학습으로 발전시킨다.
Measure 단계를 잘 못 이해하고
프로세스를 진행하면?
핵심
1.
실제 비즈니스 분석을 통해 개선하기 위한 준비를 한다.
진행하는 개선 등의 업무 결과에
오류가 포함된다.
Measure 단계의 학습을 통하여 기본방법론들을 학습하고,
2.
학습한 내용을 투석기실습을 예로 Minitab의 통계분석을
개선 전보다 개선 후에 다른 문제
병행사용하여 Measure 단계에서 다루는 주요 단계의 분석을
들이 추가로 발생하게 된다.
실행해보며 결과 값을 해석해 본다.
Copyright ⓒ 2009 LANDKOREA
105
MEASURE
개요
과정 목표
•
프로젝트범위 내의 사업 프로세스를 이해하고, 핵심 프로세스 및 지원 프로세스를 파악한다.
•
핵심 프로세스에 대한 Input, Process, Output 지표를 파악하고, CTQs를 결정 한다.
•
주요 지표에 대한 데이터 수집 계획을 세우고, 측정 시스템의 신뢰성을 확인한다.
•
현 프로세스의 산포를 이해하고, 이상원인에 대한 원인 규명 및 개선안을 도출하고 실행 한다.
•
공정 능력을 분석하여 현 시그마 수준을 결정하고, 프로젝트 목표를 재 정립한다.
추진 절차
•
M1 : CTQs 선정
•
M2 : Data신뢰성 확인
•
M3 : 현수준 파악 및 목표 설정
핵심 Point
•
선정된 CTQs는 프로젝트의 목표를 충분히 반영하는가?
•
현재 측정 시스템은 신뢰성이 확보되었나?
•
데이터 수집계획은 공정의 능력을 충분히 반영할 수 있는가?
•
이상원인은 충분히 규명되었고, 이상원인을 제거 할 수 있는 개선안은 도출되고 실행되고 있는가?
•
결정된 공정의 시그마 수준은 충분히 프로젝트의 현 수준을 대표하는가?
•
프로젝트의 목표는, 현 시그마 수준을 고려하여 재정립 되었는가?
Copyright ⓒ 2009 LANDKOREA
107
108.
MEASURE
Define
진행 단계
Measure
Analyze
M1
Improve
M2
Data 신뢰성확인
CTQ 선정
Control
M3
현수준 파악 및 목표 설정
Activities
• Process 구체화(공정이해/
현안도출/혁신 idea)
• CTQs 선정 및 검증
• CTQs운영정의
• Scorecard 작성
Activities
• 데이터 수집 계획
• 데이터 신뢰성 확인
Activities
• 데이터 수집, 분석 및 조치
• 문제 증상 분석
• 시그마 수준 파악
• 목표 재설정
• Scorecard 수정
• Action Plan up-date
Tools
• 기초 통계
• Process Mapping
• Scorecard
Tools
•관리도
•Pareto Chart
•Gage R&R
Tools
• 관리도
• Process Capability Analysis
• Benchmarking
Copyright ⓒ 2009 LANDKOREA
108
109.
MEASURE
Define
CTQ 선정
Measure
Analyze
M1
Improve
M2
CTQ 선정
Data신뢰성확인
Control
M3
현수준 파악 및 목표 설정
Activities
• Process 구체화(공정이해/
현안도출/혁신 idea)
• CTQs 선정 및 검증
• CTQs운영정의
• Scorecard 작성
Activities
• 데이터 수집 계획
• 데이터 신뢰성 확인
Activities
• 데이터 수집, 분석 및 조치
• 문제 증상 분석
• 시그마 수준 파악
• 목표 재설정
• Scorecard 수정
• Action Plan up-date
Tools
• 기초 통계
• Process Mapping
• Scorecard
Tools
•관리도
•Pareto Chart
•Gage R&R
Tools
• 관리도
• Process Capability Analysis
• Benchmarking
Copyright ⓒ 2009 LANDKOREA
109
110.
MEASURE
Business의 Process 관점
개선시키고자하는 Business에 대해서는 고객의 관점에서 파악되어야 함
프로세스 관점
계약
받을어음
대금 청구
고객 서비스
제품생산
제품개발
영업
마케팅
기존의 부서 관점
고객의
기대 충족
핵심 프로세스
• 수직적 계층
• 수평적-많은 부서들이 연관됨
• 부서 안의 제한적 사고방식
• 고객 중심
• 내부부서 중심의 지표
• 부서간의 정보흐름 활발
• 고객은 고려되지 않음
• 고객 중심의 지표 (성과측정)
Copyright ⓒ 2009 LANDKOREA
110
111.
MEASURE
Process의 형태
프로세스란?
Input을 가공하여최종Output을 만들어 내는 일련의 event,step,activity,task 등을 말함
정 의
핵심 프로세스
• 외부고객에게 전달되는 최종
제품과 서비스를 직접적으로
일반적 예
• 마케팅및 영업 -> 주문접수->
서비스제공 -> 고객관리
창출해내는 일련의 활동
지원 프로세스
• 기업내부에서 이루어 지지만
고객의 가치제공과는 직접적
• 인력채용 / 교육및 개발/
정보기술/ 보상/ 규제/ 재경 등
으로 관계가 적으나, 핵심
Process의 성과에 영향을
미치는 일련의 활동
Copyright ⓒ 2009 LANDKOREA
111
MEASURE
Process의 구체화
일반적인 프로세스구성요소들
프로세스의 정의 및 개선을 위해서는 우선적으로 시작점/ 끝점이 명확해야 함
끝점
시작점
공급자
• Input
제공자
Input
•
자재
•
정보
•
자원
Output
Copyright ⓒ 2009 LANDKOREA
•
프로세스
고객
제품/
•
서비스
내부/
외부
(event/step/activity/task)
113
114.
MEASURE
Process의 구체화
프로세스 맵핑
요구사항
요구 사항
Input
Supplier
Output
측정
Customer
측정
Process
시작
Process
끝
하부 프로세스 1
착안사항
핵심
프로세스
책임소재
점원
Step
핵심
Process
주문화면 Log-In
주문을 우선순위화
관리자
자재관리
스케쥴러
• 현재의 공정을 중심으로 작성
• 기계의 나열보다는 제품의
변화 과정을 중시
상세내역 검토
하부 프로세스 2
(좀 더 구체적)
• 공정별 Activity를 정리
소요자재 파악
• 현재의 공정은 6 Sigma 활동이
생산스케쥴
완료되면 CTQ가 충족되는
검사
공정으로 변화되는 것임
유통
Copyright ⓒ 2009 LANDKOREA
114
115.
MEASURE
Process의 구체화
프로세스 맵핑의단계
작업 프로세스 상황을 팀으로 전개한다
Start Boundary
Supplier
End Boundary
Output
Input
Input
Process
Start :
1.
2.
3.
4.
5.
KPI와 프로세스에 관해 분명하게 진술한다.
시작점/끝나는 점에 관해 분명하게 진술한다
관련 부서간 팀을 구성한다.
주요 고객, 공급자, 제품과 자원을 확인한다.
브레인스토밍을 이용하여 5-7의 주요 프로세스
단계들을 확인한다.
Copyright ⓒ 2009 LANDKOREA
End :
6. 각각의 단계에 대한 사이클 타임을 결정한다.
(가능할 경우)
7. 어떤 단계를 상세한 맵으로 만들 지에 대해
결정.
8. 세부 지도를 완성한다.
9. 문제점 리스트를 만든다.
10. 동료 및 관리자와 재검토한다.
115
116.
MEASURE
Process의 구체화
프로세스 맵의활용방안
①내가 생각하는 프로세스
②실제의 프로세스(As-Is)
③이상적 프로세스
(Should-Be)
④가능한 프로세스
(Could-Be)
① 프로세스 맵에 대해 개인이 갖고 있는 인식이 서로 다르므로 팀원들이 프로세스에 대해
어떻게 생각하는지에 대해 먼저 아는 것이 중요하다.
② 개인이 생각하는 프로세스 맵을 실제의 프로세스 맵으로 조정한 것
실제의 프로세스 맵은 좋은 프로세스 맵을 만들기 위해 필요한 단기 목표 중 하나이다.
③ 팀이 프로세스를 분석하고 문제를 해결 (비 부가가치 적인 프로세스를 제거한) 해 가면서
만든 프로세스
④ 이상적 프로세스에 최소한의 비 부가가치 프로세스가 결합된 실제 가능한 프로세스
Copyright ⓒ 2009 LANDKOREA
116
117.
MEASURE
Process의 구체화
Process 구성요소작성 예
PBT예
Supplier
Input
SK Chemical
1.4BG
용융중합 고상중합
저장
BASF,
Mitsubish
원료 제품
생산
니폰소다,
듀퐁
CibaGaigy
Customer
· LG 전자
DMT
신화유화,
Output
Process
촉매
계량
중합
포장
고객
사용
· SV1120
(광 Cable용
PBT)
. SV1080
. SV1030
· 대한전선
· 희성전선
. 대원전선
· 중국
안정제
Copyright ⓒ 2009 LANDKOREA
. 대우통신
117
118.
MEASURE
Process의 구체화
연습: 프로세스구성요소의 정의
목적
프로세스 개선을 위한 기회영역을 찾기 위해 프로세스의 경계, 공급자, Input과 Output,
고객을 파악합니다.
지침
1. 우선 각자 자기 Project에 대해
각 프로세스의 구성요소를 파악하고 확인합니다.
2. 그룹별로 토의를 합니다
• 이를 통해 무엇을 알게 되었습니까? 여러분이 내린 결과를 확인하기위해 필요한 추가적인 정보는
무엇입니까?
• 보다 정확하게 하기 위해서는 누구의 도움이 필요합니까?
3. 그룹별로 토의한 내용을 발표합니다.
Copyright ⓒ 2009 LANDKOREA
118
119.
MEASURE
Process Mapping 기법
Top-DownCharting
핵심Process와 하부Process를 문서화한 도표
프로세스 : Order Fulfillment Process
접수
•창고 재고 주문
•고객 주문
•S-form
주문내역 입력
•코딩/입력
•수정
•Release
•고객서비스
•고객마스터 셋업,
•관리
운송
제조
신용도 확인
Routing
•신용도 검토
•재고 위치
•승인/유보
•제3공급자
•운송수단 선택
조달
대금청구
•Pick List 검토
•Work order
•원자재 구매
•송장, A/R
•생산/구매
•제조/QC
•Least-cost 구매
•비용 할당
•carrier 스케쥴링
•포장
•승인 공급자
•수금
•고객마스터 셋업,
•검토 및 관리
•관리
Copyright ⓒ 2009 LANDKOREA
119
120.
MEASURE
Process Mapping 기법
Top-DownCharting 방법
사용시기
작성 요령
• 프로세스 내의 step의 순서에 대해 팀원들
모두에게 명확하게 이해 시키고,
확인하고자 할 때
• 상위수준에서 단순하게 프로세스를 그려 신속히
파악하고자 할 때
• 개선 프로젝트가 비즈니스에서 어느 부분에
위치하는지를 파악하고자 할 때
• 모든 부서와 조직이 관련됨을 알리고자 할 때
• 지연상황, 의사결정의 포인트, 피드백 메커니즘은
보여 주지 못함
Copyright ⓒ 2009 LANDKOREA
• 각 step들을 정의하는 데에는 가능한 한
적은 수의 단어를 사용할 것
• 프로세스의 필수적인 step들에 대해서만
기록할 것
• 주요 step은 적어도 3개의 하부 step을
가지도록 할 것. 그렇지 않은 경우에는,
주요 step이 아님
• activity를 기술할 때에는 동사를 사용할 것
(예: 데이터를 수집한다)
120
121.
MEASURE
Process Mapping 기법
Top-DownCharting 작성연습
목적
이전에 풀었던 연습문제에서 작성된 프로세스에 대한 top-down process chart 작성합니다.
지침
1. 우선 개인별로 process를 정합니다
2. 개인별로 자신이 생각하는 하부프로세스 리스트를 작성합니다.
3. 각 하부 Process별로 Activity를 나열 합니다
4. 그룹별로 토의를 한 후 하나의 사례를 선정하여 발표합니다.
Copyright ⓒ 2009 LANDKOREA
121
122.
MEASURE
Process Mapping 기법
Top-DownCharting 작성 사례
Core - Process
Level-1
구매
설계
생산
중앙물류
영업소
대리점
고객
Sub - Process
Level-2
원료저장
농축 제조
충전 /씰링
Boxing
이송저장
Sub - Process
Level-3
Level-4
분말공급
* Hopper 확인
* 분말 품종확인
* Level 작동
상태 점검
* 분말성상점검
계량
* Damper 확인
*
* 계량량 입력
*
결정 및 입력
* Gate 높이점검 *
* Chute Unit
작동상태점검
*
*Weighing
Hopper Unit
작동상태점검
* Load Cell
영점 확인조치
* 하면Hopper 확인
Copyright ⓒ 2009 LANDKOREA
카톤공급
카톤 공급 확인
진공 컵 마모
상태확인
진공 필터
진공도 확인
카톤 틀어짐
확인
충전
* 집진상태 확인
* 누출여부 확인
* 감지 센서 작동
상태 확인
씰링
* Glue 공급노즐
막힘 상태 확인
* 하부 씰링 상태
확인
* 상부 씰링 상태
확인
* 측면 씰링 상태
확인
압착
중량체크
* 압착 콘베어
* Check Weigher
Belt 마모상태
Clibration 상태
확인
* Check Weigher
* 카톤 포장 틀어짐
타이밍 Belt 마모
상태확인
상태 확인
* Check Weigher
중량 과 실 중량
비교 검사 실행
122
123.
MEASURE
Process Mapping 기법
기능전개Mapping
하부 Process와 Step의 순서, 의사결정및 이에 대한 책임이 누구에게 있는 지를 문서화함
하부 프로세스
주문내역 입력
신용 승인
조달
A4
A2
A3
A6
제조
A7
A8
A10 A9
제품 요청
A12
A13
A14
A15
A16
D1
D2
A17 A18
운송
대금청구
D3
Copyright ⓒ 2009 LANDKOREA
A19
A20
A21
123
A22
A/R
대금청구
구매
제조/QC
운송
교통
A1
A5
A11
Routing
재고관리
신용심사부서
영업소
부서
주문처리부서
Order Fulfillment - AB Chem
124.
MEASURE
Process Mapping 기법
기능전개 Mapping 작성 사례
책임소재
자재담당
공정Step
-원료 입고
S1
A1
기술P/T
D1
계장/반장
-용
OP-1
OP-2
A3
OP-3
OP-4
A4
A5
A6
A7
해
A8
A10
A9
-분
염색실
N
Y
A2
-원료 인수
원료담당
(염료제조)
A11
쇄
A12
D2
N
Y
A13
-Color
Matching
A15
A16
N
-포
D3 Y
장
S2
Copyright ⓒ 2009 LANDKOREA
A14
A17
A18
124
125.
MEASURE
Process Mapping 기법
기능전개Mapping 방법
특징 및 요령
•
사용되는 기호
시작점과 끝점
프로세스의 흐름,의사결정 포인트,수행되는
activity를 나타내내기 위해 기호를 사용함
•
Activity
준비하는 데 시간이 많이 걸리나, 개선활동
의사결정
시작 전에 Process를 이해하는 데 매우 유용
•
단순하게 만들 것 (Step정의시 적은단어로 압축)
•
Process Mapping시 Process에 가장 익숙하며,
화살표
Process변경후 변경된 업무를 수행할 사람을
Input과 Output
참여시켜야 함
•
한 업무에 대해 Process로의 input과 Output은
프로세스 연결점
분리하여 작성함
•
처음에는 Process의 전체적 관점에서의 사고
Copyright ⓒ 2009 LANDKOREA
A1
Activity 번호
D5
부족으로 공통적 인식이 안될 수 있음
의사결정 번호
125
126.
MEASURE
정성적 분석
기능전개 Map을통해 도출된 각 step과 Activity를 고객관점에서 가치를 분석함
……. Quick win 기회 발굴
가치 구분
정의
고객에의
가치부여 활동
해당 활동
고객에게 부가가치를
• 고객이 가치를 인식
제공하는 활동
• 고객이 기대하는 대로 제품을 변경
• 아무런 재작업 없이 한번에 제대로 업무를 수행
운영상의
가치부여 활동
고객에 가치를 부여하는
•계약이나, 법규, 규제로 인해 필요한 활동
활동을 수행하기 위한
• 안전, 건강, 환경상, 종업원의 능력 개발을 위해
능력을 유지하기 위해
필요한 활동
필요한 활동
무 부가가치
활동
• 아무런 재작업 없이 한번에 제대로 업무를 수행
고객이나 업무운영에
•. 검사, 승인, 재작업
있어서의 가치부여 기준을
• 문서 전달
만족시키지 못하는
• 문서 보관
무부가가치활동입니다
• 대기
Copyright ⓒ 2009 LANDKOREA
126
127.
MEASURE
정성적 분석
부가가치 분석방법
부가가치 분석을 위한 질문항목
프로세스: 신 회계 프로세스
고객에의
가치부여
계정 개설 요청
정보 수집
•
Activity
대해 고객이 대가를 지불하는가?
•
선행활동이 변경되면 제거될 수 있는 활동인가?
신청내용 승인
이 활동은 고객이 요구한 것인가, 이 활동에
운영상의
가치부여
무부가가치 한번에
활동
제대로 수행
신청내용 검토
•
이 활동을 제거함으로 인한 위험은 무엇인가?
이 활동을 제거하기 위한 기술이 존재하는가?
회계 정보 수집
•
회계담당자에게 전달
메모 완성
신청내용 확정
•
이 활동을 제거하게 되면 우리의 제품이나 서비스의
회계담당자 검토
회계담당자 승인
질에 영향을 주게 되는가?
•
위험관리자 검토
이 활동은 외부의 규제사항을 만족시키기 위해
필요한 활동인가?
위험관리자 승인
회계담당자에 통보
신청내용 승인 Key
시스템에 데이터 입력
각 부서에 배포
계정 개설
고객이 통보내용 접수
Copyright ⓒ 2009 LANDKOREA
127
128.
MEASURE
정성적 분석
(염료 예)
Process정성적 분석 예
Process
Activity
-원료 납품 (S1)
원료 입고
고객에의 가치부여활동
운영상의 가치부여활동
-원료 검수 (D1)
O
O
O
.원료 입고 (A1)
-작업 지시 (A3)
O
-원료 청구 (A4)
원료 인수
.잔량 보관 (A7)
해
-원료 투입 (A8)
-Mixing,2hr (A9)
분
쇄
O
O
(A11)
-Grining, 3P(A12)
O
O
O
O
-공정 검사 (D2) (분산성/고온분산성)
-Shaking
(A13)
-조제 투입 (A14)
Color
Matching
O
-C/M 및 처방지시 (A15)
-투입Mixing(A16)
O
포
장
-포장
-제품 입고
(A18)
(S2)
Copyright ⓒ 2009 LANDKOREA
O
O
-제품검사 및 조정 (D3)
-반제품이송(A17)
O
O
O
-반제품이송(A10)
-G/D 점검
O
O
O
O
O
-원료 불출 (A5)
-원료 인수 및 계량/분배 (A6)
용
한번에 제대로수행
O
.원료 보관 (A2)
염
료
후
처
리
공
정
무부가 가치활동
O
O
O
O
128
O
129.
MEASURE
Quick Win 기회발굴
기능전개Mapping후에는 각 step에 대한 부가가치를 일반적인 상식으로
평가 함으로서 Quick win 기회를 파악할 수 있습니다.
Quick Win으로서의 개선기회 정의
1. 구현하기 쉬울 것: 개선이나 변경이 큰 조정이나 계획을 필요로 하지 않음
2. 신속히 구현할 수 있을 것: 개선이나 변경이 많은 시간을 요하지 않음
3. 비용이 많이 들지 않을 것: 개선이나 변경을 위해 막대한 자본이나 인력, 장비나 기술에 대한 투자를
필요로 하지 않을 것
4. 팀의 통제하에 있을 것: 팀과 관리진이 프로세스를 변경하기 위해 필요한 인력의 지원을 쉽게 얻을 수
있으며, 변경의 범위도 팀이 통제할 수 있는 범위 내에 있을 것
☞ 정성적 분석으로 발견된 Qwick win기회를 반영하여 팀 헌장을 수정함
Copyright ⓒ 2009 LANDKOREA
129
130.
MEASURE
Process 개선포인트 발굴관점
시간
비용
프로세스 cycle time과 비용은
밀접한 연관되어 있음. 검사,
병목, 재작업, 대기, 승인 등의
회피 가능한 효과들을
고려해야 함
막대한 비용 절감은
프로세스의 비효율성을
찾아내고 제거함으로써 획득될
수 있음함
기대 차이
부가가치
고객의 요구를 이해하고 현재의
프로세스 성과와 고객의 기대치
간에 존재하는 주요한 차이들에
대해 개선노력을 집중해야 함
프로세스 내의
무부가가치활동들과 불량품을
만들어 내는 step, 재작업을
하게되는 step들을 골라냄
Copyright ⓒ 2009 LANDKOREA
130
131.
MEASURE
CTQ 선정
성과 측정지표
고객에게 가치를 창조하여 전달
시장
공급업체
프로세스
Inputs
Input
척도
비즈니스
프로세스
프로세스
척도
효과적으로 고객의
기대를 충족시켜 주었는지를
평가하는 척도
프로세스
Output
고객핵심
요구사항
Output
척도
고객가치
고객으로부터의 Feed-Back
Copyright ⓒ 2009 LANDKOREA
131
132.
MEASURE
CTQ 선정
척도의 구분
효과적인Process의 통제/개선에는 선행 지표 관리가 중요
정의
Output척도
(CTQ)
Process척도
Input척도
예
Output의 차원을 평가하는 지표
(제품과 서비스의 고객에의 전달과
관련된 것 뿐만 아니라 사업의
성과에도 초점을 맞출 수 있음)
• 최종 제품/서비스의 특성치
- ABS의 유동성, 충격강도 등
- 전지의 Leakage 등
- 수율 , 에너지원단위 등
전환 프로세스의 효과성, 효율성,
품질을 평가하는 지표
(전환프로세스: inputs을 고객이
만족스러워 하는 outputs으로
바꾸는 스텝 및 활동)
• 공정의 온도, 압력, RPM 등
효율적, 효과적 전환프로세스를
위해 공급업체에서 제공되는
프로세스에의 Inputs의 정도를
평가하는 지표
• 원재료의 품질 특성치
• 고객의 주문정보 등
Copyright ⓒ 2009 LANDKOREA
132
133.
MEASURE
CTQ 선정
Output 척도(CTQ)의개발
• 각 고객 핵심 요구사항 (CCR)을 기술적으로 측정 가능한 척도로 전환한 것
척도의 원천
• 각 고객 핵심 요구사항(CCR)과 CTQ와의 관계는 Fact로 검증 되어야 함
• 유용한 판단에 필요한 주기로 측정되어야 함.
유용한 주기
- 지나치게 드물게 측정된다면, 그 사실을 알기도 전에 정보는 “옛날 뉴스”가 됨
- 만일 너무 자주 측정한다면, 당신의 모든 시간을 데이터 수집에만 씀
• 척도를 측정하는 모든 사람들은 같은 방법으로 수행해야 하고, 같은 정의와 같은
criteria를 사용해야 함.
• 항상 프로세스의 불량(바라지 않는 부분)을 측정해야 함.
측정방법
(성공률은 부적합한 지표임)
• 평균을 지표로 사용하지 말 것.
• 같은 데이터를 측정하기 위해 같은 작업을 반복하지 말 것
- 배송지연회수 vs 유형별 실제 배송시간
Copyright ⓒ 2009 LANDKOREA
133
134.
MEASURE
CTQ 선정
CCR과 Output척도(CTQ)
CCR
정의
사례
고객의핵심요구사항을 회사입장에
서 측정가능한 기술적 특성치로 전
환한 지표
Output척도(CTQ)
고객의 요구사항을 구체적이고 측
정가능한 고객의 언어로 전환한 지
표
• 제품은 주문접수부터 3시간 이내에
배송됨
• 고객 주문으로부터 제품 배송까지의
제품 배송 사이클 타임
• 올바른 운송수단에 의해 정확한
시각에 정확한 장소에 배송
• 계약상의 운송수단의 수와 유형에
의한 배송
• 각 운송수단별 실제 배송시간 대
약속된 배송시간
• 계약에 명시된 곳 이외의 장소에
배송된 횟수
Copyright ⓒ 2009 LANDKOREA
134
135.
MEASURE
CTQ 선정
CCR과 CTQ관계 사례
Project 대상 CTQ
CTQ
고온 응집성
(3급 이상)
고온 분산성
CCR’s
반복염색시,
적어도 20회이상
염색이 가능한
BLK액상염료를
원함.
고객 Issue
BLK 액상염료가
반복염색시
Tarring발생이
안되기를 원함.
기계 오염성
Package
염색법
VOB
품질규격의
강화로분쇄
CycleTime
20∼30%가
증가되었음.
사업 Issue
Cycle Time이
증가되어
생산성이
감소
.
CBR‟s
CTQ
분쇄 Cycle
-Time 30%
이상의
감소를 원함
분쇄
Cycle Time
30%감축
Copyright ⓒ 2009 LANDKOREA
135
VOC
타사제품은 10회
이상 반복 염색해도
이상이없는데,
LG제품은2∼3회
염색후부터Tarring
이 발생하여염색천
과 염색기를오염
시키는 경우가
발생한다.
136.
MEASURE
CTQ 선정
Output 척도(CTQ)의선정
1.
2.
3.
4.
5.
고객의 핵심 요구사항 정리
측정방법을 정의
유용한 Output 지표 후보를 2~3개 중 최적 지표를 선정
고객을 만족시켜 줄 수 있는 Spec 정의
목표 성과 설정
Output 척도
• 사업의
고객 핵심 요구사항
어떻게
정량화 할
것인가?
목표
• 내부의
Process
Copyright ⓒ 2009 LANDKOREA
고객의
Needs
136
137.
MEASURE
CTQ 선정
프로세스 구체화를통한 Output지표 도출 사례
Dicing
기능
Output 지표
(성과 지표)
층별인자
(X’s)
주요 Issue
실리콘 웨이퍼 상에
입혀진 패턴을 따라
웨이퍼를 잘라서 미
세 칩으로 분리함
Die bond
Wire bond
Mold
외부 Lead 부위를
정해진 모양으로 구
부림
검사
Forming
분리된 칩을
Leadframe위에
하나씩 옮겨 붙임
붙여진 칩 위의 PAD
부위와 Leadframe
의 Lead 부위를
Wire로 연결함
칩 및 Wire 연결을
보호하기 위하여 플
라스틱 수지로 봉합
• Kerf width
• Chip out
• Crack
• 접착 강도
• Flatness
• Epoxy
Coverage
• Wire 인장 강도
• Wire Ball 접착 강
도
• Package 내
Void
• 외형 치수
• 수분 함량
• 봉합도
•
•
•
•
Lead 평편도
Lead 간격
Forming 각도
PKG Crack
•
•
•
•
•
Device 종류
장비 번호
Blade 종류
작업자
Blade 사용 시
간
• 장비 번호
• Leadframe 업
체
• Bond tip 사용
횟수
• 작업자
•
•
•
•
•
•
•
•
•
•
•
•
•
장비 번호
Forming 위치
작업자
Tool 사용시간
• 3번 장비의 모터
의 Error 가 자
주 발생되고 있
슴
• A사의 Blade에
품질 문제 있어
서 실험 중임
• 2조 작업자들의
1/3 이 신규 작
업자로 바뀌었
슴
• Wire 인장 강도
Test 장비(#3)가
고장임
Copyright ⓒ 2009 LANDKOREA
장비 번호
작업자
Wire 업체
Capillary 종류
Capillary 사용
시간
장비번호
작업자
PKG 위치
컴파운드 종류
• 작업장의 온습
도 관리가 안되
고 있어서 조치
중임
검사를 통하여 품
질을 보증함
• 신규 장비 셑업
중임
137
포장
포장하여 선적
138.
MEASURE
CTQ 선정
Output척도는 핵심고객 요구 사항 만족 정도의 바로미터
CHC의 사례
OUTPUT 척도
• 평면도
: 0.8 mm 이하
• Hole거리 공차 : ±0.25 mm 이내
CTQ
• Cycle Time
CTQ
• 공정 불량율
: 85 sec. 이내
고객 핵심 요구 사항
• Oil Leak가 없어야 함
- Power train 내구 년수 보장
:10년,16만 Km
- 엔진에 CHC 조립 시 체결력
1.0 Kgf-m에서 Crack이
없어야 함
• 제조 Process 효율 향상
CBR
: 5σ 달성
Copyright ⓒ 2009 LANDKOREA
CCR
138
139.
MEASURE
CTQ 선정
중요한 것,영향이 큰 것 먼저...
CHC의 사례
CTQ 평가
CTQ
고객 가치
Profit
측정용이성
합계
우선 순위
평면도
5
4
4
13
1
Hole간 거리
5
3
4
12
2
*G.S.F. 감소율
5
2
3
10
3
Cycle Time
5
5
3
13
1
공정불량율
5
4
3
12
2
평가 : 5점 척도
* G.S.F. : Gasket Sealing Force
Copyright ⓒ 2009 LANDKOREA
139
140.
MEASURE
CTQ 운용 정의
CTQ는손에 잡힐 수 있도록 구체화하여야 의미가 있음
CHC의 예
제품/서비스의
대표적 특성치 선정
Cylinder 본체와의
이격거리
고객 니즈
측정 기준 선정
평판 위에서
최대 이격 거리
정상 목표치
AL보다 적은
0.8mm 이하
규 격
USL
= 0.8mm
허용 불량 비율
233ppm/
5 Sigma
Oil Leak가
없어야 함
CTQ’s
평편도
사업 목표
• Hole 간 거리
공차
Plastic
자동차 Cylinder
시장 선점
• 고객 만족
• 성과 실현
Copyright ⓒ 2009 LANDKOREA
140
141.
MEASURE
CTQ 운용 정의
운용정의(Operational Definition)
특정한 기준에 대한 정확한 기술은 측정지표(무엇을 측정할 것인가)와 데이터수집 방법론(어떻게
측정할 것인가), 수집할 데이터의 양(얼마나 많은 것을 측정할 것인가)과 데이터 수집의 책임(누가
측정할 것인가)를 결정하기위해 필요합니다.
•모든 사람들에게 동일한 의미를 제공
• 일관성과 신뢰성이 있음을 확인시킴
• 데이터측정의 범위를 기술(무엇을 측정할 것이며, 무엇을 측정하지 않을 것인지)
“ 운용정의는 사람들이 갖고 있는 의미를 하나의 개념으로 전환시켜 준다.”
- W. Edwards Deming -
▶ 운용정의는 언제, 누가하더라도 똑같은 Data를 얻기 위한 Rule
Copyright ⓒ 2009 LANDKOREA
141
142.
MEASURE
CTQ 운용 정의
FIFA에서는Goal-In을 어떻게 정의
Goal-In의 정의
공이 반드시
땅에 닿아야 한다
전제 조건
슈팅 동작에
반칙이 없을 것
공이 반드시
흰 라인을
다 통과해야 된다
샘플링 원칙에
입각해서
표본 추출
VS
VS
공중으로
통과해도 된다
사후 조건
심판이 골인으로
선언할 것
반 이상만
통과해도 된다
• 시료는 어떤 방식으로 Aging
• 어떤 위치를 어떤 방법으로 측정
• 실험결과는 어떤 기준으로 판정/분류
Copyright ⓒ 2009 LANDKOREA
통계분석을 통해
해석 / 판단
142
143.
MEASURE
CTQ 운용 정의
운용정의는 공정에 대한 지식이 쌓일 수록 좀더 구체화/진화됨
실시
1차
2차
3차
4차
5차
운영정의의
구체화/진화
CTQ
% Tolerance
(Process)
Category
%Contribution
• 기존 사용조건
• 작업 표준화
평균입경
82.53
3
23.26
미분함량
-
-
-
• 농도 : 10%유지
• Measurement Count
: 24000 ± 4000로 조정
평균입경
66.47
3
15.03
미분함량
-
-
-
• 측정방법변경
• Measurement Count
: 30000개로 Setting
평균입경
28.70
4
9.83
미분함량
39.89
3
20.2
• 전해질 순도 개선
• Detergent Dilution
• Ultra Sonic Dispersion
평균입경
24.21
5
7.27
미분함량
27.41
4
9.36
• New Sampling Stand설비
• Sampling Bottle을
작게하고 흔든 후 시료 채취
평균입경
17.28
7
3.72
미분함량
24.16
5
7.25
운용정의
☞ 고객 이하는 방법대로, 프로세스에서 일어나는 대로
Copyright ⓒ 2009 LANDKOREA
143
신뢰할 수
없는 측정
Sys.
신뢰할 수
있는 측정
Sys.
144.
MEASURE
CTQ 운용 정의
CTQ의구체화는 곧 규격 확정을 의미
고객 니즈
중요도
척도/특성
평편도
13
평판 위에서
이격 거리
Hole 간
거리
13
14개 Hole에
대해 27개의
거리
Copyright ⓒ 2009 LANDKOREA
기준치
USL
LSL
허용 불량율
0.8mm
목 표
NA
233ppm
+ 0.25mm
- 0.25mm
144
145.
MEASURE
CTQ 운용 정의
CTQ운용정의 사례
불량 기준(Spec)
CTQ's
운용 정의
단위
측정 방법
기회수 (Oppr.)
결점 기준
Wire 인장 강도
Wire bonding 된
상태에서 측정되는 인장
강도
gmf
5 wires/unit
Min. 5
Wire pull strength tester
(WST-2002)
Ball 접착 강도
Wire bonding 된
상태에서 측면으로 밀어서
측정되는 Shear strength
gmf
5 Balls/unit
Min. 20
Ball shear tester
(BT-2003)
*불량 기준(Spec) 고객의 요구 사항 및 경쟁사 현황을 벤치마킹하여 결정 되었슴
Copyright ⓒ 2009 LANDKOREA
145
146.
MEASURE
CTQ 운용 정의
좋은척도의 원칙
지표는 고객에게 중요한 사항이어야 함
고객의 니즈를 만족하는가?
고객의 스펙을 만족하는가?
지표는 사업 목표로부터 도출
우리의 목표를 만족시키는 지를 분석하는데 사용될 수 있는가?
모든 종업원에 의해 쉽게 이해될 수 있는가?
지표는 프로세스 개선에 이르도록 이끌어 나갈 수 있어야 함
원인과 효과의 관계가 바른 대응을 하기 위해 분석될 수 있는가?
지표가 시기적절한가?
프로세스에 초점을 맞추고 있는가? (대표성과 타당성)
지표는 쉽게 획득 가능해야 함
데이터는 수집하기 쉬운가?
반복이 가능한 가?
Copyright ⓒ 2009 LANDKOREA
146
147.
MEASURE
Define
Data 신뢰성 확인
Measure
Analyze
M1
Improve
M2
Data신뢰성확인
CTQ 선정
Control
M3
현수준 파악 및 목표 설정
Activities
• Process 구체화(공정이해/
현안도출/혁신 idea)
• CTQs 선정 및 검증
• CTQs운영정의
• Scorecard 작성
Activities
• 데이터 수집 계획
• 데이터 신뢰성 확인
Activities
• 데이터 수집, 분석 및 조치
• 문제 증상 분석
• 시그마 수준 파악
• 목표 재설정
• Scorecard 수정
• Action Plan up-date
Tools
• 기초 통계
• Process Mapping
• Scorecard
Tools
•관리도
•Pareto Chart
•Gage R&R
Tools
• 관리도
• Process Capability Analysis
• Benchmarking
Copyright ⓒ 2009 LANDKOREA
147
148.
MEASURE
Data 수집
Data 수집이란?
①운영정의를 통해 고객과 눈높이를 맞춤
② Data의 성격을 이해 : 가능한 연속형 Data로
③ 현장의 특성을 반영하는 Sampling 방법
④ 철저한 계획과 실행
⑤ Data에 의미를 부여
Copyright ⓒ 2009 LANDKOREA
148
149.
MEASURE
Data 수집
데이터 수집방법
지표 마련
Step 1
지표에 대한
운용정의 마련
Step 2
측정계획 수립
측정관리는 DRIP* 조직이
되지 않도록 해주는 원칙적
Step 3
데이터 수집
접근 방법임
Step 4
데이터 표현
데이터 평가
* Data Rich Information poor (Data는 많으나 정보는 업슴)
Copyright ⓒ 2009 LANDKOREA
149
150.
MEASURE
Data 수집
정확한 측정계획을 수립하려면 아래의 질문에 답할 수 있어야 함
• 어떠한 데이터를 수집할 것인가?
» 어떠한 성과를 측정할 것인가?
» 프로세스 비효율성의 어떠한 원인을 분석할 것인가?
• 모든 관련 데이터나 샘플을 분석하였는가?
» 샘플의 크기는?
» 빈도는?
» 샘플 선정방법은?
• 어떤 툴들이 필요한가?
» 양식
» 로그(Log)?
» Checksheet?
• 데이터수집 방법은 적절한가?
»
»
»
»
누가 데이터를 수집할 것인가?
데이터는 어디서 수집할 것인가?
언제 수집할 것인가?
어떠한 추가적 지원이 필요한가?
• 데이터를 어떤 목적으로 사용하고자 하는가?
»
»
»
»
»
Copyright ⓒ 2009 LANDKOREA
일별, 주별로 사용
추세 파악
비효율성 파악
비효율성 예측
관심대상에 대한 프로세스 성과를 명시
150
151.
MEASURE
Data 수집
데이터의 형태에따라 측정, 해석을 달리해야 함
연속형 데이터
이산형 데이터
객관적 데이터
주관적 데이터
객관적 데이터
주관적 데이터
• 시간
• 만족
• 결점 수
• 예/아니오
•돈
• 동의
• 승인건수
• 범주
• 무게
• 크기
• 오류건수
• 서비스데이터
• 길이
Data 형식에
따라
• 오류 형태
• 서류 형태
• (좋음/나쁨)
• 만족
성과 데이터
원인 데이터
• 기술적(Descriptive)
인과 관계에
따라
• 왜 프로세스가 현재와 같이 수행되고 있
• 결과중심적
는지에 초점을 둠
• 현재의 성과수준 파악
• 프로세스의 성과를 측정
• 원인데이터보다 먼저 수집되어야 함
• 잠재적인 근본원인을 파악할 수 있도록
Match
해줌
• 성과의 문제발생 원인이 무엇인지를 설명
해 줄 데이터를 수집
Copyright ⓒ 2009 LANDKOREA
151
152.
MEASURE
Data 수집
Data 수집시 유의 사항
• 데이터수집을 단순화
- 필요한 데이터량을 가능한 한 감소시키는 방 향으로 샘플링
• 데이터의 일관성을 유지
• 데이터수집의 용이성
- 구체적인 가이드라인과 데이터의 수집방법, 시기, 장소의 제공
- 기준비된 check sheet와 표를 사용합니다.
• 테스트 데이터 수집
- 데이터 수집의 초기 단계에서부터 데이터들을 잘 관찰하여 데이터가
타당하고 오류가 없는 지 확인
• 데이터수집의 변동 최소화
- 데이터수집의 타당성을 해치지 않는 사람이 데이터를
수집하는지 확인
• 데이터 수집가에 대한 교육 - 데이터 수집자들이 데이터수집방법뿐 아니라 왜 그 데이터들이
수집되어야 하는지 이해 시킴
Copyright ⓒ 2009 LANDKOREA
152
153.
MEASURE
Data 수집
프로세스 샘플링을통해 프로세스의 결과치 또는 모집단을 설명
체계적
프로세스 샘플링
X
X
XXX
샘플
기본적
통계값
X
공정이 안정화 된 경우
평균 Cycle time (x)
결점 수
결점비율
표준편차(s)
XXX
샘플
무작위
공정이 불안정한 경우
Data를 Pooling하여
무작위 추출
X
X
X
X
Copyright ⓒ 2009 LANDKOREA
153
154.
MEASURE
Data 수집
샘플링 시의유의 사항
•
거래건수나 activity 양에 따라 측정빈도가 다름
•
불안정적인 프로세스 - 좀 더 빈번하게 측정
•
안정적 프로세스 - 덜 빈번하게 측정
•
의사결정을 내리기 위해 데이터측정이 충분히 정확한가를 판단.
•
프로세스나 모집단을 대표할 수 있는 샘플인가?
•
샘플이 무작위로 추출되었는가?
•
데이터를 추출이 동일한 확률로 일어났는가?
•
통계적으로 타당한 결론을 도출하기 전에 위의 각 질문들에 대해 “예”라는 대답을 할
수 있어야 합니다.
Copyright ⓒ 2009 LANDKOREA
154
155.
MEASURE
Data 수집
표본 추출(Sampling)
표본추출(샘플링)이란 모집단으로부터 표본을 채취하는 것을 말함.
Sampling
Sampling 에 수반되는 오차
•Sampling Error
•Measurement Error
(자료의 정리, 분석)
표본추출법에 따라서 표본추출 오차가 수반되며, 또한 자료의 측정오차가 추가되어 유의할 정도로 큰 오차가 존재하
는 경우가 많음.
Copyright ⓒ 2009 LANDKOREA
155
156.
MEASURE
Data 수집
표본 추출이필요한 이유
표본에 의존하여 모집단의 특성을 분석한다면 필연적으로 오차가 생기게 된다.
오차가 발생 함에도 불구 하고 표본을 사용하는 이유는…
§ 경제성
§ 시간의 제약
§ 무한 모집단
§ 조사가 불가능한 경우
§ 정확성
§ 대상의 성격과 형질을 변형 시킬 수 있다.
Copyright ⓒ 2009 LANDKOREA
156
157.
MEASURE
Data 수집
표본 추출오차 (sampling error)
모집단을 대표할 수 있는 전형적인 구성요소를 표본으로 선택하지 못했기 때문에 발생하는
오류
Sampling
error
v 우연성(by Chance)에 의한 오류
표본의 크기 때문에 발생하는 오류
v 표본 추출 편의 (Sampling Bias)
모집단을 대표할 수 없는 비전형적인
구성요소를 표본으로 뽑았기 때문에
일어나는 오류이다.
감소 방법
Sample size를 증가시킴으로써
오차를 감소 시킬 수 있다.
표본추출방법을 과학적으로 계획
함으로서 오차를 줄일 수 있다.
표본 추출과 관련된 측정오차(Measurement error)는 Gage R&R로 감소 시킨다.
Copyright ⓒ 2009 LANDKOREA
157
158.
MEASURE 표본추출방법(Sampling Method)
확률표본 추출 (Probability sampling)
확률 표본추출(random sampling)이란 모집단으로부터 구성원을 추출하는 과정이 무작위
하게 이루어지는 방법
골고루
뽑아야
한단 말이지?
확률 표본추출
랜덤성의 조건을 만족시켜주는 추출법
통계적 방법을 사용하기 위해서는 표본추출 과정에 랜덤성 (randomness)의 조건이 들어가야 함
Copyright ⓒ 2009 LANDKOREA
158
159.
MEASURE 표본추출방법(Sampling Method)
단순무작위 표본 추출 (simple random sampling)
단순 무작위 샘플링이란 모집단에 포함되어 있는 모든 구성원이 뽑힐 확률을 같게 하여
뽑는 방법
총 N 가지의 표본
n
모집단
표본
크기 N
크기 n
이들 각각의 표본이 동등한 확률 (즉,
N
1
n
)로 뽑힐 수 있도록 표본을 추출
모집단에 대한 사전지식이 없을 때
모집단의 크기가 클 경우에는 난수표 이용.
Copyright ⓒ 2009 LANDKOREA
159
160.
MEASURE 표본추출방법(Sampling Method)
층별(또는 층화) 표본 추출 (stratified sampling)
표본을 뽑기 전에 모집단의 성격에 따라 여러 개의 층 (stratum)으로 분류한 다음 각 층에서 단순 무
작위 표본추출에 의해 표본을 뽑는 방법
예 : 3개의 조립라인으로부터 생산되는 제품 중 30개를 추출하고자 할 때
A 조립라인
B 조립라인
표본 = 30개
조립라인으로 부터
뽑혀진 제품 30개
C 조립라인
층의 동질성이 높고 층간에는 이질성이 높을 때 단순 무작위 표본추출보다 정확도가 높다.
규모가 작은 각 층에서 시료를 취하면 되므로 랜덤 표본추출이 용이!!
단순 무작위 표본추출보다 일반적으로 시료의 크기가 작아도 같은 정밀도를 얻을 수 있으므로 경제적!!
Copyright ⓒ 2009 LANDKOREA
160
161.
MEASURE 표본추출방법(Sampling Method)
군집표본 추출 (cluster sampling)
모집단이 자연적으로나 혹은 인위적으로 집단(cluster)을 형성하고 있을 때 이러한 집단
중 몇 개를 랜덤하게 선택하여, 선택된 집단 전체를 조사하는 방법.
탱크 안에 파이프를 넣어서 표본추출하는 경우
탱크 내를 표면에서 바닥까지 파이프의 굵기에 상당하게
수십개로 잘게 잘라서 집락으로 나누고, 그 중에서 몇 개를 취하면,
화학용액이 들어
있는 탱크
집락 표본추출
탱크를 수평으로 몇 개의 층으로 자르고,
용액의 농도가 탱크의 깊이에
위에서 아래까지 파이프로 표본추출한다면,
따라 차이가 있다고 가정
층별 표본추출
모집단이 크고 넓게 퍼져 있을 때 효과적.
군집내에 모든 요소가 포함되어 있으면 하나의 집단을 조사하더라도 전체를 알 수 있다는 의미!!
정확성을 높이기 위한 방법이라기 보다는 표본추출 비용을 줄이기 위한 방법
Copyright ⓒ 2009 LANDKOREA
161
162.
MEASURE 표본추출방법(Sampling Method)
다단계표본 추출 (multi-stage sampling)
몇 개의 단계를 거쳐서 최종 표본이 뽑히도록 설계된 방법
2단계 표본추출의 예
부 로트
(1차 표본추출 단위)
로트 M 상자
N1
N2
N3
N4
N5
N6
Nt
NM
1단계 표본추출
1차 시료
(2차 표본추출 단위)
N3
N6
Nt
2단계 표본추출
2차 시료
○ ○○ ○ ○○
n3 개
n6 개
○ ○○
ni 개
50개의 제품으로 구성된 로트가 60개 있을 때 여기서 100개의 제품을 뽑고자 하는 경우..
§총 로트 중 2개를 랜덤하게 뽑아서 그들 로트에 있는 제품을 모두 검사
§총 로트 중 10개를 랜덤하게 뽑고 10개 로트중 10개의 제품을 랜덤하게 선택
Copyright ⓒ 2009 LANDKOREA
집락 표본추출
2단계 표본추출
162
163.
MEASURE 표본추출방법(Sampling Method)
계통표본 추출 (systematic sampling)
시료를 시간적으로나 공간적으로 일정한 간격을 두고 취하는 방법
모집단과 시료의 크기를 N과 n이라고 할 때 k=N/n이라 하면, 처음 k개중 랜덤하게 하나를 뽑고,
다음 부터는 그 뽑힌 것으로부터 매 k번째 마다 뽑는 방법
예: 1부터 10,000에서 500개를 뽑는 경우
Øk=10,000/500 =20이므로 처음 1부터 20번 사이에서 임의로 하나를 선택
Ø이후 20씩 더해서 표본 선택. 만일 17번이 처음 택해졌다면 다음엔 37번, 57번,
77번‥등을 표본추출
일반적으로 모집단이 순서대로 정리되어 있을 때는 매우 편리
모집단의 순서 가운데 예측 못했던 주기성이 내포되어 있다면 계통 표본추출에 의한 결과는 상당히
편의된 결과가 될 수도 있음!!
Copyright ⓒ 2009 LANDKOREA
163
164.
MEASURE 표본추출방법(Sampling Method)
표본추출의 원칙 : 환경에 따라 적절한 기법을 선택
체계적
프로세스 샘플링
X
X
X
프로세스 - 하부그룹 샘플링
첫째날
둘째날
셋째날
XXX
샘플
기본적
통계값
평균 Cycle time (x)
결점 수
결점비율
표준편차(s)
XXX
샘플
일자별로 프로세스의 특정 step에서 샘플링
모집단 - 층화 무작위 샘플링
XXX
샘플
무작위표본추출
샘플
X
X
X
X
논리적 범주 내에서 무작위 샘플링
Copyright ⓒ 2009 LANDKOREA
164
165.
MEASURE
합리적 서브그룹
합리적 서브그룹 이란?
•
연속적으로 선택된 소수의 표본 관찰, 일반적으로 2에서 5 개의 표본. 표본내의 산포에 대한 “특별
원인” 효과를 최소화한다.
•
다음을 만족시키는 서브그룹을 선택한다:
1.
각 그룹 내에서는 측정치가 비슷할 가능성이 최대가 되도록 선택한다.
2.
인접한 그룹간에는 측정치의 차이가 최대가 되도록 선택한다.
3.
서브그룹은 반드시 시간에 근거할 필요가 없다!
4.
일정 기간 당 “ n” 개의 연속 부분들
5.
최후의 표본 이후 모든 부분들로부터의 “ n “ 개의 무작위적 표본들
6.
일정한 시간간격마다의 “ n “ 개의 부분들
•
왜 Rational Subgroup 이 되어야 하는가?
1.
2.
3.
4.
5.
단기와 장기 공정 능력을 분리해 내는 핵심적인 방법임.
평균치 이동 문제(관리적 요인)인지, 산포(기술적 요인)문제인지를 층별할 수 있음
표본내의 산포에 대한 “이상 원인” 효과를 최소화한다
문제를 특성화 시키는 것은 문제 해결의 첫 단계임.
데이터 수집에 있어서 가능한 한 문제에 영향을 줄 수 있는 많은 Factor를 포함시키기 위함.
(데이터 수집 전 사전 관련 전문가에게 조언을 듣는 것이 좋다.)
☞ Process 변동에 영향을 주는 잠정적인 인자를 명확히 하여, 문제를 특성화 시키는 첫 단계임.
이후 분석 단계에서 이러한 “X” 인자를 개별 분리하게 됨.
Copyright ⓒ 2009 LANDKOREA
165
166.
MEASURE
합리적 서브그룹
합리적 서브그룹핑 방법
•
연속적으로 선택된 소수의 표본 관찰, 일반적으로 2 - 5 개의 표본.
•
각 그룹 내에서는 측정치가 비슷할 가능성이 최대가 되도록 선택한다.
•
인접한 그룹간에는 측정치의 차이가 최대가 되도록 선택한다.
•
서브그룹은 반드시 시간에 근거할 필요가 없다!
•
특성요인도의 5M을 사용하는 것이 도움이 됨.
• Man
: 작업자의 변경, 주야 교대 근무 , 신입 작업자 등
• Machine
: 기계 설정 값 변경, 설비 보수 / 유지 등
• Material
: 납입 로트, 작업 배치, 원재료들 간의 특성 편차 등
• Method
: 작업자간의 작업 방법 차이 등
• Measurement
: 측정자간의 변동, 측정 장비 오차 , Calibration 등
Copyright ⓒ 2009 LANDKOREA
166
167.
MEASURE
Sample Size
Sample의 크기/ 성질
● Sample의 크기는 어떻게 하는 것이 좋을까?
만약 Sample 수가 적으면 모집단을 대표하기가 어려우므로 통계적 해석 결과가
오류에 빠질 수 있으며, Sample 수를 많게 하면 시간적으로나 비용 측면에서
어려워져 현실적으로 적용이 어려운 경우가 많다.
● Sample의 수를 통계적인 방법 만으로 결정하는 것은 적절치 않으며, 상황에 따라서
즉, 본질적으로 산포가 큰 경우, 통계적 해석결과에 대한 실제 문제적용이 크게
요구되는 경우, 요구되는 신뢰수준이 높은 경우, Cost 측면 등의 상황에 따라 가변
되어 적용하는 것이 바람직하다.
● Sample의 수 뿐 아니라 Sample의 성질이 더 중요한 경우가 많다.
Sample은 모집단으로 부터 무작위로 추출한다는 가정이 통계의 기본개념이나, 실제
상황에서는 그렇지 못한 경우가 많고 이 경우에는 모집단에 대한 통계적 해석결과가
오류에 빠질 수 있다.
● 참고적으로 계수형의 데이터는 계량형보다 측정에 있어서 65%의 정보를 가진다.
따라서 가능하면 계량형으로 데이터를 전환하여야 하며, 어려울 경우 Sample 수를
늘려야 한다.
Copyright ⓒ 2009 LANDKOREA
167
168.
MEASURE
Sample Size
Sample크기에의 영향
y의 분포 (n=16)
y 의 분포 (n=4)
y 의 분포
표본 크기가 증가하면,
μ 와 σ 의 신뢰구간은 줄어든다.
평균의 신뢰구간은 표본크기가
대략 n배 증가할 때 √ n 배만큼 줄어든다.
Copyright ⓒ 2009 LANDKOREA
168
169.
MEASURE
Sample Size
고려 사항
Sample크기의 주요 결정 인자들
• 적절한 Sample 크기를 선택하기 위한 경영적 측면의 기준과 통계적 측면의 기준
• 경영적 측면의 기준 : 비용, 시간, 자원 등의 여건.
• 통계적 측면의 기준 : Sample 특성과 실제 간의 차이를 어느 정도 허용할 것인가?
차이를 줄이기 위해서는 (신뢰도를 높이기 위해서는) 더 많은 Sample을 필요로
한다.
• 경영적 측면의 인자들은 통계적으로 정확한 Sample 크기를 결정하고 나서
가중치를 두어 고려하여야 한다.
Copyright ⓒ 2009 LANDKOREA
169
170.
MEASURE
Sample Size
Sample 크기가얼마나 커야 하는가?
Sample 크기가 얼마나 되어야 하는가는 가장 많이 질문하는 것 중의 하나이다.
다음 항목들을 고려해 보자
1.
모수 내에 얼마나 큰 이동을 검출하기를 원하는가? (δ)
2.
얼마나 큰 변동성이 모집단에 존재하는가? (σ)
3. 얼마나 큰 위험부담을 감수할 생각인가? (α)
변동(σ)
위험부담 (α)
μ0
μ1
이동(δ)
μ의 신뢰구간 : y ± t
Copyright ⓒ 2009 LANDKOREA
α/2, df
s
n
170
171.
MEASURE
Sample Size
고려 사항
•Sample 크기는 통계값의 계산에는 영향을 크게 주지 않는다. 평균의 점 추정치는
100개의 관찰치와 마찬가지로 2개의 관찰치로도 계산될 수 있다.
• Sample 크기의 증가는 신뢰구간에 영향을 미친다. 그러므로, 바람직한 신뢰구간의
크기가 실제로 Sample크기를 결정한다.
• 보통 참 평균값은 참평균 (μ) 의 어느 정도의 변동 (σ) 내에 있는 것이 기대된다
따라서 μ 의 신뢰구간은 적절한 표본 크기를 계산하는데 사용된다.
Copyright ⓒ 2009 LANDKOREA
171
172.
MEASURE
Sample Size
표본 크기: 연속 데이터
n=(
Z
α/2
δ
*σ
)2
·
σ 는 공정 특성 y (또는 그 추정치)의 표준 편차이다.
·
δ는 변화 검출력의 정밀도이다.
•
Zα/2 는 정규분포 내의 (1-α) 영역을 포함하는 표준편차의 수이다.
Copyright ⓒ 2009 LANDKOREA
172
173.
MEASURE
Sample Size
고려 사항
•μ를 찾을 확률을 δ 이하로 하려하므로
한다.
따라서, δ = t
α/2
(s/
n)을δ=Z
t
α/2
α/2
(σ/
s
n
신뢰구간은 δ 이하이어야
n ) 라고 놓고,
n에 대해 풀면:
n = { ( Zα/2 * σ ) / δ }2
• δ를 알 아 내 기 는 쉽 지 않 다 . 따 라 서 δ는 초 기 Sample 에 대 한 run
chart로부터, 또는 비슷한 특성을 가진 생산품 /서비스로부터 추정된다.
Copyright ⓒ 2009 LANDKOREA
173
174.
MEASURE
Sample Size
Sample 크기계산 예제
SMT 공정에서 Short 불량을 개선하기 위해 분석한 결과 B/D에 도포되는 Solder
Cream 두께의 산포에 편차가 큼을 확인하였다. 이를 통해 Cream 두께를 Short
불량의 대용특성으로 선정하였다. Solder Cream 두께를 0.1㎛ 단위 내에서 1%
이하의 오류부담으로 추정하기를 원하였고, 이전 측정된 제품의 두께 표준 편차가
약 0.42 수준이라면 사용해야 할 표본 크기는 얼마인가?
•
•
•
•
생산품의 변동 s = ?
변화를 검출하지 못할 위험부담 α = ?
검출된 바람직한 변화의 평균 이동 δ = ?
표본 크기 = ?
• 표본크기는 다음으로 큰 정수로 선택한다.
• 표본 크기는 현장 적용성 등의 검토를 통해서 변경될 수 있다.
Copyright ⓒ 2009 LANDKOREA
174
175.
MEASURE
Sample Size
표본 크기: 이항 데이터
n=
Zα/2 √ p(1-p)
2
δ
•
√ p(1-p) 는 공정 특성 y가 정규분포일 때 비율에 대한 표준 편차이다.
•
p 는 성공이나 실패의 기대된 비율이다.
•
δ 는 변화 탐지력의 정밀도이다.
•
Zα/2 는 정규분포에서 (1 - α) 의 영역을 포함하는 표준편차의 수이다.
Copyright ⓒ 2009 LANDKOREA
175
176.
MEASURE
Sample Size
고려 사항
•이항자료에 대한 표본크기 산출 공식은 연속자료에 대한 표본크기의
산출공식과 비슷하다.
• p에 대한 값은 성공 혹은 실패의 두 성과 중 하나의 기대된 비율이다.
• p에 대한 예:
1. 불량품의 비율
2. 되돌아온 출하품의 비율
3. 인터뷰 절차까지 올라간 지원자 비율
• 만약 p 값에 대해 아무 정보도 알 수 없다면, p = 0.5 가 표본 크기에
대한 안전한 추정치로서 사용되어야 한다.
Copyright ⓒ 2009 LANDKOREA
176
177.
MEASURE
Sample Size
최소 Sample의크기
몇 개를 측정하면 통계적으로 의미가 있겠는가 ?
연속형 data의 경우
n = 최소 샘플크기
s = 모집단이나 프로세스 데이터의
추정 표준편차
= 샘플에서 요구되는 정확도 수준
(“s”와 같은 단위)
1.96 = 97%의 신뢰구간을 나타내는 상수
Copyright ⓒ 2009 LANDKOREA
이산형 data의 경우
n = 최소 샘플크기
P = 결점을 갖는 모집단이나 프로세스의
추정 비율
= 샘플에서 요구되는 정확도 수준(확률)
1.96 = 97%의 신뢰구간을 나타내는 상수
177
178.
MEASURE
Sample Size
연 습: 최소 Sample크기
예제1: 샘플 크기 계산 - 연속형 데이터
sigma 팀은 대출 프로세스에 대해서 평균 처리시간을 알아보기 위해 샘플링을 실시하려 하며, 평균 처
리시간이 1일 이내에서 결정되기를 원하고 있습니다. 이전에 실시했던 샘플링을 토대로 현재의 대출
처리시간은 4일이라는 표준 편차를 갖고 있음을 추정하였습니다.
평균처리시간을 추정하기 위해 필요한 최소 샘플크기는 얼마입니까?
예제2: 샘플 크기 계산 - 이산형 데이터
또 다른 sigma팀은 고객의 승인을 얻기 위한 회의에서 재작업이 필요한 서비스 계약의 비율을 알아보기
위해 최소 샘플 크기를 파악하고자 합니다. 인터뷰를 통해, 약 25%의 계약이 오류를 가지며, 재작업을
요한다는 결론을 도출하였습니다. 이들은 5%이내에서 재작업 율이 결정되기를 원하고 있습니다.
Copyright ⓒ 2009 LANDKOREA
178
179.
MEASURE
Data 측정계획
데이터 측정계획의 수립
각 팀은 다음의 정보를 포함한 데이터측정 계획을 수립해야 합니다
Indicator 운영정의
데이터 소스
샘플 크기
및 위치
데이터 사용 방법
Copyright ⓒ 2009 LANDKOREA
데이터
수집가
데이터
수집시기
데이터
수집방법
동시에 수집
되어야 할 데이터
데이터 표현 방법
179
180.
MEASURE
Data 측정계획
측정 계획사례
(염료 예)
샘플크기
Data
수집자
Data
수집시기
Data
수집방법
Data 없음
36개
강충기
„99. 4∼7
LOT별 1ea
Data 없음
-
이원목
„99. 7
Test
26개
강충기
„99. 4∼7
LOT별 1ea
26개
송대영
„99. 6∼7
LOT별 1ea
현장
작업보고서
26개
김형관
„99. 6∼7
LOT별 1ea
연속형
현장
작업보고서
26개
이상배
„99. 4∼7
LOT별 1ea
P/C를 염료제조후
고온분산성Test
연속형
기술P/T,
P/C입고대장
26개
강충기
„99. 4∼7
LOT별 1ea
P/C의 순도를 L/C로 Check
(정량분석)
연속형
기술P/T,
P/C입고대장
26개
강충기
„99. 6∼7
LOT별 1ea
P/C의 결정구조로 현미경으로
확인(침상, 정방형 등)
이산형
Data 없음
-
이원목
„99. 6∼7
Test
측정지표
Output
제품
고온응집성
110℃X30분 염색
90℃냉각후 염색천 판정
Process
용해 방법
용해시간 및 온도, 작업방법
연속형
분산제
종류/투입량
제품속의 분산제 종류 및
분산제별 함량
연속형
분쇄 반제품의
입자Size 및 분포
연속형
반제품
고온분산성
반제품을 130℃X40분
90℃냉각후 Filering Test
연속형
조제
종류/투입량
제품속의 조제 종류 및
조제별 함량
P/C
고온분산성
Data소스
및 위치
연속형
분 쇄
입자분포
Input
P/C 순도
P/C 결정구조
정의
Data
속성
Indicator
Data 사용방법
현장
작업보고서
Data 없음
Gage R&R
산포, 평균치, Cp 등의 절대값 및 경향치 분석
Copyright ⓒ 2009 LANDKOREA
고온응집성
Data 표현 방법
파레토분석, 히스토그램, Run Chart
180
181.
MEASURE
Data 측정계획
연습 :데이터 측정 계획
목적
프로세스의 척도를 파악하고 데이터수집 계획과 수집방법을 결정하는 연습입니다.(1시간)
지침
1. 여러분의 프로젝트에 대해 다음 templete를 사용하여 측정계획을 수립하십시오.
2 작성 후 각 그룹별로 발표함
성과측정
조작적
정의
데이터 소스
및 위치
데이터 사용 방법
Copyright ⓒ 2009 LANDKOREA
샘플 크기
데이터
수집가
데이터
수집시기
데이터
수집방법
데이터 표현 방법
181
동시에 수집되어야
할 데이터
182.
MEASURE
Data 측정계획
Data의 표현
Plot!Plot! Plot! Data에 생명을 불어 넣자!
프로세스에서
일어나는
빈도/중요도
프로세스 내
변수간의
상관관계
프로세스의
중심치와
산포
프로세스의
변화
Copyright ⓒ 2009 LANDKOREA
182
183.
MEASURE
Data 측정계획
데이터 평가
q데이터수집 방법이:
q 신뢰할 만한 데이터를 제공하는가?
q 데이터수집 기간동안 일관적인 정보를 제공하는가?
q 대표성을 갖는 데이터를 제공하는가?
q 데이터를 반복하여 수집해도 유사한 결과가 도출될 것인가?
q 수집된 데이터가 필요한 정보를 제공하는가?
Copyright ⓒ 2009 LANDKOREA
183
184.
MEASURE
측정 시스템 분석
측정시스템 분석
1. 목적
• Gage R&R은 공정 능력 조사, 관리도 작성, 제품검사에서 발생하는 측정오류를 사전에
예방할 수 있음..
• 새로운 계측기 도입 시 계측기의 타당성을 가름하는데 유용하게 이용됨.
• 서로 다른 계측기의 계측능력을 비교하는데 효과적으로 활용할 수 있음.
• 관리도 작성과 공정능력 조사 시 계측기의 결함 여부를 판단할 수 있음.
• 공정능력, 공정의 안정상태 여부를 판단할 수 있는 근거를 제공함.
• 장비의 보전, 계측기의 선택, 보정(Calibration) 사용성능 등을 향상 시켜줌.
• 계측자의 훈련과 계측기술 향상에 활용됨.
2. 주요 내용
• 계량치 Gage R&R
• 계수치 Gage R&R
Copyright ⓒ 2009 LANDKOREA
184
185.
MEASURE
측정 시스템 분석
측정값의변동
측정 시스템을 반드시 평가하여야,
개선 대상인 공정/제품의 특성에 대한 자료의 효과적인 분석을 보장할
수 있다..
• 관찰 값 = 참 값 + 측정 오차
측정 오차는 관찰 값이 참 값에서 이탈하게 하는 모든 측정 변동
원인의 효과를 의미하는 통계 용어이다.
참 변동
=
제품 변동
(True Variability) (Product Variability)
+
측정 변동
(Measurement Variability)
※ 개선을 위해서 어느 변동을 강조하여야 하는가?
Copyright ⓒ 2009 LANDKOREA
185
186.
MEASURE
측정 시스템 분석
측정오차의 효과
평균 (Average)
m전체 = m제품 + m측정
변동 (Variability)
s2전체 = s2제품 + s2측정
Copyright ⓒ 2009 LANDKOREA
측정 시스템의 편향
측정 시스템의 변동
(R&R 평가를 통해 결정됨)
186
187.
MEASURE
공정 변동의 이해
관측된공정변동 (observed process variation)은 크게 실제 공정 변동(actual process variation)과 측정에
의한 변동 (measurement variation)으로 나뉠 수 있으며, 계측관리는 이중 후자를 평가하고 관리& 개선하여
단기적으로는 관측된 공정 변동이 실제 공정 변동을 정확히 대변할 수 있도록 장기적으로는 전체 공정 변동을
줄이는데 그 목적이 있다.
관찰된 공정 변동
실제 공정 변동
장기
공정
변동
단기
공정
변동
측정변동
표본 내
변동
측정자에
의한 변동
Gage에
의한 변동
재현성(Reproducibility)
반복성
편의
안정성
선형성
(Repeatability)
(Bias)
(Stability)
(Linearity)
Copyright ⓒ 2009 LANDKOREA
187
188.
MEASURE
중심위치
(Location)
<- 정확도
계측 관리의대상
• 편의 (Bias) : 반복 관측치의 중심위치와 참값 간의 차이
• 안정성(Stability) : 시간의 변화에 따른 반복 관측치의 중심위치 변화
• 선형성(Linearity) : 측정범위 내에서의 편의의 차이
산포
(Dispersion)
<- 정밀도
• 반복성(Repeatability) : 반복 측정 시 발생하는 산포
• 재현성(Reproducibility) : 측정자간에 발생하는 산포
í Ç
Æ À (Bias)
Ȥ º
¾ Á ¼ (Stability
±ü º
¼ Ç ¼ (Linearity
측정시스템
평가 기준
1% ¹ ¸
Ì
1~5% ¹ ¸
Ì
5~10% ¹ ¸
Ì
10% À »
Ì ó
반복성
(Repeatability) +
10% 미만
20% 미만
20~30% 미만
30% 이상
재현성
(Reproducibility)
Copyright ⓒ 2009 LANDKOREA
Excellent(¸ ¿ À Ç ): ° ¼ Ç ¿ ¾ À
Åì ûÕ ³ ± Êäø½
Good(À Ç ): ° ¼ ° À Ç ¿ ¾ À
ûÕ ³ ± ÅÇ Êäø½
Partially Acceptable(º Å ): º º À ° ¼ Ç ¿
¸ ë Î Ð û ³ ±Ê ä
Not Acceptable(³ » ): ° ¼ Ç ¿
ª Ý ³ ±Ê ä
Excellent(매우 적합): 개선필요 없음
Good(적합): 개선 거의 필요없음
Partially Acceptable(보통): 부분적 개선필요
Not Acceptable(나쁨): 개선필요
188
189.
MEASURE
정확도 평가
◆ 편의(Bias): 참 값과 측정값의 평균간의 차이 (BIAS)를 의미하며, 그 차가 작을수록 좋음.
BIAS
Reference
·
·
X-bar
편의를 파악하기위해서는 우선 측정대상의 참값은 기지여야 함
BIAS 정도를 파악하기 위해서는 허용공차를 알고 있어야 함
적용) 측정자 A가 동일 측정대상을 10회 반복 측정한 값의 평균이 10.53일 경우 % BIAS 값을 추정
하면 (단, 측정대상의 참값은 10.50이고, 허용공차는 0.5라고 가정) :
BIAS = |참값 - 측정평균값 |= |10.50 - 10.53 | = 0.03
% BIAS = (BIAS/허용공차) 100 = 0.03/0.5
Copyright ⓒ 2009 LANDKOREA
100 = 6(%)
189
190.
MEASURE
정확도 평가
안정성(Stability):
• 시간의변화에 따른 계측결과의 변이를 의미하며 계측시스템 및 환경의 변화에 따라 동일대상의 측정 평균값이
유의 할만큼 다르면 안정성이 미약하다고 할 수 있음
• 표준 시료(Standard Sample)의 동일 특성을 동일한 계측기를 사용하여 시간적인 간격을 두고 측정하였을 때
발생한 측정 평균값의 변동
• 측정방법 : 1. Master 표본 확보, 2.주기적(일 또는 주)으로 3~5회 측정, 3. X bar- R 관리도 작성, 4.표준편차
계산 및 공정 산포 와 비교, 5.R&R Study 적용 여부 판단
• 시간에 따른 측정장비의 마모나, 기온과 같은 환경 조건의 변화에 의해 측정 결과가 영향을 받는 경우에 발생함
TIME 2
TIME 1
관리도(Control Chart) 기법을 이용
하여, 장기간에 걸쳐 측정된 계측
데이터의 타점 (평균값)이 관리한계를
벗어나지 않으면 안정된 것으로 간주
STABILITY
Copyright ⓒ 2009 LANDKOREA
190
191.
MEASURE
정확도 평가
선형성(Linearity):
• 측정기기의기능범위 양단간에서 측정된 값들의 BIAS 차이. 측정기기들이 기능한계 부분에서 정
확한 계측을 하는가를 평가. (가급적 전체 기능 범위 내에서 20~80% 사이의 영역사용이 바람직)
• Gage의 정해진 작동범위 내에서 측정치가 얼마나 정확한지를 평가 하는데 쓰임.
• 측정 방법 : 1.작동범위 내의 4~5 지점에 해당하는 표준시편 준비, 2.무작위로 각 10회 측정,
3.선형 회귀식에 의한 Linearity 및 R Square 계산.
• 원인 : 최고 최저 운용범위에서 교정 오차, 계기 마모, 계기내부 설계 특성 등
BIAS
BIAS
측정기기 하한
측정기기 상한
Copyright ⓒ 2009 LANDKOREA
191
MEASURE
정밀도 평가
반복성(Repeatability) 이란?
•반복성(Repeatability) = “일관성 있는 결과를 얻는 것”
반복 측정시의 변동
☞ 한명의 측정자가 동일부품의 동일특성을, 동일한 계측기를 사용해서
비교적 단시간에 여러 번 측정 하였을 때 발생한
계측기에 기인된 측정치의 변동 및 계기에서 시료의 위치상 산포
Copyright ⓒ 2009 LANDKOREA
193
MEASURE
측정의 오류
측정 오류발생 원인
1.
계측기의 오류
-
계측기 보정(Calibration)이 잘못 되었음.
-
계측기의 부품이 마모 되었거나 망가졌음..
-
지시계(Indicator)가 느슨해 졌거나, 너무 조여져 있음.
-
계측기 설치가 올바르지 못함.
2. 계측자의 오류
-
계측자의 측정방법 훈련부족
-
계측자의 편견
-
측정방법(유형)이 잘못 되었음.
-
측정 시 기준점(Datum) 세팅이 잘못 되었음.
-
측정기의 눈금이 소수점 이하를 측정하지 못하고 있음.
-
계측기를 잘못 조작하였음.
Copyright ⓒ 2009 LANDKOREA
195
196.
MEASURE
측정의 오류
측정 시스템은하나의 프로세스
사람
Man
재료
Materials
방법
Method
측정
시스템 내의
변동
5M1E
기계
Machine
측정
Measurement
환경
Environment
변동 원인들
사람, 재료, 방법, 기계, 측정, 환경 , ….
※ 측정 과정 내의 가능한 변인(변동원인)을 확인한다.
Copyright ⓒ 2009 LANDKOREA
196
197.
MEASURE
Gage R&R
Gage R&R분석
Gage R&R 분석은 정상적인 동작범위 내에서 실시
분석방법에 따른 차이점
• X bar - R 방법
• 총변동을 Gage오류와 측정자 오류로 구분
• 이탈값(Outlier)들이 X bar - R 방법에 더 큰 영향을 미친다
• 간편법(Short Method) 과 상세법(Long Method)
• ANOVA 법
• 총변동을 Gage오류와 측정자 오류 및 측정자와 부품과의
교호작용으로 구분하므로 변동원인을 더 잘 설명하고 개선방향을
도출하는데 도움이 됨
• 이탈 값 들이 영향을 적게 미친다
• 측정오류에 대하여 X bar - R 방법보다 더 상세한 정보를 제공 함
Copyright ⓒ 2009 LANDKOREA
197
MEASURE
Gage R&R
Gage R&R평가 기준
구분
%Tolerance
%Contribution
%Study Variation
Distinct
Categories
채택 (Acceptable)
< 10%
<1%
<10%
>10
사안에 따라 채택
(May be acceptable)
10% ~ 30%
1% ~ 9%
10% ~ 30%
4~9
기각 (Need to be
improved)
>30%
>9%
>30%
<4
Copyright ⓒ 2009 LANDKOREA
199
200.
MEASURE
Gage R&R
Minitab을 사용한Gage R&R
1.
2.
Open the file GAGEAIAG.MTW
Choose Stat > Quality Tools > Gage R&R Study(Crossed)
1.
2.
Part, Operators, 그리고
측정값을 지정 한다.
ANOVA 를 지정 한다.
Process Tolerance 는 +/-1,
즉 2 를 입력 한다.
Copyright ⓒ 2009 LANDKOREA
200
201.
MEASURE
Gage R&R
결과 분석(SessionWindow)
Two-Way ANOVA Table With Interaction
Source
DF SS
MS
F
P
Part
9 2.05871 0.228745 39.7178 0.00000
Operator
2 0.04800 0.024000 4.1672 0.03256
Operator*Part 18 0.10367 0.005759 4.4588 0.00016
Repeatability 30 0.03875 0.001292
Total
59 2.24912
Gage R&R
%Contribution
Source
VarComp (of VarComp)
Total Gage R&R
0.004437 10.67
Repeatability 0.001292 3.10
Reproducibility 0.003146 7.56
Operator
0.000912 2.19
Operator*Part 0.002234 5.37
Part-To-Part
0.037164 89.33
Total Variation 0.041602 100.00
StdDev Study Var %Study Var %Tolerance
Source
(SD)
(5.15*SD) (%SV)
(SV/Toler)
Total Gage R&R
0.066615 0.34306
32.66
17.15
Repeatability 0.035940 0.18509
17.62
9.25
Reproducibility 0.056088 0.28885
27.50
14.44
Operator
0.030200 0.15553
14.81
7.78
Operator*Part 0.047263 0.24340
23.17
12.17
Part-To-Part
0.192781 0.99282
94.52
49.64
Total Variation 0.203965 1.05042 100.00
52.52
Number of Distinct Categories = 4
Copyright ⓒ 2009 LANDKOREA
201
202.
MEASURE
Gage R&R
결과 분석(Graph분석)
Gage name:
Date of study:
Reported by:
Tolerance:
Misc:
Gage R&R (ANOVA) for Response
Components of Variation
By Part
Percent
100
1.1
1.0
0.9
0.8
0.7
0.6
0.5
0.4
%Contribution
%Study Var
%Tolerance
50
0
Gage R&R
Repeat
Reprod
Part
Part-to-Part
1
2
3
R Chart by Operator
Sample Range
0.15
1
2
0.05
R=0.03833
0.00
LCL=0
Operator
0
1
3
0
· 측정자별 X bar chart는 관리범위 내에 있는가?
· 측정자별 R chart는 관리범위 내에 있는가?
· 반복성, 재현성, 부품간 변동 중 어느 것이 가장 큰가?
Average
Sample Mean
8
9
10
3
Operator*Part Interaction
UCL=0.8796
Mean=0.8075
LCL=0.7354
Copyright ⓒ 2009 LANDKOREA
7
2
Xbar Chart by Operator
2
6
By Operator
UCL=0.1252
1
5
1.1
1.0
0.9
0.8
0.7
0.6
0.5
0.4
3
0.10
1.1
1.0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
4
Operator
1.1
1.0
0.9
0.8
0.7
0.6
0.5
0.4
Part
1
2
3
1
2
3
4
5
6
7
8
9
10
어느 part에서 측정자+part간 교호작용이 가장 큰가?
어느 작업자의 측정 산포가 가장 큰가?
어느 part가 측정 산포가 가장 큰가?
202
203.
MEASURE
Gage R&R
Gage R&R실습
-No. of Operator
-No. of Part
-No. of Duplicate
-분석 방법
-교보재
Copyright ⓒ 2009 LANDKOREA
:3
: 10
:3
: ANOVA방법
: 연필, 자
203
204.
MEASURE
측정오차와 공정능력
2
σA
외형적
= σP+ σM
2
실제
공정능력
공정능력
2
측정
능력
1.5s
3.0s
4.5s
6.0s
5 s”
10 s”
1.4s
1.5s
2.6s
2.9s
3.3s
4.1s
3.8s
5.1s
20 s”
1.5s
3.0s
4.4s
5.8s
실제공정
측정시스템
15
20
25
30
40
50
20s
15s
10s
6s
5s
2s
Copyright ⓒ 2009 LANDKOREA
3s
2s
25s
측정 시스템 능력
외형적 공정 능력
% R&R
10
5s
120
실제 공정 능력
4s
0
3s
4s
5s
외형적 공정 능력
204
6s
205.
MEASURE
계수치 Gage R&R
계수치Gage R&R 표본 준비
표본의 준비
• 40% - 완전한 양품 (well within pass category)
• 40% - 완전한 불량 (well within fail category)
• 10% - 엄격하게는 양품이지만 판단이 애매한 것 (marginal pass)
• 10% - 엄격하게는 불량이지만 판단이 애매한 것 (marginal fail)
10% pass
Fail
40%
10% fail
40%
Pass
“Grey Area”
Copyright ⓒ 2009 LANDKOREA
206
MEASURE
계수치 Gage R&R
계수치Gage R&R 표본 준비
참값
Pass
Fail
Missed Defect
측정값
문제 없음
고객불만
Higher Risk
Type I Error (α)
False Alarm
불필요한
손실/폐기비용 발생
문제는 없으나
프로세스 개선 필요
Type II Error (β)
계수치 GR&R의 개선은 고객불만과 불필요한 손실에 기인되는
매출손실을 막는 대 도움이 된다.
Copyright ⓒ 2009 LANDKOREA
208
208.
MEASURE
계수치 Gage R&R
계수치Gage R&R 계산
계산방법:
Efficiency (E) =
Probability of a False Alarm, P(FA) =
Probability of a Miss, P(Miss) =
올바르게 검사된 수
총 표본 수
양품을 불량으로 잘못 판단한 수
총 양품 수
불량을 양품으로 잘못 판단한 수
총 불량 수
판단기준
Acceptable
Marginal
Unacceptable
Efficiency
90% 이상
80% - 90%
80% 미만
Probability of False Alarm
5% 미만
5% - 10%
10% 이상
Probability of Missed Defect
2% 미만
2% - 5%
5% 이상
Copyright ⓒ 2009 LANDKOREA
209
209.
MEASURE
계수치 Gage R&R
계수치Gage R&R 계산
양품과 불량품의 구분을 검사원들이 제대로 구분할 필요가 있기에 이에 대한 GR&R을
실시하게 되었다.
14개의 샘플을 분석하여 최종적으로 8개의 양품표본을 준비하고 6개의 불량품 표본을
준비한 후 검사원들로부터 다음과 같은 data을 얻었다. GR&R을 시행하고 평가하시오.
샘플번호
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Accept/Reject
참값
A
R
A
R
R
A
A
A
R
A
A
R
A
R
1
A
R
A
R
R
R
R
A
R
A
A
R
A
R
검사원 A
2
A
R
A
R
R
R
A
A
R
A
A
R
A
R
3
A
R
A
R
R
R
R
A
R
A
A
R
A
R
1
A
R
A
R
R
A
A
A
A
A
A
R
A
R
검사원 B
2
A
R
A
R
A
A
A
A
A
A
A
R
A
R
3
A
R
A
R
R
A
A
A
A
A
A
R
A
R
1
A
R
A
R
R
A
A
A
A
A
A
R
A
R
A = acceptable or conforming (8)
R = rejected or non-conforming (6)
Copyright ⓒ 2009 LANDKOREA
210
검사원 C
2
A
R
A
R
R
A
R
A
A
A
A
R
A
R
3
A
R
A
R
R
A
A
A
A
A
A
R
A
R
210.
MEASURE
계수치 Gage R&R
계수치Gage R&R 결과
검사결과
Number
Number
Number
Number
Number
Number
검사원
B
24
14
38
0
4
42
A
19
18
37
5
0
42
Good Correct
Bad Correct
Correct
FA
MISS
Total
C
23
15
38
1
3
42
Total
66
47
113
6
7
126
Actual
Pass
Fail
Inspection
Pass
A = 19
B = 24
C = 23
A=5
B=0
C=1
Copyright ⓒ 2009 LANDKOREA
Fail
(66)
Good Correct
False Alarm
type II error
(6)
Missed Defect
type I error
Bad Correct
A=0
B=4
C=3
(7)
A = 18
B = 14 (47)
C = 15
211
211.
MEASURE
계수치 Gage R&R
계수치Gage R&R 결과
전체에 대한 분석
계산
Efficiency
= (66+47)/126 = 0.89
▷ 89% chance of being correct
False Alarm
= 6/(6+66) = 0.08
▷ 8% probability of a false alarm
Missed Defect = 7/(7+47) = 0.13
▷ 13% chance of missing a defect
평가
Efficiency = 0.89
P(False Alarm) = 0.08
P(Missed Defect) = 0.13
Marginal
Marginal
Unacceptable
불량품을 양품으로 판단하는 비율이 13%로 매우 높은 편임.
검사원/ 측정 시스템에 대한 근본적인 검토가 필요하다.
Copyright ⓒ 2009 LANDKOREA
212
212.
MEASURE
계수치 Gage R&R
계수치Gage R&R 결과 분석
검사원 C에 대한분석
계산
Efficiency = (23+15)/42 = 0.90
False Alarm = 1/(1+23) = 0.04
Missed Defect = 3/(3+15) = 0.17
▷ 90% chance of being correct
▷ 4% probability of a false alarm
▷ 17% chance of missing a defect
Efficiency = 0.90
P(False Alarm) = 0.04
P(Missed Defect) = 0.17
Acceptable
Acceptable
Unacceptable
평가
검사원 C가 왜 불량품을 양품으로 평가하는지 대한
추가 검토를 통하여 측정시스템의 개선이 필요함.
Copyright ⓒ 2009 LANDKOREA
213
213.
MEASURE
측정시스템 분석 참고자료
계측관리의 목적
1. 계측관리의 목적
process variation을 개선하기 위해, 측정 시스템으로 인한 variation수준을 파악하고 감소시키는 것이 목적.
정확한 측정을 통한 공정 및 품질 관리 체계의 오류 방지
2. 측정 시스템이 갖추어야 할 공통적인 특성
- 측정 시스템은 통계적 관리 상태 하에 있어야 한다 (R-관리도로 확인).
- 측정에서 발생하는 변동은 제조공정의 변동 (6σ)이나 규격의 폭에 비해 상대적으로 작아야 한다.
- 적절한 측정능력을 가지고 있어야 한다. 측정 시스템의 능력 (측정시의 눈금단위)은 계측기의 판별력
(discriminination)이라 하는데, 측정 시스템이 적합한 판별력을 가지지 못한다면 공정의 변화를 알아내
거나 품질 특성치를 정량화 하기에 부적합함. 보통 판별력의 기준은 과거 계측기의 눈금단위가 규격의
폭 (USL-LSL)의 1/10이하가 바람직하다고 여겼으나, 최근에는 전체 공정 변동인 6σ와 규격의 폭 중
작은 것의 1/10이하가 바람직하다고 알려져 있음.
3. 관리 Point : accuracy & precision
- 측정품질은 측정치들의 통계적 성질로서 평가한다. 가장 많이 쓰이는 통계적 성질로는 정확도 (accuracy
또는 trueness)와 정밀도 (precision)가 있다. 정확도는 하나의 측정표준을 반복 측정하여 얻어진 측정치들
의 평균이 표준의 참값과 얼마나 일치하는가를 나타내며 정밀도는 측정치들의 산포를 나타낸다.
Copyright ⓒ 2009 LANDKOREA
214
214.
MEASURE
측정시스템 분석 참고자료
-측정 시스템의 변동 (오차)를 나타내는데 사용되는 척도는 다음과 같은 다섯 개의 범주로 구분할 수 있으며
① 편의 (calibration 또는 bias) : 측정치들의 평균과 참값의 차이
② 반복성 (repeatability) : 동일한 대상물의 동일한 특성을 동일한 계측기로 한 명의 작업자가 여러 번
반복 측정했을 때 얻어진 측정치들의 변동
③ 재현성 (reproducibility) : 동일한 대상물의 동일한 특성을 동일한 계측기로 여러 명의 작업자가 여러 번
반복 측정했을 때 얻어진 측정치들의 변동
④ 안정성 (stability) : 동일한 대상물의 동일한 특성에 대한 측정치들의 시간에 따른 변동
⑤ 선형성 (linearity) : 참값의 변화에 따른 편의 (참값과 측정값간의 차이)의 직선성
이중 편의, 안정성, 선형성은 정확도를, 반복성과 재현성은 정밀도를 나타내며, 계측 관리의 point는 이들
정확도와 정밀도를 파악하고 필요한 경우 개선하는 데 있다.
Copyright ⓒ 2009 LANDKOREA
215
215.
MEASURE
측정시스템 분석 참고자료
공정변동의 이해
Gage R&R study의 역할
- 계측관리에서 Gage R&R이 다루는 source는 재현성 (variation due to operators)과 반복성이며, 이들을
정량화하고 평가하여 개선하는 우선순위를 두고 있다. 주의할 점은 이들 외에 편의나 선형성, 안정성은
중요하지 않다는 것을 의미하지 않으며, 단지 우선순위만 낮을 뿐이라는 것이다. 즉, 완벽한 계측관리라는
것은 gage R&R 실행 후, 이들에 대한 관리와 개선을 포함하는 것이다.
제품변동(Product Variation)
(제품)
측정변동(Measurement Variation)
σ
2
σ 2 (측정) σ 2 (반복성) σ 2 (재현성)
σ 2 (Within) σ 2 ( Between )
Gage R&R Study에 의한 평가
σ 2 (전체) σ 2 (제품) σ 2 (측정)
Copyright ⓒ 2009 LANDKOREA
216
216.
MEASURE
Define
현수준 파악 및목표 설정
Measure
Analyze
M1
Improve
M2
Data신뢰성 확인
CTQ 선정
Control
M3
현수준 파악 및 목표 설정
Activities
• Process 구체화(공정이해/
현안도출/혁신 idea)
• CTQs 선정 및 검증
• CTQs운영정의
• Scorecard 작성
Activities
• 데이터 수집 계획
• 데이터 신뢰성 확인
Activities
• 데이터 수집, 분석 및 조치
• 문제 증상 분석
• 시그마 수준 파악
• 목표 재설정
• Scorecard 수정
• Action Plan up-date
Tools
• 기초 통계
• Process Mapping
• Scorecard
Tools
•관리도
•Pareto Chart
•Gage R&R
Tools
• 관리도
• Process Capability Analysis
• Benchmarking
Copyright ⓒ 2009 LANDKOREA
217
217.
MEASURE
Road Map
데이터 수집
데이터분석 및
정규성 확인
NO
관리 상태인가?
이상 원인 파악
문제 명확화
및 즉각 조치
YES
공정 능력 결정
개선 목표 수정
Copyright ⓒ 2009 LANDKOREA
Analyze
218
218.
MEASURE
Data 분석
데이터 분석및 정규성 확인
1. 목적
• 공정이 관리 상태에 있는지 여부를 판단하기 위함.
• 관리 상태에 있지 않을 경우, 이상 원인을 도출하여 즉각 적인 개선을 실시하기 위함.
• 주요 인자 별로 데이터를 층별하고, 주요 경향을 파악하여 분석 단계의 기초 데이터
로 사용하기 위함.
2. 주요 내용
• 관리도
• Box Plot
Copyright ⓒ 2009 LANDKOREA
219
219.
MEASURE
Data 분석
SPC의 도구
SPC의일차적 도구는 관리도(Control Chart) 이다.
관리도는 런 챠트 (run chart)와 비슷해 보이지만, 관리한계선이 추가된 것이
중요한 역할을 한다.
0.6
+3σ = 0.5696
0.5
= = 0.3987
x
0.4
0.3
-3σ = 0.2277
0.2
Subgroup
Date
0
5
7/20/98
Copyright ⓒ 2009 LANDKOREA
10
7/25/98
15
7/30/98
220
220.
MEASURE
Data 분석
관리도의 사용목적
특별한원인
F
R
E
Q
U
E
N
C
Y
UCL
LCL
특별한 원인
TIME
관리한계선(Control Limit)은 확률적으로 우연원인(일반적 원인)과
이상원인(특별한 원인)의 변동을 구분하여 준다.
관리도에는 스펙 한계를 표시하지 않는다
Copyright ⓒ 2009 LANDKOREA
221
221.
MEASURE
Data 분석
가설검정과 관리도
HO를 기각하지 않는다
HO 기각
HO 기각
α/2
α/2
HO: 현재평균 = 기대되는 평균
α/2
UCL
CL
LCL
α/2
Copyright ⓒ 2009 LANDKOREA
222
222.
MEASURE
Data 분석
이상상태 (TheOut-of-Control Signal)
α/2 = 0.00135
관리 이탈점
UCL = μ + 3σ
CL = μ
LCL = μ - 3σ
α/2 = 0.00135
• 관리 한계선은 극단적 값이 나타날 확률적 수준을 정한 것이다.
• 관리도는 프로세스의 변화를 연속적으로 관찰하는 도구이다.
• 스펙 한계와는 관련성이 없으며 관리 한계선들은 α 의 함수로 통계적으로 결정된다.
• 일반적으로 관리도에서는 α =0.0027 값이 사용되어 왔다.
Copyright ⓒ 2009 LANDKOREA
223
223.
MEASURE
Data 분석
안정적인 공정의특성
·
·
·
·
·
무작위 추세
시간에 걸친 일관적 평균. 시간에 걸친 균등한 변동.
추세, 런, 이동, 급격한 상승 하락이 없는 점들
관리 한계 밖에 점이 없다. 대부분의 점들이 중앙선에 근접해 있다.
몇몇 점이 관리 한계에 접근하고 있다.
Copyright ⓒ 2009 LANDKOREA
224
224.
MEASURE
Data 이상상태의 유형
급격한변화(Sudden Shift)
• 새로운 프로세스 인자를 도입하거나 기존의 인자를 갑작스럽게 변화 시키면
당연히 전체 공정에 변화를 초래할 것이다.
· 가능한 원인들 : 전원의 변화 ,측정자들의 교대, 근무조에 따른 변화,
계절변화, 기준을 벗어난 부품들, 피로, 정비 일정계획(maintenance
schedules), 설비나 측정기구의 교체, 분류/샘플링 과정, 그 외의 주기적
변화
주기(Cycles)
• 반복되는 패턴. 이러한 패턴은 감지하기 어려울 수도 있다.
· 가능한 원인들 : 윤활 주기, 매일의 온도변화 , 기계의 웜밍업 과 웜밍다운
(warm up and warm down).
이상 점(Outliers)
• 관리 범위 바깥에 있는 점 하나. 점들의 추이가 점 하나에 기초하므로
분석하기가 가장 어렵다.
· 가능한 원인들 : 잘못된 계산이나 잘못 그려진 관리도, 작업 누락, 부서진
부품이나 도구, 손상, 측정 오류, 표본크기의 변화.
경향(Trends)
• 공정 수준의 점진적인 변화. 경향이 자연스런 패턴의 하나로서 받아들여지지
않도록 주의한다.
· 가능한 원인들 : 도구의 마모, 용액의 고갈, 피로, 튜브의 마모, 온도변화,
기준의 점진적인 변화 혹은 유동.
Copyright ⓒ 2009 LANDKOREA
225
225.
MEASURE
Data 이상상태의 유형
무리(Bunching) 나 군집 (Clusters)
• 프로세스 내에 잡히지 않는 요인, 이것이 돌발적인 단기 변화를 유발한다.
유사한 측정치들의 대부분 혹은 모두가 같은 집단으로 묶인다.
· 잠재적 원인들 : 재료, 교정 (calibration), 검사자 (inspector), 도구의
종류, 선별 기법.
혼입 (Mixture)
• 서로 다른 평균을 가진 두 모집단이 동시적으로 생산된다. 값들은 양쪽
관리한계선 근처에서 모이고, 중심선에서는 간격이 생긴다.
· 잠재적 원인들 : 둘 이상의 서로 다른 프로세스, 서로 다른 질의 재료의
혼입, 서로 다른 조건으로부터의 자료, 비 랜덤 샘플링, 서로 다른
기준으로 선별.
불안정 (Unstable)
• 예측 불가능하고, 빈번한 중심이동 (shift) 이 명백하다. 관리도는 주기적으로
관리 불가능하게 되었다가, 다시 제자리로 돌아온다. 프로세스를 더 작은
부분으로 분류할 필요가 있다.
· 잠 재적 원인 들 : 과 도한 교정 , 일 정하지 않은 검 사설비 , 여 러
무더기에서 가져온 재료들 , 훈련 안된 직원들 , 표본크기의 변동.
계층화 (Stratified)
• 부자연스럽게 중심선 에 몰려 있는 유형.
· 잠재적 원인들 : 비 랜덤 샘플링, 선별, 부 적절한 관리한계선 (정기적인
재산출 안됨), 속임(deception).
Copyright ⓒ 2009 LANDKOREA
226
226.
MEASURE
Data 이상상태의 유형
이상상태를나타내는 8가지 Test
1. 관리한계선 밖의 단일 점
2.
중심선에서 볼 때 같은 방향으로 2σ 와 3σ 사이의 3 개의 연속 점 중 2개
3.
중심선 위나 아래의 7개의 연속 점
4.
중심선에서 볼 때 같은 방향의 10개의 연속 점 중 9개
5.
중심선에서 볼 때 같은 방향의 14개의 연속 점 중 12개
6. 중심선 위 아래로 변하는 14개의 점
7.
중심선에서 같은 방향에서 5개의 연속 점 중 4개가 1σ 밖에 있음
8. 여덟 개의 연속 점들 중 한 점도 +1σ 사이에 있지 않음
Copyright ⓒ 2009 LANDKOREA
227
227.
MEASURE
관리도
관리도의 작성지침
1. 관리도로그려야 할 특성을 선택한다.
2. 관리도의 유형을 선택한다.
3. Subgroup을 하려면 합리적인 근거를 마련한다.
4. 표본크기를 결정한다.
5. 표본채취 간격/빈도를 정한다.
6. C1 단계에서 정한 측정 방법을 사용한다.
7. 초기프로세스 자료를 수집한다.
8. 중심선과 관리한계선을 계산한다.
9. 특성을 평가하는 자료를 계속 수집한다.
10. 필요하다면 관리한계선을 조정한다.
11. 이상상태가 발생하면 문서화된 조치계획을 따른다.
12. 장기적으로는 자료수집의 시기를 변경시키거나 예방조치 (preventative method)로
대체한다.
Copyright ⓒ 2009 LANDKOREA
228
228.
MEASURE
관리도
관리도 유형
불연속
계수
계수(Counts)
혹은 비율
(proportion)
포아송(Poisson)
분포의조건을
만족하는가?
No
No
자료의 종류
비율
연속
개별단위의
측정 혹은
서브그룹 ?
개별단위
계수를 %나 비율로
변환한다.
공정이
서서히 변화
하는가?
Yes
Yes
서브그룹 크기가
6 이하?
Yes
No
Yes
No
Yes
고정된 표본
크기?
No
C
Indiv-X, MR
p
No
p, np
Indiv-X, MR
EWMA,
MA, 혹은
CUSUM
X-bar, R
주의 : n 이 1000보다 크면, Indiv-X 와 MR 도표가 사용될 수도 있다.
Copyright ⓒ 2009 LANDKOREA
계산이
간편해야만
하는가?
Yes
No
U
합리적인 서브그룹
이항분포(Binomial)
의 조건을
만족하는가?
Yes
기회의
영역( area of
opportunity)이 표본
마다 일정한가?
주의 : 서브그룹의 평균값
은 중심극한정리에 의해
정규분포의 경향을 띤다.
229
X-bar, S
MEASURE
산포란?
• 산포란 ?
•제품이나 서비스의 결과 혹은 프로세스의 결과가 다르게 나타나는 것
• 중심 값으로부터 흩어진 정도를 나타내는 척도
• 산포는 모든 프로세스에 존재하며 산포를 줄이는 것이 개선의 대상
• 산포는 왜 발생되는가?
• 우연원인에 의해서
• 이상원인에 의해서
• 5M1E ; Man, Material, Method, Machine, Measurement, Environment
• 산포가 크게 되면 어떤 영향이 발생되는가?
• 예측 불가
• 재검사, 재작업 발생
• 일정지연
• 고객불만 증대
Copyright ⓒ 2009 LANDKOREA
231
231.
MEASURE
산포란?
산포의 발생 원인
•일반적인 프로세스내에서 단시간 내 또는 한 사람을 작업할 때는 장시간, 여러 사람들이 작업할
때보다 변화가 적다. 특히 장기간에 걸친 변화가 단기간에 걸친 변화보다 1.5 표준편차 정도 더
산포가 벌어진다.
• 이러한 1.5 표준편차 차이를 Sigma 이동(shift)이라 한다
• 변화 관련 어휘 - 단기 vs. 장기, 우연원인 vs. 이상원인, 집단 내 vs. 집단간
산
포
우연 원인
이상 원인
• 현상
모든 Data에서 유사한
양상으로 나타남
일부 Data에서 평소와
다른 양상으로 나타남
• 구성
다수의 사소한 원인
소수의 주요원인
• 특성
안정적, 예측가능
산발적, 예측불가
• 개선조치
제도적인 산포감소
결속 또는 제거
• 책임구분
관리자/엔지니어
작업자/직반장
• 산포의 구성
85%
15%
Copyright ⓒ 2009 LANDKOREA
232
MEASURE
산포란?
Histogram
중심/산포/모양에 대한 검토
•한 급 내의 각 자료의 수(상대적 빈도)를 보여
주는 것이 수직 막대 그래프의 높이 이다.
Frequency
15
• 각 막대는 그 급간을 포함하고, 급간의 중앙이
각 막대의 중심이다.
10
5
• 자료의 중심 위치, 산포 및 그 모양을 알 수
있다.
0
100
120
140
160
180
200
Thickness
Copyright ⓒ 2009 LANDKOREA
220
240
• 분포의 모양을 해석하여 데이터의 특정
변동원인을 파악 할 수도 있다.
234
234.
MEASURE
Data 층별(Stratification)
데이터의 그래프분석 결과, 두개 이상의 다른 특성을 보이는 집단으로부터 데이터가 취해 진 것으
로 판단되면, 예상되는 독립 변수를 기준으로 데이터를 층별하여 봄으로써, 해당 독립 변수의 영향
을 고려한 데이터 분석을 실시 할 수 있다. 가능한 변수로는 장비, 위치, 날짜, 원자재 Lot No., 작
업자, 등이 있다.
3 4 5
21 22
3
10
4
11
5
6
6
7
8
9 10
17 18 19 20
Response (Days)
7
8
Product Groups A - F
Copyright ⓒ 2009 LANDKOREA
9
16
18
20
22 24
Product G
235
235.
MEASURE
Data 층별(Stratification)
데이터 층별(NormalProbability Plot)
정규성 검정 결과 역시 두개의 다른 모집단으로부터 표본이 취해 졌음을 알 수 있다.
.999
.99
.95
.80
.50
.20
.05
.01
.001
5
10
15
20
Response (Days)
Copyright ⓒ 2009 LANDKOREA
236
236.
MEASURE
Data 층별(Stratification)
층별 후정규성 검정
샘플링 한 데이터에 대하여 Product 별로, 즉, A-F 제품과 G 제품을 분리하여 데이터를
분석한 결과 A-F 제품에 대한 데이터는 정규성을 따름을 알 수 있다.
Groups A-F 대한 정규성 검정
Cumulative Probability
.999
.99
.95
.80
.50
.20
.05
.01
.001
4.5
5.5
6.5
7.5
8.5
9.5
Response (Days)
Copyright ⓒ 2009 LANDKOREA
237
237.
MEASURE
정규성 검정
정규성 검정및 데이터 변환
1. 목적
• 공정 능력 분석을 위하여, 모집단이 정규성을 보이는지 여부를 파악하고자 함.
• 공정능력 분석 시 정규성을 띄지 않는 데이터에 대하여, 어떻게 공정 능력을 결정 할
것인가를 이해 한다.
• 모집단의 분포가 정규성을 띄지 않는 경우, 데이터 변환을 통하여 정규성을 띄게 한
다음 공정 능력을 결정한다.
2. 주요 내용
• 공정능력 분석
• Box-Cox Transformation
• 4Block Diagram
Copyright ⓒ 2009 LANDKOREA
238
238.
MEASURE
정규성 검정
정규성 확인과조치 사항
수집된 데이터에 대하여 정규성 검정을 실시하고, 정규성 검정 결과, 샘플 데이터가 정규성을 보
이지 않는 경우는 다음과 같은 조치를 취할 수 있다.
1.모 집단의 특성이 정규성을 따를 것으로 판단되는 경우,
•
이상 원인에 의한 데이터가 포함 되었는지 확인 한다.
•
표본이 무 작위로 추출되었는지 확인 한다.
•
데이터의 측정 과정에서 측정 값들이 서로 독립적이 였는지 여부를 확인 한다.
•
데이터 수를 늘려 본다.
2.모 집단의 특성이 정규성을 따르지 않은 것으로 판단되는 경우,
•
Box-Cox Transformation 가능성을 확인하고, 데이터 변환을 실시 한 후
공정 능력을 분석 한다.
Copyright ⓒ 2009 LANDKOREA
239
239.
MEASURE
정규성 검정
정규성 검정(Normality Test )
• Data가 정규분포를 하고 있는지를 판단하기위해 정규성 검정을 한다. Normal Probability Plot
상의 선은 분포가 완전한 정규 분포를 나타내는 선이며 Data들이 이 선에 근접할 수록 정규분포
에 가까움을 나타낸다.
• Anderson-Darling Normality Test에서 P-Value 가 0.05보다 크거나 같으면, 그 분포는 정규 분
포라고 인정된다.
Normal Probability Plot
.999
.99
Probability
.95
.80
.50
.20
.05
.01
.001
120
170
220
Thickness
Average: 174.593
StDev: 23.8463
N: 60
Copyright ⓒ 2009 LANDKOREA
Anderson-Darling Normality Test
A-Squared: 0.418
P-Value: 0.320
P-Value= 0.320은
0.05보다 크므로 정규 분포임
240
240.
MEASURE
BOX-COX Transformation
모 집단의특성이 정규 분포를 따르지 않은 것으로 판단될 때, Box-Cox Transformation을 실시하여
데이터가 정규성을 보이게 한 다음 공정 능력을 결정 한다.
아래 데이터는 어떤 제품의 Warping ( 휜 정도)을 측정한 것이다. 아래에서 와 같이 데이터의 분포는
정규성을 따르지 않는 것으로 판단된다.(P-Value 0.01 < 0.05 )
Normal Probability Plot
15
.999
.95
10
Probability
Frequency
.99
5
.80
.50
.20
.05
.01
.001
0
0
1
2
3
4
5
6
Warping
Copyright ⓒ 2009 LANDKOREA
7
8
0
9
1
2
3
4
5
6
7
8
Warping
Average: 2.92307
StDev: 1.78597
N: 100
Anderson-Darling Normality Test
A-Squared: 1.028
P-Value: 0.010
241
241.
MEASURE
BOX-COX Transformation
Data가 비정규적일 때 λ (Lambda)를 추정하여 Data를 Transform해 주어 좀 더 정규화 된 Data로
변환시키는 것을 말한다.
W=Y
λ
W: Transform된 Data
Y: 원래 Data
아래의 Box-Cox Plot에서는 가장 좋은 Lambda로 0.449를 추천한다. 그러나 이 값에 대한 95%
신뢰구간 범위(붉은 선)내에 0.5가 있으므로 변형이 용이한 0.5를 선택하여 Data를 변환시킨다.
Box-Cox Plot for Warping
95% Confidence Interval
40
Last Iteration Info
Lambda
10
0
-1.0 -0.5 0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
Lambda
Copyright ⓒ 2009 LANDKOREA
StDev
1.608
0.449
1.608
Up
20
0.392
Est
30
StDev
Low
0.506
1.611
Lambda
-2.0
-1.0
-0.5
0.0
0.5
1.0
2.0
Transformation
Inverse Square
Inverse
Inverse Square Root
Log/ln
Square Root
N/A
Square
단, Lambda = 1 이 95% 신뢰구간 밖에
있을 경우 만 실시
242
242.
MEASURE
BOX-COX Transformation
Box-Cox Transformation결과, 데이터의 분포는 정규성을 보인다.
Process Capability Analysis for Warping
Normal Probability Plot
Box-Cox Transformation, With Lambda = 0.5
USL*
Process Data
USL
8.00000
USL*
2.82843
Target
*
LSL
*
LSL*
*
Mean
2.92307
Mean*
1.62374
Sample N
100
StDev (ST)
1.75687
StDev* (ST)
0.52794
StDev (LT)
1.79048
StDev* (LT)
0.53934
ST
LT
.999
.99
Probability
.95
.80
.50
.20
.05
Potential (ST) Capability
Cp
*
CPU
0.76
CPL
*
Cpk
0.76
Cpm
*
Overall (LT) Capability
Pp
*
PPU
0.74
PPL
*
Ppk
0.74
.01
.001
0.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
0.5
Observed Performance
PPM < LSL
*
PPM > USL
20000.00
PPM Total
20000.00
Expected ST Performance
PPM < LSL
*
PPM > USL
11248.77
PPM Total
11248.77
Copyright ⓒ 2009 LANDKOREA
Expected LT Performance
PPM < LSL
*
PPM > USL
12754.26
PPM Total
12754.26
1.5
2.5
transform
Average: 1.62374
StDev: 0.537984
N: 100
Anderson-Darling Normality Test
A-Squared: 0.301
P-Value: 0.574
243
243.
MEASURE
계량치 Data 공정능력분석
정규 분포의 이해
정규 분포는 통계적 판단의 출발점이며 평균치에서 벗어난 정도에 따라 확률 값으로 주어짐
정규 분포의 특성
정규 분포란?
평균값
= 중앙값= 최고 값
• Gauss가 발견
• 계측 오차에 대한 분포
• 대부분의 자료에 적합
좌우대칭
면적 68%
평균 M, 표준편차 σ
f(χ) = 1 Exp - (χ-Μ)²
2σ²
2π
- ∞< χ< ∞
χ축에
닫지 않음
면적 95%
N(M, σ²)으로 표시
-2σ
Copyright ⓒ 2009 LANDKOREA
-σ
Μ
+σ
2σ
244
244.
MEASURE
계량치 Data 공정능력분석
정규 확률 분포의 표준화
l
l
평균이 0 이고 표준편차가 1인 정규분포를 표준정규분포라고 부른다.
Z value: X라고 지정하는 어떤 값과 모집단의 평균 m 와의 거리를 모집단의 표준편차 s로 나
눈 값을 말한다.
X
Z
Copyright ⓒ 2009 LANDKOREA
245
245.
MEASURE
계량치 Data 공정능력분석
공정능력지수 / 장기,단기 Sigma
공정능력지수는 설계능력(규격) 대비 공정이 나타내고 있는 6 sigma 범위(공정능력)의 비율임.
Cp = 설계능력(규격) / 공정능력
m0
+3sst
-3sst
공정능력
Process Width
Design Width
설계능력(규격)
T
LSL
Copyright ⓒ 2009 LANDKOREA
USL
246
246.
MEASURE
계량치 Data 공정능력분석
단기 Process 능력 : Cp
•
•
•
•
공정이 달성 할 수 있는 최고의 능력을 의미 함
최소의 공정 변동을 나타내는 기간 동안의 능력
최고의 공정 능력을 나타내는 기간 동안의 성과
일반적으로 단기 공정 능력이 공정 개선을 위한 잠재력을 정량화 하기 위한 목표로 사용됨
Cp =
(공정의 자연적인 변동 -- Short Term)
m0
-3sst
(특성치의 최대 허용가능한 범위)
+3sst
Cp =
│USL-LSL│
±3s st
Process Width
Zst = 3 Cp
Design Width
T
LSL
USL
Copyright ⓒ 2009 LANDKOREA
247
247.
MEASURE
계량치 Data 공정능력분석
단기 Process 능력 : Cpk
Cpk = Cp (1 - k)
* K는 공차범위에서 정적인(Static) 평균의 변화(Shift)가
차지하는 비율을 말함
│T - m│
k =
(USL-LSL)/2
Example: Cp = 2, k = .25
Cpk = 2( 1 - .25 ) = 1.5
m0
m1
6s st
4.5s st
0 ppm
3.4 ppm
LSL
Copyright ⓒ 2009 LANDKOREA
T
USL
248
248.
MEASURE
계량치 Data 공정능력분석
왜, 단기공정 능력(Short Term Process Capability)이 중요 한가?
• 현재 공정이 나타내고 있는 성과( Long Term Performance )와, 공정이 최고로 나타낼 수
있는 공정 능력( Short Term Capability ) 간의 차이를 이해 함으로서 개선 방향을 설정할
수 있다.
• 위의 두 지표 간의 차이가 클수록, 공정 관리가 잘되고 있지 않음을 의미한다.
• 단기 공정 능력은 시간이 흐름에 따라 평균적으로 1.5 sigma 만큼 자연스럽게 이동한다.
Copyright ⓒ 2009 LANDKOREA
249
249.
MEASURE
계량치 Data 공정능력분석
장기 Process 성과 : Pp
Pp =
-3slt
m0
(특성치의 최대 허용 가능한 범위)
(공정의 정상적인 변동 -- Long Term)
+3slt
Pp =
│USL-LSL│
±3s lt
Process Width
Design Width
LSL
T
USL
Short-term 분포
오직 순수한 에러, 즉 White Noise만을 보여준다. 평균은 인위적으로 목표값(target)에 일치한다.(계산식을 통
해)
Long-term 분포
white noise와 black noise를 보여준다. 이 경우에 black noise는 표준편차를 크게하는 경향이 있는 공정의
non-random한 변동을 말한다. Pp의 경우에, 평균은 인위적으로 목표값(target)에 일치한다.(계산식을 통해)
Note: Pp 는 한가지 예외를 제외하고는 Cp와 공식이 같다. 즉, Pp는 long-term의 표준편차를 적용하고 Cp
는 short-term의 표준편차를 적용한다.
Copyright ⓒ 2009 LANDKOREA
250
250.
MEASURE
계량치 Data 공정능력분석
장기 Process 성과 : Ppk
Ppk = Pp (1 - k)
*K는 공차범위에서 정적인(Static) 평균의
변화(Shift)가 차지하는 비율을 말함
│T - m│
k =
Zlt = 3 Ppk
(USL-LSL)/2
Long
Term
m0
m1
정적인 변화가 있는
Long Term
Short
Term
LSL
T
USL
Note: Ppk 는 한가지 예외를 제외하고는 Cpk와 공식이 같다. 즉, Ppk는 long-term의 표준편차를 적용하고
Cpk는 short-term의 표준편차를 적용한다.
Copyright ⓒ 2009 LANDKOREA
251
251.
MEASURE
계량치 Data 공정능력분석
Overall 표준 편차와 Pooled 표준 편차
시간1
시간2
시간3
시간4
시간1
시간2
시간3
시간4
Short
Term
Long
Term
μ
LSL
USL
장기 공정 성과 계산을 위한 표준 편차. 총변동,
즉 우연요인과 이상요인이 모두 작용한 변동.
Overall 표준편차 =
lt
T
USL
Pooled 표준편차
Overall 표준편차
^
LSL
(X
i
단기 공정 능력 계산을 위한 표준 편차. 군내변동
(Within Variation), 우연요인/ Noise만 작용한 변동. 시간이
지남에 따라 군간에 발생하는 차이는 고려하지 않음
X )2
n 1
^
Pooled 표준편차 =
st S
P
( X
ij
X i )2
(n
i
1)
i
j
i
Copyright ⓒ 2009 LANDKOREA
252
252.
MEASURE
계량치 Data 공정능력분석
Z Bench 란?
어떤 공정 특성치에 대하여 우리가 양쪽 Spec으로, 즉 USL, LSL 로 관리 하고 있다면, 양쪽
Spec을 벗어나는 불량을 동시에 고려해 주는 Z 값을 계산해 줄 필요가 있다. 그래서, Z
현 공정이 가지고 있는 전체 불량을 나타내는 지수로 쓰인다. Z
Bench
Bench
는 ZUSL 와 ZLSL 을 계산
했을 때 추정되는 불량률을 합한 전체 불량 율을, 다시 Z 값으로 나타낸 값이다.
LSL
USL
[예제1] 에서
Z Bench Z ( p ( d )USL p ( d ) LSL )
= Z ( 0.1190 + 0.0174 )
= Z ( 0.1364 )
= 1.0966
Z Bench Z ( p ( d )USL p ( d ) LSL )
Copyright ⓒ 2009 LANDKOREA
253
는
253.
MEASURE
계량치 Data 공정능력분석
공정 능력 지수의 결정
양쪽 스펙
단기 공정 능력
CP
(USL LSL)
C pk min[
^
6 *
Z st
한쪽 스펙( USL )
st
USL LSL
^
st
USL X X LSL
,
]
^
^
3 *
st
3 *
st
3* C p
C pk
Z st
2*
USL X
^
3 *
st
USL X
^
st
3 * C pk
장기 공정 성과
PP
(USL LSL)
^
6 *
Ppk min[
lt
USL X X LSL
,
]
^
^
3*
lt
3*
lt
Z lt Z Bench,lt Z Bench Z ( p ( d ) p ( d ) )
USL
LSL
Copyright ⓒ 2009 LANDKOREA
Ppk
Z lt
USL X
^
3 *
lt
USL X
^
lt
254
3 * Ppk
254.
MEASURE
계량치 Data 공정능력분석
공정 능력지수 요약
산포만을 고려
단기
표준 편차
산포와
중심의 위치를 고려
Cp
Zst
Cpk
[한쪽 스펙인 경우]
Pp
장기
표준 편차
[사용되지 않음]
Ppk
Zlt
공장
정기
이간
동에
의
정걸
도친
프로세스가 중심에 위치하는 정도
• 위의 두 Block에서 값들간의 큰 차이는 프로세스가 Target 상에 있지 않음을 가리킨다. 이 때는
평균을 Target 에 가까이 위치시키기 위한 노력이 필요해진다.
• 오른쪽 두 Block에서의 값들간의 큰 차이는 장기간에 걸쳐 프로세스가 이동 (Shift)하고 있음을
가리킨다. 프로세스 관리가 개선되고 있음을 알 수 있다.
• 위의 왼쪽 Block과 아래 오른쪽 Block 간의 큰 차이는 무엇을 말하는가?
Copyright ⓒ 2009 LANDKOREA
255
255.
MEASURE
계량치 Data 공정능력분석
Minitab을 이용한 공정능력 Z값 계산
• Minitab File “BWCAPA.MTW” 를 연다.
• Stat > Quality Tools > Capability Analysis(Normal)
• Spec 은 LSL = 48, USL = 52
Copyright ⓒ 2009 LANDKOREA
256
256.
MEASURE
계량치 Data 공정능력분석
Minitab을 이용한 공정능력 Z값 계산
Process Capability Analysis for Coating
LSL
Process Data
USL
52.0000
Target
*
LSL
48.0000
Mean
Sample N
StDev (Within)
StDev (Overall)
잠재 공정 능력
Within
Overall
49.8829
75
0.406080
0.841325
Potential (Within) Capability
Z.Bench
4.63
Z.USL
5.21
Z.LSL
4.64
Cpk
1.55
Cpm
실제 공정 능력
USL
*
Overall Capability
Z.Bench
2.08
Z.USL
2.52
Z.LSL
2.24
Ppk
0.75
47.5
48.5
Observed Performance
PPM < LSL
26666.67
PPM > USL
0.00
PPM Total
26666.67
49.5
50.5
Exp. "Within" Performance
PPM < LSL
1.77
PPM > USL
0.09
PPM Total
1.86
잠재적 예상 수행능력
실제 측정 Data중
규격 미달에 의한
불량율를 ppm으로
환산한 값
Copyright ⓒ 2009 LANDKOREA
현재 수행능력
공정의 군내변동만
으로 규격대비 수
행능력을 평가한
지수,
예상 불량 추정 값
51.5
52.5
Exp. "Overall" Performance
PPM < LSL
12608.11
PPM > USL
5929.20
PPM Total
18537.31
실제 예상 수행능력
모든 Data에 대한 변동값으
로 정규분포를 그렸을 때 규
격미달 정도를 예상하여 환산
한 지수, 불량값
257
257.
MEASURE
계수치 Data 공정능력분석
Z 값 계산
• 양/불량 데이터( Defective Data ) : 963 개 검사하여 926 개가 양품이고, 37 개가 불량 인 경우,
p(d) = 1 – YFT = 1 – 926/963 = 1 – 0.96 = 0.04 ( = 37/963 )
Z
p(d) =
Z (0.04) = 1.75
• 결점수 데이터 ( Defect Data ) : 100 개의 PCB 를 검사하여 93 개의 결점( Defect) 이 발견되었다.
FTY e
dpu
e
93
100
e 0.93 0.3945 39.5%
p(d) = 1 – YFT = 1 – 0.3945 = 0.6055
Z
p(d)
= Z (0.6055) = 0.27
Copyright ⓒ 2009 LANDKOREA
258
258.
MEASURE
계수치 Data 공정능력분석
공정 능력 분석( 이항 분포 )
• Minitab File “BPCAPA.MTW” 를 연다.
• Stat > Quality Tools > Capability Analysis(Binomial)
• In Defectives, enter Unavailable. In Use size in, enter Calls.
Copyright ⓒ 2009 LANDKOREA
259
259.
MEASURE
계수치 Data 공정능력분석
Binomial Process Capability Report for Unavailable
P Chart
UCL=0.2555
25
0.24
24
0.23
P=0.2264
0.22
0.21
0.20
%Defective
0.25
Proportion
Rate of Defectives
26
0.26
LCL=0.1973
0.19
• P-Chart 에서 한 점이 이
상치 임을 알 수 있다.
23
22
21
20
0
10
20
1850
Sample Number
%Defective
23.5
1950
2050
Sample Size
Cumulative %Defective
Summary Stats
Dist of %Defective
(denotes 95% C.I.)
Average P: 0.226427
(0.2222, 0.2307)
%Defective: 22.643
(22.22, 23.07)
Target:
0
22.5
21.5
20
Sample Number
Copyright ⓒ 2009 LANDKOREA
Process Z: 0.751
(0.737, 0.765)
• Sample size 는 불량율에
큰 영향을 미치지 않음을
알 수 있다.
• 현재 Z 값은 0.75 정도이
며, 공정의 개선이 필요 하
다.
PPM Def.: 226427
(222241, 230654)
10
• 누적 불량율은 약 22% 로
줄어 지면서 유지되고 있
다.
20
22
24
26
260
260.
MEASURE
계수치 Data 공정능력분석
공정 능력 분석( 포아송 분포 )
• Minitab File “BPCAPA.MTW” 를 연다.
• Stat > Quality Tools > Capability Analysis(Poisson)
• In Defects, enter Weak Spots. In Use size in, enter Lenght.
Copyright ⓒ 2009 LANDKOREA
261
261.
MEASURE
계수치 Data 공정능력분석
Poisson Process Capability Report for Weak Spots
U Chart
0.07
• U-Chart 에서 세점이 이상
치 임을 알 수 있다.
0.07
UCL=0.06904
0.06
0.06
0.05
0.05
0.04
0.03
U=0.02652
0.02
DPU
Sample Count
Defect Rate
0.08
0.08
0.04
• 누적 DPU는 약 0.0265 로
유지되고 있다.
0.03
0.02
0.01
0.01
0.00
LCL=0
0
10
20
30
40
50
60
70
80
90
0.00
100
100
Sample Number
120
130
140
150
Sample Size
Cumulative DPU
0.030
110
Summary Stats
(denotes 95% C.I.)
Dist of DPU
Target
• Sample size 는 불량율에
큰 영향을 미치지 않음을
알 수 있다.
Mean DPU: 0.0265194
(0.0237309, 0.0295455)
Min DPU: 0
Max DPU: 0.0753425
Targ DPU: 0
DPU
0.025
0.020
• Z 값은 평균 DPU(0.0265)
를 사용하여 구할 수 있슴.
• 수율 = 97.38%
• Z = 1.94
0.015
10
20
30
40
50
60
70
80
90
100
0.000
0.025
0.050
0.075
Sample Number
Copyright ⓒ 2009 LANDKOREA
262
262.
MEASURE
계수치 Data 공정능력분석
계수치 데이터 공정능력 분석의 예
차세대 냉장고의 1999년 납기 준수율에 대한 공정능력 분석을 한 예이다.
납기준수건수
DATA수
해외영업
국내영업
288
177
TOTAL 해외영업 국내영업
465
▶ Sigma Level
¸Ð
±º
ØÜ
Ç ¿
Øö ²
Á »À
10.4
Zlt
-1.2591
Zst
0.2409
30
¹»
±³
22.6
-0.7521
0.7479
40
납기준수율
TOTAL
70
해외영업 국내영업
10.4% 22.6% 15.1%
TOTAL
15.1
-1.0322
0.4678
해외영업의 납기 준수에 대해 Z 값을 계산하면
Z lt = Z(1-0.104) = Z(0.896) = -1.2591
Z
st
=Z
lt
+ 1.5 = - 1.2591 +1.5 = 0.2409
Copyright ⓒ 2009 LANDKOREA
TOTAL
263
263.
MEASURE
계수치 Data 공정능력분석
Z값의 계산
Z값은 defect율, 합격율, 불량율을 알면 Z분포표에서 찾을 수 있다.
또한 minitab이나 excel에서도 구할 수 있다.
해외영업의 납기 준수(납기 준수율 10.4%)에 대해 Z 값을 계산하면
Z lt = Z(1-0.104) = Z(0.896) = -1.2591
Z
st
=Z
lt
+ 1.5 = - 1.2591 +1.5 = 0.2409
고객의
요구수준
Z 분포표에서 확률 0.896에 대한 Z값을 찾으면
1.26인 것을 알 수 있다.
그런데 이 값은 납기 준수율이 0.896인 것을 의미
한다.
고객 불만
영역
납기 준수(10.4%)
비준수(89.6%)
이는 우리가 구하고자 하는 Z값의 반대이므로 음
수를 취해줘야 한다.
-3
-2
-1
0
-1.26
Copyright ⓒ 2009 LANDKOREA
264
1
2
3
264.
MEASURE
계수치 Data 공정능력분석
Z값의 계산- Minitab
Z값을 알고 누적
확률을 구할 때
선택
Calc>Probability Distribution>Normal
select
평균 0,
표준편차 1임
을 확인
Data column
선택
결과를 저장할
Column선택
Click
결과
Type 준수율
Copyright ⓒ 2009 LANDKOREA
Z lt=-1.2591
265
265.
MEASURE
Zst 와 Zlt
Zst, Zlt 계산법
1.
수집된 데이터( 보통 100 Point 이상)에 대한 총 불량율로 Z
더하여 Z st 으로 본다.
lt
를 계산하고, 여기서 1.5 를
Z lt = 1.08
Z st = Z lt + 1.5 = 1.08 +1.5 = 2.58
전체 데이터로 Z lt 를 계산하고, Z
는 데이터 최소 7 개로 계산한다.
st
는 전체 데이터 중에서 최고의 성과를 보이는, 연속되
Run Chart for Defect
Z
lt
= 1.08
1.00
Z
st
= 2.43
0.95
Defect
2.
0.90
0.85
10
20
30
40
50
Observation
Number of runs about median:
Expected number of runs:
Longest run about median:
Approx P-Value for Clustering:
Approx P-Value for Mixtures:
Copyright ⓒ 2009 LANDKOREA
27.0000
25.3600
10.0000
0.6848
0.3152
Number of runs up or dow n:
Expected number of runs:
Longest run up or dow n:
Approx P-Value for Trends:
Approx P-Value for Oscillation:
32.0000
33.0000
4.0000
0.3663
0.6337
266
266.
MEASURE
Zst 와 Zlt
ZShift 란 무엇인가?
•Z
Shift
는 Zst 과 Zlt 간의 차이를 말 한다.
•Z
Shift
는 공정이 얼마나 안정적 인지, 또는 예측 가능한지의 정도를 나타낸다.
• 또한, 잠재적인 공정의 개선 가능성의 정도를 나타낸다.
•Z
Shift
가 큰 것은 공정의 관리가 잘되고 있지 않음을 나타낸다.
Z Shift Z st Z lt
Copyright ⓒ 2009 LANDKOREA
267
267.
MEASURE 개선방향설정 –4 Block Diagram
3.0
A
B
C
D
Shift
1.5
Z
공정 관리의 문제
Poor
6σ
0
Good
3
4 4.5
5
ZST
6
7
Good
기술적인 문제
• 목표는 D 지역로 프로세스을 개선시키는 것이다.
• A 와 B 지역에서의 프로세스들은 Six Sigma 방법을 우선 적용할 부문들이다.
• A 와 C 지역내의 프로세스들은 프로세스 기술 자체의 변화를 요구한다.
Copyright ⓒ 2009 LANDKOREA
268
268.
MEASURE 개선방향설정 –4 Block Diagram
4 Block Diagram의 예
연속 Data의 공정능력 계산의 예( 압착
강도)예에서 Z값을 구한 후 개선방향
압착 강도의 공정수준
Poor 2.5
성과
지표
압착
강도
현수준
Zst
Zlt
Zshift
3.3
0.90
2.4
공정관리의 문제
(Zst-Zlt)
설정을 위해 Z shift를 계산함
1.5
6σ
Good 0.5
3
4
5
6
기술적인 문제(Zst)
공정관리상의 문제와 기술적 문제 모두를 포함하고 있음
개선의 방향: 공정관리상의 문제 해결부터 접근함
Copyright ⓒ 2009 LANDKOREA
269
7
Good
MEASURE
모수의 추정 및신뢰구간
추정이란 Sample로 부터 구한 수치(통계량)로 모집단의 수치(모수)를 추측하는 것을 말한다.
추정의 방법으로는 점 추정과 구간추정이 있다.
• 점 추정: 단 하나의 값으로 모수를 추정하는 것
• 구간 추정: 모수가 있을 확률이 있는 범위로 모수를 추정하는 것
구간추정을 하는 이유를 평균의 예를 들어 설명하면, 동일한 모집단에서 일정한 Sample을 뽑
아 그 평균을 계산하여 매 번 모평균을 추정(점 추정) 하면, 일반적으로 그 값은 서로 다를 것이
며, 또 모평균과도 반드시 일치하지는 않을 것이다.
Sample의 통계치로 모평균이 존재할 만한 구간을 설정하여 추정하는 것이(구간추정) 모평균을
추정하는데 타당하다.
이때 이 구간을 신뢰 구간이라 한다.
(μ, σ)
표본
y, s
모집단
Copyright ⓒ 2009 LANDKOREA
271
271.
MEASURE
모수의 추정 및신뢰구간
신뢰구간
신뢰 구간은 모수의 참 값이 존재할 범위이며 신뢰하한과 신뢰상한을 가지고 있다. 신뢰구간은
Sample의 통계치(평균, 표준편차)로 계산되며 신뢰도와 Sample의 개수에도 영향을 받는다.
(
신뢰하한
)
점 추정치
측정된 모수치
신뢰상한
• 신뢰도는 모수가 그 구간 내에 포함될 확률이다. 예를 들면, 평균에 대한 95% 신뢰구간 안에
모평균이 있을 확률은 95%이다.
신뢰구간이 더 높은 신뢰도를 갖기 위해서는 더 넓어져야 한다.
• 신뢰구간은 다음에 대해 설정될 수 있다:
- 평균 (μ)
- 산포 (σ, σ2)
- 능력 및 수행 지수 (Cp, Cpk, Ppk, Zst, Zlt)
Copyright ⓒ 2009 LANDKOREA
272
272.
MEASURE
모수의 추정 및신뢰구간
평균에 대한 신뢰구간
y : sample의 평균
s : sample의 표준편차
n : sample의 개수
df : 자유도(n-1)
tα/2,df: 확률 α/2, 자유도(n-1)
에서의 t값(t분포)
•α:
신뢰 구간이 틀릴 확률, 즉, 신뢰
구간 내에 참 값이 포함되어 있지
않을 확률. 일반적으로 0.05나
0.01의 값으로 주어진다.
1-α
LCL = y -
tα/2,df*(s/√ n )
LCL = y +
tα/2,df*(s/√ n )
α/2
α/2
Scale
of y
y
신뢰도: 참 평균(True Universe Mean)이 그 구간 내에 포함되는 확률이 (1-α)100% 이다.
y - tα/2,df*(s/√ n )
Copyright ⓒ 2009 LANDKOREA
μ
y + tα/2,df*(s/√ n )
273
273.
MEASURE
모수의 추정 및신뢰구간
평균의 신뢰구간 - MiniTab
Frame No.에 따른 Solder Cream Thickness의 Data에 대해 모집단 평균의 신뢰구간을
추정하시오
측정치 data column
선택
click
신뢰도 입력
95%신뢰도일 경우 95.0
check
click
Copyright ⓒ 2009 LANDKOREA
274
274.
MEASURE
모수의 추정 및신뢰구간
Descriptive Statistics
Variable: Thickness
Anderson-Darling Normality Test
A-Squared:
P-Value:
120
140
160
180
200
220
Mean
StDev
Variance
Skewness
Kurtosis
N
Minimum
1st Quartile
Median
3rd Quartile
Maximum
95% Confidence Interval for Mu
Normality Test
0.418
0.320
174.593
23.846
568.645
0.221658
-2.8E-01
60
125.000
158.625
174.500
183.975
231.700
사분위수
평균의 신뢰구간
95% Confidence Interval for Mu
168.433
165
170
175
180
180.753
95% Confidence Interval for Sigma
20.213
표준편차의 신뢰구간
29.084
95% Confidence Interval for Median
95% Confidence Interval for Median
Copyright ⓒ 2009 LANDKOREA
165.393
중앙값의 신뢰구간
181.507
275
MEASURE
모수의 추정 및신뢰구간
공정능력지수의 신뢰구간 추정
• 이들 지수들은 s 의 추정치에 의해 강하게 영향을 받는다.
• σ에 대한 신뢰 상/하한이 Cp 및 Ppk 의 대략적인 신뢰 상/하한 값을 구하기 위해 사용될 수 있다.
Cp 의 LCL =
| USL - LSL |
6 (sst 의 UCL)
Ppk 의 LCL =
min {(USL-y ), (y-LSL)}
3 (σlt의 UCL)
Cp 의 UCL =
| USL - LSL |
6 (sst 의 LCL)
Ppk 의 UCL =
min {(USL-y ), (y-LSL)}
3 (σlt 의 LCL)
Cpk 의 LCL =
(USL-y ) or (y-LSL)
3 (sst 의 UCL)
Cpk 의 UCL =
(USL-y ) or (y-LSL)
3 (sst 의 LCL)
Zlt의 LCL
= 3 (Ppk의 LCL)
Zlt 의 UCL = 3 (Ppk 의 UCL)
Zst 의 LCL = 3 (Cp 의 LCL)
Zst 의 UCL = 3 (Cp의 UCL)
Copyright ⓒ 2009 LANDKOREA
277
MEASURE
개선 목표 확인및 재설정
시그마 수준의 개선방안
• 스펙을 넓힌다
• 고객이 스펙을 완화(specification change) 하는데 동의한 경우
• 프로세스를 개선한다
• 중심위치를 목표에 더 가깝게 개선한다 - 관리수준의 개선
• 변동원인을 제거하여 산포(Variation)를 줄인다 - 기술수준의 개량
함수
Y = f (x) 를
보다 좋게 설계하거나 관리함으로써
중심위치의 이동 및 산포의 개선이 이루어진다.
x-y 관계를 다른 식으로 보면 :
Y = f {( Red-x 혹은 Vital Few)
Copyright ⓒ 2009 LANDKOREA
+ 노이즈(Noise)}
279
279.
MEASURE
개선 목표 확인및 재설정
고려사항
• 스펙을 변경하는 것은 고객의 동의가 있는 경우 고객만족에 기여할 수 있으나 업무
프로세스가 개선된 것은 아니다
• 이는 단순히 계산상의 개선일 뿐이다.
• 함수 y = f(x)의 관계를 완벽하게 이해한다면 유일한 오차는 중요 X 인자 몇 개만을
선정하여 관리하는 데서 온다. 허용 가능한 오차의 정도는 미리 계산될 수 있고
따라서 원하는 작업 수준을 알 수 있다.
• 함수 y = f(x) 는 경험적 지식 또는 실험계획법 및 컴퓨터 시뮬레이션과 같은 데이터
모델링(modeling) 기법으로 얻을 수 있다.
Copyright ⓒ 2009 LANDKOREA
280
280.
MEASURE
개선 목표 확인및 재설정
개선목표 설정의 방법
프로세스
측정기준 확립
분석
벤치마킹
공정 개선
(Entitlement)
공정 변경
(Breakthrough)
작업 목표
Copyright ⓒ 2009 LANDKOREA
281
281.
MEASURE
개선 목표 확인및 재설정
고려사항
•
현재의 프로세스, 서비스 수준이 만족스럽지 않으면 변경시켜야만 한다.
•
벤치마킹 과정에서는 다른 더 나은 방법을 찾기 위해 다른 면들을 고려한다.
여기에는 고객, 경쟁자, 공급자 및 직접 관련 없는 비지니스까지도 포함한다
•
변경은 다음과 같은 두 가지 방법으로 일어난다:
- 기존의 프로세스를 개선
- 새롭거나 수정된 프로세스의 도입
Copyright ⓒ 2009 LANDKOREA
282
282.
MEASURE
Benchmarking
Benchmarking의 주요 개념
•목표에 도달하기 위해서는 각각의 벤치마크된 방법 중 일부가 필요할 수도 있고
현재 제품/과정에 개선이 필요할 수도 있다.
• Entitlement수준과 벤치마크 수준이 일반적으로 현재수준 (Baseline) 보다는 월등
하나, 벤치마크 수준은 Entitlement 수준보다 높거나 낮을 수도 있다.
• 벤치마크 수준과 Entitlement 수준이 목표일 수도 있고 아닐 수도 있다.
• 격차 (GAP)란 현재 수준과 목표 사이의 차이에 의해 생긴다.
• 개선의 주요 요소는 격차(Gap)를 없애는 것이다.
Copyright ⓒ 2009 LANDKOREA
283
283.
MEASURE
Benchmarking
벤치마킹이란?
•
•
•
•
•
조직(체)의 비교 평가
조직(체)의업무개선
업계 최고수준 달성 또는 능가
제품/ 프로세스의 목적(당위성) 정립
우선순위, 달성수준, 목표수준 설정
•
•
•
•
•
•
기업활동
제품
서비스
업무 프로세스
운영
기능
•
를(을) •
위해 •
를(을)
Copyright ⓒ 2009 LANDKOREA
•
•
•
•
•
업계 최고수준
초 우량수준
대표 최고수준
체계적
구조적
공식적
분석적
조직적
으로
으로
•
•
•
인정
인식
규명
된
•
•
•
•
•
검토
이해
평가
측정
비교
•
•
하는
•
284
•
•
•
조직
기업
기구
지속적
계속적
장기적
의
인 활동
284.
MEASURE
Benchmarking
벤치마킹의 목적
n 경쟁또는 우량업체와 제품, 프로세스, 수행성과, 조직 및 문화의 객관적 비교를 통하여
기업이 기존에 보유하고 있는 능력 범위를 넘는 Best Practice를 달성하고 긍극적으로
고객만족경영을 실천하기 위함.
n 핵심 Process 별로 전략적 GAP과 선진기업의 Best Practices를 탐색 함으로써
첫째, 효과적인 목표를 수립하고
둘째, 분석결과를 바탕으로 업계 최상의 실행방법을 실현하고자 함.
Copyright ⓒ 2009 LANDKOREA
285
285.
MEASURE
Benchmarking
벤치마킹의 유형
유 형
내부
벤치마킹
경쟁사
벤치마킹
정의
사 례
장 점
동일조직내의 서로
다른 지역(국가),
사업부, 부서등에서
수행하는 유사한
활동을 대상으로 함
- 제록스사의 미국,
일본제조활동 비교
- 사업부별 마켓팅,
전략비교(복사기와
워크스테이션)
- 데이터 수집이
상대적으로 용이
동일 고객을 상대로
판매하는 경쟁업체를
대상으로 함
- 캐논
- 사업실적과 관련된
- 리코
- 코닥
- 샤프
단 점
- 관점의 한계
- 내부적인 편견
- 계열화된 초 우량기업에
효과가 큼.
정보획득
- 업무 및 기술비교가능
- 정보획득과정의 기술 및
- 데이터 수집이
어려움
- 윤리적인 문제
- 상반된 태도
경험축적
기능(업무)적
벤치마킹
최상(최신)의 제품/
서어비스/프로세스를
갖춘 조직을
대상으로 함.
Copyright ⓒ 2009 LANDKOREA
- 혁신적인 업무발견
잠재력이 큼
- 기술 및 업무의 이식
- 배송관리
용이성
(페더럴익스프레스)
- 전문적 정보 교환망 구축
- 관련 데이타베이스 접속
- 고객서비스
(아메리칸익스프레스) 용이
- 고무적인 결과
- 창고관리
- 환경차에 따른 적용상에
어려움
- 적용(이식) 불가능한
정보
- 적용 시 장시간 소요
286
286.
MEASURE
Benchmarking
벤치마킹을 하는 이유는?
작업
연속적개선
혁신
혁신적 개선
연속적 개선
시간
세계 제일의 기능(업무)
국내 제일의 기능(업무)
기능별 내부 제일
Copyright ⓒ 2009 LANDKOREA
전략적인 기획
•
예측
•
새로운 아이디어 : 기능적인 학습. “상자 밖”의 사고
제품/ 프로세스비교 : 경쟁업체 또는 우량업체와 비교
•
경쟁업체 중 제일의 업무
•
•
산업계 제일의 업무(비 경쟁업체 포함)
: 장/ 단기 계획 수립
목표 설정
: 관련 사업분야의 동향 예측
: 최신 업무와 연관지어 성과목표 설정
287
287.
MEASURE
Benchmarking
올바른 벤치마킹
올바른 인식
잘못된인식
- 지속적인 프로세스
- 1회성 행사
- 가치있는 정보를 획득할 수
- 단순한 해답을 제공하는
있는 조사과정
- 다른 사람에게 배우는 학습과정
: 아이디어를 발견하기위한
조사과정
- 복제, 모방활동
- 신속, 간편
실용적 기법
- 일정한 원칙하에 시간과
- 전문적인 유행어
노력을 요구
- 회사의 실질적인 개선에 필요한
유용한 정보를 제공
Copyright ⓒ 2009 LANDKOREA
288
288.
MEASURE
Benchmarking
벤치마킹 프로세스
1. 벤치마킹
대상결정
2. 벤치마킹
성공 필요조건
5. 실행
팀 조직
1. 단순,논리적인 순서
2. 계획수립과 조직구성에 노력 집중
3. 고객지향적 벤치마킹
4. 프로세스 정형화
4. 벤치마킹
정보의 수집
및 분석
Copyright ⓒ 2009 LANDKOREA
3. 벤치마킹
파트너 선정
289
289.
MEASURE
Benchmarking
주요 벤치마킹 항목들
시장점유율
- 수량 기준
- 매출액 대비 이익(수익율)
수익성
경쟁력 성장율
원자재
- 금액 기준
- 자본 대비 수익
- 지역별 시장 점유율
- 매출액 대비 자재비율
- 매출액 대비 노무비
직접 작업자
- 잔업 시간
- 운송비용
- 잔업 임율
- 인당 생산성
- R&D 비용
연구 개발
- 구매단가
- 부서별 인원
- 매출액 대비 인건비
간접 작업자
자산 비용
- 부서별 인원
- 성과급 비율
- 환율
- 인/ 주당 근무시간
-작업자 통계(연령, 교육수준)
- 인당 직접 작업지수
- 신제품 개발주기
- 시방변경
- 조직별 인원
- 매출액 대비 교육비 비율
- 총 자산 회전율(매출/자산)
- 크기, 디자인
- 수율
-급여수준
-성과급 비율
- 작업자 통계
- 감가상각율
제품 특성
- 연 구매량
- 인/ 시간당 생산성(양, 금액)
- 매출액 대비 경비 비율
- 지불일수
- 품질
- 시간당 임율
- 작업자 통계(연령, 경험)
매출관리, 일반비용
- 자산대비 수익
-급여 수준
- 고정자산 회전율
- 연간 임대비용
- 원가절감 활동
-유지 비용
- 상여금 제도
- 성과급 제도
-매출액 대비 악성부채 비율
- 감가상각에 대한 자본비용 비율
- 재고 회전율
-수취일수
- 자본비용
- 스타일
Copyright ⓒ 2009 LANDKOREA
- 색상
- 판매가/판매가 정책
-부속품(선택사양) -품질보증
290
290.
MEASURE
Benchmarking
주요 벤치마킹 항목들
서비스
-고객불만 정도와 유형 - 배달 속도 - 지원 가용성
- 반응시간(Response Time)
제품 품질
이미지
제조
유통
판매력
자료처리/ MIS
인적 자원
재무
- 직행율
- 대중 인지도
- 고객 인지도
- 광고 비용
- 수리처리시간 - 고객에 대한 교육 유무
- 품질관리 기법
- 광고 수준
- 로비력
- 수리비용(기업 및 고객)
- 미디어 사용
- 판촉활동
- 이미지/ 광고에 대한 고객반응
- 생산 방식
- 작업자 숙련도
- 공장전문화 수준
- 작업장 구조(설계, 배치)
- 자동화 수준
- 채널(단일/ 복수)
- 단독 혹은 공동 유통
- 수행성과 수준
- 시스템 투자
- 보상관행
- 커뮤니케이션 활동/ 예산
-기술(하드웨어 및 소프트웨어)
- 공동체 지원 활동
- 교육 훈련/ 예산
- 세금 관련 정책 및 전략
Copyright ⓒ 2009 LANDKOREA
- 관할 지역
- 경험 수준
- 응용 프로그램
- 공급/ 모집활동)
- 재무 정책
-재작업량
- 대중 인지도
- 내/외작 편성
- 크기
- 주문처리과정
- 고객상담요원의 자질
- 성과급
- 건강/ 안전활동
- 부채정책
- 배당금 정책
291
291.
MEASURE
Benchmarking
벤치마킹 결과에 의한시행절차
· STEP 1 : 결과 보고서/ 요약서 작성
STEP 1
· STEP 2 : 벤치마킹 결과 발표
결과 보고서
작성
· STEP 3 : 결과 토의
- 내부의 타 기능 부서 참여
- 벤치마킹 파트너 참여 및 의견제시
STEP 2
STEP 5
시정조치 활동
· STEP 4 : 개선기회 도출
벤치마킹
결과
시행절차
결과 발표
- 서비스 및 프로세스
- 도입 가능한 새로운 아이디어 및 개념
- 기능간 정보망 구축
STEP 3
STEP 4
결과 토의
개선기회 도출
· STEP 5 : 시정조치 활동
- 서비스 및 프로세스 개선 및 보완
- 새로운 관련된 주제에 적용
Copyright ⓒ 2009 LANDKOREA
292
292.
MEASURE
Entitlement
Entitlement 란?
현재의 프로세스에별도의 투자 없이 최대한 개선시킬 수 있는 수준으로 일반적으로
Best Practice (가장 좋은 성과를 내었던 수준) 보다도 한 단계 더 높은 수준이다.
이는 주로 상세한 Process Mapping후, 팀 토의를 통해서 파악할 수 있으며,
현실적인 제약 요건 (무 부가가치 작업이지만 프로세스의 운영을 위해 필연적인 것 )
등을 고려하여 약간의 Buffer를 두게 된다.
Copyright ⓒ 2009 LANDKOREA
293
293.
MEASURE
Entitlement
Entitlement
Cycle Time을 예로들면, Process Mapping을 통하여 현재의 활동과 그에 걸리는 Cycle Time의
현 수준을 파악할 수 있다. 부가가치 있는 활동의 사이클 시간 만을 계산하면 이상수준의 Cycle
Time을 얻을 수 있다. 필요하지만 부가가치가 없다는 제한때문에 Entitlement는 보통 최소
사이클 타임의 두 배에서 여섯 배 사이이다.
현수준 (Baseline)
V
NV
NV
V
NV
NV
NV
부가가치 된 것
만으로 축소 시
이상 수준
V
V
2-6배의 Buffer
Entitlement
Copyright ⓒ 2009 LANDKOREA
B
V
B
V
294
294.
MEASURE
Entitlement
Entitlement (예)
HR 부서에서는채용 프로세스의 측정지표 y를 경영층의 승인이 있은 뒤 부터 후보자가
수용할 때까지의 시간으로 정의한다.
현재 총 사이클 타임은 94일이다. Process Mapping을 통하여 부가가치 있는 활동과
부가가치가 없는 활동을 재검토했을 때 최소 부가가치 시간 41.5시간이 필요 했다.
여섯 배의 여유(Buffer)를 고려하면 41.5 시간 x 6 = 11일이 되는데, 이를 가능성 있는
과정개선을 위한 내부 목표로 설정한다.
Copyright ⓒ 2009 LANDKOREA
295
295.
MEASURE
기타 목표설정 방법
또다른 방법의 목표 설정
목표의 설정기준은 스펙(Spec)과 동일하게 고객의 관점에서 출발한다.
따라서 고객 설문조사를 통하여 고객이 원하는 수준을 파악하는 것이 중요하다.
프로젝트의 측정지표가 내부관심사인 경영적인 측면에서 선정되었다면 무 부가가치 제거 등을
통한 Entitlement, 경영목표 등을 고려하여 목표가 설정될 수도 있지만, 그래도 목표설정의 기준이
객관적이지 못한 경우에는 회사내부의 일관적인 Rule을 정하여 기준을 제시할 수도 있다.
GE의 경우를 예로 들면 목표설정이 애매하고 현 시그마 수준이 3 시그마 이내인 경우, 목표는 현
수준의 DPMO를 1/10로 감소시키는 것을 또 다른 기준으로 제시하고 있다.
Copyright ⓒ 2009 LANDKOREA
296
296.
MEASURE
기타 목표설정 방법
CTQ속성에 의한 목표 설정 - Kano 분석
• Must-be : 요구 사항이 충족되지 않으면 강한 불만을 제기
하나 기준 이상으로 충족되더라도 만족을증대
시키지 않음.
예) 서비스 부서의 고객이 99.9% 의 시스템 정상 가동시간을 기대
하는 경우, 그들의 만족 수준은 Up-time이 증가하더라도 개선
되지 않지만, 단 한번의 고장은 강한 불만족을 초래.
• Primary : 요구사항이 많이 충족될수록, 만족도가 비례하여
증가.
예) 기능의 10% 개선은 10%의 고객 만족을 낳게 됩니다.
예를 들어 시스템의 더 빠른 “반응 속도” 또는 더 나은 “연비”
가
될수록 고객은 좋아한다.
• Delighters : 충족되지 않더라도 불만족을 초래하지 않으나,
충족되면 고객의 만족도가 크게 증가.
예) 일반적으로 자동차의 실내 소음은 적을 수록 고객이 만족 한다.
BMW 자동차의 경우 생각보다 엔진 음이 크게 들린다.
이것은 의도적으로 엔진 음이 경쾌하고 부드럽게 나도록 설계
된 것으로 오히려 소비자들은 듣기 편안한 엔진 음으로 인해
Speed 감을 느낄 수 있어 좋아 한다. Delighter 속성은 제품이
출시되기 전까지는 고객 자신이 알지 못하는 속성으로써 매우
큰 고객 만족을 가져 온다.
Copyright ⓒ 2009 LANDKOREA
297
297.
MEASURE
기타 목표설정 방법
고려사항
목표 설정 시 고려할 또 다른 사항은 현 수준의 신뢰 구간이다.
예를 들어 현 프로세스의 시그마 수준이 2.3 시그마인 경우, 개선목표를 3.6 시그마로
설정하였다고 하자.
만일 현 프로세스의 시그마 수준에 대한 신뢰하한이 1.9 시그마, 신뢰상한이 2.7 시그마라고
한다면, 개선목표는 올바르게 설정된 것인가?
즉, 개선목표는 현재의 불량율, 시그마 수준 등에 대한 신뢰구간을 벗어나서 설정되어야 한다.
Copyright ⓒ 2009 LANDKOREA
298
298.
MEASURE
기타 목표설정 방법
Gap의분석
측정지표 Y에 대한 현 수준의 다양한 층별과, 설정한 목표 수준간의 차이에 대한 정확한
분석은 다음 Step에서 진행할 잠재인자의 파악에 많은 아이디어와 구별점을 주게 된다.
여러분들의 프로젝트에서는 어떤 특성치(값) 들이 어떤 경우에(층별) 어느 정도(Gap)
목표수준과 차이를 보이고 있는가?
Copyright ⓒ 2009 LANDKOREA
299
299.
MEASURE
기타 목표설정 방법
Gap의시각적 분석
저장 창고
6 서류
5
4
3
2
1
0
연수
고객의
문제에 반응
예로 든 도표는 “시그마 측정단위”를
쓰고 있다. 다른 측정법이 사용될 수도
있으나 시그마 단위는 서로 다른
부문에 같은 기준으로 적용될 수 있다.
이런 관점에서 볼 때, 비슷하지 않은
것들도 쉽게 비교될 수 있다.
인보이스의
정확성
전화의 질
(Call quality)
기술 정보
사내 (社內) Sigma
현존하는 것 중 최고 Sigma
연수
고객의
문제에 반응
Transactional Metrics
Copyright ⓒ 2009 LANDKOREA
6
5
4
3
2
1
0
저장 창고
서류
인보이스
정확성
전화의 질
기술 정보
300
300.
MEASURE
기타 목표설정 방법
Gap을없앤다
DPMO
Baseline 2.95 σ
1,000,000
Gap
100,000
10,000
Entitlement 5.2 σ
1,000
100
목표: 6 s
Best Practice 4.7 σ
10
1
2
3
4
5
6
7
Sigma 측정 단위
Copyright ⓒ 2009 LANDKOREA
301
301.
MEASURE
기타 목표설정 방법
고려사항
•현재 프로세스에 변화가 꼭 필요하다면 그 변화가 단순히 시스템 안에서의 노이즈(Noise)의
결과가 아니라
실제로 일어났다는 것을 측정할 수 있는 방법이 확립되어야만 한다 -
가설검정으로 확인.
• 현 프로세스에 별도의 투자 없이 개선 (Entitlement 수준까지) 시키는 것이 종종 더
선호되는 데 그 이유는 거기에 드는 투자비용이 새로운 기술을 도입하는데 드는
투자비용보다 적기 때문이다.
Copyright ⓒ 2009 LANDKOREA
302
이것만은 기억하자 !
핵심
Point
1.Measure
- 프로젝트의 CTQ 선정을 위한 방법론과 기본 Data에 대한 신뢰성 확인 및 개선 목표 정의.
2. Measure 진행단계
- CTQ 선정
- Date 신뢰성 확인
- 현수준 파악 및 목표 설정
3. 분석방법
- Process Mapping, Scorecard
- 관리도, Pareto Chart
- Gage R&R
- Process Capability Analysis
- Benchmarking
Copyright ⓒ 2009 LANDKOREA
304
304.
ANALYZE
Analyze 단계를 잘이해하고
프로세스를 진행하면?
설명
Analyze 단계의 내용에 따라 기초적인 내용을 학습하고,
잠재인자에 대하여 정확한 분석
상황 분석에 사용되는 각 분석방법을 이해하며,
방법을 사용하여 측정된 결과값을
명확히 분석하여 개선에 유의한
각종 데이터를 현실에 맞도록 분석활용법을 습득하여,
인자의 선정을 잘 실행할 수 있다.
현업에서 실행 가능한 실무학습으로 발전시킨다.
Analyze 단계를 잘 못 이해하고
프로세스를 진행하면?
핵심
1.
비즈니스 분석을 통해 개선하기 위한 준비를 한다.
개선에 미미한 영향을 주는 잠재
인자가 선정 될 오류가 예상된다.
Analyze 단계의 학습을 통하여 기본방법론들을 학습하고, 실제
2.
학습한 내용을 투석기실습을 예로 Minitab의 통계분석을
중요 잠재인자를 인식하지 못하여
병행사용하여 Analyze 단계에서 다루는 주요 단계의 분석을
개선의 효율성이 저하된다.
실행해보며 결과 값을 해석해 본다.
Copyright ⓒ 2009 LANDKOREA
305
ANALYZE
개요
과정 목표
•
•
•
Measure단계에서 수집된 데이터, 혹은 기존 데이터를 층별, 및 증상에 대한 기술적인 분석을 실시하
여 문제를 명확히 한다.
층별 및 분석된 문제에 대한 문제의 구조를 파악하고 잠재 인자를 도출 한다.
문제의 구조를 규명하는 가설 검증을 실시하고, 근본 원인을 규명 한다.
추진 절차
•
•
•
A1 : 잠재인자 도출
A2 : 가설검정 실시
A3 : 근본 원인 선정
핵심 Point
•
•
•
•
•
•
•
•
•
CTQ에 관련된 기존의 가설은 충분히 수집되고, 층별 및 분석 시 활용되었나?
문제의 증상에 대한 기술적인 분석 방법은 모두 고려되고, 실시 되었나?
주요 범주에 대한 층 별은 충분히 이루어 졌는가?
일차적(Level-1)으로 층별 및 분석된 문제는 문제 기술서로 명확히 요약 되었나?
모든 잠재 인자는 도출되었고, 가설 검증을 위한 문제의 구조는 충분히 논리적인가?
수집된 데이터는 해당 가설의 의미를 충분히 반영하는 객관적인 데이터인가?
데이터 수집 시 발견된 각종 오류와 이상치는 충분히 규명되었고, 그 결과는 분석 시 반영되었는가?
가설 검정은 문제구조 상 순서에 맞게 진행 되었나?
개선안 실행이 가장 현실적 이도록, 근본 원인은 문제의 구조 상 충분히 전개 되었나?
Copyright ⓒ 2009 LANDKOREA
307
307.
ANALYZE
Define
Measure
A1
잠재인자 도출
진행 단계
Analyze
Improve
A2
가설검정실시
Activities
• 문제의 명확화
• 잠재인자 도출 및 구조화
• 우선순위 선정
Activities
• 가설검정 계획
• 가설검정 실시
Tools
• 층별
• 특성요인도, 로직트리
• 파레토 분석
• 문제 기술서
Tools
• T-test, F-test, Chi-squared test
• 모비율 검정, 상관/회귀 분석
• 비모수 검정, ANOVA
Copyright ⓒ 2009 LANDKOREA
Control
A3
근본원인 선정
Activities
• 근본 원인 정의
• Action Plan Up-date
Tools
• Quick Win
308
308.
ANALYZE
Define
Measure
A1
잠재인자 도출
잠재인자 도출
Analyze
Improve
A2
가설검정실시
Activities
• 문제의 명확화
• 잠재인자 도출 및 구조화
• 우선순위 선정
Activities
• 가설검정 계획
• 가설검정 실시
Tools
• 층별
• 특성요인도, 로직트리
• 파레토 분석
• 문제 기술서
Tools
• T-test, F-test, Chi-squared test
• 모비율 검정, 상관/회귀 분석
• 비모수 검정, ANOVA
Copyright ⓒ 2009 LANDKOREA
Control
A3
근본 원인 선정
Activities
• 근본 원인 정의
• Action Plan Up-date
Tools
• Quick Win
309
309.
ANALYZE
분석이란?
분석이란 현상의 이해를넘어 문제의 근본원인을 찾는 것
빛
강한 빛은
백내장을
일으킨다
현상, 증상(Symptom)
파장
여러가지
광선의
Spectrum
짧은 파장의
광선이 특히 유해
원인(Root Cause)
Copyright ⓒ 2009 LANDKOREA
310
ANALYZE
분석이란?
전달함수의 구체화
• 고객에게중요
• Define에서
Y
강도
Y=
f(X)
Analyze에서는
X에 따라 Y가
얼만큼 변하는가를
밝혀냄
CTQ(Y) = F(X’s) + ε
정확한 정의는
-이론적 지식으로부터
-근본 가설로부터
- 절차상의 정의로부터
Copyright ⓒ 2009 LANDKOREA
X
온도
•Y에게 영향을 주는 것
•Measure에서 선정하여
현상 파악
312
312.
ANALYZE
분석이란?
Vital Few의 발견
변수들의집합
변수의 영향
FMEA
X1
Fish-bone
Brainstorming
통계 Tool
Copyright ⓒ 2009 LANDKOREA
X8
X5
X9
X2
X10
X7
X4 X6
X3
Vital
Few
80%
기타
20%
313
전달함수에
반영되는
주요 인자
Y = f(X1, X2, X8)
313.
ANALYZE
분석이란?
분석 단계에 사용되는도구들
기본 Tool(층별, 파레토, 특성요인도 등)
통계적 Tool(검추정, 산점도, 관리도)
회귀분석
실험계획법
기타 Tool들
Copyright ⓒ 2009 LANDKOREA
314
314.
ANALYZE
문제의 명확화
Data층별
1. 사전조치내용
Data층별 및 분석 전에, 팀이 해결해야 할 대상을 구체적으로 명확히 함.
- 수집된 Data를 근거로 Define단계에서 준비한 개선기회 기술서의 수정
2. 층별 방법
•
•
•
•
•
시간
프로세스 요소(활동, 결정, 등)
원인
불량
기타 다른 요인
- 위치
- 부서
- 업무 형태
- 근무조
- 제품 또는 서비스 라인
- 시장
- 크기
Copyright ⓒ 2009 LANDKOREA
315
315.
ANALYZE
문제의 명확화
예: 2개의Call Center 간의 프로세스 층별
이 층별 데이터는 어떤 시사점을 주는가?
Copyright ⓒ 2009 LANDKOREA
316
316.
ANALYZE
문제의 명확화 -Pareto 분석
파레토 차트 특징
• 분석해야 할 과제의 구성 요소 중 중요한 요소들을 알 수 있도록 데이터를 구성함.
- 문제의 우선순위 및 정량화에 도움을 줌
• 파레토 차트는 왼쪽부터 시작해서 점차 감소하는 막대그래프로 구성됨.
• 파레토의 기본 아이디어는 80/20 법칙입니다. 일반적으로 문제점의 80%는 원인의 20%에 의해 발
생됩니다.
• 파레토 차트에 정렬된 데이터는 “소수의 중요인자”를 밝혀 내며, 문제 기술서에서 집중적으로
다루어 지고, 근본원인을 결정하기 위해 추후 분석을 수행하게 합니다.
Copyright ⓒ 2009 LANDKOREA
317
317.
ANALYZE
문제의 명확화 -Pareto 분석
층별 시 주의점
• 근본원인 분석의 대상 결정
시그마 (예)
크게 기여하는 인자
크게 기여하지 못하는 인자
높은 시그마
(큰 막대)
Impact(불량vs. 목표)를 고려
하여 이러한 문제점에 대해 작
업할 것인가를 결정함
지금은 이러한 문제점에 매달
리지 마십시오.
낮은 시그마
(작은 막대)
이 문제부터 먼저 작업을
실시함
Impact(불량vs. 목표)를 고려
하여 이러한 문제점에 대해 작
업할 것인가를 결정함
• 시그마 문제점 해결을 위한 분석 레벨은 2 내지 3레벨 정도입니다.
만약 5,6,7 Level까지 너무 깊이 분석하면, 아마도 팀이 해결해야 할 문제는 처음의
개선기회 기술서로 되돌아 갈 것이다.
Copyright ⓒ 2009 LANDKOREA
318
318.
ANALYZE
문제의 명확화 -Pareto 분석
파레토 작성법
1. 사용할 데이터를 명확히 합니다.
2. 조사할 범주를 선택하고, 범주별로 데이터를 정리합니다.
범주 예 : 교대조 , 지역(장소), 시간대, 요일 등
“의미 있는 중요한 인자를 찾을 수 있도록 올바른 범주의 선택이 중요 함
3. 막대가 왼쪽부터 큰 순서에서 작은 순서로 감소하는 그래프를 만드십시오.
4. 작성한 파레토가 “평평한” 형태인 경우 다른 범주로 층별을 실시할 필요가 있다.
5. 서로 다른 범주를 섞어 사용했는지 체크 해야 합니다.
Copyright ⓒ 2009 LANDKOREA
319
319.
ANALYZE
문제의 명확화 -Pareto 분석
파레토 chart 분석시의 관점
어느 부분에 대해 문제 기술서를 작성하고 근본원인 분석에 초점을 맞출 것인가?
• 한 단계 더 Breakdown된 층별이 필요한가?
• 의사결정을 내리는데 필요한 결정적인 정보가 빠지지는 않았는가?
• 파레토 차트의 해석에 도움을 주는 것은 무엇이 있는가?
현장 서비스 고객 불만
75
•
70
60
•
50
50
40
30
25
20
50
•65%
45
40
35
30
25
75
50
• 40%
25
20
15
10
0
Copyright ⓒ 2009 LANDKOREA
320
Mis.
Moisture
0
Quality
0
Wrong
5
Misc.
Clerical
Delivery
Installation
10
0
•80%
55
Crushed
80
60
100
•
90%
Cumulative Percent
•
•
90
Shipping
Number of Complaints
100
100
Number of Complaints
110
Shipping 고객 불만
Cumulative Percent
120
320.
ANALYZE
문제의 명확화 -Pareto 분석
연습: 파레토 Chart 작성
지시사항
1. 아래의 데이터를 검토합니다.
2. 데이터를 층별하는 2가지 방법을 결정합니다.
3. 각 층별에 대해 파레토 차트를 작성합니다.
4. 개선 기회가 큰 부분을 선정합니다.
다음의 데이터는 여러 지역을 커버하는 운송회사에서 나온 것입니다. 이 회사는 여러 종류의 크기와 무게를 가진 화물을 취급합
니다. 지난 몇 달 동안 고객 서비스 부서는 운송 서비스 부사장에게 다음의 고객 불만 사항을 보고했습니다.
북부지역:
17개의 화물이 손상이 된 채 들어왔고, 5개는 늦게, 3개는 틀린 지역으로 배달되었습니다. 늦게 배달된 화물 모두 10파운드 이상
의 것이었고, 배달오류 화물의 2개는 10파운드가 넘었고, 1개는 2파운드였습니다. 손상된 화물의 7개는 10파운드 이상이었고, 6
개는 5-10 파운드, 4개는 2파운드 이하 화물이었습니다.
남부지역:
이 지역은 배달 지역 오류는 없었으나 7개의 배달 지연, 7개의 손상 화물이 있었습니다. 배달 지연 화물의 6개는 10파운드 이상
이었고, 2개의 손상 화물 역시 10파운드 이상이었습니다. 그 외 오류가 발생한 화물들은 1파운드 이하 였습니다.
동부지역:
2-5 파운드 4개 화물이 배달 지역 오류였고, 6개는 배달지연, 2개는 손상이 있었습니다. 4개의 배달지연과 2개 손상 화물은 모두
10파운드가 넘었습니다. 나머지는 1파운드 이하 화물이었습니다.
서부지역:
이 지역은 23개의 손상 화물이었고, 3개의 배달지연, 14개의 배달지역 오류가 발생했습니다. 무게로 보면, 16개 손상화물과 배달
지연 화물 모두, 2개의 배달지역 오류 화물이 10파운드 이상이었고, 손상화물 6개, 배달지역 오류 화물 11개는 2-5파운드 사이
였고, 1개의 손상화물과 1개의 배달지역 오류 화물은 1파운드 이하 였습니다.
Copyright ⓒ 2009 LANDKOREA
321
321.
ANALYZE
문제의 명확화 -Pareto 분석
정량적 프로세스 분석
Define 단계의 정성적 분석을 Data에 의해 정량적으로 분석함
프로세스에 걸린 일수
대금 청구 프로세스
data처리담당 지불금액 부서
청구서 부서 청구서 인쇄부서
(마감에서 청구서 우편 발송 =12)
Mail Room
시작
•
12
10
# of defects
사용된 제품 혹은
서비스 획득
사용내역 데이터 입력
가격표
적용
신용 및 지불
금액 조회
•
•
8
90%
80%
70%
60%
•
6
100%
50%
40%
4
30%
20%
2
10%
Q1 : 마감 날짜부터 청구서 보낸 날짜까지
Mail
Process Steps
Q2 : 청구서 오류 건수
끝
Copyright ⓒ 2009 LANDKOREA
하부 Process 분석 필요
322
Other
Print Bills
Input change
Data
Print
의 시간
0%
0
데이터 Merge
& 청구서 실행
Apply Credits
and Payments
신용 컴파일
Cumulative Percent
영업/opns
322.
ANALYZE
문제의 명확화 -Pareto 분석
Sigma 계산과 파레토
청구서 오류 건수
예 : 대금 청구 프로세스에서, 1달에 처리되고 있
는 송장이 521이었고, 그것들 중에 총 69개의
불량이 발생했습니다.
# of defects
59
70%
60%
•
39
90%
80%
•
•
49
100%
50%
40%
19
30%
20%
9
10%
-1
Other
Wrong
Changes
Payments
Not Applied
Credits
not Applied
0%
Process Steps
집중 개선 영역
•
“신용 및 지불금액 조회” 단계의 Sigma 산정
2개의 Opportunities(unit당) : 지불금액과 신용
55개의 불량( 1042 opportunities )
DPO = 55/1042 = .0053
Copyright ⓒ 2009 LANDKOREA
DPMO = 53,000
Sigma = 약1.6
323
Cumulative Percent
•
69
323.
ANALYZE
문제의 명확화 -Pareto 분석
상세 Process Map
신용 및 지불금액 조회
고 객
Mail Room
지불 금액 부서
관리자
청구서 부서
시작
USPS에서 수취
P1
분 류
• 각 단계별 파레토 분석 및 시그마
산정으로 집중 영역 확인
P2
배 달
P3
P4
• 고객번호가 있는가
• 수표가 동봉되어 있는가
• 지불 수량과 맞는가
접수 및 확인
정보가
완벽한가?
예
아니오
고객정보 획득
데이터 입력
접
수
끝
Copyright ⓒ 2009 LANDKOREA
324
324.
ANALYZE
문제의 명확화 -문제 기술서
문제의 명확화 - 문제 기술서
수집된 데이터의 층별은 문제 기술서 작성에 적용되어야 합니다. 효과적인 문제 기술서는 명확성과 객관성을
가지고 발견사항을 요약합니다.
효과적인 문제 기술서의 기준
• 문제점의 결과 기술
: 무엇이 잘못 되었고, 왜 비즈니스에 나쁜 영향을 주는가?를 구체적으로 기술
• Gap에 집중함
: 기대 사항(목표 성과)과 현 수준과의 차이 분석 (문제의 크기 명확화)
• 측정 가능
: 빈도, 시점, 양 등 측정 할 수 있어야 함
• 고통에 집중함
• 목표 성과
: 문제가 해결되지 않을 경우에 고객에게 주는 영향을 밝혀냄
: 달성이 예상되는 성과 수준
예:
• 5월에 LAN은 총 16시간 동안 다운이 되었고, 월 평균 가동정지 시간 3시간을 훨씬
초과 했음. 이 결과 송장은 정시에 발송되지 않았음. 목표는 6 시그마
• 미수금 계정은 이전에 데드라인을 맞춘 적이 없으며, 1/4분기에 30% 가
데드라인을 맞추었음. 성과의 목표 수준은 6 시그마
Copyright ⓒ 2009 LANDKOREA
325
325.
ANALYZE
문제의 명확화 -문제 기술서
문제 기술서 : Tips
• 문제 중심의 기술이어야 하며, Solution지향으로 먼저 답을 기술하는 것을 지양해야 함
• 정직하고 정확하게 기술해야 하며 남을 비방하는 기술은 지양해야 함
• 문제 정의 없이 Solution으로 Jump하는 것은 큰 실수임
• 명확하고 객관성 있게 2-3 Sentence로 요약하는 것이 일반적임
• 문제 기술서는 Data분석 결과와 목표를 구체적으로 기입해야 함
• 모든 사람이 문제에 대해 정확히 이해하고 동의해야 함
• 문제기술서는 팀의 관점에 따라 동일 Data로 작성되어도 달라질 수 있다
Copyright ⓒ 2009 LANDKOREA
326
326.
ANALYZE
문제의 명확화 -문제 기술서
문제기술서 평가 메트릭스
“좋은 문제기술서는 다음의 모든 기준을 충족시켜야 합니다..”
고객의 고통
(나쁜 비즈니스
결과)
+ 문제결과기술
+ 측정가능성
+ Gap
(무엇이 잘못인가?)
(어떻게, 어디서, 어느정도,
언제)
(현재 & 바라는 상태))
Copyright ⓒ 2009 LANDKOREA
= 문제 기술서
327
327.
ANALYZE
문제의 명확화 -문제 기술서
예제: 문제 기술서 도출 : 작년 비행 승객 불만
Complaints
•
•
•
•
•
80%
50%
Cost
Sched
Cabin
Cabin-related
complaints
Bags
Rag
다른 팀은 1과 2에 대해 활동합니다. 당신의 팀은 객실에 관련된 불
만 사항에 대해 활동합니다.
객실 설비는 비행기 객실에 관련된 가장 많은 불만을 초래하고 있습
니다.; 대부분의 불만은 수화물을 넣을 공간이 부족하다는 것입니다.
Etc.
•
•
•
•
Tix
상위 3개의 불만 사항은 문제점의 80%를 차지합니다.
80%
Business Class
50%
Bag Accomodations
(Storage)
65%
•
•
•
80%
Food
Bevg
Ent
Sound
Cabin Physical
Accomodations
•
Other
•
•
First Class
•
Lug
Room
Seat
width
Head
Room
Rest
Room
Copyright ⓒ 2009 LANDKOREA
= male
= female
80%
50%
Bag
Room
45%
55%
50%
Accom.
Economy
Other
Ovhd
Bin
Under Garmet
Seat
Rack
Other
Male/Female
complaint frequency
comparison across
fare types shows no trend
49%
작년에, 비행기 객실에 대한 승객의 불만의 65%는 수화물 설비가 열악
하다는 것이었습니다. 즉, 수화물을 넣는 상단 상자가 수용 능력이 불
충분하다는 것입니다. 모든 요금 카테고리에서, 남자/여자 승객 모두
이러한 문제점에 대해 동일한 정도의 불만을 표시했습니다.
328
328.
ANALYZE
문제의 명확화 -문제 기술서
연습: 문제 기술서
지시사항
1. 아래 주어진 상황에 대해 문제 기술서를 작성하고, 평가 기준에 의거 그룹 내에서 토의하시오
2. 그룹 내 토의 결과를 발표하시오
문제 상황 1.
• 청구 대금 프로세스의 지연은 50번의 불만을 초래했으며, 그 중 10개는 작성 과정에서 발생하였음
• 최근 업그레이드된 컴퓨터 시스템은 지난 2개월 동안 70시간이나 다운되었음
• 많은 vendor가 대금 청구를 기다리고 있음
• IT 책임자인 Bob은 과거의 다운 시간은 1시간/월이었다고 말해 왔음
문제 상황 2.
• 지난 주 Ocean view call center에서는 500 통화가 끊어졌음
• 350 통화는 특정한 번호 담당자에게 일어났으며, 그 이유는 그들이 사무실을 비웠거나, 통화 중이었기
때문임
• 100 통화는 교환 중에 끊어졌음
• 50 통화는 call center 책임자에게 직접 연결되는 동안 끊어졌음
• call center 평균 통화 끊어짐은 3% 통화/주. 이번 주에는 9%로 높아졌음.
Copyright ⓒ 2009 LANDKOREA
329
329.
ANALYZE
문제의 명확화 -문제 기술서
문제의 배경 확인
1. 의사 결정권자
• 누구에게 보고하는 것인가?
4. 활동의 성공기준
• 의사결정권자는 어떤 기준으로 문제가
잘 해결되었다고 판정할까?
• 의사 결정권자가 관심이 있는 사항은?
2. 의사 결정권자에 대한 주요 영향력
• 그들의 관심사와 의사결정을 위해 구체화
되어야 하는 Issue는?
• 서로 상충되는 안건에 대해 어떻게 설명
할 것인가?
5. 주요 측정지표
• 성공 여부를 결정하는 측정지표는?
3. 해결 시한
6. 필요한 정확도
• 언제까지 답을 제시해야 하나?
Copyright ⓒ 2009 LANDKOREA
• 어느 정도의 정확성이 요구되는가?
330
330.
ANALYZE
문제의 명확화 -문제 기술서
문제의 배경 작성 사례 - O 정유 社
1. 의사 결정권자
• O社의 CEO
• 정유사업의 사장
• O社의 이사회
4. 활동의 성공기준
1. 정유 수익성의 뚜렷한 개선
2. 낮은 자본 투자
3. 명확한 Action Plan
4. 정유사업 전략방향의 구체화
(성장 또는 Cost경쟁)
2. 의사 결정권자에 대한 주요 영향력
CEO
정유부문
사장
• 신규투자에 대한 승인을 얻기는 어려움
• 합병과 같은 big Solution을 희망
• 고용에 대한 사회적 압력을 받고 있음
• 나름대로의 개선기회를 갖고 있음
3. 해결 시한
5. 주요 측정지표
• Cash flow, profit의 변화 (+$30 - 40m / 년)
• ROI
• Cost투입, 자본지출 감소
6. 필요한 정확도
• 2개월 이내 해결
Copyright ⓒ 2009 LANDKOREA
• 정확성보다는 강력한 방향성이 더 중요
331
331.
ANALYZE
잠재인자 도출
산포의 원천
Y= f(X) = X1 + X2 + X3 ….
• Y = 프로세스 output 변수 (프로세스내의 output의 변동)
• X = 예측 변수 (변동의 잠재적인 원인)
Copyright ⓒ 2009 LANDKOREA
332
332.
ANALYZE
잠재인자 도출
산포의 원천조사
문제점 조사
• 과거에 일어났던 사건(현상)들을 정의합니다.
• 현재 또는 과거 불량이 존재했던 조건을 정의합니다.
• “무엇이 변했는가”에 주의를 기울입니다.
• 하나의 불량/사건을 대상으로 Case를 깊이 파고 들음
• 불량의 위치를 조사합니다.
- 환경
- 위치
• 불량의 형태를 조사합니다.
- 원재료
- 제품내의 차이점
• 징후를 조사합니다.
☞ 문제점 해결 단서는 문제점 내에 있으므로 3현 주의 (현장,현물,현실)에 입각하여 현장의
철저한 확인이 필요함
Copyright ⓒ 2009 LANDKOREA
333
333.
ANALYZE
잠재인자 도출 –도출의 장애물
근본원인은 문제점, 2차적 원인과 징후들이 서로 겹치는 혼란 속에서 놓질 수 있다 .
장애물
장애물 극복을 위한 지침
1. 근본원인을 찾기 어려운 경우
• 최초의 가설에 대한 도전
• 끈질겨야 함
• 가능한 많은 원천으로부터 input을 찾음
2. 빠른 해결방안에 대한 압력
(경영자, 고객, 이해관계자, 등)
• 인내심을 가지고, 성급한 결론을 피함
• Quick-win을 간과하지 않음
• 외부인과 중간 결과를 논의함
3. 원인에 대한 짐작
• 데이터를 이용해 문제점의 진실을 밝혀 내야 함
• 반대 관점을 분명히 하고 조사함
• 분석적 도구를 이용함
4. 추가적인 데이터 수집에 대한 저항
• 기존의 이용할 수 있는 데이터를 찾음
• 현명하게 데이터를 수집. 최초 데이터 수집 시 원인 데
이터를 수집하는 기회를 찾아야 함
• 모든 팀원간에 균일한 업무 배분
• 데이터 수집 계획 수립. 좋은 체크시트와 처음에 제대
로 된 데이터를 수집해야 함
☞ “ 영구적인 불량 감소는 Sigma 프로세스 개선의 목표입니다.”
Copyright ⓒ 2009 LANDKOREA
334
334.
ANALYZE
잠재인자 도출
잠재적 근본원인도출을 위한 유용한 도구
특성요인도
• Fishbone (어골도) , 이시카와 다이어그램
• 원인과 결과의 관계 도식화 (1차 도구)
Logic Tree
• Why-Because Diagram
• 보다 더 치밀하게 원인과 결과의 관계 도식화 (2차 도구)
Copyright ⓒ 2009 LANDKOREA
335
335.
ANALYZE
•
잠재인자 도출 -특성요인도
특성 요인도는 결과와 주요 원인과의 관계를 명확하게 하기 위해 정보를 체계화하는 일차
적인 중요 도구임.
•
특성 요인도는 문제점의 일반적인 이해를 도와 주며, 문제점 해결의 잠재적인 driver를 알
려줌.
• 근본원인
Copyright ⓒ 2009 LANDKOREA
336
336.
ANALYZE
잠재인자 도출 -특성요인도
Cause & Effect Diagram
1950년초 Tokyo대학의 Kaoru Ishikawa가 창안 Fish-bone Diagram 또는 Ishikawa
Diagram이라고도 부름.
결과에 대해 그 결과를 나타내는 원인이 서로 어떤 관계를 나타내는가를 Fish bone
diagram에 나타낸 것.
이 문제가 발생하는 원인이라 고 생각되는 것은 무엇인가를 분명히 하고, 중요하다고
생각되는 원인에 대해 대책을 세우기 위해서 사용되는 것이 특성요인도 이다.
Copyright ⓒ 2009 LANDKOREA
337
337.
ANALYZE
잠재인자 도출 -특성요인도
Cause & Effect
특성
(Effect)
요인
(Cause)
일의 결과로 나타나는 것. 이를테면 제품의 성질, 생산량, 안전의 상황
등이다. 따라서 ‘(일의) 결과’ 라고 생각할 수 있다. 또 직장에서는 ‘문
제점’이라는 식으로 나타나는 경우가 많다.
Example) Cycle time, Quality, Service,
일의 결과에 대해서 영향을 미치는 원인이 되는 것. 이를테면 제품의 품질
에 대해서 말하면, 하이샤시 제조에서 압출량 변화 원인이 되는 것을 4M에
근거 하여 도출하고, 원료의 경우 이를테면 원료이송, 처방 등의 더욱 거슬
러 올라 가서 작은 것으로 나누어 갈 수 있다.
Copyright ⓒ 2009 LANDKOREA
338
338.
ANALYZE
잠재인자 도출 -특성요인도
특성요인도 작성법
머리부분에
주요 범주 결정방법
문제점 기입
1.가장 일반적인 범주를 사용하는 경우
- 4M (사람,방법,기계,재료) 등
주요 범주
결정
2. Flowchart에서 Process의 중요 활동을 이용하는 경우
3. Brainstorming을 통해 가능한 잠재 원인을 list-up한 후
유사한 것끼리 묶어서 범주를 정함
잠재 근본
원인 도출
4. 결과에 가장 가까운 것부터 차례로 주요범주에 우선순위
를 매김
- B/S활용
Copyright ⓒ 2009 LANDKOREA
339
339.
ANALYZE
잠재인자 도출 -특성요인도
1. Why라는 질문을 3-5번 한다
왜 이러한
일이 발생
하는가?
징후 1
“왜”
징후 2
“왜”
징후 3
“왜”
징후 4
좀더 많이 “왜”
피상적 질문
가능성 있는 근본원인
본질적 질문
2. 실천 가능한 단계까지 전개한다.
- 추가적인 원인의 검토 : 왜 이런 징후가 발생하는가?(상위 -> 하위 수준)
- diagram완성 후 가장 가능성이 있는 원인에 동그라미 표시함
- data를 이용하여 잠재적 근본원인을 확인함
3. 역으로 논리를 체크한다. (하위 -> 상위 수준)
- 가능성 있는 근본원인이 제거되거나 수정되면, 문제점을 방지할 수 있는가?
- 가능성 있는 근본원인이 발생할 때 상위의 문제를 야기 시키는가?
☞ 절차의 부재와 교육/훈련의 부재는 일반적으로 잠재적 해결방안은 될 수 있으나,
잠재적 근본원인은 될 수 없음
Copyright ⓒ 2009 LANDKOREA
340
340.
ANALYZE
잠재인자 도출 -특성요인도
특성 요인도 : Tips
• 더 이상 조치를 취할 수 없거나, 논리적이지 않을 때까지 질문을 계속한다.
• 논리의 흐름은 양방향이어야 하며, 한쪽 방향으로만 논리적이면 수정해야 함 (원인
결과)
• 하나의 범주가 완료된 후에 다음으로 넘어간다.
• 특성요인도 완성 후 하부의 어떤 잠재 요인이 근본원인으로써 조사될 가치가 있는지 평가한다.
• 근본원인 정의 후에는 반드시 Data를 수집하여 실제의 근본원인인지 확인해야 한다.
예 : 배달 지연
Copyright ⓒ 2009 LANDKOREA
341
341.
ANALYZE
잠재인자 도출 -특성요인도
사례 : 3Way Hand off 발생
설비
최적화
과부하
드라이버 TEST
지지물형태
필드
장애
미감지
H/O 알고리즘
서비스방향
통계지수
H/O
Zone
H/W
파손,
노후화
S/W
상태확인
설비장애
출력확인
parameter
고층건물
Skill
공사지연
엔지니어
주거지역
Pollution
Antenna type
판단착오
업무
과다
시공자
난치국
교차로
설계불일치
BIZ
무선환경
Copyright ⓒ 2009 LANDKOREA
사람
현장감독
342
342.
ANALYZE
잠재인자 도출 -특성요인도
사례 : 호 절단의 원인
장비
감시 불가
광중계국
장애
Reverse
장애
출력
Device
출력
감시체계
출력
Process
Device
Noise
호 절단의 원인
관리기준 無
Channel
우선순위 下
중계기
감시지연
기지국
전파미약
Hard H/O
외곽지역
FA H/O
RC H/O
FA 경계
Beacon
ANT Tilt
장애조치
지연
교환국간
경계
Para 불량
이설
ANT Tilt
정보공유
CH Remove
H/O 장치
Pilot
Pollution
Copyright ⓒ 2009 LANDKOREA
Parameter
과부하
Not NGBR
광 Master 변경
Hard H/O
운용환경
SYS_PARA
TC_PARA
단방향 NGBR
NGBR 불량
최적화
343
343.
ANALYZE
잠재인자 도출 -특성요인도
실습 : 특성 요인도 작성
지침
1. 팀의 문제 기술서를 바탕으로 다이어그램의 작성을 시작합니다
2. 잠재적 원인을 브레인 스토밍하고, 카테고리를 결정합니다.
3. 원인/결과 다이어그램을 작성합니다.
4. 가장 가능성 있는 근본원인에 동그라미를 칩니다.
시간 :
30분
Copyright ⓒ 2009 LANDKOREA
344
344.
ANALYZE
잠재인자 도출 -특성요인도
Minitab 연습 : 특성 요인도
• 예제
- 성형불량에 영향을 미치는 요인을 나열.
범퍼 길다
재 료
작업자
부족
작용거리
인원
원료역류현상
작업조건
Copyright ⓒ 2009 LANDKOREA
주인의식
결여
도 구
성형불량
작업방법
345
ANALYZE
잠재인자 도출 -Brainstorming
정의 :
1941년 Alex Osborn에 의 하여 창안.
아이디어를 혼자 생각해 내는 것보다 여러 사람의 생각을 합하면 더 좋은 아이디어가 나온
다는데 출발.
뇌가 폭풍의 상태에 있다는 뜻으로 아이디어 낼때 팀원들의 머리의 상태를 나타냄.
탈 논리적 사고에서 새로운 아이디어가 나온다는 의미.
자유분방한 집단 분위기 속에 수많은 아이디어 창출가능.
Copyright ⓒ 2009 LANDKOREA
348
348.
ANALYZE
잠재인자 도출 -Brainstorming
Brainstorming 의 형태
1. 체계적 Brainstorming
• 새로 구성된 팀에 효과적
• 리더 선정-->기록자 선정-->Ground rule설정--> 시계방향으로 돌아 가며 발
언
2. 자유분방한 Brainstorming
• 어느 정도 팀빌딩이 된 팀에 적합.
• 기록자 선정-->제한 시간내 자유 토론
3. Idea Blizzard(Brainwriting)
• 다시 양한 Idea창출시 활용 또는 사람들이 민감하게 느끼는 논제를 다룰때나 몇
몇 핵심 인물들이 팀을 이끌때 사용
• 카드에 익명으로 제출 전체 팀이 논의
Copyright ⓒ 2009 LANDKOREA
349
349.
ANALYZE
잠재인자 도출 -Brainstorming
Brainwriting
짧은 기간에 많은 아이디어 도출시 사용.
Brainstorming의 여러 형태를 결합한것.
양은 적지만 가치있는 아이디어가 나올수 있다.
브레인스토밍보다 브레인라이팅을 쓸때
•
깊이 생각해서 나온 아이디어를 얻는 것임. 중요할때 자신의 생각을 써본다는 것 자체가 사
람들로 하여금 깊이 생각하고 좀더 완벽하고 분명하게 표현 하도록 한다.
•
직전의 Brainstorming이 한두 사람에 의하여 독점 되었을 시
•
아이디어에 대하여 생각하고 쓸 기회를 모두에게 동등하게 제공 가능
•
집단적 합의에 의한 압력제거 용이.
•
팀내에 심한 갈등이 있거나 주제가 논쟁적일 수 있는 경우
Copyright ⓒ 2009 LANDKOREA
350
350.
ANALYZE
잠재인자 도출 -Brainstorming
Brainwriting 전 준비 사항
•
Effective team size : 5-10명
•
3일전 주제 배포
•
Cross-functional team
•
상황에 맞는 적절한 좌석배치 확인
•
시청각교재 준비
Hollow Square
Copyright ⓒ 2009 LANDKOREA
Conference
Opened U
351
ANALYZE
잠재인자 도출 -Brainstorming
Brainstorming의 3단계
• Idea Generation
• Idea Clarification
• Idea Evaluation
Copyright ⓒ 2009 LANDKOREA
353
353.
ANALYZE
잠재인자 도출 -Brainstorming
Brainstorming 절차
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
주제는 미리 통보
큰 종이와 Post-it 준비
누구나 팀이 볼 수 있게 목적을 쓴다.
팀원들에게 Idea를 쓰게 한다.
아이디어 창출이 끝나면 팀원들은 Flip Chart에
제안한 아이디어 카드를 부착한다.
각각의 아이디어를 읽어가며 토론을 유도한다.
Idea Build-up
창조력 있는 아이디어 유도
Grouping
평가
Copyright ⓒ 2009 LANDKOREA
354
354.
ANALYZE
잠재인자 도출 –KJ법
KJ법적 그룹핑 요령
순서
순서
순서
순서
순서
1
2
3
4
5
:
:
:
:
:
의미내용이 같은 경우에는 중복부문을 없애고, 라벨을 일람할 수 있도록 한다. - 3차 레벨의 요구품질
의미내용이 비슷한 레벨을 4-5매 모아서 여러 개의 섬으로 만들어 간다. - 2차 레벨의 요구품질
순서 2의 그룹을 대표한 요구 품질을 추가한다. (청색라벨)
순서 3의 청색라벨을 의미내용이 비슷한 라벨로 섬을 만든다.
순서 4의 그룹을 대표할만한 요구 품질명을 추가한다. (적색라벨) -1차 레벨의 요구품질
그룹핑의 CHECK POINT
1) 라벨에 적혀져 있는 언어로 그룹핑을 하고 있는 것은
아닌지를 검토한다
2) 외딴섬이 아닌지를 검토한다. 그런 섬이 있으면 요구
품질의 의미를 생각하여 다시 그룹을 검토한다.
3) 그룹을 대표하는 요구 품질명이 하위 요구 품질과
같은지를 검토한다.
4) 1차, 2차, 표현을 명사로 끝내고 있지는 않은지, 또
품질요소와 특성치를 포함하고 있지는 않는지를 검토
한다.
그룹핑 시 주의 사항
1) 머리속에 카테고리를 만들어 그 카테고리 속에 라벨을
맞추어서는 안된다.
2) 라벨에 쓰여진 말에 현혹되지 않고 의미 · 내용을 중시
한다.
3) 추상레벨의 高低가 라벨속에 섞여 있음을 인식한다.
4) 그룹핑 과정에서의 발상을 중요시 한다.
5) 우선 섬을 만들어 전체를 파악하고 각 섬의 상위
레벨을 생각한다
* KJ법을 이용하여 그룹핑하는 이유 중 하나로 그룹핑 작업 중 발생하는 Idea가 있을 경우 추가하여 될수 있는한 많은 요
구 품질을 도출하는데 있다.
Copyright ⓒ 2009 LANDKOREA
355
355.
ANALYZE
잠재인자 도출 –KJ법
KJ grouping 사례
사용이 쉽다
조작이 쉽다
술이 좋다
조작이 편하다
양주가 좋다
소주가 좋다
맥주가 좋다
- 간단히 조작된다
- 알아서 동작한다
- 딤플이 좋다
- 그린이 좋다
- 카스가 좋다
- 온도조절 이 편리하다
- 알아서 보관한다
- 패스포트가 좋다
- 진로가 좋다
- OB라 거 가 좋 다
- 어두워도 조작이 쉽다
- 기능선택이 편하다
- 시바스리갈이 좋다
- 김삿갓이 좋다
- 카프리가 좋다
- 한번에 조작된다
품질특성전개표
요구품질전개표
1차
사용이 쉽다
품질특성전개표
요구품질전개표
2차
조작이 쉽다
3차
간단히 조작된다
1차
술이 좋다
2차
양주가 좋다
3차
딤풀이 좋다
패스포트가 좋다
온도조절이 편리하다
시바스리갈이 좋다
어두워도 조작이 쉽다
소주가 좋다
그린이 좋다
한번에 조작된다
조작이 편하다
진로가 좋다
알아서 동작한다
김삿갓이 좋다
맥주가 좋다
카스가 좋다
알아서 보관한다
OB라 거 가 좋 다
기능선택이 편하다
Copyright ⓒ 2009 LANDKOREA
카프리가 좋다
356
356.
ANALYZE
잠재인자 도출 –Logic Tree
문제의 구조를 MECE적 관점에서 나무형태로 논리적 전개를 한 그림
MECE
문제기
술
MECE*
MECE
☞ Why-Because Diagram이라고도 말함 (인과 관계로 작성되는 경우)
* Mutually Exclusive Collectively Exhausted
Copyright ⓒ 2009 LANDKOREA
357
357.
ANALYZE
잠재인자 도출 –Logic Tree
중복되지않고 각각의 합이 전체를 포함할 수 있는 요소의 집합을 의미함
MECE란 ?
AB는 ME이나 CE는 아님
A
A
C
예) 전체 : 생물
B
A : 포유류 , B : 어 류
B
A
B
AB는 CE이나 ME는 아님
예) 전체 : 여 성
C
A : 미혼 , B : 기 혼 , C : OL
AB는 ME도 CE도 아님
A
B
예) 전체 : 학급 학생 전원
A : 수학을 잘 하는 학생
B : 국어를 잘 하는 학생
* Mutually Exclusive Collectively Exhaustive
Copyright ⓒ 2009 LANDKOREA
358
358.
ANALYZE
잠재인자 도출 –Logic Tree
예시: PVMA Low/High Output알람 발생원인
Level 1
Level 2
Level 3
보드 출력 변화
BSCA 출력변환
UDCA 출력변환
BUDA 출력변환
TMIU 출력변환
PVMA(PACA) 출력변환
보드 인가 전원
광 중계기 출력장애
RF중계기 출력장애
장비측면
중계기류 출력장애
PVMA Low/
High Output
발생 원인은?
계측장비 R&R 측정
운영자측면
Spectrum Analyzer 측정
Signal Generator 측정
측정 skill 의한 변화
Power Meter 측정
계측장비/측정 Cable 감쇠 값
에어컨 동작상태
시설측면
FAN 동작상태
RF Cable 접불 상태
온도
환경측면
장비 내부 온도변화
계절적 변화
외부 NOISE 유입
Copyright ⓒ 2009 LANDKOREA
PVMA 인식하는 온도변화
자사 장비에 의한 NOISE 발생
타사 장비에 의한 NOISE 발생
359
359.
ANALYZE
잠재인자 도출 –Logic Tree
예시: R_FER에의 영향도
긴급도 용이도 효과
Ant Tilt/Swing
급전선
VSWR
L
L
L
분배기
Return Loss
L
L
L
IMD 불량
L
M
L
스퓨리어스
L
M
M
C/N비
L
M
M
증폭불량
L
M
L
Local 신호 불량
L
M
L
RF Table 정확
L
M
L
광 Loss
L
PVMA PARA
M
M
L
H
H
●
FCH PARA
M
L
H
●
N/F 불량
L
H
H
●
Over Traffic
H
M
M
분배기 불량
H
M
M
L
M
H
Ant
시설
HPA
장비
UDCA
R_FER
광중계기
parameter
출력 PARA
내부 Noise
Noise
외부 Noise
Ant Type
환경
Copyright ⓒ 2009 LANDKOREA
M
M
M
선정여부
M
M
M
360
360.
ANALYZE
잠재인자 도출 –Logic Tree
예시: 공대공 미사일의 필요 성능
발사력
추진력
비행력
목표물
인식
유 도
목표 추적
공대공
미사일이
효과적 이려면
방해전파
감지력
방해 대응력
목표 식별력
발화력
폭발력
파괴력
근접 폭파
폭 파
접촉 폭파
Copyright ⓒ 2009 LANDKOREA
361
361.
ANALYZE
잠재인자 도출 –Logic Tree
실습 : Logic Tree
지침
• 각 팀별로 주어진 과제에 대해 MECE의 관점에서 Logic Tree를
작성하시오 (어떤 상대와 결혼 할 것인가?)
• 작성된 결과를 OHP에 작성하여 그룹 간에 공유함
시간: 20분
Copyright ⓒ 2009 LANDKOREA
362
362.
ANALYZE
잠재인자 도출 –Logic Tree
Logic Tree의 필요성
문제구조의 좋고 나쁨에 따라 문제 해결의 효과 및 효율성이 좌우됨.
나쁜 문제구조
좋은 문제구조
특징
- Random운동
- 직관에 주로 의존함으로써 운이
좋으면 해답에 도달함
- 좁은 세계에 사로잡힘(상식 범위 내)
- 빗나간 원인의 심도 깊은 발굴
Copyright ⓒ 2009 LANDKOREA
- 빠짐 없이
- 일정한 넓이 만큼
- 일정한 수준의 분석
- 시간이 절약됨
363
363.
ANALYZE
잠재인자 도출 –Logic Tree
Project 진척/성격에 따라 다양한 Logic Tree를 이용
초기 정의형
문제 구체화
고 객
사업현상
경쟁사
•
문제
기술서
•
• 문제에서 출발 구성요소, 필요한 Active,
추정 등으로 가지 침
• 초기에 잘 모를 때 이용
가설 입증형
Issue 해결형
What
제기된 가설
How
•
•
•
자 사
• 알려진 Framework 이용
• 개선 기회를 찾을 때 이용
•
Issue
?
Yes?
실행안
No?
How
Why
• 제기된 가설을 설명/입증
Copyright ⓒ 2009 LANDKOREA
• 핵심이슈에 대해 응답
• 해결책의 논리적 구조 규명
• 마지막 부분에서 사용
364
364.
ANALYZE
잠재인자 도출 –Logic Tree
문제를 분해하는 방법들
Process
flow-out
토지를
준비
재료
획득
수평적 특성에 따라
적당한
벽돌
Criteria
수직적 특성에 따라
적절한
모르타르
··
숙련된
작업자
좋은
날씨
Copyright ⓒ 2009 LANDKOREA
365
벽돌
쌓기
365.
ANALYZE
잠재인자 도출 –Logic Tree
Logic Tree : Tips
사유
기본 사고
•
외로운 늑대가 되지 말고 전체 팀을
이용해라
•
•
큰 가지에서 작은 가지로 나가면서
아울러 작은 가지로 부터 거꾸로 만
드는 노력도 해라
상호 충돌이 있는 가설 도출 회의가 모든
사람의 창조성을 두드리고, 더 좋은 답을
얻게 하고 재미있다.
•
복수의 Logic Tre를 만들고 꾸준히
최신정보로 개정해라
때때로 Sub-issue를 도출하고 나서 그룹
핑 하는 것이 선형적으로 작업하는 것보다
쉽다
•
기존의 개발된 Framework를 사용해
라
다른 Logic Tree는 문제에 대한 새로운 관
점을 제공한다 (사고의 유연성)
•
이전의 경험들이 Issue의 분해및 분석에
좋은 idea를 제공한다.
•
•
- 4M, 3C, 7S
- 과거의 Skill 활동 등
Copyright ⓒ 2009 LANDKOREA
366
366.
ANALYZE
잠재인자 도출 –Logic Tree
잠재 핵심 원인의 선정
제거된 issues
• 첫번째 Step은 항상 정제하는 과정임
원인 1
• 가설과 이론, data를 넘나들면서 논리를 정제
• 80/20의 법칙에 입각한 사고
원인 2
• 중요한 것에 역점을 두라
문제 기술서
원인 3
• 혹시 빠뜨린 것이 없는지 확인하라
• 중요치 않은 issue는 과감히 포기하는 것이
Project를 하며 인간답게 살 수 있는 비결임
Copyright ⓒ 2009 LANDKOREA
367
367.
ANALYZE
잠재인자 도출 –Logic Tree
잠재 핵심 원인 선정 방법
• 문 제 : 모든 사람은 활동에 중요한 자기 나름의 분석을 하기 때문에 제거해야 할
Issue가 각자 가끔 다르다
• 해결안 : 1) 각 제안자에게 그들 분석의 Output Image를 설명하게 한다
( 최종 Output을 상상할 수 없고 분석방법을 모른다면 )
2) 각 Sub-Issue에 우선순위를 1에서 3까지 매기고, 1과2의 우선순위에
집중하여 작업을 수행함
(만약 어느 누구의 idea도 버릴 수 없고 시간이 허용된다면 모두 작업
수행)
3) 핵심 원인선정 작업에 관련 있는 모든 사람을 참여시켜라
Copyright ⓒ 2009 LANDKOREA
368
368.
ANALYZE
잠재인자 도출 –FDM
잠재인자의 우선 순위를 정리하는 Tool
FDM
잠재인자
Copyright ⓒ 2009 LANDKOREA
369
369.
ANALYZE
잠재인자 도출 –FDM
FDM 용어 정의
• FDM (Function Deployment Matrix : 기능전개 매트릭스)
- 입력변수 X와 최종고객이 중시하는 출력 변수 Y의 관계와 우선순위를 규명하는데
사용하는 간단한 스프레드 시트로 X-Y Matrix라고도 함.
- 여러 개의 출력변수에 영향을 미치는 여러 개의 입력변수 우선 순위화
• 출력변수
- CTQ 또는 CTQ를 만족시키는 중요 특성
• 입력변수
- 출력변수에 영향을 주는 입력변수
- X1, X2, …
Copyright ⓒ 2009 LANDKOREA
370
370.
ANALYZE
잠재인자 도출 –FDM
FDM 용도
• 출력변수의 중요도 결정
- 수치를 활용하여 순위를 매김으로써 팀에게 각 출력 변수의 중요도를 할당 할 수
있게 해 준다.
• 입력변수의 영향을 정량화
- 출력변수에 대한 X의 영향을 수치로 평가
• Y=f(x)의 관계 구체화
- 프로세스 맵, C&E Diagram 를 통해서 파악된 X와 Y의 관계를 한층 더 구체화
• FMEA에서 중점적으로 분석해야 할 곳이 어디인가를 보여 준다.
• 팀 활동을 위한 촉진제 역할
• 효과적인 브레인스토밍 기법
Copyright ⓒ 2009 LANDKOREA
371
371.
ANALYZE
잠재인자 도출 –FDM
FDM 사전 준비사항
• 상세하게 완성된 프로세스 맵
- 프로세스 각 단계별로 KPIV와 KPOV가 명확하게 식별되어 있을 것
• 작성자
- 프로젝트 수행 팀
- 프로세스를 저의하고, 실행하고, 변경함에 있어서 전체적 혹은 부분적인
역할을 맡은 사람
• 참여자
- 실무 작업자/ 보전 기술자/ 엔지니어
- 감독자/ 관리자/ 설계 엔지니어 등
• 권고사항
- 고객의 의견이 반영되도록 할 것
Copyright ⓒ 2009 LANDKOREA
372
372.
ANALYZE
잠재인자 도출 –FDM
FDM 작성 절차
단계 1. 프로세스 맵의 검토
단계 2. 매트릭스 상단에 출력 변수 정의 및 가중치 할당
- CTQ 및 CTQ관련 중요특성
- 임의의 척도(가능하면 1~10)를 사용
- 고객에게 가장 중요한 특성이 가장 높은 점수로 표현
단계 3. 매트릭스의 왼쪽면에 입력 변수 정의 – Xs
단계 4. X와 Y의 관계 규명
- Y에 관한 각 X들의 영향을 점수화
단계 5. 우선순위 결정
- (출력변수 가중치 점수) X (X와 Y의 관계점수)의 합산
단계 6. 결과 분석
- 우선 순위화 된 잠재 Xs
- FMEA 를 통해 추가적으로 검토 가능
Copyright ⓒ 2009 LANDKOREA
373
373.
ANALYZE
잠재인자 도출 –FDM
FDM 작성 절차
단계 1. KPOV/KPIV
• CTQs (KPOV) :
CTQ 1 : 운송비
CTQ 2 : 납 기
• 프로세스 맵 및 C&E Diagram 을 통해 규명된 Xs (KPIV) :
X1 : 생산 계획 (C)
X11 : 운송 방법 (C)
X2 : 판매 계획 (C)
X12 : 최소선적 단위 (C)
X3 : 자재준비 상황 (C)
X13 : 선적업무 Loss (U)
X4 : 설비 가동율 (C)
X14 : 공항조업사 작업시간 (U)
X5 : 생산담당자 근무효율 (C)
X15 : 성수기 운임 차이 (U)
X6 : Carton Box 무게 (C)
X16 : 항공사별 운임 차이 (U)
X7 : Palette 무게 (C)
X17 : 하역업무 Loss (U)
X8 : 제품 무게 (C)
X18 : Trucking Time (C)
X9 : Carton 적재단수 (C)
X19 : 항공운송 일정 (U)
X10 : 본지사 업무협조 (C)
X20 : 해상운송 일정 (U)
Copyright ⓒ 2009 LANDKOREA
374
374.
ANALYZE
잠재인자 도출 –FDM
단계 2. 출력변수 정의 및 가중치 할당
기능 전개 매트릭스 (FDM)
프 로 젝 트 : ____________________
일
자 : ____________________
데 모
결과보기
프로젝트 Y
(KPOV)
2
운
송
비
납
10
지우기
1
3
4
5
6
7
8
9
10
7
기
점수
프로젝트 X (KPIV)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
Copyright ⓒ 2009 LANDKOREA
375
% 점수
375.
ANALYZE
잠재인자 도출 –FDM
단계 3. 입력변수 기입
기능 전개 매트릭스 (FDM)
프 로 젝 트 : ____________________
일
자 : ____________________
데 모
결과보기
프로젝트 Y
(KPOV)
2
운
송
비
납
10
지우기
1
3
4
5
6
7
8
9
10
7
기
점수
프로젝트 X (KPIV)
1
생산계획 (C)
0
% 점수
#DIV/0!
2
판매계획 (C)
0
#DIV/0!
3
자재준비 상황 (C)
0
#DIV/0!
4
설비 가동율 (U)
0
#DIV/0!
5
생산담당자 근무효율 (U)
0
#DIV/0!
6
Carton Box 무게 (C)
0
#DIV/0!
7
Palette 무게 (C )
0
#DIV/0!
8
제품 무게 (U)
0
#DIV/0!
9
Carton 적재단수 (C)
0
#DIV/0!
10
본지사 업무협조 (U)
0
#DIV/0!
11
운송 방법 (C)
0
#DIV/0!
12
최소선적 단위 (C)
0
#DIV/0!
13
선적업무 Loss (U)
0
#DIV/0!
14
공항조업사 작업시간 (U)
0
#DIV/0!
15
성수기 운임 차이 (U)
0
#DIV/0!
16
항공사별 운임 차이 (U)
0
#DIV/0!
17
하역업무 Loss (U)
0
#DIV/0!
18
Trucking Time (C)
0
#DIV/0!
19
항공운송 일정 (U)
0
#DIV/0!
20
해상운송 일정 (U)
0
#DIV/0!
Copyright ⓒ 2009 LANDKOREA
376
376.
ANALYZE
잠재인자 도출 –FDM
단계 4. X와 Y의 관계 규명
기능 전개 매트릭스 (FDM)
프 로 젝 트 : ____________________
일
자 : ____________________
데 모
결과보기
프로젝트 Y
(KPOV)
2
운
송
비
납
10
지우기
1
3
4
5
6
7
8
9
10
7
기
점수
프로젝트 X (KPIV)
1
생산계획 (C)
2
판매계획 (C)
3
자재준비 상황 (C)
4
설비 가동율 (U)
5
생산담당자 근무효율 (U)
6
Carton Box 무게 (C)
7
Palette 무게 (C )
8
제품 무게 (U)
9
Carton 적재단수 (C)
10
본지사 업무협조 (U)
11
운송 방법 (C)
12
최소선적 단위 (C)
13
선적업무 Loss (U)
14
공항조업사 작업시간 (U)
15
성수기 운임 차이 (U)
16
항공사별 운임 차이 (U)
17
하역업무 Loss (U)
18
Trucking Time (C)
19
항공운송 일정 (U)
20
해상운송 일정 (U)
Copyright ⓒ 2009 LANDKOREA
% 점수
3
7
79
4.13%
2
7
69
3.61%
1
7
59
3.09%
1
8
66
3.45%
3
5
65
3.40%
6
1
67
3.50%
10
9
103
8.53%
6
1
67
3.50%
9
8
146
7.64%
1
6
52
2.72%
8.37%
7.48%
9
10
160
8
9
143
3
10
100
5.23%
3.92%
4
5
75
9
7
139
7.27%
9
6
132
6.90%
3
9
93
4.86%
2
9
83
4.34%
3
6
72
3.77%
4
6
82
4.29%
377
377.
ANALYZE
잠재인자 도출 –FDM
단계 5. 우선순위 결정
기능 전개 매트릭스 (FDM)
프로젝트 : ____________________
일
자 : ____________________
데 모
결과보기
프로젝트 Y
(KPOV)
2
운
송
비
납
10
지우기
1
3
4
5
6
7
8
9
10
7
기
점수
프로젝트 X (KPIV)
1
생산계획 (C)
2
판매계획 (C)
3
자재준비 상황 (C)
4
설비 가동율 (U)
5
생산담당자 근무효율 (U)
6
Carton Box 무게 (C)
7
Palette 무게 (C )
8
제품 무게 (U)
9
Carton 적재단수 (C)
10
본지사 업무협조 (U)
11
운송 방법 (C)
12
최소선적 단위 (C)
13
선적업무 Loss (U)
14
공항조업사 작업시간 (U)
15
성수기 운임 차이 (U)
16
항공사별 운임 차이 (U)
17
하역업무 Loss (U)
18
Trucking Time (C)
19
항공운송 일정 (U)
20
해상운송 일정 (U)
Copyright ⓒ 2009 LANDKOREA
% 점수
3
7
79
4.13%
2
7
69
3.61%
1
7
59
3.09%
1
8
66
3.45%
3
5
65
3.40%
6
1
67
3.50%
10
9
103
8.53%
6
1
67
3.50%
9
8
146
7.64%
1
6
52
2.72%
8.37%
7.48%
9
10
160
8
9
143
3
10
100
5.23%
3.92%
4
5
75
9
7
139
7.27%
9
6
132
6.90%
3
9
93
4.86%
2
9
83
4.34%
3
6
72
3.77%
4
6
82
4.29%
378
378.
ANALYZE
잠재인자 도출 –FDM
단계 6. 우선순위가 높은 것부터 나열
고객 KPOV
순위
고객 KPIV
점수
%점수
운송비
10
Palette 무게 (C )
103
8.53%
납 기
7
운송 방법 (C)
160
8.37%
Carton 적재단수 (C)
146
7.64%
최소선적 단위 (C)
143
7.48%
성수기 운임 차이 (U)
139
7.27%
항공사별 운임 차이 (U)
132
6.90%
선적업무 Loss (U)
100
5.23%
하역업무 Loss (U)
93
4.86%
Trucking Time (C)
83
4.34%
해상운송 일정 (U)
82
4.29%
생산계획 (C)
79
4.13%
공항조업사 작업시간 (U)
75
3.92%
항공운송 일정 (U)
72
3.77%
판매계획 (C)
69
3.61%
제품 무게 (U)
67
3.50%
Carton Box 무게 (C)
67
3.50%
설비 가동율 (U)
66
3.45%
생산담당자 근무효율 (U)
65
3.40%
자재준비 상황 (C)
59
3.09%
본지사 업무협조 (U)
52
2.72%
Copyright ⓒ 2009 LANDKOREA
379
379.
ANALYZE 가설검정 실시및 근본원인 선정
Define
Measure
A1
잠재인자 도출
Analyze
Improve
A2
가설검정 실시
Activities
• 문제의 명확화
• 잠재인자 도출 및 구조화
• 우선순위 선정
Activities
• 가설검정 계획
• 가설검정 실시
Tools
• 층별
• 특성요인도, 로직트리
• 파레토 분석
• 문제 기술서
Tools
• T-test, F-test, Chi-squared test
• 모비율 검정, 상관/회귀 분석
• 비모수 검정, ANOVA
Copyright ⓒ 2009 LANDKOREA
Control
A3
근본 원인 선정
Activities
• 근본 원인 정의
• Action Plan Up-date
Tools
• Quick Win
380
380.
ANALYZE
가설검증 계획
잠재 핵심원인에 대한 가설 개발
Issue(원인)
Definition
• Logic tree의
끝에서 시작
• 확인할 필요가
영역이나 대상
Action
• 가능한 Issue는
자세히 기술
• 필요하면 subissue로 가지쳐
나감
Hypothesis(가설)
• Issue가 어떤
형태를 취하고
있는가를 구체적
으로 기술한 것
• 모든 가설을
나열함
- 일선담당의 idea
- 자신의 idea
- 동료의 idea
• 팀토의를 통해 결정
- 가설을 Crystallize
- 분석우선순위를
결정
Copyright ⓒ 2009 LANDKOREA
분석내용
• 가설을 증명하기
위한 분석 방법.
자료원
책임/기간
• 분석에 필요한
정보의 종류,
획득방법
• 정보를 얻고
분석하는
책임자 선정
• 기존의 가공
data정리
• 정보획득 방법
결정
• 누가 도울지를
선정
• 일정계획,
절차를 확정
• 통계적 Tool도
포함
• 의사결정을
구체화
• 필요한 분석수준을
정함
- 간단한 사례
- 복잡한 증명
381
381.
ANALYZE
가설검증 계획
문제가 구조화되면Issue별로 가설을 개발하고 대안을 구체화
가설검증 계획서
Sub-Issue
새로운 전지의
Life Cycle를
500회로 할 것인가?
가
설
• 경쟁자들은 이미
400회를 넘고 있다
• 고객의 기대수준은
400회로 6σ 수준의
만족을 위해서는
500회가 필요
필요한 분석
정보/Data원
책임
• 경쟁사 품질 분석
• 경쟁사 샘플 각 30개
홍길동
• 고객의 사용 습관
: 충전 빈도
• 고객 표본집단의
사용 습관
고상한
• Issue는 고객의 문제 또는 문제 해결을 위해 중요한 의사 결정 Point로 확인할 필요가 있는 대상/영역
• 가설은 인과관계를 인증하는 논리 구조
• 가설은 간단명료해서 누구나 쉽게 Yes, No로 응답할 수 있는 질문
• 가설은 계량화 될 수 있는 것
☞ 가설검증계획은 주단위로 Update
Copyright ⓒ 2009 LANDKOREA
382
382.
ANALYZE
가설검증 계획
• 가설설정은자신의 경험이나 지식이 최대한 동원되어야 한 다.
- 가설의 적중율은 정보의 양에 달린 것이 아니라 정보의 질에 달린 것이다.
• 주저하지말고 가설을 설정해라. 가설은 언제나 수정할 수 있다.
- 우물쭈물하는 사이에 불필요한 정보만 쌓이고 과제해결은 지연됨
- 만약 자신의 경험과 지식이 부족하면 전문가의 조언을 구해라
• 가설은 논리성과 치밀성에 기인한 과학이다.
- 단순히 “아마 ---일 것이다”라는 사고방식은 위험하다
- 가설은 실증조사를 통해 인과관계를 입증할 수 있어야 함
- 가설은 누구나 쉽게 이해 할 수 잇는 간결한 논리로 표현되어야 함
- 가설은 계량화 될 수 있어야 함
• 가설은 지식이 아니다. 가설은 반복하여 훈련되는 Skill이다.
- 단 한번의 가설로 사실을 입증했다면 그것은 천우신조일 것이다
Copyright ⓒ 2009 LANDKOREA
383
383.
ANALYZE
가설검증 계획
연습 :가설 검증계획 수립
지침
• 각 팀별로 앞에서 작성한 특성요인도를 기초로 하여 Logic tree를
작성함
• 잠재 핵심 원인을 도출하고 각각에 대해 B/S을 통해 가설을 개발함
• 가설 검증 계획을 수립함
• 발표 준비를 함 (Logic Tree 및 가설 검증계획)
시간: 40 분
Copyright ⓒ 2009 LANDKOREA
384
384.
ANALYZE
가설검증 계획
가설 개발의BEST PRACTICES
• Early
• Data를 기다리지 말라
• Often
• Data를 넘나들면서 항상 고치고 update하라
• Specific
• 분석에서는 극히 Specific하게 하라
• Syndicate
• 팀 토의를 거쳐 더 좋은 가설이 있는지를 확인하라
• Milestones
• 철저하게 하라. 80/20법칙에 따라 시간을 준수
Copyright ⓒ 2009 LANDKOREA
385
385.
ANALYZE
가설검증 계획
가설의 검증: Tips
Principles
• 가설지향적, 결과지향적 자세 유지
Comment
• 숫자에 집착하지 말고 어떤 질문에 답하고 있는지를
생각하라
• 가설과 Data사이를 자주 뛰어 넘어야 함
• 꼬리에 꼬리를 무는 방식을 택하지 마라
• 분석은 최대한 Simple하게
• 숲을 보라
• 상세분석하기 전에 중요도를 먼저 결정
• 겉만 번지르한 것에 조심
• 80/20 법칙을 항상 명심
• 도서관 Data보다 더 명확한 방향성을 추구
• Data를 전문가로부터 얻어라
• 당신의 가설은 바로 부정될 수 있음을 명심하라
• 새로운 Data를 보았을때 flexible하라
• 바로 앞에 닥친 일에 주목하라
• 팀원과 good idea를 공유
• Breakthrough사고를 추구하라
• 장애물은 사전에 예방
• 창의성 발휘에 주저하지 마라
Copyright ⓒ 2009 LANDKOREA
386
386.
ANALYZE
가설검증 계획
분석을 통해알게 된 새로운 발견/해결안을 논리적으로 구성
문제해결
Data
분 석
논리/문제
구조화
해결안
(메시지)
문제구조
핵심
메세지
흐리다
해결안 Communication
메세지
내일은
우산을 준비
수행한
분석
Copyright ⓒ 2009 LANDKOREA
이용한
Data
비가
올 것...
우산이
필요...
상황
What
관찰
Why
의미
How
387
387.
ANALYZE
가설검증 계획
문제해결방법을 남들은돌아갈 때 직선코스로 가는 것
① 문제해결 7단계
문제기술 → Issue Tree → 집중 → 가설개발 → 분석
→ Story Line → Charting
② 문제의 Issue는 고객의 문제에서 출발
팀 토의를 통해 다양한 각도에서 구조화
③ Logic Tree는 매일 연습/Update
④ Repeat 「Why」 5 Time at Least!
Copyright ⓒ 2009 LANDKOREA
388
ANALYZE
분석의 목적
데이터수집의 목적은제품에 대한 고객의 만족도를 향상 시키기 위한 것임.
이 파일은 고객 100명을 무작위로 추출하여 작성된 것임.
이 파일은 각 고객에 대한 과거의 데이터와 현재의 데이터를 포함하고 있음.
데이터는 고객에게 전달된 주문별로 수집되었음.
Column
C1
C2
C3
C4
C5
C6
C7
C8
C9
T C10
T C11
#
100
100
100
100
100
100
100
100
100
100
100
Miss
0
0
0
0
0
0
0
0
0
0
0
Type
N/A
D
C
C
C
C
C
C
C
D
D
Copyright ⓒ 2009 LANDKOREA
Name
Customer
Customer Type
Average No. of orders per month
Average days Order to delivery time
Loyalty - Likely to Recommend
Overall Satisfaction
Responsive to Calls
Ease of Communications
Staff Knowledge
Size of Customer
Major-complaint
390
390.
ANALYZE
분석의 목적
기술 분석
계약성공vs 방문건수
Descriptive Statistics
Variable: Contract vs
Anderson-Darling Normality Test
A-Squared:
P-Value:
2.5
10.0
17.5
25.0
32.5
47.5
95% Confidence Interval for Mu
Mean
StDev
Variance
Skew ness
Kurtosis
N
4.74775
5.42988
29.4836
4.48645
30.1005
222
Minimum
1st Quartile
Median
3rd Quartile
Maximum
40.0
16.878
0.000
1.0000
2.0000
3.0000
6.0000
49.0000
계약 한건 당 평균 2.5회
정도의 방문활동이 일어남.
4회 이상 방문 후에도
계약되지 않으면 거의
계약으로 이루어지지
않음
95% Confidence Interval for Mu
4.0295
3
4
5
5.4659
95% Confidence Interval for Sigma
4.9674
5.9880
95% Confidence Interval for Median
95% Confidence Interval for Median
Copyright ⓒ 2009 LANDKOREA
3.0000
4.0000
391
391.
ANALYZE
일반 통계분석 방법및 결과
Question 1 : 전체 만족도 데이터는 어떤 분포를 하는가?
•
•
MINITAB Tool
– 히스토그램
데이터의 유형
– 연속형(note: 연속형, 이산형 모두 사용가능)
사용방법
– Graph > Histogram
– “X” Variable: c6 Overall Satisfaction
– OK 클릭
10
Frequency
•
5
0
2
3
4
Overall Satisfaction
Copyright ⓒ 2009 LANDKOREA
392
5
392.
ANALYZE
일반 통계분석 방법및 결과
Question 2 : 분포가 고객별로 다르게 보이는가?
•
•
•
MINITAB Tool
– 히스토그램
데이터 유형
– 두개의 columns이 필요: customer satisfaction (c6)과, customer types (c2).
사용방법
– Stat > Basic Statistics > Display Descriptive Statistics
– Variable: c6 Overall Satisfaction
– “By variable” 옆에있는 작은 Box를 클릭한다.
– “By Variable” 뒤에 있는 Box 안을 클릭한다.
– (c2) Customer Type 을 “By Variable” box 안에 위치 시킨다.
– Graphs 버턴을 클릭하고 Histogram of Data를 선택한다.
– OK를 두 번 클릭한다: 각 dialog box 의 OK 를 클릭한다.
Copyright ⓒ 2009 LANDKOREA
393
393.
ANALYZE
일반 통계분석 방법및 결과
층별된 히스토그램
Histogram of Overall Satisfaction
Histogram of Overall Satisfaction
(Customer = 1)
(Customer = 2)
5
9
8
4
7
Frequency
Frequency
6
3
2
5
4
3
2
1
1
0
0
2
3
4
5
Overall Satisfaction
2
3
4
5
Overall Satisfaction
Histogram of Overall Satisfaction
(Customer = 3)
6
5
Frequency
4
해석: 데이터를 층별 해야 할 정도로
고객별 차이가 있는가?
3
2
1
0
2
3
4
5
Overall Satisfaction
Copyright ⓒ 2009 LANDKOREA
394
394.
ANALYZE
일반 통계분석 방법및 결과
Question 3 : 고객별, 고객의 크기에 따라 만족도 분포의 차이는 있는가?
•
•
•
MINITAB Tool
– 차트
데이터 유형
– Y variable, customer satisfaction (c6), 은 연속형, 두개의 X 변수 customer
types (c2) 과 size of customer (c10)는 이산형 데이터.
사용방법
– Graph > Chart
– Function: Function 다음에 있는 화살표를 이용하여 “Mean”을 선택.
– Y = c6 Overall Satisfaction
X = c2 Customer Type 선정.
– Data Display 의 For Each 를 Graph to Group로 변경.
– Grouping Variable: c10 Size of Customer.
– Options button을 클릭: Cluster 옆에 체크 마크를 넣는다. Size of
Customer를 cluster variable로 함.
– OK 를 두 번 클릭; 각 dialog box에 한번씩.
Copyright ⓒ 2009 LANDKOREA
395
395.
ANALYZE
일반 통계분석 방법및 결과
층별을 세분화 하는 차트
Mean of Overall Satisfaction
Large
Small
4.2
해석: 고객의 종류, 크기에
차이가 있는가?
3.7
따라
차이는 산포의 원인이 될 수 있음.
3.2
1
2
3
Customer Type
Copyright ⓒ 2009 LANDKOREA
396
396.
ANALYZE
일반 통계분석 방법및 결과
Question 4 : 만족도와 Order to Deliver Time 간에는 관계가 있는가?
•
•
•
MINITAB Tool
– Plot
데이터 유형
– Y와 X는 모두 연속형이어야 함.
실행방법
– Graph > Plot
– Y = c6 Overall Satisfaction
– X = c4 Order to Delivery time 평균
– OK를 클릭
Copyright ⓒ 2009 LANDKOREA
397
397.
ANALYZE
일반 통계분석 방법및 결과
산점도 - 상관관계가 있는가?
Overall Satisfaction
5
4
3
2
35
45
55
65
Avg days Order to delivery time
해석:
Delivery Time이 증가하면 만족도도 변하는가?
Copyright ⓒ 2009 LANDKOREA
398
398.
ANALYZE
일반 통계분석 방법및 결과
QUESTION 5 : Customer Type은 Customer Satisfaction 과 Order to Deliver
Time의 관계에 영향을 주는가?
•
•
•
MINITAB Tool
– Plot
데이터 유형
– Y 와 X 는 연속형 이어야 함 Group variable (Customer type) 은
이산형.
실행방법
– Graph > Plot
– Y = c6 Overall Satisfaction
– X = c4 Average days Order to Delivery time
– Data Display: For each: Group (Group variable: c2 Customer Type)
– Select Edit Attributes. 고객 유형별로 색깔을 다르게 한다.
– OK를 두 번 클릭: 각 dialog box에 한번씩.
Copyright ⓒ 2009 LANDKOREA
399
399.
ANALYZE
일반 통계분석 방법및 결과
층별된 산점도
1
5
2
Overall Satisfaction
3
4
3
2
35
45
55
65
Avg days Order to delivery time
해석: Customer Type이 전체 데이터의 군 안에서 랜덤하게 분포된다면 층별은
문제가 되지 않음.
Copyright ⓒ 2009 LANDKOREA
400
400.
ANALYZE
일반 통계분석 방법및 결과
QUESTION 6 : 고객의 유형에 따라 만족도도 다르게 나타나는가?
•
•
•
•
MINITAB Tool
– Boxplot
데이터 유형
Y는 연속형, X는 이산형
실행방법
– Graph > Boxplot
– Y = c6 Overall Satisfaction
– X = c2 Customer Type
– OK 클릭
Copyright ⓒ 2009 LANDKOREA
401
401.
ANALYZE
일반 통계분석 방법및 결과
Boxplot
Overall Satisfaction
5
4
3
2
1
2
3
Customer Type
해석: Type 1의 산포가 더 크며, Type 2 의 만족도가 더 높음.
Copyright ⓒ 2009 LANDKOREA
402
402.
ANALYZE
일반 통계분석 방법및 결과
QUESTION 7 : Box plot을 볼 때 Type 1 고객과 Type 2 고객의 만족도는
다르다고 할 수 있는가?
•
•
•
MINITAB Tool
– Boxplot
데이터 유형
– Y 는 연속형, X 는 이산형.
실행방법
– Graph > Boxplot
– Y = c6 Overall Satisfaction
– X = c2 Customer Type
– Display의 오른쪽에 있는 화살표를 클릭 함.
CI Box (Confidence Interval)를 선택 함.
– OK를 클릭
Copyright ⓒ 2009 LANDKOREA
403
403.
ANALYZE
일반 통계분석 방법및 결과
Boxplot
이 Boxplot 은 각 고객 유형별로 만족도평균에
대한 95% 신뢰구간을 보여 줌.
신뢰구간이 중복되지 않는다면 두 그룹은 서로
유의하게 다름.
해석: 우리는 95%의 확신을 갖고 Group 2 가 Group1, Group3 보다
만족도가 더 높다는 것을 알 수 있음.
Copyright ⓒ 2009 LANDKOREA
404
404.
ANALYZE
일반 통계분석 방법및 결과
QUESTION 8 : 우리와 비즈니스를 하면서 느끼는 불만은 무엇인가?
•
•
•
MINITAB Tool
– Pareto Chart
데이터 유형
– Y는 이산형 데이트 X 는 카테고리 데이터(이산형)
실행방법
– 분석하고자 하는 변수는 “Major complaints”이다. 그러나, 이것은 각 고객별로
수집된 것으로서 고객별 주요 불만내용을 담은 것임.
– 이것은 5개의 카테고리로 나뉘어짐.
– 주문 접수가 어렵다.
– 제품이 필요할 때 구입할 수 없다.
– 주문처리가 너무 늦다.
– 즉시 응답이 되지 않는다.
– 필요한 색깔의 제품을 구입할 수 없다.
첫째, MINITAB을 이용하여 카테고리별 빈도수를 계산.
둘째, 파레토 차트를 만듦.
Copyright ⓒ 2009 LANDKOREA
405
405.
ANALYZE
•
일반 통계분석 방법및 결과
실행방법
첫째 - MINITAB을 이용하여 빈도수 계산:
Stat > Tables > Tally
Variables: Major-complaint
Display: Counts
OK 클릭
– 계산결과는 session window에 있다. MINITAB 은 이름을 잘라서
보여 줌.
둘째 - Pareto Chart를 그림.
Stat > Quality tools > Pareto Chart
클릭: Chart data defects in : C11
OK 클릭.
Copyright ⓒ 2009 LANDKOREA
406
406.
ANALYZE
일반 통계분석 방법및 결과
빈도분석
이산형 데이터에 대한 요약
Major-Complaint
Difficult-to-order
Not-available
Order-takes-to-long
Return-calls
Wrong-color
N=
Copyright ⓒ 2009 LANDKOREA
Count
19
4
10
60
7
100
407
407.
ANALYZE
일반 통계분석 방법및 결과
주요 불만내용에 대한 파레토 차트
Pareto Chart for Major-Co
100
100
60
50
40
20
0
0
c
rn-
Defect
tu
Re
Count
Percent
Cum %
60
60.0
60.0
Copyright ⓒ 2009 LANDKOREA
fi
Di f
cu
19
19.0
79.0
l
e
Ord
r-ta
10
10.0
89.0
on
Wr
g-c
7
7.0
96.0
o
e
Oth
rs
4
4.0
100.0
408
Percent
Count
80
408.
ANALYZE
일반 통계분석 방법및 결과
QUESTION 9 : 고객의 크기와 불만유형은 관계가 있느냐?
1. Stat > Tables > CrossTable
2. Classification Variables: 'Size of Customer' 'Major-Complaint‘
3. Click Chi-square Analysis / mark Show Count /
mark Above and expected count
4. Click OK
Tabulated Statistics: Size of Customer, Major-Complaint
Rows: Size of
Columns: Major-Co
Difficul Not-avai Order-ta Return-c Wrong-co
All
Large
11
8.55
0
1.80
4
4.50
26
27.00
4
3.15
45
45.00
Small
8
10.45
4
2.20
6
5.50
34
33.00
3
3.85
55
55.00
All
19
19.00
4
4.00
10
10.00
60
60.00
7
7.00
100
100.00
Chi-Square = 5.135, DF = 4, P-Value = 0.274
5 cells with expected counts less than 5.0
Copyright ⓒ 2009 LANDKOREA
•P>0.05이므로 불만유형과
고객의 크기에는 관계가 있다
는 증거를 잡을 수 없음.
409
409.
ANALYZE
일반 통계분석 방법및 결과
QUESTION 10 : 고객의 유형에 따라 만족도가 다르게 나타나는가?
1. Choose Stat > ANOVA > One-way.
2. In Response, enter C6. In Factor, enter C2.
3. Click OK in each dialog box.
One-way ANOVA: Overall Satisfaction versus Customer Type
Analysis of Variance for Overall
Source
DF
SS
MS
Customer
2
12.685
6.343
Error
97
47.950
0.494
Total
99
60.636
Level
1
2
3
N
31
42
27
Pooled StDev =
Mean
3.3943
4.2052
3.6403
StDev
0.8252
0.6215
0.6704
0.7031
Copyright ⓒ 2009 LANDKOREA
F
12.83
P
0.000
Customer Type 간의 만족도의 평균은
차이가 있음.
Individual 95% CIs For Mean
Based on Pooled StDev
-+---------+---------+---------+----(------*------)
(-----*-----)
(-------*-------)
-+---------+---------+---------+----3.15
3.50
3.85
4.20
410
410.
ANALYZE
일반 통계분석 방법및 결과
QUESTION 11 : 만족도는 고객의 유형/배달LT와 관계가 있는가?
1. Choose Stat > Regression> Regression.
2. In Response, enter C6. In predictor, enter C2 C4.
3. Click OK in each dialog box.
Regression Analysis: Overall Sati versus Customer Typ, Avg days Ord
선형 회귀모형식
Y = β 0 + β1 x1 + β 2 x2
The regression equation is
Overall Satisfaction = 1.10 + 0.209 Customer Type
+ 0.0468 Avg days Order to delivery time
절편값 =
Predictor
Constant
Customer
Avg days
S = 0.7317
Coef
1.0963
0.20852
0.04684
SE Coef
0.6781
0.09779
0.01250
R-Sq = 14.3%
T
1.62
2.13
3.75
각 독립변수의 회귀계수 값
P
0.109
0.036
0.000
β1 , β 2
=
R-Sq(adj) = 12.6%
Analysis of Variance
Source
Regression
Residual Error
Total
DF
2
97
99
β0
SS
8.6976
51.9381
60.6357
Copyright ⓒ 2009 LANDKOREA
MS
4.3488
0.5354
F
8.12
P
0.001
회귀식은 유의함. 즉 각 독립변수의
회귀계수 모두가 0이 아님.
결정계수와 조정된 결정계수 값
411
411.
ANALYZE
가설 검정에 의한분석 방법
통계적 추론 (Statistical inference)
표본의 특성을 나타내는 통계량을 기초로 하여 모수를 추정 또는 결정하는 과정
표본
모집단
X1
x2
Xn
f ( x;θ )
x1
X2
모수
xn
통계량
통계적 추론
추정량 또는 검정 통계량
모수 (population parameter) :
모집단의 특성을 수치로 표현 한 것으로 확률분포의 평균, 표준편차 를 말한다.
통계적 추론은 통계량을 이용하여 모수를 추정 한다.
Copyright ⓒ 2009 LANDKOREA
412
412.
ANALYZE
가설 검정에 의한분석 방법
통계적 추론의 범주
가설검정 (hypothesis testing)
: 모수에 대한 예상, 주장 또는 단순한 추측 등의 옳고 그름에 대한 결정을 하는 과정
추정 (estimation) : 점추정과 구간추정
추정의 종류
점추정 (point estimation) : 모수의 참값이라고 추측되는 하나의 수값을 택하는 과정
예) MLB 박판의 평균두께 μ,
ˆ
µ = x = 3.42mm
구간추정 (interval estimation) : 모수의 참값이 속할 것으로 기대되는 범위를 택하는 과정
예) MLB 박판의 평균두께에 대한 95% 신뢰구간, 2.19 ≤μ≤4.65
Copyright ⓒ 2009 LANDKOREA
413
413.
ANALYZE
가설 검정에 의한분석 방법
참고
평균에 대한 신뢰구간
y : sample의 평균
s : sample의 표준편차
n : sample의 개수
df : 자유도(n-1)
tα/2,df: 확률 α/2, 자유도(n-1)
에서의 t값(t분포)
•α:
신뢰 구간이 틀릴 확률, 즉, 신뢰
구간 내에 참 값이 포함되어 있지
않을 확률. 일반적으로 0.05나
0.01의 값으로 주어진다.
1-α
LCL = y - tα/2,df*(s/√ n )
LCL = y + tα/2,df*(s/√ n )
α/2
α/2
Scale
of y
y
신뢰도: 참 평균(True Universe Mean)이 그 구간 내에 포함되는 확률이 (1-α)100% 이다.
y - tα/2,df*(s/√ n )
Copyright ⓒ 2009 LANDKOREA
μ
y + tα/2,df*(s/√ n )
414
414.
ANALYZE
가설 검정에 의한분석 방법
모집단에서 일정한 크기로 뽑을 수 있는 표본을 모두 뽑았을 때, 그 모든 표본의
통계량의 확률분포
확률표본을 이용한 모집단의 분포에 대한 추론의 예
n
통
계
량
X (표본 평균 : sample mean) =
∑ Xi n
추정
µ (모평균 : population mean)
i =1
∑ (X i − X )
n
S (표본 분산 : sample variance) =
2
2
(n − 1)
추정
i =1
σ 2 (모분산 : population variance)
모집단의 분포에 대한 모든 추론은 통계량을 통해 이루어진다.
통계량
: 통계량이란 관측 가능한 확률표본의 함수이다.
표본 분포 : 통계량의 확률분포를 표본분포라 한다.
표본평균의 분포, 표본분산의 분포가 대표적 표본분포이다
Copyright ⓒ 2009 LANDKOREA
415
415.
ANALYZE
가설 검정에 의한분석 방법
표본분포 : 표본평균의 분포와 표본분산의 분포
모집단
표본
표본의 평균
S2
X
n=2
2
3
1
0
1 2
1.5
0.5
1 3
2
2
1.5
2
2.5
2
Frequency
0.5
3
σ2
N=3
3 2
2.00
2.25
2.50
2.75
3.00
C1
표본의 분산 분포
4
2
0.0
C3
1.75
σ 2X =1/3
µ =µX
σ2/ n = σ2 X
=
0.5
3 1
1.50
0
2 3
1.0
1.25
µ X =2
0.5
모집단의 분포
µ =2
0
1.00
2 2
2
1
복원추출
2 1
1
2
2.5
0.5
=2/3
3
Frequency
1
3
표본의 분산
1 1
Sampling
표본의 평균 분포
Frequency
X
2
1
0
3 3
Copyright ⓒ 2009 LANDKOREA
3
0
0.00
0.25
0.50
0.75
1.00
1.25
1.50
1.75
2.00
C2
2
E( σ ) = E (
416
S2
)
416.
ANALYZE
가설 검정에 의한분석 방법
비율의 표본분포(sampling distribution of proportion)
동일한 모집단에서 선택 가능한 모든 표본을 뽑아 구한 비율들의 분포
5번 동전 던지기의 앞면의 숫자에 대한 분포
특정 화학 접착제의 공정 불량률 p는?
X(성공횟수) 성공비율(p)
불량 기준 : LCL = 69kg/㎠
시료 추출
접착제 모집단
접착제 강도 X
X1
p = 0.0005 ?
불량률에 대한 추정,
가설검정
Xn
ˆ
p = ( y1 + yn ) n
x2
f ( x;θ )
x1
X2
강도의
분포
0
1
2
3
4
5
xn
0.00
0.20
0.40
0.60
0.80
1.00
이항확률
0.031
0.156
0.313
0.313
0.156
0.031
이항확률
0, if X ≥ LCL
Y =
1, if X < LCL
데이터 처리
0 1
2
0 0.2 0.4
3
0.6
비율의 표본분포
Y : 계수치 데이터
이론적
~
확률분포
Copyright ⓒ 2009 LANDKOREA
이항 분포
ˆ
p : 계량치 데이터
이론적
~
표본분포
정규 분포
417
4
5
0.8 1.0
X(성공횟수)
P(성공비율)
417.
ANALYZE
가설 검정에 의한분석 방법
차이의 표본분포
두 모집단으로부터 선택 가능한 모든 표본을 뽑아 구한 표본평균(표준편차)의 차이
들의 분포
표본1
1 1
1
2
3
2 4
3 2
3 3
3 4
3 1
4 2
3 2
4 3
3 3
4 4
표본 평균차이의 분포
평균의 차이
1-2 = -1
ㆍ
ㆍ
ㆍ
ㆍ
분산의 차이
0/0 = 0
n2=2
4
복원추출
Copyright ⓒ 2009 LANDKOREA
t-분포
자유도 = ∞ (normal)
자유도 = 10
자유도 = 1
ㆍ
ㆍ
ㆍ
ㆍ
표본분산차이의 분포
Sampling
X2
3
1 3
복원추출
모집단2
2
2 3
2 3
n1=2
1 2
2 2
Sampling
X1
2 2
2 1
모집단1
표본2
3-4 = -1
F-분포
0/0 = 0
Paired 인 경우 : 표본 8개
unpaired 인 경우 : 표본 81개
418
418.
ANALYZE
가설 검정에 의한분석 방법
표본분포 (Sampling distribution)의 종류
t 분포 (t distribution)
예 :
자유도 = ∞ (normal)
자유도 = 10
X −µ
~ t (n − 1)
S n
자유도 = 1
모평균 또는 모평균 차이의 신뢰구간 추정
모평균 또는 모평균 차이의 검정
카이제곱 분포 (chi-square distribution)
예 :
(n − 1)S
σ
2
2
자유도 = 1
~ χ 2 (n − 1)
자유도 = 3
자유도 = 15
모분산 또는 모표준편차의 신뢰구간 추정
모분산 또는 모표준편차의 검정
F 분포 (F distribution)
예 :
2
2
σ 2 S2
⋅ 2 ~ F (n1 − 1, n2 − 1)
2
σ 1 S1
Copyright ⓒ 2009 LANDKOREA
모분산 또는 모분산비의 신뢰구간 추정
모분산 또는 모분산비의 검정
419
419.
ANALYZE
가설검정
모집단의 모수에 대하여어떤 가설을 세우고, 이 가설의 진위를 표본(Sample)의
정보를 토대로 하여 판단하는 과정
귀무가설( Null Hypothesis, H0)
대립가설(Alternative Hypothesis, H1)
도대체 둘 중
어떤 것이 맞는
가설인가?
직접 실험을 통해 얻어진 표본 자료를 통해 판단!!
Copyright ⓒ 2009 LANDKOREA
420
420.
ANALYZE
가설검정
통계적 가설이란?
단일 또는여러 모집단에 관한 주장 또는 가정
예) 커피를 마시는 것이 암에 걸릴 위험성을 증가 시킨다.
표 본
모집단
Sampling
X₁
X₂
X₃
.
.
.
통계적 추론
Copyright ⓒ 2009 LANDKOREA
Data 처리
421
421.
ANALYZE
가설검정
가설 (Hyphothesis)
가설(Hypothesis)의 정의
모수(Parameter):
모집단의특성을
표현하는 값
통계적 가설이란 하나 또는 그 이상의 모집단에 대한 모수의 진술
예 : 두개의 지역에서 판매량에 차이가 있는지를 판단하고 싶은 경우
그 차가 본질적인 지역차에 의한 것인가,
통계적 가설검정이란?
우연오차에 의한 것인가를 객관적으로 판단하는 수단
일반적으로
귀무가설(Null Hypothesis: H0): 변화나 차이가 없음을 설명하는 가설
대립가설(Alternative Hypothesis: H1): H0에 반대되는 가설
실험에 의해 얻어진 표본 자료에 의해 둘 중 어느 하나의 가설을 옳다고 판단함.
주로 귀무가설의 기각 또는 채택여부로 결정됨 !!
Copyright ⓒ 2009 LANDKOREA
422
422.
ANALYZE
가설검정
귀무가설 및 대립가설
•정의
- 대립가설 : Data로부터 확실한 증거에 의해 입증하고자 하는 가설(H₁)
- 귀무가설 : 대립가설에 상반되는 가설(H0)
(예) “커피를 많이 마시는 사람은 암에 걸릴 위험성이 높다”라는 주장을
제기한 연구자가 자기주장을 입증하기 위해 검정해야 하는 가설은(H0)
“커피를 많이 마시는 사람은 암에 걸릴 위험성이 높지 않다”가 된다
즉, 주장은 가설의 기각을 통해 입증됨
☞ 가설검정의 확실한 결론은 가설이 기각될 때 확립된다, 다시 말해,
귀무가설을 기각 시킴으로써 확실한 결론을 얻을 수 있는 것이다
☞ 보통, 우리가 하려는 가설검정은 “귀무가설이 잘못 되었음을 증명하라” 임.
Copyright ⓒ 2009 LANDKOREA
423
423.
ANALYZE
가설검정
가설의 구체적 예
귀무가설(H0)
-특정한 값과 비교하는 경우
H0 : μ = μ0
모집단의 통계치가 특정한 값이 같다고 가정
H0 : μ1 = μ2
H0 : σ2 = σ2
0
- 두 개의 모집단을 비교하는 경우
H0 : σ2 = σ2
1
대립가설(H1)
- Not H1
두개의 모집단 통계치가 같다고 가정
2
양측검정
단측검정
H1 : μ ≠ μ0
H1 : μ > μ0
H1 : μ < μ0
H1 : μ1 ≠ μ2
H1 : μ1 > μ2
H1 : μ1 < μ2
H1 : σ2 > σ2
0
H1 : σ2 < σ2 0
H1 : σ21> σ2
2
H1 : σ2 1 σ2 2
<
H1 : σ2 ≠ σ2
H1 : σ2 ≠ σ2
1
0
2
Copyright ⓒ 2009 LANDKOREA
424
ANALYZE
가설검정
가설 검정에서의 오류
가설검정에따른 오류
H0
사실(진실)
H1
H0
정확한 결정
1-α
제2종 오류
(소비자위험)
β
H1
채택
• 1-α : 신뢰수준
• 1-β : 검정력
제1종 오류
(생산자위험,
유의수준)
α
정확한 결정
1- β
(판정)
유의수준 (significance level) : 통계적 가설검정에서 제1종 오류를 범할 확률의 최대 허용한계
α로 쓰며, 크면 클수록 시험자가 불리. 생산자 위험이라고도 불림.
검정력 (power)
: 틀린 가설을 틀렸다고 올바르게 판정할 확률
1-β로 씀. β는 소비자 위험이라고도 불림.
Copyright ⓒ 2009 LANDKOREA
426
426.
ANALYZE
가설검정
검정 통계량 (Teststatistics)
귀무가설과 대립가설 중 어느 하나를 택하는 데에 사용되는 통계량
검정 통계량
구성 원리
귀무가설이 틀렸다는 신호
즉, 변화나 차이가 있다.
Signal
Noise
예
모평균 검정
H 0 : μ = μ0
H1 : μ > μ0
X − µ0
s n
Signal이 noise보다 크면 그 ratio는 > 1이 되며,
실험오차에 의한 변화나 차이
이 ratio가 모평균이 μ0 보다 크다고 할 수
있을 정도의 값 (통계적인 기준값)인 기각치
보다 크면 귀무가설 기각임.
여기서
통계량이므로, 확률분포를 따르며 검정 통계량의 형태에 따라
정규분포, t분포, 카이제곱 분포, F분포 등을 따르게 됨.
아울러, 분포 및 시료수, 유의수준에 따라 기각치가 결정됨.
Copyright ⓒ 2009 LANDKOREA
427
427.
ANALYZE
가설검정
유의수준과 유의확률
유의수준(α)
- 귀무가설참인데도 불구하고 귀무가설을 기각할 확률
기각역
- 귀무가설을 기각하는 영역
- 검정 통계량값이 기각역에 포함되면 귀무가설을 기각하고 대립가설을 채택함
유의확률 (p-value)
- 검정 통계량의 관측값에 대하여 귀무가설을 기각할 수 있는 최소의 유의수준
- 유의확률값이 실험자가 미리 선택한 α값보다 작으면 귀무가설을 기각하고 p값이
α값보다 크면 귀무가설을 채택
Copyright ⓒ 2009 LANDKOREA
428
428.
ANALYZE
가설검정
Z-검정
Z-TEST
• Z-test는 평균에 대한 검정법
• 모집단이 정규분포를 따름 (모표준편차 기지).
• 정규분포가 아니라도 표본수가 30이상 (모표준편차를 모르는 경우
샘플의 표준편차를 사용)
예제) 어떤 전구의 수명은 정규분포를 따름. 기존의 제품이 평균 수명이 250시간이고 새로운 필라멘트를
사용한 전구의 수명을 50개의 표본을 무작위로 추출했을때 260시간의 평균시간이 조사됨.
그렇다면, 새 전구가 기존 제품의 수명보다 길다고 할 수 있을까?
단, 유의수준 0.05, 표본의 표준편차는 25시간으로 계산됨.
우측검정
Copyright ⓒ 2009 LANDKOREA
H0: 평균(신제품) <= 250
H1: 평균(신제품) > 250
429
429.
ANALYZE
가설검정
X − µ0260 − 250
=
= 2.83
25 50
s n
검정 통계량 Z
검정통계량값 2.83에 대한 유의확률값은 0.0023 (정규분포표에서 찾음)
α=0.05 이면
유의확률 =
0.0023
평균(250)
Z=0
결과) 유의확률값이 유의수준보다
작으므로 귀무가설을
기각할 수 있다.
즉, 신제품의 수명은 250시간
이상이라 할 수 있음.
Z = 2.83
Copyright ⓒ 2009 LANDKOREA
430
430.
ANALYZE
가설검정
가설의 기각 /채택 결정방법
1. 검정통계량에 의한 가설판정
만약
☞
만약
☞
계산치가 기각치(Critical Value)보다 작거나 같은 경우
Ho를 기각하는데 실패 / Ho채택
계산치가 기각치(Critical Value)보다 클 경우
Ho를 기각 / H1 채택
2. 유의확률에 의한 가설판정
만약
☞
만약
☞
P Value가 α보다 크거나 같은 경우
Ho를 기각하는데 실패 / Ho채택
P Value가 α보다 작을 경우
Ho를 기각 / H1 채택
3. 신뢰구간에 의한 가설판정
만약 귀무가설에서 설정한 값이 신뢰 구간(Confidence Interval)내에 있을 때
☞ Ho를 기각하는데 실패 / Ho채택
만약 신뢰 구간(Confidence Interval)밖에 있을 때
☞ Ho를 기각 / H1 채택
Copyright ⓒ 2009 LANDKOREA
431
431.
ANALYZE
가설검정
검정통계량
가설검정의 종류
모분산 기지
Z통계량
모분산 미지
T 통계량
모분산 기지
Z 통계량
모분산 미지
단일 모 평균
T 통계량
모평균
두 모평균 비교
계 량 형
단일 모분산
X² 통계량
두 모분산 비교
F 통계량
모분산
대응 관측 값 비교
T 통계량
단일 모비율
두 모비율 비교
계수형
Z 통계량
Z 통계량
모비율
독립성 검정
기 타
X² 검정
동일성 검정
X² 통계량
적합도 검정
Copyright ⓒ 2009 LANDKOREA
432
432.
ANALYZE
가설검정 분석방법 및결과
T-Test
가설
성공한 제품과 실패한 제품사이에 개발 기간의 차이가 있다.
지난 1년 동안의 개발 제품에 대한 개발 기간 및 성공/실패 여부를
조사하여 분석 함.
현상 분석
Two-sample T for succ vs fail
N
Mean
StDev
succ 19
4.06
2.96
fail 31
7.05
7.05
Boxplots of succ and fail
(means are indicated by solid circles)
30
20
SE Mean
0.68
1.3
Difference = mu succ - mu fail
Estimate for difference: -2.99
95% CI for difference: (-5.89, -0.09)
T-Test of difference = 0 (vs not =):
T-Value = -2.08
10
P-Value = 0.043 DF = 43
0
succ
결 론
fail
데이터 분석 결과 개발기간이 짧은 제품일 수록 성공확률이 높음을
알 수 있다.
Copyright ⓒ 2009 LANDKOREA
433
433.
ANALYZE
가설검정 분석방법 및결과
1 : 단일모평균의 검정 (모분산 기지)
•가정용 전구의 평균수명을 추정하기 위해 9개의 전구수명을 단축 실험에 의해
조사한 결과 다음과 같은 Data를 얻었다. 모 표준편차는 10시간이다.
전구의 평균수명이 1100시간인가를 검정하여라. (α= 0.05)
Data : 987, 1121, 997, 1020, 978, 1040, 982, 1050, 992
이론적 접근
1.
2.
3.
4.
H0 : μ= 1100
H₁: μ≠ 1100
α : 0.05
검정 통계량 및 기각역
x-μo
Z=
기각역 = |Z|>Zα/2 = 1.96
σ/ n
,
5. 검정 통계량 계산
Z=
1018.56-1100
10/ 9
= -24.43
6. 결 론 : |Z|(=24.43) >= Zα/2(=1.96)이므로 H0를 기각한다.
즉, 전구의 수명이 1100시간이라는 주장을 할 수 없다.
(참고) 유의확률 P=P(|Z|> 24.43)=2P( Z<-24.43)=0.000....
즉, 유의수준 0.05보다 매우 작으므로 H₁에 대한 증거는 더욱 명확함.
Copyright ⓒ 2009 LANDKOREA
434
434.
ANALYZE
가설검정 분석방법 및결과
Minitab 활용
- Stat>Basic Statistics >1-Sample Z
Data가 입력되어 있는 열을 선택
알고 있는 모집단의 표준편차 입력
귀무가설에 설정된 값 입력
주어진 유의 수준 입력
Copyright ⓒ 2009 LANDKOREA
대립가설의 부등호 방향에 따라 선택
435
435.
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
One-Sample Z: life
Test of mu = 1100 vs mu not = 1100
The assumed sigma = 10
Variable
N
Mean
StDev
SE Mean
life
9
1018.56
46.22
3.33
Variable
life
95.0% CI
( 1012.02, 1025.09)
Z
P
-24.43 0.000
• 결론
P값이 0.05보다 작으므로 H0 를 기각한다.
즉, 전구의 수명은 1100시간이라고 말할 수 없다.
Copyright ⓒ 2009 LANDKOREA
436
436.
ANALYZE
가설검정 분석방법 및결과
2: 단일모평균의 검정 (모분산미지)
ABS 제품의 평균 충격강도는 24㎏/㎠이다.
최근에, 랜덤 Sampling하여 충격강도를 측정한 결과 다음과 같은 Data를 얻었다.
과연 평균 충격강도를 24㎏/㎠이라고 할 수 있는지 검정하시오.
Data : 25.0, 23.5, 23.0, 23.5, 24.5
이론적 접근
1. H0 : μ= 24
2. H₁: μ≠ 24
3. α : 0.05
4. 검정 통계량 및 기각역
t=
X-μ0
S/ n
,
기각역 = |t|>tα/2 (=2.776)
5. 계 산
t=
23.9- 24
= -0.27
0.822/ 5
6. 결 론 : |t|< tα/2 이므로 H0를 기각할 수 없다.
즉, 평균 충격강도를 24㎏/㎠이 아니라고 말할 수 없다.
참고 : 유의확률 P= P(|t| >0.27) = 2P( Z > 0.27)= 2× 0.40= 0.80
즉, P >0.05이므로 H0를 기각할 수 없다.
Copyright ⓒ 2009 LANDKOREA
437
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
One-Sample T: EX2
Test of mu = 24 vs mu not = 24
Variable
N
Mean
StDev
SE Mean
EX2
5
23.900
0.822
0.367
Variable
EX2
95.0% CI
(
22.880,
24.920)
T
P
-0.27
0.799
• 결론 :
P> 0.05이므로 귀무가설을 기각할 수 없다. 즉, 부품의 평균 무게가 24㎏이
아니라고 말할 수 없다.
Copyright ⓒ 2009 LANDKOREA
439
439.
ANALYZE
가설검정 분석방법 및결과
3. 두 모평균의 검정 (모분산 기지)
•전제조건 : 정규분포 이거나, 시료수가 30개 이상의 대표본인 경우
•검정통계량 : Z=
•기각역 :
구
분
(X₁- X₂)-(μ₁- μ₂)
σ1²
n₁
+
σ2²
n₂
양쪽검정
H₁
기각역
μ1 ≤ μ2
(μ1-μ2≤ 0)
한쪽검정
H0
μ1 >μ2
Z ≥ Zα
μ1 ≥ μ2
(μ1-μ2 ≥ 0)
μ< μ0
Z ≤-Zα
μ1 = μ2
(μ1-μ2 = 0)
μ ≠μ0
|Z|≥ Zα/2
☞ 실제로 두 모집단의 표준편차를 아는 경우가 드물기 대문에 Mintab에서는
두 모평균에 대한 Z검정을 지원하지 않는다.
Copyright ⓒ 2009 LANDKOREA
440
440.
ANALYZE
가설검정 분석방법 및결과
4-1 : 두모평균비교 (모분산 미지, 단, σ1 =σ2 )
다음의 Data는 어떤 건축재료에 대해서 열처리후의 늘어난 길이를 측정한 것이다. A그룹의 Data는 A사
제품 18개에 대해서 측정한 것이며, B그룹의 Data는 B사 제품 16개에 대해서 측정한 것이다.
A사 제품과 B사 제품의 늘어난 길이에는 차이가 있다고 말할 수 있는지를 검토하시오. (등분산 가정)
Data A사 : 22, 19, 16, 17, 19, 16, 26, 24, 18 ,19, 13, 16, 22, 18, 19, 22, 19, 28
B사 : 22, 20, 28, 24, 22, 28, 22, 19, 25, 21, 23, 24, 23, 23, 29, 23
1) H0 : μA-μB= 0 , 2) H1 : μA-μB ≠ 0 , 3) α : 0.05
4) 검정 통계량 및 기각역
(XA-XB)-do
t=
자유도=nA + nB-2= 32 , 기각역 : |t|≥ tα/2 (≒ 2.04)
Sp 1/ηA+1/ηB
,
5) 검정 통계량 계산
2
SA (nA-1) + S2 (nB-1)
B
3.79²× 17+ 2.83²×15
=
Sp=
= 3. 37
nA+nB-2
18+16-2
t =
(19.61- 23.50)-0
1
3.37× 1/18+ 16
= -3.36
6) 결 론 : |t|>tα/2보다 크므로 H0를 기각함. 늘어난 길이는 차이가 있다고 말할 수 있다.
7) 참 고 : P(유의확율)=P(|t|≥ 3.36 )=2P( t >3.36)= 0.0021, 따라서 P< 0.05 이므로 H0기각
Copyright ⓒ 2009 LANDKOREA
441
441.
ANALYZE
가설검정 분석방법 및결과
Minitab 활용
- Stat>Basic Statistics>2-Sample T
Data가 하나의 열에 Stack된 경우 사용
Data가 두개의 열에 각각 입력된 경우 사용
두 모집단의 분산이 같은 경우 체크함
Copyright ⓒ 2009 LANDKOREA
442
442.
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Two-Sample T-Test and CI: EX4-1, EX4-2
Two-sample T for EX4-1 vs EX4-2
N
Mean
StDev
SE Mean
EX4-1
18
19.61
3.79
0.89
EX4-2
16
23.50
2.83
0.71
Difference = mu EX4-1 - mu EX4-2
Estimate for difference:
-3.89
95% CI for difference: (-6.25, -1.53)
T-Test of difference = 0 (vs not =): T-Value = -3.35
P-Value = 0.002
DF = 32
Both use Pooled StDev = 3.37
• 결론 :
P값이 0.05보다 작으므로 귀무가설을 기각한다.
즉, 늘어난 길이에는 차이가 있다고 말할 수 있다.
Copyright ⓒ 2009 LANDKOREA
443
443.
ANALYZE
가설검정 분석방법 및결과
4-2 σ1≠ σ2인 경우
•전제조건 : - Behrens-Fisher 방법과 Cochran방법을 사용하여 검정통계량이 근사적으로
t 분포를 따른다는 사실에 입각하여 추론함.
- Minitab에서는 Behrens-Fisher 방법을 사용함.
•검정통계량 :
T’ =
( X1 - X2 ) - d0
S1²
n1 +
S2²
n2
•이론적 접근 : σ₁= σ₂인 경우와 동일하며, 단 검정통계량만 차이가 남.
•Minitab 활용 : 4-1의 예제에서 “2-Sample t”창의 “Assume equal variance”난의
Check를 제거하면 됨. (다음의 예제 참조)
☞ 두 모평균 차를 검정 할 때는 검정 전에 두 모집단이 같은 분산을 갖는 지를 확인 하
여야 함 (등분산 검정)
Copyright ⓒ 2009 LANDKOREA
444
444.
ANALYZE
가설검정 분석방법 및결과
4-2 : σ1 ≠ σ2인 경우 (4-1 예제 활용)
Minitab 활용
- Stat>Basic Statistics>2-Sample T
두 집단이 등분산이 아닌 경우는
체크를 제거함
Copyright ⓒ 2009 LANDKOREA
445
445.
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Two-Sample T-Test and CI: EX4-1, EX4-2
Two-sample T for EX4-1 vs EX4-2
N
Mean
StDev
SE Mean
EX4-1
18
19.61
3.79
0.89
EX4-2
16
23.50
2.83
0.71
Difference = mu EX4-1 - mu EX4-2
Estimate for difference:
-3.89
95% CI for difference: (-6.21, -1.57)
T-Test of difference = 0 (vs not =): T-Value = -3.41
P-Value = 0.002
• 결론 :
DF = 31
P값이 0.05보다 작으므로 귀무가설을 기각한다.
즉, 늘어난 길이에는 차이가 있다고 말할 수 있다.
Copyright ⓒ 2009 LANDKOREA
446
446.
ANALYZE
가설검정 분석방법 및결과
5 : 대응되는 Data의 두 모평균차이 검정
페인트 제조에 대한 개발연구를 행한 결과 방법1과 방법2중의 한 가지를 채택하기로 하였다.
방법1은 방법2에 비하여 1Batch당의 제조비용은 비싸지만 제품의 수확량이 많으며, 1Batch
당 5㎏이상 높다고 판단된다면 방법1을 채택하고 싶다.
원료 10 lot에 대해 방법1과 방법 2를 실험한 결과 다음과 같은 대응이 있는 Data를 얻었다.
이에 대한 분석을 실시하시오 .
Lot
방 법1
방 법2
1
80.0
73.0
2
79.3
74.6
3
79.1
73.0
4
77.4
72.8
5
81.6
76.0
6
80.1
74.1
7
80.0
75.0
8
81.6
73.3
9
76.3
70.7
10
81.9
74.8
Copyright ⓒ 2009 LANDKOREA
447
447.
ANALYZE
가설검정 분석방법 및결과
이론적 접근
1) H0 : μD = 5
2) H₁: μD > 5
3) α : 0.05
4) 검정 통계량 및 기각역
t=
d-d0
Sd / n
,
기각역 : t >tα (=1.833)
5) 검정통계량 계산
t=
6- 5
1.178 / 10
= 2.69 ( >tα)
(d = 6, Sd = 1.178)
P= P( t >2.69 ) = 0.012 ( <α)
6) 결 론 : 귀무가설을 기각한다. 즉, 방법1은 방법2에 비해 1Batch당 수확량이 5㎏이상
높다고 말할 수 있음.
Copyright ⓒ 2009 LANDKOREA
448
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Paired T-Test and CI: Method1, Method2
Paired T for Method1 - Method2
N
Mean
StDev
SE Mean
Method1
10
79.730
1.818
0.575
Method2
10
73.730
1.494
0.473
Difference
10
6.000
1.178
0.372
95% lower bound for mean difference: 5.317
T-Test of mean difference = 5 (vs > 5): T-Value = 2.69
Value = 0.012
P-
• 결론 :
P 값이 0.05보다 작으므로 귀무가설을 기각한다. 즉, 방법1은 방법2에 비해
1Batch당 수확량이 5㎏이상 높다고 말할 수 있음.
Copyright ⓒ 2009 LANDKOREA
450
450.
ANALYZE
가설검정 분석방법 및결과
6 : 단일 모비율의 검정(n이 충분히 클 때)
A사 TV공장에서는 Color TV용 튜너의 불량이 과거 Data에 의해 5.5%로 집계 되었다.
이 불량율을 줄이기 위해 콘덴서의 예비 가열 공정을 추가시켰는데, 이에 따른 튜너의
불량율이 감소되었는가를 확인하기 위해 새 공정에서 만들어진 200개의 튜너를 랜덤
하게 채취하여 검사하였더니 4개가 불량이었다.
불량율이 5.5%미만으로 감소되었는가를 검정하시오. 유의수준 0.05임
이론적 접근
1) H0 : P0 = 0.055, 2) H₁: P0 < 0.055,
4) 검정통계량 및 기각역
3) α : 0.05
∧
Z0 =
( P- P0 )
P0(1- P0)/n
기각역 : Z0 < - Zα(= - 1.645)
,
5) 검정 통계량 계산
( 4/200- 0.055 )
= - 2.17 ( < - Zα )
0.055(1-0.055)
200
P = P( Z < - 2.17 ) = 0.015 ( < α)
Z0 =
6) 결론 : H0를 기각한다, 즉, 개량된 공정에서 튜너의 불량율은 5.5%미만으로 감소되었다고
볼 수 있다
Copyright ⓒ 2009 LANDKOREA
451
451.
ANALYZE
가설검정 분석방법 및결과
Minitab 활용
- Stat>Basic Statistics>1 Proportion
분석할 Raw data가 입력되어 있는 경우
표본수를 입력함
불량수 또는 양품수를 입력함
Np>5 인경우 (정규분포)에 체크함
☞ np< 5일때는 Option창에서 “Use test and in terval based on normal distribution”을
Check하지 않음
Copyright ⓒ 2009 LANDKOREA
452
452.
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Test and CI for One Proportion
Test of p = 0.055 vs p < 0.055
Sample
X
N
Sample p
95.0% Upper Bound
Z-Value
P-Value
1
4
200
0.020000
0.036283
-2.17
0.015
* NOTE * The normal approximation may be inaccurate for small samples.
• 결론 :
P 값이 0.05보다 작으므로 귀무가설을 기각한다. 즉, 개량된 공정에서 튜너의
불량율은 5.5%미만으로 감소되었다고 볼 수 있다
Copyright ⓒ 2009 LANDKOREA
453
453.
ANALYZE
가설검정 분석방법 및결과
7 : 두 모비율 차이의 검정
어떤 원료가 A, B 두 회사로부터 납품되고 있다. 이 두 회사의 원료에 대해 제품에
미치는 불량율을 각각 P₁, P₂라고 할 때, 두 회사간에 차가 있으면 좋은 쪽 회사의
원료를 구입할 생각이다. 불량율 차를 조사하기 위해 A로 만들어진 제품 중에서
120개, B로 만들어진 제품 중에서 150개의 제품을 랜덤하게 추출하여 불량 수를
찾아보니 12개, 9개이다.
유의수준 0.05에서 두 회사의 불량율 차이를 검정하시오
이론적 접근
1) H0 : P₁= P₂,
2) H₁: P₁≠ P₂,
4) 검정통계량 및 기각역 (|Z0|> Zα/2 )
∧
P₁=
Z0 =
12
= 0.1
120
3) 유의수준 α = 0.05
∧
,
9
= 0.06
150
P₂=
0.1 - 0.06
(0.078)×(0.92)×
(
1
1
+
120
150
∧
,
P=
= 1.22
)
12+ 9
= 0.078
120+150
,
(Zα/2 = 1.96)
P(유의확률)= P(|Z| > 1.22) = 2P(Z < -1.22) = 0.223
5) 결 론 : H0를 기각할 수 없다. 즉, 두 원료로 만들어진 제품의 불량율 P₁, P₂간에는
차이가 있다고 말할 수 없다.
Copyright ⓒ 2009 LANDKOREA
454
454.
ANALYZE
가설검정 분석방법 및결과
Minitab 활용
- Stat>Basic Statistics>2 Proportion
분석할 Data가 하나의 열에 입력된 경우
분석할 Data가 두개의 열에 입력된 경우
표본 수와 불량 수를 입력함
정규분포에 근사한 검정 (np>5인 경우)
Copyright ⓒ 2009 LANDKOREA
455
455.
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Test and CI for Two Proportions
Sample
X
N
Sample p
1
12
120
0.100000
2
9
150
0.060000
Estimate for p(1) - p(2):
95% CI for p(1) - p(2):
0.04
(-0.0257684, 0.105768)
Test for p(1) - p(2) = 0 (vs not = 0):
Z = 1.22
P-Value = 0.223
• 결론 :
P 값이 0.05보다 크므로 귀무가설을 기각할 수 없다. 즉, 두 원료로 만들어진 제품의
불량율 P₁, P₂간에는 차이가 있다고 말할 수 없다.
Copyright ⓒ 2009 LANDKOREA
456
456.
ANALYZE
가설검정 분석방법 및결과
8 : 모분산 검정
자동차용 축전지 제조업자의 주장에 따르면, 그가 제조하는 축전지의 수명은
표준편차가 0.9년인 정규분포를 근사적으로 다르다고 한다. 이 축전지 10개를
임의 추출하여 수명을 측정하였더니 표준편차가 1.2년으로 나타났다.
축전지 수명의 표준편차가 0.9년보다 크다고 할 수 있는가? (α=0.05)
이론적 접근
1. H0 : σ²= 0.81
2. H₁: σ² >0.81
3. α : 0.05
4. 기각역 : X² >X² (= 16.919)
α
5. 검정통계량 및 계산
X²=
(n-1)S²
=
σ0²
(10-1)(1.2)²
= 16.0 (< X²α )
(0.9)²
P = P( X² >16.0) ≒ 0.07 ( 자유도 : 9 )
6. 결 과 : 유의수준 0.05에서 H0를 기각할 수 없다.
그렇지만 P값이 0.05에 근사하므로 σ>0.9라는 증거는 약간 있다고 할 수 있다.
Copyright ⓒ 2009 LANDKOREA
457
457.
ANALYZE
가설검정 분석방법 및결과
9 : 모 분산비의 검정
어떤 화학약품 제조에서 상표가 다른 그 종류의 원료가 사용되고 있으며, 각 원료의
주성분 C의 함량은 다음과 같다.
이때 주성분 C함량의 분산간에는 차이가 없는가를 α=0.05로 검정하시오.
Data
상표1 : 80.4, 78.2, 80.1, 77.1, 79.6, 80.4, 81.6, 79.9, 84.4, 80.9, 83.1
상표2 : 80.0, 81.2, 79.5, 78.0, 76.1, 77.0, 80.1, 79.9, 78.8, 80.8
이론적 접근
1. H0 : σ1² = σ2²
2. H₁: σ1² ≠ σ2²
3. α : 0.05
4. 기각역 : F >F (10, 9, α/2) = 3.14
5. 검정통계량 및 계산
F=
S1²
S2²
=
(2.03805)²
= 1.519 (< F (10, 9, α/2 ))
(1.65341)²
6. 결 론 : H0를 기각할 수 없음. 즉, 상표1과 상표2간의 분산에 차이가 있다고
말할 수 없다.
Copyright ⓒ 2009 LANDKOREA
458
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Test for Equal Variances
Bonferroni confidence intervals for standard deviations
Lower
Sigma
Upper
N
Factor Levels
1.35694
2.03805
3.91700
11
EX9(L1)
1.08154
1.65341
3.32940
10
EX9(L2)
F-Test (normal distribution)
Test Statistic: 1.519
P-Value
: 0.541
Levene's Test (any continuous distribution)
Test Statistic: 0.070
P-Value
: 0.795
☞ Sampling된 Data가 정규성을 따르지 않는 경우는 Leven’s Test 통계량을 이용함
정규성을 따르는 경우는 F-test 통계량을 이용함
• 결론 :
P 값이 0.05보다 크므로 귀무가설을 기각할 수 없다. 즉, 상표1과 상표2간의 분산에 차이가
있다고 말할 수 없다.
Copyright ⓒ 2009 LANDKOREA
460
460.
ANALYZE
가설검정 분석방법 및결과
Test for Equal Variances
Factor Levels
95% Confidence Intervals for Sigmas
EX9(L1)
EX9(L2)
1
2
3
4
F-Test
Test Statistic: 1.519
P-Value
: 0.541
Levene's Test
Test Statistic: 0.070
P-Value
: 0.795
Boxplots of Raw Data
EX9(L1)
EX9(L2)
76
77
78
Copyright ⓒ 2009 LANDKOREA
79
80
81
82
83
84
85
461
461.
ANALYZE
가설검정 분석방법 및결과
10. 독립성 검정
•분류된 두 변수들 사이의 독립여부를 검정하는 방법. 예를 들면, 여러 기계에서 제품을 생산하였을
경우, 기계에 따른 양품과 불량품의 차이가 있는지 없는지를 알아보는 검정.
• r×C의 분할표를 활용하는 것이 용이함.
Bc
행의 합계
n12
n13
n10
n21
n22
n23
n20
·
·
·
Ar
·
·
·
nr1
·
·
·
nr2
·
·
·
nr3
·
·
·
nr0
열의 합계
n01
n02
n03
n
B1
B1
A1
n11
A2
· · · · · · · ·
• H0 : Pij = Pio×Poj (즉, 두 변수간 독립이다.)
• 기대도수 =
(열의 합계)×(행의 합계)
총합계 (n)
• 검정통계량 : X² = ∑ i
(Oi - ei)²
ei
, (단, 자유도 Φ= (r-1)(C-1))
• 기 각 역 : X² > X²α
• X²검정결과를 신뢰하기 어려운 경우
-기대도수 5 이하인 Cell수가 전체 Cell의 20%이상이고, P< 0.05이면서 기대도수가 5 이하인
Cell의 X²값이 전체 X²값에 기여하는 바가 큰 경우
Copyright ⓒ 2009 LANDKOREA
462
462.
ANALYZE
가설검정 분석방법 및결과
예제 : 독립성 검정
민주당의 한 조사원이 대통령 선거를 앞두고 남녀 성별에 따른 당의 선호도를 남녀 각각 50명씩 조사하였다.
남녀에 따른 당의 선호도가 다르다고 볼 수 있는지를 검정하시오.
구 분
민주당
공화당
기 타
남 자
28
18
4
여 자
22
27
1
이론적 접근
1. 기대값 계산
구 분
민주당
공화당
기 타
남 자
25
22.5
2.5
여 자
25
22.5
2.5
행합계 × 열합계
총합계
2. 기 각 역 : X² >X²α (= 5.991) , α= 0.05, Φ= 2× 1= 2
3. 검정통계량 : X²=∑
i
4. 해
(Oi-ei)²
=
ei
(22-25)²
(18-22.5)²
(28-25)²
+
+
25
22.5
25
(27-22.5)²
(4-2.5)²
(1-2.5)²
+
+
+
22.5
2.5
2.5
석 : H0채택 즉, 성별과 정당 선호도에는 관계가 있다고 말할 수 없다.
Copyright ⓒ 2009 LANDKOREA
463
= 4.320 (<X²α )
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Chi-Square Test: Demo, Pub, etc
Expected counts are printed below observed counts
Demo
Total
Chi-Sq =
Total
28
18
4
50
22.50
2.50
22
27
1
25.00
2
etc
25.00
1
Pub
22.50
2.50
50
45
5
실제 관측 도수
계산된 기대도수
50
100
0.360 +
0.900 +
0.900 +
0.360 +
0.900 +
0.900 = 4.320
검정 통계량
DF = 2, P-Value = 0.115
2 cells with expected counts less than 5.0
• 결론 :
• P>0.05이므로 남녀 성별과 정당의 선호도에는 관계가 있다는 증거를 잡을 수 없음.
• 또한 6개 Cell중 2개의 Cell에서 기대값 5이하이므로 P값이 유의하더라도 결과에 대해 의심해
볼 수 있음.
• 신뢰를 높이기 위해 기타 난을 제외하고 분석을 재수행하는 것도 하나의 방법임.
Copyright ⓒ 2009 LANDKOREA
465
465.
ANALYZE
가설검정 분석방법 및결과
11. 동질성 검정
•각 Sub 모집단의 비율이 동일한지를 검정하는 방법
- 검정통계량과 Minitab 수행절차는 독립성검정과 동일하다.
예제 11 : 동질성 검정
직업에 따라 흡연/비흡연 비율이 다른지 알아보기 위해 다음과 같은 자료를
조사하였다. 동일성 검정을 수행하시오.
구
분
흡연
비흡연
합계
증
권
220
80
300
의
사
212
88
300
교
수
80
120
200
연구원
105
95
200
Copyright ⓒ 2009 LANDKOREA
466
ANALYZE
가설검정 분석방법 및결과
• 결과 출력
Chi-Square Test: smoker, non-smoker
Expected counts are printed below observed counts
smoker non-smok
1
Chi-Sq =
114.90
80
120
76.60
105
95
123.40
Total
88
123.40
4
212
76.60
617
383
관측된 값
114.90
185.10
3
80
185.10
2
220
Total
300
계산된 기대 도수
300
200
200
검정 통계량
1000
6.580 + 10.601 + 3.909 +
15.264 + 24.590 + 2.744 +
6.298 +
4.420 = 74.405
DF = 3, P-Value = 0.000
• 결론 :
• P<0.05이므로 Ho기각. 즉, 흡연/비흡연 비율은 직업에 따라 다르다고 말할 수 있다.
Copyright ⓒ 2009 LANDKOREA
468
468.
ANALYZE
가설검정 분석방법 및결과
12. 적합도 검정
• 어떤 모집단이 특정한 분포를 따르는지를 검정하는 방법
▶ 표본에서 얻어진 관측 값의 발생도수가 가설로 설정된 분포로부터 얻어진
기대도수와 어느 정도 적합 하는가에 그 근거를 둠
• 검정통계량
k (Oi- ei) ²
자유도 = K - 1
X² = ∑
ei
,
i=1
단, Oi = 관측도수, ei = 기대도수 (각각의 기대도수는 적어도 5 이상이어야 함)
•기각역 : X² > X²α
• 가설 설정
- H0 : 모집단이 특정분포를 따른다.
- H₁: 모집단이 특정분포를 따르지 않는다.
Copyright ⓒ 2009 LANDKOREA
469
469.
ANALYZE
가설검정 분석방법 및결과
예제 : 적합도 검정
접착 Tape의 Grade는 1급품, 2급품, 3급품으로 나눠지는데 이들의 생산비율 P₁,
P₂, P₃가 종전에는 0.6, 0.2, 0.2이었다. 품질개선활동 후 생산비율이 달라졌는가를
알아보기 위하여 만들어진 제품 중에서 200개를 랜덤하게 취하여 분류해보니 1, 2, 3
등급이 각각 150개, 40개, 10개 였다. 품질개선활동 후 생산비율이 종전과 같은가를
검정하시오. (α=0.05)
이론적 접근
1) 검정통계량 및 계산
X²= ∑
3
1
( Oi-ei )²
=
ei
(150-120)²
120
+
(40- 40)²
+
40
(10- 40)²
40
= 7.5 + 0+ 22.5 = 30.0 ( >X²0.05 )
2) 자유도 : 2,
3) 결
X² 0.05 = 5.991
P= P ( X²α >30.0)= 0.0000003
론 : H0기각, 생산비율이 품질개선활동 후 달라졌다고 볼 수 있다.
Copyright ⓒ 2009 LANDKOREA
470
470.
ANALYZE
가설검정 분석방법 및결과
Minitab 활용
- Minitab을 이용할 경우에는 Excel Sheet를 활용하여 단계적으로 계산해야 함.
관측 도수
기대 확률
예제 내용으로 부터
data를 입력함
• 결론 :
기대 도수
Calc메뉴에서
공식을
적용하여 계산
Calc >
Probability
Distribution >
chisquare 에서
Cum
probability를 선
택하여 구함
Calc메뉴에서
1-C7으로
계산함
P 값이 0.05보다 작으므로 귀무가설을 기각한다. 즉, 두 모분산이 다르다는 증거는 충분하다.
Copyright ⓒ 2009 LANDKOREA
471
471.
ANALYZE
비모수 검정
비모수 검정은모집단이 특정한 분포를 따른다는 가정 없이 통계적 추론을 하는 것
비모수 검정의 적용
- 분포에 대한 가정이 필요 없거나, 정규성을 가정할 수 없는 경우
- Data가 서열(순위) 척도인 경우
비모수 검정의 단점
- 모수적 방법 보다 정밀한 가설검정이 되지 못한다
종 류
용 도
1-Sample Sign
Target값과의 비교
1-Sample Wilcoxon
(순위에 의한) Target값과의 비교
Mann-Whitney
두집단 간의 비교
Kruskal-Wallis
비모수 Oneway ANOVA
Copyright ⓒ 2009 LANDKOREA
472
472.
ANALYZE
비모수 검정방법 및결과
1 Sample Sign Test
임상의학센타에서는 internet을 통해 예약 신청 후 검진까지의 중앙값이 M=12라고 파악하고
있으나, 고객 설문조사 결과 이 보다 길다는 의견이 대다수였으며 이를 단축해야 한다는 고객
요구사항이 지배적이었다.
고객 설문조사 결과의 타당성을 확인하기 위해 예약부터 검진까지 소요기간에 대해
22개의 Data를 아래와 같이 확보하였다.
소요기간이 12라고 할 수 있는지 검정하시오.
Data : 13 11 14 18 9 6 12 8 14 11 13 15 13 12 9 8 10 16 13 14 13 10
Copyright ⓒ 2009 LANDKOREA
473
473.
ANALYZE
비모수 검정방법 및결과
검정하고자 하는 중앙값 입력
대립가설(편측) 선택
Copyright ⓒ 2009 LANDKOREA
474
474.
ANALYZE
비모수 검정방법 및결과
결과해석
Below 9는 중앙값 12보다
작은 관측수,
Above 11은 중앙값 12보다
큰 관측수
Copyright ⓒ 2009 LANDKOREA
P-Value=0.4119 H0 채택.
즉, 예약부터 진료까지 시간의
중앙값은 12와 같다고 할 수 있다.
475
475.
ANALYZE
비모수 검정방법 및결과
Mann-Whitney test
같은 업무를 처리하는데 있어 방법 A, B에 대한 작업시간을 측정하였다.
방법 A에 대해서는 8개의 Data를, 방법 B에 대해서는 9개의 Data를 아래와 같이
확보하였다. 두 방법의 작업시간에 차이가 있는지 검정하시오
방법 A : 3.5 3.1 4.1 2.7 2.9 2.4 2.3 2.8
방법 B : 2.0 0.9 1.5 1.2 2.3 2.0 1.7 2.9 1.3
Copyright ⓒ 2009 LANDKOREA
476
476.
ANALYZE
비모수 검정방법 및결과
Data가 입력된
열 지정
대립가설 선택
Copyright ⓒ 2009 LANDKOREA
477
477.
ANALYZE
비모수 검정방법 및결과
결과해석
P-Value = 0.0033. Ho 기각, Ha채택
즉, 두 방법의 image출력시간에는 차이가 있다.
Copyright ⓒ 2009 LANDKOREA
478
478.
ANALYZE
비모수 검정방법 및결과
Kruska-Wallis Test
M사에서는 부품 납품업체에게 발주 내용을 전달하는 방법이
구두전달, FAX, E-MAIL 등 3가지 방법이 있다.
3가지 방법으로 발주하였을 경우 Lead Time에 차이가 있는지
검정하시오
A (구두) : 20 27 16 15 14 12 21 28
B (FAX) : 20 18 13 12.5 11 9.6 8 12.3
C (E-MAIL) : 4 7 12 9 6 26 15 17
Copyright ⓒ 2009 LANDKOREA
479
479.
ANALYZE
비모수 검정방법 및결과
Stat ▶ Nonparametrics ▶ Kruskal-Wallis
결과출력
Kruskal-Wallis Test: L/T versus FACTOR
Kruskal-Wallis Test on L/T
FACTOR
A
B
C
Overall
P값이 0.047이므로 H0 기각.
전달 방법간에는 차이가 있다.
Copyright ⓒ 2009 LANDKOREA
N
8
8
8
24
Median
18.00
12.40
10.50
Ave Rank
17.4
10.9
9.1
12.5
Z
2.42
-0.77
-1.65
H = 6.11 DF = 2 P = 0.047
H = 6.12 DF = 2 P = 0.047 (adjusted for ties)
480
480.
ANALYZE
분산 분석
분산분석의 필요성
L회사에근무하는 G씨는 몇 달 전 새 골프클럽을 구입하였다.
G씨의 점수는 전보다는 개선이 되었으나 그것이 우연히 그렇게
된 것인지 다른 원인에 기인한 것인지가 궁금하게 되었다.
근래의 G씨의 점수변동에 대한 요인을 보면..
1. 골프클럽
2. 주간, 야간 경기
오차의 영향
점수의 변화가 위의
두가지 관심요인
때문인지 오차 변동
때문인지 어떻게 판단
할 수 있을까?
골프클럽
+
골프 점수
게임시간
관심 요인
Copyright ⓒ 2009 LANDKOREA
오차 변동
481
481.
ANALYZE
분산 분석
One –way ANOVA
▣ 두개 이상의 모집단에 대한 평균 비교
두개 이상의 모집단들의 평균이 서로 동일한 지 여부를 검정하고자 할 떄 One-way
ANOVA를 사용한다. 단 데이터의 형태는 계량형 데이터인 경우 사용한다.
• 2 Sample t-test 와 동일한 목적으로 사용된다. 2-Sample t-test가 두 모집단의
평균을 비교하는데 반해, 여러 모집단의 평균 비교를 위해 사용 가능하다.
가
설
H0 : μ1 = μ2 = •••••• = μk
H1 : 적어도 하나의 평균이 다르다.
• P-value가 0.05 이하일 때, 적어도 하나의 모집단 평균이 다르다는 결론을 내릴 수 있다.
Copyright ⓒ 2009 LANDKOREA
482
482.
ANALYZE
분산 분석
ANOVA 를위한 기본 가정
▣ 출력변수는 서로 독립적이고 정규분포를 따른다.
- 실험은 랜덤하게 실시한다.
- 적절한 샘플의 크기를 정한다.
- 데이터에 대한 정규성 검정을 실시한다.
Minitab>Stat>Basic Stats>Normality Test
▣ 모집단의 분산은 인자의 모든 수준에서 동일하다.
- 먼저 분산의 동일성을 검정한다.
σ 에 대한 가설, H0 : σ1 = σ2 = σ3 = σ4 = ••••••
H1 : 적어도 하나는 다르다.
Copyright ⓒ 2009 LANDKOREA
483
483.
ANALYZE
분산 분석
- 특성치의산포를 제곱합(sum of square : 변동)으로 나타내고 이 변동을 요인별로
분해하여 어느 요인이 큰 산포를 나타내고 있는가를 규명하는 방법
- 비교대상이 되는 집단들 간의 평균의 차이를 검정하기 위해 총변동을 요인의 수준차이로
설명되는 변동과 설명될 수 없는 변동으로 분해하여 이 두 변동의 비가 통계적으로
유의한가를 검정하는 분석방법
총변동
오차에 의한 변동
수준1
Copyright ⓒ 2009 LANDKOREA
δ
수준2
수준차에 의한 변동
484
484.
ANALYZE
분산 분석
변동의 분해: 1인자의 경우
2
총변동
ni
SST = ∑∑ ( yij − y ) 2
i =1 j =1
ni
2
SSE = ∑∑ ( yij − yi⋅ ) 2
오차에 의한 변동
i =1 j =1
수준1
δ
yij
y
ni
2
수준차에 의한
수준2
변동
SSA = ∑ ni ( yi⋅ − y ) 2
i =1
= i 번째 수준에서 j번째 값
= 총 평균
yi = i 번째 수준의 샘플의 평균
= i 번째 수준내에서 측정된 총 수
Copyright ⓒ 2009 LANDKOREA
485
485.
ANALYZE
분산 분석
ANOVA 분석의분류
인자의 수에 따라
- 일원배치법 : 인자의 수가 하나인 경우에 대한 분산분석
- 이원배치법 : 인자의 수가 2개인 경우에 대한 분산분석.
인자의 수가 2개 이상인 경우에는 일반적으로 두 인자간의 교호작용이
나타나므로, 교호작용까지 고려하여 분산분석을 실시
- 다원배치법 : 인자의 수가 3개 이상인 경우에 대한 분산분석
인자의 수준에 대한 데이터의 개수에 따라
- Balanced 분산분석 : 각 수준조합에 대한 데이터의 개수가 동일한 경우.
- Unbalanced 분산분석 : 각 수준조합에 대한 데이터의 개수가 서로 다른 경우.
Copyright ⓒ 2009 LANDKOREA
486
486.
ANALYZE
분산 분석
ANOVA table의해석
- 분산분석표에서 얻어진 F 값을 통한 해석
: 주어진 유의수준과 자유도에 해당하는 F 값을 F 분포표에서 찾은 후 이 값이
데이터를 통해 구해진 F0 값보다 작으면 귀무가설을 기각한다.
==> 수준간에 유의한 차이가 있다.
- P 값을 통한 해석
: 구해진 F0 값에서 얻어진 유의수준인 p 값을 구한 후 이 값이 유의수준보다
작으면 귀무가설을 기각
α (유의수준)
P값
F
Copyright ⓒ 2009 LANDKOREA
F0
487
487.
ANALYZE
분산 분석
• 일원배치법의분산분석표 ( k개의 수준을 가진 인자로 n번 반복실험 )
변동의 원인
제곱합
자유도
평균제곱
Fo
인자
SSA
k-1
MSA=SSA/(k-1)
MSA/MSE
오차
SSE
k(n-1)
MSE=SSE/k(n-1)
-
합계
SST
kn-1
-
-
• 3수준인자 1개에 대한 분석분석표
Analysis of Variance (Balanced Design)
Factor
Factor
type
fixed
levels
3
value
1
Analysis
Source
Factor
Error
Total
of Variance for Strength
DF
SS
MS
F
2
117.733 58.867
8.66
12
81.600
5.800
14
199.333
Copyright ⓒ 2009 LANDKOREA
2
3
P
0.005
488
488.
ANALYZE
분산 분석
One –way ANOVA 예 제
▣ S 회사에서는 해외 출장 비용의 절감을 위해서 노력하고 있다. 따라서 그 일환으로
다음 각 항공사를 이용하였을 경우 한 회당 소요되는 출장 비용을 다음과 같이
조사하였다. 항공사 별로 평균 출장비용이 다르다고 말할 수 있는가?
▣ 한 회당 출장 비용
(단위:십만원)
A항공
B항공
C항공
D항공
E항공
16.5
15.3
19.0
17.1
15.1
18.0
14.8
18.4
16.3
14.9
14.1
16.1
15.3
18.4
14.6
17.8
14.2
17.3
16.9
14.2
16.9
15.2
17.6
항공사별로 평균 출장비용에 차이가 있다고 말할 수 있는가?
Copyright ⓒ 2009 LANDKOREA
489
489.
ANALYZE
분산 분석
가설검정
▣ 인자(factor) : 항공사
▣ 인자의 수준 (level) : A,B,C,D,E → 5수준
▣ 데이터 분석 방법 :
항상 데이터를 그래프 상에 먼저 타점하라
→ 차이를 규명 할 수 있는가?
▣ 차이 규명을 위한 가설
가
설
H0 : μA = μB = μC = μD = μE
H1 : 적어도 하나의 항공사는 다르다.
Copyright ⓒ 2009 LANDKOREA
490
490.
ANALYZE
분산 분석
Box-Plot
Boxplots of출장비용 by 항공사
(means are indicated by solid circles)
19
출장비용
18
17
16
15
E
D
C
B
항공사
A
14
▣ Boxplot 을 통해 대략적인 데이터 분석이 가능하다.
▣ 항공사 종류별로 출장 비용에 영향을 준다고 생각할 수 있다.
▣ 비용은 항공사 A, C, D 가 비슷하다.
Copyright ⓒ 2009 LANDKOREA
491
491.
ANALYZE
분산 분석
가정의 유효성평가
▣ 모델에 대한 가정은 유효한가?
: 출력변수들은 서로 독립적이고 정규분포를 따른다.
- Stat > Basic Statistics > Normality Test
Normal Probability Plot
Normal Probability Plot
.999
.99
.95
.999
.99
Probability
.95
.999
.99
.80
.50
.20
.95
Normal Probability Plot
Probability
Probability
.95
.01
.001
.20
.001
14.2 14.3 14.4 14.5 14.6 14.7 14.8 14.9 15.0 15.1
.05
.80
15.5
.01
.001
Average: 16.78
StDev: 1.16919
N: 5
.50
16
.20
.80
Average: 17.38
StDev: 1.43422
N: 5
.01
.20
Average: 14.7
StDev: 0.391578
N: 4
17
16.5
17.5
D
18
E
Anderson-Darling Normality Test
19
Anderson-Darling Normality Test
A-Squared: 0.190
P-Value: 0.789
.001
.05
14.5
.01
15.0
15.5
16.0
B
.001
14
Average: 15.1
StDev: 0.804156
N: 4 15
16
17
18
Anderson-Darling Normality Test
A-Squared: 0.162
P-Value: 0.849
A
Average: 16.8
StDev: 1.61710
N: 5
Anderson-Darling Normality Test
A-Squared: 0.518
P-Value: 0.094
위 그림을 통해 알 수 있듯이 항공사 A,B,C,D,E 의 정규성 검정 결과 P-Value 가
0.05보다 크므로 정규성을 따른다고 할 수 있다.
Copyright ⓒ 2009 LANDKOREA
18.5
Anderson-Darling Normality Test
A-Squared: 0.191
A-Squared: 0.186
P-Value: 0.803
P-Value: 0.733
C
.05
.50
.05
.01
.95
.99
.20
.05
.80
.99
Normal Probability Plot
.999
.50
.50
Probability
.999
Probability
Normal Probability Plot
.80
492
492.
ANALYZE
분산 분석
가정의 유효성평가
▣ 모델에 대한 가정은 유효한가?
: 모집단의 분산은 인자의 모든 수준에서 동일하다.
- Stat > Anova > Test for Equal Variances
Test for Equal Variances for 출장비용
Factor Levels
95% Confidence Intervals for Sigmas
A
Bartlett's Test
Test Statistic: 5.346
B
P-Value
: 0.254
C
Levene's Test
D
Test Statistic: 0.553
P-Value
: 0.699
E
0
1
2
3
4
5
6
7
Bartlett’s Test 결과 P-value 는 0.254로 유의 수준 0.05보다 크므로
항공사 A,B,C,D,E 의 분산은 다르다고 할 수 있다.
Copyright ⓒ 2009 LANDKOREA
493
493.
ANALYZE
분산 분석
ANOVA
Boxplots ofTime Tak by 품목별
(means are indicated by solid circles)
품목별 소요기간
100
90
Time Taken(Days)
80
70
60
50
40
30
20
10
Analysis of Variance for Time Tak
Source
DF
SS
MS
품목별
4
3014
753
Error
110
24983
227
Total
114
27997
N
70
6
18
6
15
Pooled StDev =
Mean
23.43
34.67
14.06
24.17
14.80
StDev
17.47
10.86
7.60
12.98
10.39
15.07
Copyright ⓒ 2009 LANDKOREA
F
3.32
P
0.013
SYSTEM
PROBE
One-way Analysis of Variance
Level
BOARD
MONITOR
POWER
PROBE
SYSTEM
POWER
MONITOR
품목별
BOARD
0
품목별 큰 차이 발생
Individual 95% CIs For Mean
Based on Pooled StDev
-----+---------+---------+---------+(--*-)
(---------*---------)
(-----*-----)
(---------*---------)
(-----*------)
-----+---------+---------+---------+12
24
36
48
494
494.
ANALYZE
분산 분석
미니탭 활용: One-Way ANOVA
단계 1. Work sheet에 데이터 입력
Copyright ⓒ 2009 LANDKOREA
495
ANALYZE
분산 분석
미니탭 활용
단계3. 결과 해석
P-value 가 0.05보다 작기 때문에 최소한 하나의
평균출장비용이 다르다고 말 할 수 있다.
Test for Equal Variances: 출장비용 vs 항공사
One-way ANOVA: 출장비용 versus 항공사
Analysis of Variance for 출장비용
Source
DF
SS
MS
항공사
4
24.20
6.05
Error
18
26.56
1.48
Total
22
50.75
Level
A
B
C
D
E
N
5
4
5
5
4
Mean
16.800
15.100
17.380
16.780
14.700
Pooled StDev =
1.215
F
4.10
P
0.016
Individual 95% CIs For Mean
Based on Pooled StDev
StDev -+---------+---------+---------+----1.617
(-------*-------)
0.804
(--------*-------)
1.434
(-------*------)
1.169
(-------*------)
0.392 (--------*--------)
-+---------+---------+---------+----13.5
15.0
16.5
18.0
Boxplots of 출장비용 by 항공사
Copyright ⓒ 2009 LANDKOREA
497
497.
ANALYZE
분산 분석
어떤 것이다른가?
Individual 95% CIs For Mean
Level
A
B
C
D
E
N
5
4
5
5
4
Pooled StDev =
Mean
16.800
15.100
17.380
16.780
14.700
1.215
Based on Pooled StDev
StDev -+---------+---------+---------+----1.617
(-------*-------)
0.804
(--------*-------)
1.434
(-------*------)
1.169
(-------*------)
0.392 (--------*--------)
-+---------+---------+---------+----13.5
15.0
16.5
18.0
▣ P-value 를 통해서 최소한 하나의 평균은 다르다고 말 할 수 있다.
▣ (-----*-----) 은 각 수준의 모평균의 95% 신뢰구간을 의미한다.
▣ 신뢰구간의 서로 일치하지 않으므로 각 수준의 평균들은 서로 다르다고 할 수 있다.
▣ A,C,D가 비슷하고, B와 E가 비슷하다.
Copyright ⓒ 2009 LANDKOREA
498
498.
ANALYZE
분산 분석
자유도 :Degrees of Freedom
앞의 예제에서,
Analysis of Variance for 출장비용
Source
DF
SS
MS
F
P
항공사
4
24.20
6.05
4.10
0.016
Error
18
26.56
1.48
Total
22
50.75
▣ 총 자유도
= 전체 샘플수 - 1 = 23 - 1 = 22
▣ 항공사의 자유도 = 수준수 - 1 = 5 - 1 = 4
▣ 오차항의 자유도 = 총 자유도 - 항공사의 자유도
= 22 - 4 = 18
Copyright ⓒ 2009 LANDKOREA
499
499.
ANALYZE
분산 분석
변동 :Sum of Square ( SS )
Analysis of Variance for 출장비용
Source
DF
SS
MS
F
P
항공사
4
24.20
6.05
4.10
0.016
Error
18
26.56
1.48
Total
22
50.75
▣ SS항공사
+
SSError
=
SSTotal
▣ 전체 변동 중 항공사의 각 수준간의 효과차이로 인한 변동이 차지하는
비율을 구할 수 있다.
항공사에 기인한 변동
X 100 =
전 체 변 동
Copyright ⓒ 2009 LANDKOREA
24.20
50.75
X 100 = 47.68%
500
500.
ANALYZE
분산 분석
평균제곱 :Mean Square (MS)
Analysis of Variance for 출장비용
Source
DF
SS
MS
F
P
항공사
4
24.20
6.05
4.10
0.016
Error
18
26.56
1.48
Total
22
50.75
▣ MS = SS / DF
Ex) 24.0 / 4 =6.05
▣ F통계량 = MS항공사 / MSError
Ex) 6.05 / 1.48 = 4.10
Copyright ⓒ 2009 LANDKOREA
501
501.
ANALYZE
분산 분석
통계적 결론
▣앞의 예제에서 P = 0.016 < 0.05 이므로 유의수준 5%의 수준에서 통계적으로
유의 하다고 말할 수 있다.
▣ 전체변동 중 항공사 각 수준간의 효과차이로 인한 변동이 차지하는 비율은
47.68% 이다.
즉, A,B,C,D,E 항공사의 출장비용이 완전히 동일하다면, 전체변동 중 47.68%를
줄이는 것이 가능하다.
▣ 데이터의 수가 많으면 조그마한 성능 차이도 쉽게 구분할 수 있다.
▣ 유의수준 α 에서 만약 F통계량 의 값이
F통계량 > F ( φ항공사 , φError ; α ) 이면 귀무가설을 기각한다.
※ 여기서 φ 는 자유도를 나타냄
Copyright ⓒ 2009 LANDKOREA
502
502.
ANALYZE
분산 분석
Two-way ANOVA
Two-WayANOVA의 실행 예제
어떤 화학 공장에서 제품의 수율(Yield, %)에 영향을 미칠 것으로 생각되는 반응온도와 원료를
인자로 취하여 반복이 없는 이원 배치의 실험을 하였다. 각 인자의 수준은 다음과 같다.
A1 : 180 oC
반응온도 A
A2 : 190 oC
A3 : 200 oC
B1 : M사 원료
원료 B
B1 : Q사 원료
B1 : P사 원료
A4 : 210 oC
Copyright ⓒ 2009 LANDKOREA
503
503.
ANALYZE
분산 분석
원 데이터: 랜덤화를 통하여 얻은 결과
인자 A
인자 B
M 사 (B1)
Q 사 (B2)
P 사 (B3)
180C(A1) 190C(A2)
97.6
97.3
96.7
98.6
98.2
96.9
200C(A3)
99.0
98.0
97.9
210C(A4)
98.0
97.7
96.5
Minitab 을 이용한 데이터 분석
[Step1]: Minitab의 실행→ Table값을 입력
Copyright ⓒ 2009 LANDKOREA
504
504.
ANALYZE
분산 분석
[Step 2]Stat → ANOVA→ Two-Way 를 선택
선택 시 각 수준별 평균 추정값을
화면출력
선택 시 WorkSheet에 ‘잔차’를
계산한 새로운 열이 추가됨
선택 시 교호작용을 빼고 ANOVA
모형을 적합
잔차 도시
Copyright ⓒ 2009 LANDKOREA
505
505.
ANALYZE
분산 분석
[STEP 3]: 분산 분석 결과
유의수준 α=0.05에서 각 수준의 p-value< α
=0.05 이므로 각 수준에 대하여 귀무 가설
기각. 즉 두인자 모두 유의
각 수준별 구간 추정값
※ 분석된 결과를 보면, 반응 온
도는 200C 에서, 원료는
M사의 제품을 이용하는 것이
가장 높은 수율을 기대할 수 있
을 것이다.
Copyright ⓒ 2009 LANDKOREA
506
506.
ANALYZE
분산 분석
Two-Way ANOVAMinitab 실습
1. Open the worksheet EXH_AOV.MTW.
2. choose Stat > ANOVA > Two-way.
3. In Response, enter Zooplankton.
4. In Row factor, enter Supplement. Check Display means.
5. In Column factor, enter Lake. Check Display means. Click OK.
Results for: Exh_aov.MTW
Two-way ANOVA: Zooplankton versus Supplement, Lake
Analysis of Variance for Zooplank
Source
DF
SS
MS
Suppleme
2
1919
959
Lake
1
21
21
Interaction
2
561
281
Error
6
622
104
Total
11
3123
F
9.25
0.21
2.71
P
0.015
0.666
0.145
Suppleme
1
2
3
Mean
43.5
68.3
39.8
Individual 95% CI
--+---------+---------+---------+--------(-------*-------)
(--------*-------)
(--------*-------)
--+---------+---------+---------+--------30.0
45.0
60.0
75.0
Lake
Dennison
Rose
Mean
51.8
49.2
Individual 95% CI
------+---------+---------+---------+----(----------------*----------------)
(----------------*----------------)
------+---------+---------+---------+----42.0
48.0
54.0
60.0
Copyright ⓒ 2009 LANDKOREA
507
507.
ANALYZE
산점도
• 산점도에 데이터를플로팅 함으로써, 두개의 변수 (또는 인자)간에는 어떠한 관계에 있는지 알 수
있을 뿐 아니라 그 관계가 얼마나 관련이 있는지도 알 수 있음
• 수평선은 입력(X) 요소를 나타내고, 수직선은 다른 입력요소 또는 결과(Y)를 나타냄
• 타점되는 점은 짝으로 이루어진 데이터 (X,Y) 입니다.
• 잠재 원인(X)과 문제 또는 결과 (Y)
• 두개의 잠재 원인들 (X1, X2)
예를 들면:
• 자동차의 속력과 연료 소모량
• 어느 정도의 속력으로 선반을 가동시켜야 가공의 정확도를 향상 시킬 수 있는가?
• 광고비용을 얼마나 향상시켜야 판매량이 증가하는가?
Copyright ⓒ 2009 LANDKOREA
508
508.
ANALYZE
산점도
• 정의 상관관계
정의 상관관계
부의 상관관계
하나의 변수가 증가 할 때 또 다른
변수가 증가하게 되는 경우
(예) - 생산량과 투입 공수
- 학생의 나이와 키
• 부의 상관 관계
하나의 변수가 증가 할 때 또 다른
변수가 감소하게 되는 경우
(예) 자동차 속도와 소요시간
상관관계 없음
Copyright ⓒ 2009 LANDKOREA
비선형의 상관관계
509
509.
ANALYZE
산점도
산점도 (ScatterDiagram) 층별
산점도는 상관간계가 없음을 나타내는 경우에도, 데이터를 적절히 층별하여 보면 아래와 같이
서로 관련이 있음을 알 수 있음.
전체 Data Set
영
영
업
업
강한 양의 상관
매
매
출
출
Non-linear Correlation
광고비$
광고비$
강한 음의 상관
Copyright ⓒ 2009 LANDKOREA
510
510.
ANALYZE
산점도
• 예제
인자 X가CTQ(Y)에 어느 정도의 영향을 주는지를 파악하고자 함.
• 파일
A07_Correlation.mtw (산점도 이용)
▶
Copyright ⓒ 2009 LANDKOREA
▶
511
ANALYZE
상관 분석
상관계수(CorrelationCoefficient)
변량 X와 Y의 상관의 크기 즉, X와 Y사이의 긴밀성의 정도를 표시하는 척도
ˆ
ρ= r=
S ( xy )
S ( xx ) S ( yy )
r
-1.0
-0.8
-0.3
0
+0.4
+0.9
+1.0
=
∑ ( x − x)( y − y)
∑ ( x − x) • ∑ ( y − y )
i
i
2
i
2
i
두 변수간의 관계
완전한 음의 직선 상관관계
강한 음의 직선 상관관계
약한 음의 직선 상관관계
직선 상관 관계가 아님
약한 양의 직선 상관관계
강한 양의 직선 상관관계
완전한 양의 직선 상관관계
기여율( r2 ) : 상관계수의 제곱의 값을 기여율이라 부르고 Y 전체의 산포를 1로 보았을 때
Y에 대한 X의 영향의 정도를 나타낸다.(Y의 전 변동에 대한 회귀에 의한 변동)
Copyright ⓒ 2009 LANDKOREA
513
513.
ANALYZE
상관 분석
지침: 일반적으로 샘플크기를 기준으로 함(Guide line)
│r │ > 0.80 이면, 중요한 관계
│r │ < 0.20 이면, 중요한 관계가 아님
음의 상관
상관 없음
양의 상관
r
+1.0
-1.0
0
결정점 (decision point)
Copyright ⓒ 2009 LANDKOREA
514
ANALYZE
상관 분석
상관분석
매출액과 입력률은상관관계가
없는 것으로 나타남.
층별 분석 요함.
분석 Flow
Step 1: 산포도를 그려 데이터 모양 검토
Step 2: 상관계수를 구함
500
입력건수
600
Step 3: 상관계수의 유의성(p value) 을 검증
400
회귀분석
300
200
Step 4: 유의하면 회귀식을 구함.
100
Step 5: 기여율을 구함.
0
400000
900000
1400000
매출액(1/4분기)
Correlation of Output volume(1/4) and DB Input = 0.370, P-Value = 0.016
• 매출액 : 현재 고객정보에 들어온 계약정보
• 입력건수 : 2000년 1월 ~ 3월 의 영업정보입력 건수
Copyright ⓒ 2009 LANDKOREA
516
ANALYZE
회귀 분석
회귀분석이란?
• 변수들간의 관계를 분석하기 위한 통계적 기법
• 반응변수 Y와 독립변수 X간의 관계식 도출
단순 선형 회귀의 경우
직선식 : Y= β0 +β1X
Y = 결과 (반응변수)
X = 입력 (독립변수. 하나이상 일 수 있음.)
β1= 직선의 기울기=X가 1 단위 변할 때 Y가 변화하는 비율
β0= y 절편. 즉, X=0 일 때,Y=β0
Copyright ⓒ 2009 LANDKOREA
519
519.
ANALYZE
회귀 분석
월
예측 (Prediction)의문제
장판재인 깔끄미 출시 후 광고투자와 매출액을
분석해 보니 오른쪽의 결과를 얻었다.
이 Data를 통해, 11월 광고료 책정액이 7억원이라면
매출액을 얼마로 기대할 수 있을까?
광고료(억원)
매출액(십억원)
1
2
3
4
5
6
7
8
9
10
4
8
9
8
8
12
6
10
6
9
9
20
22
15
17
30
18
25
10
20
공정조건 등의 최적화 문제
특정 사출물 공장은 사출물의 불량 (기포 발생) 개선을 위해,
여러 가지 각도에서 공정을 검토한 결과 사출물의 단위 면적당
기포 개수를 15개 정도로 유지하는 것이 비용상 적절한 것으로
판단된다. 과거 경험상, 원료 A의 투입량에 따라 기포 갯수가
달라지는 것으로 추측된다. 따라서, 먼저, 실제 A의 투입량이
단위 면적당 기포 발생 개수에 영향을 미치는지 확인하고, 15개
정도의 기포를 유지할 수 있는 A의 투입량을 찾고 싶다.
Copyright ⓒ 2009 LANDKOREA
520
520.
ANALYZE
회귀 분석
회귀분석을 통한회귀계수의 추정은 최소제곱법 (least squares method)을 이용.
; 예측모형
= 회귀모형
??
예측
관측치
예측치
예측의 오차
δ
최소제곱법이란 ??
δ 가 최소가 되도록 예측모형의 모수 (회귀계수)를 결정해주는 방법.
Copyright ⓒ 2009 LANDKOREA
521
521.
ANALYZE
회귀 분석
최소제곱법
오차항의 추정치인잔차의 크기가 가장 작아지도록 회귀모형의 회귀계수를 결정함.
최소제곱법
회귀 모형
Y
Y = β0 + β1χ
y2
·
•
• 어떤 관측치 yi 에 대한 잔차는
ei = yi - (β0 + β1xi )
e₂
β0 + β1χ2
e₁
β0 + β1χ1
• 모든 점 y₁y₂··· yn 각각에 대한
잔차의 제곱합은
Σei 2 = Σ(yi - β0 - β1xi ) 2
·
•y1
χ1
x2
y1 = β0 + β1 χ1+ e₁
y2 = β0 + β1 χ2+ e₂
•
•
•
•
•
•
•
•
•
•
•
•
yn = β0 + β1 χn + en
Copyright ⓒ 2009 LANDKOREA
χ
• 최소제곱법은 위의 잔차 제곱합이 최소
가 되도록 β0 , β1 을 정하는 것
잔차 (residual) =회귀식으로 설명 안되는 부분
522
522.
ANALYZE
회귀 분석
• (y에대한 )총 제곱합 (total sum of squares)의 분해
최소제곱 모형으로 설명되는 차이
∑ (yi
− y )2 =
i
∑
ˆ
( yi − yi )2 +
i
(SST)
∑
ˆ
( yi − y )2
i
(SSE)
(SSR)
관측치의 평균에 대한 차이
(y와 x가 무관하지 않아서 생기는 차이 + y자체 산포에 의한 차이 [관측오차 등등])
• 결정 계수 (coefficient of determination)
R-squares = SSR / SST
Copyright ⓒ 2009 LANDKOREA
523
523.
ANALYZE
회귀 분석
• 분산분석표
Source
'of Variation
Regression
Error
Tot'al
Sum of Squares
(SS)
SSR
SSE
SST
Degree of Freedom Mean Squares
(df)
(MS)
1
MSR
n-2
MSE
n-1
Adjusted R 2 = 1 −
SSE df error
SST df total
s 2 = 오차분산 σ 2의 추정치 = MSE
• 전체 회귀식에 대한 검정
H 0 : β1 = 0
H1 : β1 ≠ 0
i) 유의수준 α의 선정
ii) F1,n−2,1−α 의 계산 (F분포표를 참조)
iii) F0 =
1-α
MSR
이면 H0를 기각.
> F1,n−2,1−α
MSE
α
F1,n−2,1−α
Copyright ⓒ 2009 LANDKOREA
F0
524
524.
ANALYZE
회귀 분석
어느 공정에서공정변수 x를 변화시켰을 때, 그에 따른 제품의 특성 y에 대해 1차 단순 회귀모형을
가정하고 회귀분석 실시
i
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
x
1
1
2
3.3
3.3
4
4
4
4.7
5
5.6
5.6
5.6
6
6
6.5
6.9
y
2.3
1.8
2.8
1.8
3.7
2.6
2.6
2.2
3.2
2
3.5
2.8
2.1
3.4
3.2
3.4
5
ˆ
y
1.96637
1.96637
2.22675
2.56524
2.56524
2.7475
2.7475
2.7475
2.92977
3.00788
3.16411
3.16411
3.16411
3.26826
3.26826
3.39844
3.50259
잔차
0.33363
-0.16637
0.57325
-0.76524
1.13476
-0.1475
-0.1475
-0.5475
0.27023
-1.00788
0.33589
-0.36411
-1.06411
0.13174
-0.06826
0.00156
1.49741
The regression equation is
y = 1.71 + 0.260 x
ˆ
β
0
Predictor
Constant
x
S = 0.7031
ˆ
β
결정계수 값은 그다지 높지 않다.
1
Coef
StDev
T
P
1.7060
0.4588
3.72
0.002
0.26038
0.09720
2.68
0.017
R-Sq = 32.4%
R-Sq(adj) = 27.9%
유의확률.
F0
Analysis of Variance
Source
DF
Regression
1
Residual Error
15
Total
16
SS
3.5474
7.4150
10.9624
MS
3.5474
0.4943
F
7.18
회귀식이 유의함.
P
0.017
s 2 = 오차분산 σ 2의 추정치 = MSE
Copyright ⓒ 2009 LANDKOREA
525
525.
ANALYZE
회귀 분석
범하기 쉬운오류
비선형 데이터
모여 있는 데이터
Copyright ⓒ 2009 LANDKOREA
이상점 (Outliers)
데이터 범위가 좁을 경우
526
526.
ANALYZE
회귀 분석
도식화
산점도
변수들 간
의관련성
상관분석
회귀분석
Copyright ⓒ 2009 LANDKOREA
계량화
예측성
특징
• 두 변수관계의
Plotting
√
• 두 변수간 선형
관계에 한하여
상관계수로 표시
√
√
√
• 직선/곡선 관계
모두 적용 가능
• 두 변수이상 적용
가능
• 결정계수에 의해
판단
527
527.
ANALYZE
회귀 분석
• 회귀모형의종류
1) 단순회귀(simple regression)
- 독립변수가 1개이고 종속변수와의 관계가 직선임
2) 회귀곡선(curvillinear regression)
- 독립변수가 1개이고 종속변수와의 관계가 곡선임
3) 중회귀(multiple regression)
- 독립변수가 2개 이상이며 종속변수와의 관계가 선형(1차함수)임
4) 다항회귀(polynomial regression)
- 독립변수가 2개 이상이며 종속변수와의 관계가 2차이상의 함수임
5) 비선형회귀(nonlinear regression)
- 회귀식의 모습이 미지의 모수들의 선형관계가 아님
Copyright ⓒ 2009 LANDKOREA
528
528.
ANALYZE
회귀 분석
회귀분석
3인을 초과하는대기고객은 고객수와 계산대 Capa간의 매우 높은 유의성을 나타냄.
Regression Plot (Best점)
Regression Plot (Worst점)
Y = 139.112 + 0.246509X
Y = 97.8306 + 0.657858X
R-Sq = 54.6 %
R-Sq = 22.1 %
250
Country Capa
Country Capa
350
250
150
Regression
95% CI
50
0
100
200
300
Customer
▶ 대체로 고객수 대비 계산대 운영은
Flexible하며 유의 정도가 54.6%로
높게 나타남.
200
150
Regression
95% CI
100
0
100
200
Customer
▶ 고객수와 무관하게 계산대를 운영하고
있으며, 유의 정도는 22.1%로
낮게 나타남.
Regression : 결과에 영향을 주는 주요 원인을 파악하는 동시에 원인별 중요도를 비교하는 방법
Copyright ⓒ 2009 LANDKOREA
300
529
529.
ANALYZE
회귀 분석
두개의 인자간의회귀분석을 수행
• 예제
- CVD Reactor에서 Deposition Time과 Oxide Thickness 사이에는 선형적 관계가
있으리라고 예상되어 시간을 변화시키면서 Oxide Thickness를 측정하였다.
두 인자간의 관계를 구하라.
• 파일
Regression.mtw
• 메뉴
Stat> Regression> Regression...
Response: Thickness, Predictors: Time
< Storage... >
□Fits, □Residuals
Copyright ⓒ 2009 LANDKOREA
530
530.
ANALYZE
회귀 분석
상수항의 경우p값이 0.05이상으로
유의하지 않으며 Time항의 경우
유의한 것으로 나타남.
• 결과
Regression Analysis
β0 = Ybar- β1*Xbar
The regression equation is
Thickness = 0.069 + 0.00383 Time
Predictor
Constant
Time
Coef
0.0692
0.0038288
β1 = Sxy/Sxx
T = Coef/St Dev
StDev
0.1010
0.0004378
T
0.69
8.75
P
0.512
0.000
R-Sq = SSR/SST*100
R-Sq(adj)
=(1-MSE/MST)*100
S = 0.1591
R-Sq = 90.5%
R-Sq(adj) = 89.3%
SST=Syy
Analysis of Variance
Source
Regression
Residual Error
Total
DF
1
8
9
SS
1.9351
0.2024
2.1374
Copyright ⓒ 2009 LANDKOREA
MS
1.9351
0.0253
F
76.49
P
0.000
SSR=(Sxy)2/Sxx
SSE=SST-SSR
531
531.
ANALYZE
회귀 분석
Regression Analysis결과의 해석
• Regression equation?
- y=a+bx 형태의 직선식으로 독립변수와 종속변수와의 관계를 수치적으로 보여준다.
• T-test
- 상수와 velocity 각각에 대한 결과를 보여주고 있으며 p값을 통해 검정의 유의성을 판정할 수 있다.
- constant : 0.512(p)>0.05(α)이므로 귀무가설 채택, 통계적으로 유의차가 없다(의미가 없다)고 볼 수 있음.
⇒ stdev가 Coef보다 크므로 거의 0에 가까움.
- velocity : 0.00(p)<0.05(α)이므로 귀무가설 기각, 통계적으로 유의차 있다(의미가 있다)고 볼수 있음.
• R-sq / R-sq(adj)
- 상관계수 r의 제곱으로 두 인자간의 관련성의 정도를 보여주며 수치가 높을수록 신뢰성도 높다.
- 보통의 경우 sample수가 많아질수록 커지는 경향을 갖고 있으므로 회귀식이 유의하지 않은 경우임에도
sample수가 많아짐으로 인해 R-Sq 값이 커지는 경우가 있다. 따라서 이것을 보정하기 위한 방법으로
각각의 자유도를 나누어 이를 방지한 새로운 R-Sq 값이 R-Sq(adj)이다.
• ANOVA(F-test 실시)
- 구해진 회귀식에서 나타나는 변동을 인자의 수준차에 의한 변동(regression)과 오차에 의해 나타나는 변동
(residual error)으로 분해하여 두 변동의 비를 계산함.
- 여기서는 0.00(p)<0.05(α)이므로 귀무가설 기각,
⇒ 회귀식의 변동과 오차의 변동이 같지 않다는 결과
- 회귀식의 F값이 76.49이고 이때의 P=0.00으로 회귀식으로 설명되는 변동이 많음을 보여주므로 회귀식은
전체 data를 비교적 잘 보여주고 있는 것을 알 수 있다.
Copyright ⓒ 2009 LANDKOREA
532
ANALYZE
회귀 분석
회귀분석 결과를Graph로 시각화하여 나타냄
• 메뉴
Stat> Regression> Fitted Line Plot...
Response[Y]: Thickness, Predictors[X]: Time
Type of Regression Model ⊙Linear
<Options...>
Display Options □Display confidence bands, □Display prediction bands,
Confidence level: 95.0
Copyright ⓒ 2009 LANDKOREA
534
534.
ANALYZE
회귀 분석
• 결과
회귀직선식
RegressionPlot
Y = 6.92E-02 + 3.83E-03X
R-Sq = 90.5 %
2
Thickness
회귀직선값
신뢰구간
1
예측구간
Regression
0
95% CI
95% PI
0
100
200
300
400
Time
Copyright ⓒ 2009 LANDKOREA
535
535.
잔차분석을 통해 상정한회귀식의 적합성 (정규성, 등분산성, 독립성의 가정 및 직선 관계의 타당성)을
검토할 수 있다.
잔차 :
ˆ
ei = yi − yi
(i) Overall plots (잔차의 정규성 검정) :
잔차에 대한 histogram이나 정규확률지를 도시하여, 정규분포를 따르는지 확인할 수 있다.
Copyright ⓒ 2009 LANDKOREA
536
536.
ANALYZE
회귀 분석 –잔차 분석
예를 들어, 잔차의 그래프가 아래와 같은 형태를 가질 경우 회귀모형이 적절치 않을 수 있음을 알 수 있다.
잔차
잔차
×
× × ×
×
×
× ×
×
×
×
×
×
×
×
×
×
① 폭이 넓어지는 형태
×
잔차
×
×
×
×
×
×
×
② 직선적으로 증가하는 형태
×
×
×
×
×× ×
×
×
×
③ 곡선의 형태 (concave)
(ii) Time sequence plots (잔차의 독립성 검정[time effect 조사] 및 기타) :
y를 얻은 시간 순서에 따라 잔차를 도시. 도시결과에 대한 해석은 다음과 같이 정리될 수 있다.
① 분산이 constant하지 않고 시간에 따라 증가한다.
② 시간을 독립변수로 회귀모형에 포함시켜야 한다 (단, 선형모형).
③ 상정한 회귀모형에 시간에 대한 선형항 (linear terms) 및 제곱항 (quadratic term)이 함께
포함되어야 한다.
Copyright ⓒ 2009 LANDKOREA
537
537.
ANALYZE
회귀 분석 –잔차 분석
(iii) Plot against the predictor variable (등분산성 검정, 직선관계의 타당성 검토 및 기타) :
잔차를 독립변수 x에 따라 도시. 도시결과에 대한 해석은 다음과 같이 정리될 수 있다.
① 분산이 constant하지 않다.
② 계산에 오류가 있었다.
③ 독립변수의 제곱합이 필요하거나, 반응변수에 대한 변환이 필요하다.
Copyright ⓒ 2009 LANDKOREA
538
538.
ANALYZE
다중 회귀 분석
회귀분석결과가 회귀분석의 가정과 일치하는지를 확인
• 메뉴
Stat> Regression> Residual Plot...
Residuals: RESI1, Fits: FITS1
Residual Model Diagnostics
• 결과
Normal Plot of Residuals
I Chart of Residuals
0.2
0.5
3.0SL=0.5528
0.0
X=-4.4E-17
Residual
0.1
Residual
잔차의 정규성 검정
Data가 사각형의 대각선 방향에
대부분 나타나는 경우 정규성이
있다고 판정한다.
→ 일반적인 정규성 검정 graph
0.0
-0.1
-0.5
-0.2
-1
0
1
-3.0SL=-0.5528
0
Normal Score
1
2
3
4
5
6
7
8
9 10
Observation Number
Residuals vs. Fits
Histogram of Residuals
0.2
3
잔차 vs 추정치 graph
잔차와 추정치를 하나의 graph에
나타낸 것으로잔차가 추정치와
함께 특정한 경향성이
없이 불규칙적으로 분포하고
있어야 한다.
2
Residual
Frequency
0.1
잔차의 Histogram
잔차의 형태가 정규분포를
따르는지를 판단하기 위한
graph이다.
1
0.0
-0.1
-0.2
0
-0.20
-0.15
-0.10
-0.05
-0.00
0.050.100.15
Residual
Copyright ⓒ 2009 LANDKOREA
Data의 순서에 따른 잔차
Data의 순서에 따라 잔차를 표시
한 것으로 중심선을 기준으로
잔차가 경향성이 없이 불규칙적
으로 분포되어 있어야 한다.
0.0
0.5
1.0
1.5
Fit
539
539.
ANALYZE
다중 회귀 분석
Openthe worksheet EXH_REGR.MTW.
예제) 태양열 에너지 실험의 일환으로 집으로부터 총 열전도를 측정하려 한다.
총 열전도가 절연에 의해 또는 동,남,북 방향의 위치에 의해 또는 일자별 시간에 의해
예측될 수 있는지를 실험하고자 한다.
그 측정결과를 가지고 Multiple Regression을 실시하고자 한다.
[Step1] 데이터 입력
반응치(Heat Flux)의
데이터 값을 보여 준다.
Copyright ⓒ 2009 LANDKOREA
독립 변수들의 각
데이터 값을 보여
준다.
540
540.
ANALYZE
다중 회귀 분석
[Step2]모형의 구성
반응치(Heat Flux)를 선택한
다.
독립변수에는 각 방향 (동,남,
북)을 선택한다.
변수가 세 개 이므로
Multiple Regression이다
잔차 그래프
적합결여 검정등의 특정 분석을
실시
특정 분석 결과 (관련 통계량)를 Session 창에 출력
분석된 결과를 Worksheet의 특정 열을
저장시켜줌.
Copyright ⓒ 2009 LANDKOREA
541
541.
ANALYZE
다중 회귀 분석
[Step3]Graphs의 선택사항
잔차 분석에 사용될 잔차의 종류 선택
잔차에 대한 히스토그램
잔차의 정규분포 도시
잔차 Vs 회귀식에 의한 Y추정치 도시
잔차를 해당 Y의 관측순서에 따라 도시
Copyright ⓒ 2009 LANDKOREA
542
542.
ANALYZE
다중 회귀 분석
[Step4]Options의 선택사항
가중 회귀 분석을 위한 가중치가
저장된 열의 지정
표시하지 않으면 절편이 없는
회귀모형을 적합
적합 결여 검정 실행
잔차들의 자기상관을 검출하고자
할 때 check. 이 값이 4에
가까우면 음의 자기상관, 0에
가까우면 양의 자기상관이
있다고 볼 수 있다.
Durbin-Watson test는
1차 자기상관 절차에 의해
발생된다.
회귀식에 의해 Y값을 추정하고 싶은
X값을 입력
Copyright ⓒ 2009 LANDKOREA
543
543.
ANALYZE
다중 회귀 분석
[Step5]회귀식 분석 결과
선형 회귀모형식
Y = β 0 + β1 x1 + β 2 x2 + ... + β k xk + ε
절편값 =
β0
각 독립변수의 회귀계수 값
=
β1 , β 2 , β 3
결정계수와 조정된 결정계수 값
회귀식은 유의함. 즉 각 독립변수의
회귀계수 모두가 0이 아님.
Copyright ⓒ 2009 LANDKOREA
544
544.
ANALYZE
다중 회귀 분석
[Step6]잔차의 정규성 검사
히스토그램 : 데이터의 분포가 종형으로 되어 있고
평균을 중심으로 좌우대칭 형태로 데이터가
분포되어 있으므로 어느 정도 정규성이 있다고
할 수 있다
잔차 plot : 어느 정도 선형식에 맞는 것으로
판단되지만 타점 된 점들 중에서 일반 점들과
벗어난 이상치가 두 개 있는 것으로 나타났다
Copyright ⓒ 2009 LANDKOREA
545
545.
ANALYZE
다중 회귀 분석
[Step7]독립성 검정
약간 Flucuation하는 형태를 띠며, 독립성에
문제가 있어 보인다.
[Step8] 등분산성 검정
다른 것에 비해 이상치로 보여지는 데이터 값
이상치로 보여지는 것을 제외하면 등분산성에
크게 문제가 없어 보임.
Copyright ⓒ 2009 LANDKOREA
546
이것만은 기억하자 !
핵심
Point
1.Analyze
- 근본원인 선정을 위한 잠재인자 도출과 이를 위한 가설검정의 학습과 정의.
2. Analyze 진행단계
- 잠재인자 도출
- 가설검정 실시
- 근본원인 선정
3. 분석방법
- 특성요인도, Logic Tree, Pareto 분석
- T-test, F-test, Chi –Squared test
- 가설 검정, 상관 분석, 회귀 분석
- ANOVA 분석, Quick Win
Copyright ⓒ 2009 LANDKOREA
548
548.
IMPROVE
Improve 단계를 잘이해하고
프로세스를 진행하면?
설명
개선 안에 대한 정확한 최적화로
Improve 단계의 내용에 따라 기초적인 내용을 학습하고,
상황 분석에 사용되는 각 분석방법을 이해하며,
보다 효과적인 혁신을 수행 할 수
있으며, 이의 검증과정에서 명확한
각종 데이터를 현실에 맞도록 분석활용법을 습득하여,
근거의 제시 하에 진행 할 수 있다.
현업에서 실행 가능한 실무학습으로 발전시킨다.
Improve 단계를 잘 못 이해하고
프로세스를 진행하면?
핵심
1.
실제 비즈니스 분석을 통해 개선하기 위한 준비를 한다.
개선 안에 대한 최적화 오류로
개선의 효율성이 저하된다.
Improve 단계의 학습을 통하여 기본방법론들을 학습하고,
2.
학습한 내용을 투석기실습을 예로 Minitab의 통계분석을
개선 후에도 추가적인 개선의
병행사용하여 Improve 단계에서 다루는 주요 단계의 분석을
실행 필요성이 발생하게 된다.
실행해보며 결과 값을 해석해 본다.
Copyright ⓒ 2009 LANDKOREA
549
IMPROVE
개요
과정 목표
•
•
•
•
•
근본원인을제거 할 수 있는 최적 안을 도출 한다.
근본원인의 제거 만으로 목표 달성이 어려울 경우 창의적이고 혁신 적인 개선안을 도출 한다.
도출된 해결 안을 구체화하고 평가하여 우선 순위를 결정 한다.
필요한 경우, 최적 안을 발표하여 참피온의 결심 및 관련 부서 동의를 얻는다.
최적 안을 실행하고, 효과를 검증 한다.
추진 절차
•
•
•
I1 : 개선안 발굴
I2 : 개선안 최적화 및 실행
I3 : 개선성과 검증
핵심 Point
•
•
•
•
•
•
•
해결 안은, 근본원인의 제거 및 창의적인 Idea를 충분히 반영하고 있는가?
선정된 해결 안은 목표 달성을 가능하게 하는가?
혁신적인 개선안을 채택한 경우 경제성 분석 및 예상되는 위험은 충분히 반영되었나?
DOE를 통한 최적 안의 도출일 경우, 재현성을 검증되었나?
혁신적인 개선안 일 경우, 참피온이 올바른 결정을 할 수 있도록 객관적인 데이터와, 경쟁사 및
시장의 현황, 기술적인 경향 등에 관련된 자료는 충분히 준비되고 발표되었나?
근원적인 문제의 원인이 제거되었는가?
이번 프로젝트 기간에 실행할 내용과 다음에 실행 할 내용은 구체적으로 계획 되었나?
Copyright ⓒ 2009 LANDKOREA
551
551.
IMPROVE
Define
Measure
I1
진행 단계
Analyze
Improve
I2
개선안 발굴
개선안최적화 및 실행
Control
I3
개선성과 검증
Activities
• 개선의 방향성 설정
• 개선안 도출 및 그룹화
• 개선안 평가 및 선정
• 챔피언 승인 획득
Activities
• 개선안 실행 계획
• 개선안 실행
Activities
• Pilot Test계획 수립
• 결과 분석 및 조치 실행
Tools
• 창조적 Idea 발상법 ( 브레인 스
토밍, 친화도 법, Mind Mapping,
Solution Mapping, ECRS,
SCAMPER)
Tools
• 요인 배치법/부분 요인 배치법
• RSM
• Mixture Design
• Taguchi Method
Tools
• Presentation
• Change Management
• Pilot Test
Copyright ⓒ 2009 LANDKOREA
552
552.
IMPROVE
Define
Measure
I1
개선 안 발굴
Analyze
Improve
I2
개선안발굴
개선안 최적화 및 실행
Control
I3
개선성과 검증
Activities
• 개선의 방향성 설정
• 개선안 도출 및 그룹화
• 개선안 평가 및 선정
• 챔피언 승인 획득
Activities
• 개선안 실행 계획
• 개선안 실행
Activities
• Pilot Test계획 수립
• 결과 분석 및 조치 실행
Tools
• 창조적 Idea 발상법 ( 브레인 스
토밍, 친화도 법, Mind Mapping,
Solution Mapping, ECRS,
SCAMPER)
Tools
• 요인 배치법/부분 요인 배치법
• RSM
• Mixture Design
• Taguchi Method
Tools
• Presentation
• Change Management
• Pilot Test
Copyright ⓒ 2009 LANDKOREA
553
553.
IMPROVE
개선 안 발굴
Improve- 1 : 개선안 발굴
Best Practices
다른 프로젝트의
Idea
근본 원인
프로젝트 목표
개선안
도출
분석 기간동안의
“발견”
전통적 방법
(B/S 등)
비전통적 방법
(Six thinking hats등)
Benchmark
Ideas
Copyright ⓒ 2009 LANDKOREA
554
554.
IMPROVE
개선 안 발굴
개선한다는것은 노력과 과학의 결합
• 99%의 노력과 1%의 영감
• 전구의 휠라멘트를 발견하기 위해 수
천번의 시행착오식 실험
• Edison은 훌륭한 발명가이나
탁월한 과학자는 못 됨
• 평범한 사람이 문제해결을 잘 하려면?
Thomas Edison 1847 - 1931
Copyright ⓒ 2009 LANDKOREA
• 평범한 사람이 창의적인 Idea를 발휘하려
면
555
555.
IMPROVE
개선 안 발굴
개선은여러 가지 충돌(Conflict)을 해결하는 것
문제의 현상
프로세스 충돌
기술적 충돌
회피 방안
창의적
사고
Copyright ⓒ 2009 LANDKOREA
기술적 충돌
프로세스 충돌
퇴치 방안
논리적
사고
혁신적
해결안
556
556.
IMPROVE
개선 안 발굴
개선은최적화와 혁신(Breakthrough)을 동시에 추구
Define
새로운 조건
Breakthrough
Point 발견
Y
강도
개 선
최적조건
발견
Analyze에서
x와 Y의 관계를
밝혀냄
X
온도
Measure
Copyright ⓒ 2009 LANDKOREA
557
557.
IMPROVE
개선 안 발굴
최적화를위한 도구/기법
기존의 방법
새로운 방법
• DOE
•Regression
•RSM
•Taguchi
•TRIZ
임기응변식 방법
Copyright ⓒ 2009 LANDKOREA
과학적 방법
558
558.
IMPROVE
개선 안 발굴
혁신이란곧 경쟁력의 원천
혁신이란?
새로운 방법의 도입
새롭고 더 나은 업무 방식 개발
두 가지 일/아이디어의 새로운 결합
Help!!!
새로운 “파라다임”의 창조
“규칙 혹은 규정” - “당신이 사용하는 업무 방식”,
“한계가 생기는 행동 양식.”
Copyright ⓒ 2009 LANDKOREA
Joel Barker
559
559.
IMPROVE
개선 안 발굴
패러다임의혁신 (Paradigm Shift)
Kahn박사 과학적혁명
중력의 세계
자력의 세계
모든것은 중력에의해
떨어진다.
다른극은 서로 밀친다
새로운
설명이
필요
N
N
• 새로운 관점/사고의 전환
• New Finding/새로운 원리
Copyright ⓒ 2009 LANDKOREA
560
560.
IMPROVE
개선 안 발굴
혁신의효과
혁신은 성과/가치의 Quantum Leap을 가져옴
혁신(Breakthrough)
성과/
가치
경쟁자가 따라오지
못하게...
시간적
이점
지속적 개선
시간
Copyright ⓒ 2009 LANDKOREA
561
561.
IMPROVE
개선 안 발굴
각업계에 혁명을 몰고 온 역사적인 혁신의 사례들은…
Charles Goodyear
경질 고무
Jack Kilby
집적 회로
Copyright ⓒ 2009 LANDKOREA
George Eastman
사진술
Alexander G. Bell
전화
Chester Carlson
복사기
562
562.
IMPROVE
개선 안 발굴
혁신의걸림돌
프로젝트 제한
보유한 기술적 지식의 한계
심리적 관성 패러다임 마비
너무 쉽게 포기하거나 타협
잘못된 문제 해결 Approach
Copyright ⓒ 2009 LANDKOREA
객관성
사례의 활용
외부인 참여
창의성
563
563.
IMPROVE
개선 안 발굴
창의성이혁신의 지렛대
창의성
업계
지식
기업
지식
자신의
지식
혁신적
해결안
Copyright ⓒ 2009 LANDKOREA
564
564.
IMPROVE
개선 안 발굴
창의적혁신의 진화 사례
?
태양
모닥불
촛불/횃불
랜턴
플래시
• Light only during
• 낮에 빛이 존재
• 밤에 빛이 존재
• 고정된 불
• 낮에 빛이 존재
• 밤에 빛이 존재
• 고정된 불
• 이동이 가능한 불
• 낮에 빛이 존재
• 밤에 빛이 존재
• 고정된 불
• 이동이 가능한 불
• 강도 변화
• 보다 안전
• 낮에 빛이 존재
• 밤에 빛이 존재
• 고정된 불
• 이동이 가능한 불
• 강도 변화
• 보다 안전
• 즉각적 점등/소등
• 방향 조절 가능
the day
Copyright ⓒ 2009 LANDKOREA
565
다음은?
• 낮에 빛이 존재
• 밤에 빛이 존재
• 고정된 불
• 이동이 가능한 불
• 강도 변화
• 보다 안전
• 즉각적 점등/소등
• 방향 조절 가능
• 자동 방향 조절?
565.
IMPROVE
개선 안 발굴
개선이라하는 것은
① 최적화와 혁신(Breakthrough)을 동시에 추구
② 최적화는 분석단계에서 축적된 지식이 Key
③ 혁신은 창의성 발휘가 Key
④ 창의성 발휘도 노력해야…
→ 다양한 Idea발상 기법의 활용
Copyright ⓒ 2009 LANDKOREA
566
566.
IMPROVE
개선 안 발굴
근본원인의확인
분석단계에서 검증된 근본원인의 충분한 이해가 개선의 출발점임
문제점
근본원인
해결안
•근본원인을 제거/최소화 가능한 Idea
Define/Measure에서
도출된 Issue
Analyze단계에서 Factbase로 검증된 원인
•근본원인과 해결안이 1:1로 대응되는 것은
아님
• 다양한 창조적 Idea발상기법의 활용
Copyright ⓒ 2009 LANDKOREA
567
567.
IMPROVE
개선 안 발굴
해결방안의Source
Best Practices
다른 프로젝트의
Idea
근본 원인
프로젝트 목표
개선 Idea
도출
분석 기간동안의
“발견”
전통적 방법
(B/S 등)
비전통적 방법
(Six thinking hats등)
Benchmark
Ideas
Copyright ⓒ 2009 LANDKOREA
568
568.
IMPROVE
개선 안 발굴
창의적해결안 도출을 위해서는…
• 고정관념을 타파한다(현상부정, ECRS)
• 희망사항을 열거한다
• 관점을 전환한다
• 해결안의 장애요인을 고려하지 않는다
• 문제의 전체관을 갖는다
• 의당 “있어야 할 미래의 모습”(Breakthrough Thinking)을 그린다
- Push System(과거의 형태를 현재에 적용)
- Pull System(미래에 있어야 할 모습을 현재에 적용)
Copyright ⓒ 2009 LANDKOREA
569
569.
IMPROVE
개선 안 발굴
창조적Idea발상을 위한 도구
Brainstorming
전통적 방법
친화도 법
Challenge Assumption
창조적 Idea
발상법
Solution Mapping
비전통적 방법
Mind Mapping
Six Thinking Hats
Lateral Thinking
Random Word
ECRS / SCAMPER
Copyright ⓒ 2009 LANDKOREA
570
570.
IMPROVE
개선 안 발굴
성공적인Idea 도출을 위한 조언
• 여러분의 Idea를 써 내려가는 것을 잊지 말 것
-
적절하지 않은 시간에 튀어나온 좋은 Idea를 정리하고 유지하도록 이 방법을 계속합니다.
• Idea 암살자를 피해야 합니다.
- “Idea 암살자”란 많은 사람들의 Idea에 대해 이의를 제기하고 부정적 생각과 적의를 표하곤
하며 변화에 거부감을 느끼곤 하는 것을 말합니다.
• 토론
여러분이 기억할 수 있는 것들을 목록으로 작성 해 봅시다.
•
•
•
•
•
•
•
Copyright ⓒ 2009 LANDKOREA
571
571.
IMPROVE
개선 안 발굴- Brainstorming
Brainstorming 방법
1. Brainstorming방법이란 ?
• 잠재의식 (두뇌의 가장 창조적인 부분)을 사용하여 개선방안을 도출하는 기술
• 각 개인의 의견을 바탕으로 한 팀의 공통적 사고로 상승효과를 가져오는 유용한
기술임
• 비교적 짧은 기간에 많은 생각과 방안을 도출해 냄
• Idea 도출시 가장 먼저 사용되어야 하는 창조적 기법임
2. 효과적인 Brainstorming방법
Do‟s
Dont‟s
• 개인들이 자기의 생각들을 완성하게 하라
• Idea 암살자를 사용하지 말 것
• 기존의 Idea를 체계화 해라
• Idea가 제안될 때 판단하지 말 것
• Idea를 기술할 때는 간단하게 해라
• 개인의 Idea를 기록할 때 바꾸지 말 것
• 구성/분류/평가는 반드시 회의가 끝난 후에 실시해라
• 회의를 지배하지 말 것
• 양을 추구해라
Copyright ⓒ 2009 LANDKOREA
572
572.
IMPROVE
개선 안 발굴- Brainstorming
오스본의 Brainstorming 방법
진행 Procedure
1. 문제의 근본 원인을 확인합니다
2. 작업을 위한 계획을 세웁니다
3. 옳은 사람을 고릅니다
오스본의 4 원칙
4. 외부 참여자는 참석 전에 문서화 된
1.
비판 엄금
2.
자유 분방
5. 기본법칙을 세웁니다
3.
타인의 의견에 편승
6. 모든 생각을 기록해 둡니다
4.
질보다 양의 추구
정보를 제공합니다
7. 시간 제한을 둡니다
8. Idea의 소강 상태를 넘겨야 합니다
9. 정리, 분류, 평가합니다
Copyright ⓒ 2009 LANDKOREA
573
573.
IMPROVE
개선 안 발굴- 친화도
친화도
해결 안의 합의 부족과 압도적인 선택 안의 배열로 야기되는 팀의 무능을 극복하기 위해 친화도를 사용
합니다.
(친화도 작성 방법)
1. 완전한 문장으로 논의된 사항을 기술함.
2. 적어도 20개의 Idea를 떠올림.
3. 말하지 말고, 5~10개의 관련된 분류 항목으로Idea들을 분류함.
4. 각각의 항목에 대해, 합의된 요약카드를 작성함.
예 : 비즈니스 계획의 실행에 관련된 과제
우리의 비즈니스 계획에 대한 접근은
반드시 향상 되야 한다.
조직이 보다 효과적으로
기능할 수 있다.
통합되지 않은 계획
표준화 되지 않은
계획으로의 접근
조직으로의 약한 위탁
조직 사이에서
과제에 대한 대화
공동자원 배치에
대한 조정
시장 진출을 위한
잘못된 우선 순의 정의
서로에 대해 믿지 않는
기능적인 조직
새로운 상품의 개발과
지침에 대한
부족한 팀의 접근
우리/그들 인식
당일 문제와의 싸움
계획의 성공을 위한
개인적인 위탁을
만들지 않는
조직구성원
기능적인 경계를
넘지 않는 계획의 소유
정확히 정의되지
않은 수단
팀플레이에 대한
보상은 없다
기능적 조직의 어려움
사이에서의 대화
조직은 갈등해결에
초점을 맞추지 않는다
비현실적 목표는
막연한 태도를 만든다
재정적 목표와
연결되지 않은 계획
Copyright ⓒ 2009 LANDKOREA
574
574.
IMPROVE
개선 안 발굴– 비 전통적 방법
비전통적 Idea 발상법의 Output들
해결안 도표 작성
일상적인 일로
일상적인 일은
운영자 위의
감독관이 승인 더 높은 승인 없음
부서장 승인을
없앰
예외적일 때에만
부서장 승인
사용을
보다 편하게
Mind Mapping
지각된 불공정한 처리
입력 오류
줄임
프로세스 시간
50% 줄임
도전적이지 못함
경영 훈련 부족
우선 항목에 대한
부서장의
승인
진급의 한계
제거
입력 형태를
수정
단순화
고객 Needs 사용자에게
조사
guideline 제공
최고의 기술 사용 안함
Six Thinking Hat
종업원 만족도
White
Red
Black
대리점
입장
방의 부족
징계의 위험 감수
창조를 위한 여유부족
관리자
입장
유동성 없음
지성 부족
귀찮은 프로세스
도구의 부족
작업자
입장
Blue
Green
Yellow
고객
입장
Copyright ⓒ 2009 LANDKOREA
575
Champion
입장
575.
IMPROVE
개선 안 발굴– 비 전통적 방법
비 전통적 방법
설명
Tool
• Challenge Assumption
용도
• 다른 관점에서 가정을 살펴 봄
- 기존 가정의 반대 / 수정
• 제시되는 목표로 부터 출발하여
주변에 관련된 개선방안을
연결시킴
• 장애를 기회로 반전 시킴
• Mind Mapping
• 문제와 관련된 다수의 Issue들
사이의 연관성을 Brainstorming함
• 창조적 사고를 강화시키고
정신적 그림을 만듦
• Six thinking Hats
• 다른 색깔의 모자로써 정의된
다른 관점에서 Role Play를 통해
Idea를 제안 함
• 부정적 사고와 그룹 논쟁을
회피함
• Lateral Thinking
• 비 선형적인 사고 방법
• 혁신적 해결방안 도출 시 유용
• Random Word
• 수평적 사고를 보다 용이하게 함
• 다른 인식과 관점을 적용
• Solution Mapping
Copyright ⓒ 2009 LANDKOREA
• 많은 Idea와 더 좋은 Idea를 창출
함
576
576.
IMPROVE
개선 안 발굴– ECRS
ECRS란…
Eliminate
제거할 수는
없을까?
Simplify
단순화할 수는
없을까?
Copyright ⓒ 2009 LANDKOREA
Combine
결합할 수는
없을까?
Rearrange
재배열할 수는
없을까?
577
IMPROVE
개선 안 발굴
Idea발상도구의 결합
알고있는
지식의
활용
• Brainstorming
다른
관점의
활용
• Challenge
Assumptions
• Six Thinking
Hats
• Benchmarking
Copyright ⓒ 2009 LANDKOREA
비선형적
사고
• Lateral
Thinking
• Random
Word
• Mind
Mapping
• SCAMPER
Idea
체계화
• Solution
Mapping
Idea 결합
비교
• Idea
Box
• Benchmarking
579
579.
IMPROVE
개선 안 발굴
연습:비전통적 Idea 발상 도구의 실행
목적
비전통적 Idea 발상 도구를 적용해보고 그들의 효과를 평가해 봅니다.(25분)
지침
1. 팀이 제거하거나 줄이길 원하는 근본원인을 확인합니다.
2. 선정된 근본 원인을 제거하는 잠정적 해결안을 도출하기 위해 비전통적 Idea 발상
도구를 사용합니다.
3. 사용된 도구를 평가합니다.
• 그것의 장점은?
• 무엇이 어려웠고 방해되었는가?
4. 토의된 결과의 발표 준비를 합니다.
Copyright ⓒ 2009 LANDKOREA
580
580.
IMPROVE
개선 안 구체화및 평가
해결안 평가 Process
평가 Matrix
해결방안
시그마 효과
시간
비용-이익
총합
잠재적 해결 안
해결안 줄이기
근본원인에
대한 효과
선정된
해결 안
조직에 적합성
Show Stoppers
Copyright ⓒ 2009 LANDKOREA
581
순위
581.
IMPROVE
개선 안 구체화및 평가
Show Stoppers 제거
•
•
•
•
고객에게 많은 반대 효과를 야기시키는 것 외에 결점을 가짐.
기업의 전략과 정면으로 대응됨.
법이나 기업 방침에 위배됨.
약정의 범위에서 벗어남.
예:
약정 요구사항: 개선사항은 정보 시스템에 영향을 주지 않아야 하며,
$100,000의 개선 비용을 넘지 못합니다.
Show Stoppers:
• 추가로 하드웨어가 요구되는 소프트웨어 Package의 사용을 포함한 해결방안.
• 11개의 다른 지역에 새로운 bar code 입력 시설로 $20,000 투자를 요구하는 해결
방안
Copyright ⓒ 2009 LANDKOREA
582
582.
IMPROVE
개선 안 구체화및 평가
조직에 적합성
• 전략적 우선순위와 일치하는가?
- 팀 헌장의 범위를 벗어나는 경우
- 팀의 한계를 벗어나는 경우
- 경영진의 지원이 어려운 경우
• 실행 시 기존의 경영시스템과 충돌되지 않는가?
– 의사 결정 시스템 / 회계 시스템 / 통신 시스템 / 보상 시스템
– 다른 조직의 시스템/프로세스
• 조직의 문화와 모순되지 않는가?
– 사기/ 신뢰 / 대화, 협동 / 개방성, Risk-taking / 문화 가치
• 해결안의 실행에 영향을 주는 환경적인 제한 요소는 없는지?
– 정치 / 예산, 재정 / 법규,규정 / 조직간의 벽
Copyright ⓒ 2009 LANDKOREA
583
583.
IMPROVE
개선 안 구체화및 평가
근본원인에 대한 효과 분석
250
100%
200
80%
150
60%
100
40%
50
예: 독립적 해결안
20%
0
0%
#1 #2 #3 #4
근본원인
비효율 프로세스에 근본원인이 기여한 정도 %
해결안
해결방안 A
근본원인 #1
40%
근본원인 #2
30%
근본원인 #3
10%
80%
해결방안 B
20%
해결방안 C
30%
해결방안 D
해결방안 E
근본원인 #4
5%
80%
100%
5%
20%
문제의 근본원인을
줄이는데 가장 효과적인
해결안이나 해결안의
결합을 고려함.
5%
해결방안 A = 32% 결점 감소
해결방안 B = 24% 결점 감소
해결방안 C = 14% 결점 감소
해결방안 A & B의 실행은 56%의 결점을 감소 시킵니다. 원래의 목표는 50% 감소입니다.
Copyright ⓒ 2009 LANDKOREA
584
584.
IMPROVE
개선 안 구체화및 평가
해결안 줄이기
내용
방법
Multi-voting
• 각 팀원이 전체 해결안에 대해 복수로 투
표함
용도
• 많은 해결안을 관리 가능한 수준인
4 - 7개로 줄이기 위해 사용
- 인당 투표수는 해결안 수의 반 정도
- 주어진 해결안에 1번씩 투표
• 많은 양의 개선방안을 통합하고 심사하는
데 도움을 주는 기술의 하나 임
CDAM
• 팀이 지금 사용 가능한 모든 잠재적
해결안을 통합함
- Combine, Delete, Add, Modify
Paired Ranking
Force Field Analysis
• 해결안을 정성적으로 우선순위 평가를
위해 사용되는 기술
• 해결안을 2개씩 짝을 지어 상호 Ranking을
매김
• 팀의 선택이 비공식적으로 결정될 수 없
을 때 사용
• 해결안이 5개를 넘으면 이 도구를 사용
하기 전에 Multi-voting을 사용하여 5개
이하로 줄임
• Idea에 대한 현실성 테스트를 할 수 있게
해줍니다.
- 해결안의 강점과 약점 분석
•경영진에게 해결안 보고 전에 면밀한
검토 용.
• Idea의 장점을 최대로 하거나 단점을
최소화하고자 할 경우
Copyright ⓒ 2009 LANDKOREA
585
585.
IMPROVE
개선 안 구체화및 평가
Paired Ranking 법
A
평가 기준
득표수
점수
8-0
3
7-1
2
6-2
2
5-3
1
4-4
0
B
A3
C
A2
B1
A1
D1
A2
B1
A
B
8
2
D
E
D1
0
D
D1
E
3
0
C
0
각 해결안 별 평가 점수의 합계
(A 예) A3 + A2 + A1 + A2 = A8
Copyright ⓒ 2009 LANDKOREA
586
586.
IMPROVE
개선 안 구체화및 평가
Force Field 분석
사회심리학자 Kurt Lewin이 개발한 Tool
해결안
Driving Force (추진력)
• 잠재적 개선안
•추진력은 개선안의 장점 또는 성공으로
Restraining Force (저항력)
•저항력은 개선안의 성공적 실행에
판단하기 위한 선결 조건임
•조작 비용을 줄입니다.
•직업 통합을 요구합니다.
•고객 서비스를 향상시킨다.
• “float benefit” 줄입니다.
•late fees를 줄입니다.
영수증을 받은후
14일 안에 송장에
대한 지불
장애가 되는 요소 또는 단점임
•새로운 검색 리포트 요구합니다.
•필수 database를 줄입니다.
•비교 우위성을 얻습니다.
Copyright ⓒ 2009 LANDKOREA
587
587.
IMPROVE
개선 안 구체화및 평가
개선안 우선순위 평가
Sigma
Time
-해결방안 실행에 요구
- 시그마(sigma) 목표에
되어지는 시간
대한 해결안이 줄 영향
평가
Matrix
비용/이익
- 각각의 해결안과 연관되어
지는 재정적 효과
기타
- 해결방안 결정 프로세스에서
조직이 원하는 알고 싶어하는
특별한 것
(사기에 대한 영향)
Copyright ⓒ 2009 LANDKOREA
588
588.
IMPROVE
개선 안 구체화및 평가
평가기준 예
Sigma 수준
Time
> 4.0
3.8 – 3.99
7
3.75 – 3.799
4
< 3.75
시간
1-2 달
3
4
5
6
7
8
9
10
11
10
1
평가
10
9
8
7
6
5
4
3
2
1
비용/이익
Point Value for Cost
Cost
> 90k
90 – 100k
100 – 110k
110 – 120k
120 – 130k
130 – 140k
140 – 150k
150 – 160k
160 – 170k
> 170k
Points
10
9
8
7
6
5
4
3
2
1
Point Value for NPV
+
Copyright ⓒ 2009 LANDKOREA
NPV
> 320k
300 – 320k
380 –300k
260 –280k
240 –260k
220 – 240k
200 – 220k
180 – 200k
160 – 180k
< 140k
Points
10
9
8
7
6
5
4
3
2
1
기타
시장 점유율 증가
새로운 시장 진출
브랜드 인식 및 강화
사기 증대
고객 만족
589
589.
IMPROVE
개선 안 구체화및 평가
해결안 우선순위 평가 Templet
해결안
Sigma
효과
시간
비용-이익
이외의
효과
총합
* -난에는 평가항목별 가중치를 기입함
Copyright ⓒ 2009 LANDKOREA
590
순위
590.
IMPROVE
개선 안 구체화및 평가
연습: 해결안 평가
목적:
다양한 해결안의 평가 방법을 습득함
지침:
1.현재 활동하고 있는 Project 또는 임의의 주제를 선정한다
2.선정된 Project 또는 주제에 대하여 Brainstorming을 하여 많은 개선안을 도출한다.
3.도출된 해결안에 대해 Multi-voting과 Paired Ranking을 사용하여 해결안을 5개이내로 줄인다
4.줄여진 해결안에 대하여 평가항목/기준/가중치를 만들고 각 해결안을 평가하여 우선순위를 매긴다
5.우선순위가 높은 1-2개 개선안에 대하여 Force Field 분석을 실시한다.
6.그룹 내에서 토의된 결과를 OHP에 정리하여 발표준비를 한다.
시간: 40분
Copyright ⓒ 2009 LANDKOREA
591
591.
IMPROVE
Define
개선 안 최적화및 실행
Measure
I1
Analyze
Improve
I2
개선안 발굴
개선안 최적화 및 실행
Control
I3
개선성과 검증
Activities
• 개선의 방향성 설정
• 개선안 도출 및 그룹화
• 개선안 평가 및 선정
• 챔피언 승인 획득
Activities
• 개선안 실행 계획
• 개선안 실행
Activities
• Pilot Test계획 수립
• 결과 분석 및 조치 실행
Tools
• 창조적 Idea 발상법 ( 브레인 스
토밍, 친화도 법, Mind Mapping,
Solution Mapping, ECRS,
SCAMPER)
Tools
• 요인 배치법/부분 요인 배치법
• RSM
• Mixture Design
• Taguchi Method
Tools
• Presentation
• Change Management
• Pilot Test
Copyright ⓒ 2009 LANDKOREA
592
592.
IMPROVE
실험계획법(DOE)
실험 계획법
(DOE :Design of Experiment)
스크린 실험
일부 실시법
Fractional Factorial
중요 인자를 결정
주요하지않은 인자 제거
완전 배치법
Full Factorial
모든 인자조합에
대해 실험
모든 교호작용
설명
최적화 실험
Path of Ascent
최적 상태가
존재하는 구역으로
이동
Copyright ⓒ 2009 LANDKOREA
반응 표면 분석
RSM
최적 구역에서
변환함수 구축 (주요
인자와 반응과의
통계모형구축)
확인 실험
변환함수 및 최적
조건의 확인
593
593.
IMPROVE
실험계획법(DOE)
실험계획법 이란?
실험계획법(Design ofexperiments, DOE)이란
통제가 가능한 입력인자와 측정 가능한 출력인자 간의 변환함수 y=f(x‟s)를 효과적이
고 효율적으로 결정할 수 있는 계획, 설계, 데이터 수집, 분석, 결과 해석 방법을 모두
포함하는 개념이다 .
실험의 목적을 만족시키고 적절한 성과물을 얻기 위해 가장 많은 정보를 가장 효율적
으로 얻을 수 있는 일련의 실험 조건을 결정하는 실험 전략이다.
입력인자
(Input Indicator)
x1
x2
x3
.
.
xn
Copyright ⓒ 2009 LANDKOREA
출력인자
(Output Indicator)
Y=f(x’s)
Y
594
594.
IMPROVE
실험계획법(DOE)
한번에 한 인자실험(OFAT : One Factor at A Time)
수율이 온도와 반응시간의 함수인 공정에 대해 생각해 보자.
이 공정은 현재 온도 155(ºC)와 반응 시간 1.0 (시간)에서 관리되고 있으나,
온도와 반응시간을 조절하면 수율이 개선될 것이라고 생각된다.
반응시간이 수율에 미치는 영향을 조사하기 위하여 “한번에 한인자 실험” 하는 방법으로
테스트하여 아래와 같은 결과를 얻었다.
온도
시간
155
0.5
45%
155
1.0
65%
155
1.5
77%
155
2.0
71%
155
2.5
48%
Copyright ⓒ 2009 LANDKOREA
수율
595
595.
IMPROVE
실험계획법(DOE)
한번에 한 인자실험(OFAT : One Factor at A Time)
첫번째 실험에서 최고 수율을 얻은 조건인, 반응 시간을 1시간 30분으로 고정시켜 놓고,
온도를 변화 시켜 가면서 테스트하여 아래와 같은 수율 데이터를 얻었다.
온도
시간
140
1.5
59%
150
1.5
74%
160
1.5
80%
170
1.5
73%
180
1.5
66%
Copyright ⓒ 2009 LANDKOREA
수율
596
596.
IMPROVE
실험계획법(DOE)
실험 계획법에 의한결과
Contour Plot of Yield
200
한번에 한 인자 실험
에서의 최고 수율
(160ºC, 1.5시간)
190
90
Temp
180
170
85
160
80
150
75
70
140
65
60
65
70
75
80
85
90
95
한번에 한 인자 실험에서10번의 실험 을
통해 80%의 수율을 얻었지만,
앞으로 배우게 될 반응 표면 분석 (RSM:
Response Surface
Methodology)을 통하면 11회의 실험 으로
반응 표면 모델을 만들 수 있으며 최대
수율(여기서는 90%이상)조건을 찾을 수
있다.
60
130
0.0
0.5
1.0
1.5
2.0
2.5
Time
최대 수율의 조건을 찾는 외에도 수율과 인자간의 관계에 대한 많은 정보를 얻을 수 있다.
· 온도는 수율에 어떤 영향을 미치는가?
· 온도와 시간 중 어느쪽에 수율에 더 큰 영향을 미치는가?
· 실험에서 사용되지 않는 시간과 온도 조건 조합하에서의 수율을 예측할 수 있나?
Copyright ⓒ 2009 LANDKOREA
597
597.
IMPROVE
실험계획법(DOE)
실험 유형 비교
“한번에한 인자” 실험
• 입력인자의 진정한 최적 수준을
알아낼 수 없다.
계획된 실험
• 최적조건과 수준을 체계적으로
찾을 수 있다.
• 인자간의 교호작용을 알아낼 수 없다.
• 인자간의 교호작용을 알 수 있다.
• 인자의 수준을 동시에 변화시키는
• 효율적이고 효과적 이다.
통계적 실험방법보다 비효율적이다.
• 최초의 상황에 크게 좌우된다.
즉, 첫번째 실험을 행할 때의 인자 조건이
최종결과에 중요한 역할을 하게 된다.
Copyright ⓒ 2009 LANDKOREA
598
IMPROVE
실험계획법(DOE)
실험계획법의 역할
• 문제해결책을 찾기 위해서 어떤 유일한 길이 있는 것은 아니다.
• 유능한 두 사람이 같은 문제에 직면했을 때, 서로 다른 방법을 사용하여, 같은 결론을
얻을 수 있다.
• 과학자나 기술자가 통계적 분석 없이 실험을 하는 것도 가능 하지만, 유효하고 효과적인
통계학 도구가 있을 때 전문지식을 최대한으로 활용할 수 있다.
• 좋은 계획으로부터 간단하고 올바른 분석으로 타당한 결론을 끌어낼 수 있다.
• 때로는 중요한 결론들을 자료에서 바로 눈으로 발견할 수 있다.
• 효과적인 실험을 하기위해서는 실험계획법에 대한 충분한 이해가 필요하다.
Copyright ⓒ 2009 LANDKOREA
601
IMPROVE
실험계획법(DOE)
이상적인 실험의 진행단계
계획(Planning)
1 단계
실험
노
력
분석
• 1단계의 분석은 2단계의
계획단계로 이어진다.
시간
다음과 같은 사항을 따르는 것이 중요함
• 목표와 실험의 범위를 분명히 정의함
• 실험계획에 필요한 정보를 수집
노
력
계획(Planning)
2 단계
실험
분석
• 실험에 필요한 자원의 확보 확인
• 충 분 한 계 획 (planning) 과 연 속 적 실 험
(Sequential experimentation) 을 사용
시간
Copyright ⓒ 2009 LANDKOREA
603
603.
IMPROVE
실험계획법(DOE)
실험의 오류
실험목표 불분명
- 무엇을 하려고 하는지 분명하지 않음
관리 불가능한 시스템 - 안정화되지 않은 공정
- Noise가 너무 큼
- 요인파악 어려움
너무 복잡한 실험
- KISS (Keep it statistically simple)
너무 긴 실험
- 실험하고 있는 동안에 고려치 않은 다른 인자들이 변함
Copyright ⓒ 2009 LANDKOREA
604
604.
IMPROVE
실험계획법(DOE)
실험계획의 유형
중요 인자들을발견하고
특징을 파악
(Screening)
최적화
(Optimization)
먼저 중요 인자들을 발견하고 특성을 파악하기 위한 실험 계획을 사용한 후,
중요 인자들에 대한 최적화 실험 계획을 실시한다.
중요 인자들을 발견하기 위한 실험계획(Screening)의 특징은:
1. x들에 대한 지식을 많이 요구하지 않는다.
2. Screening 계획 초기에 x들에 관한 모든 요인이 포함된다.
3. 하나의 요인에 두 수준(높음/낮음) 만을 배당한다.
Copyright ⓒ 2009 LANDKOREA
605
IMPROVE
실험계획법(DOE)
실험계획의 적용
스크린 실험
일부실시법
완전배치법
FractionalFactorial
Full Factorial
•중요 인자를 결정
•주요하지않은
인자 제거
•모든 인자조합에
대해 실험
•모든 교호작용 설명
최적화 실험
Path of Ascent
최적 상태가
존재하는 구역으로
이동
Copyright ⓒ 2009 LANDKOREA
반응표면분석
확인 실험
RSM
최적 구역에서 변환함수 변환함수 및 최적
구축 (주요 인자와
조건의 확인
반응과의 통계모형구축)
607
607.
IMPROVE
실험계획법(DOE)
1. 실험의 목적을명확히 한다.
2. 반응치 (종속변수) “Y”를 선정한다.
3. 인자 (독립변수) “X”를 선정한다.
4. 인자들의 수준을 선정한다.
5. 실험 계획 선정
6. 실험 실시 & 데이터 수집
7. 데이터 분석
Vital Few
8. 결론 도출
9. 검증 실험 실행
Copyright ⓒ 2009 LANDKOREA
608
608.
IMPROVE
실험계획법(DOE)
1. 실험의 목적을명확히 한다
● ”Y” (종속변수)의 명확한 정의 &
“X” (독립변수)의 효과에 대한 예상 추정값을 List한다.
실험을 계획하는 동안 항상 다음 질문을 염두에 두고 실시한다.
● Data로 무엇을 결정할 것인가?
● Data가 모여지면 어떻게 분석할 것인가?
● 얻어진 Data가 필요한 결정을 하는데 유용한가?
→ 만약 아니라면 실험 계획을 다시 세운다.
Copyright ⓒ 2009 LANDKOREA
609
609.
IMPROVE
실험계획법(DOE)
2. 반응치 (종속변수)“Y”를 선정한다.
● 선정된 테마에 대해서 여러개의 “Y”가 있을 수 있음.
- 테마를 Break Down하여 (Logic Tree등의 기법) “Yn”에 대하여 각각
독립적인 “X” 인자를 선정하여 개선함.
● 때때로 “Y”의 측정이 어려운 경우에는 Ranking을 부여하거나, 표준과
비교하는 등의 방법을 사용
● 측정후의 Sample (자료포함)은 측정 Data를 재조사할 필요를 대비하여
식별후 보관하는 것이 좋다.
● 선입관을 가지고 주관적으로 Data를 측정할 경우 시간에 대하여 어떤
추이를 가질 수 있으므로 항상 랜덤화 하거나 Blind로 하여 실시하는
것이 바람직 하다.
● 데이터 종류에 관계없이 실험을 하기전에는 “Y” 에 대하여 Gage R&R을
실시하고, 그 값이 10% 보다 작아야 한다.
Copyright ⓒ 2009 LANDKOREA
610
610.
IMPROVE
실험계획법(DOE)
3. 인자(독립 변수)“X”를 선정한다.
● 독립 변수는 여러 가지 종류가 있음.
- 실험에 있어서 의도적으로 변화시키는 실험 변수
- Blocking 변수
- 의도적으로 변화 시키지 않는 관찰 될 수 있는 변수
- 잠재 변수
● 독립 변수의 선정
- 측정,분석 단계에서 얻은 통계적 분석 결과를 이용
- 전문가 의견
- 브레인 스토밍
- Flow Chart
- 현상분석 데이터
- 특성 요인도
- 경쟁사 분석
- 고객분석 / 협력사 조사
- Process Mapping
- Rolled Throughput Yield
Copyright ⓒ 2009 LANDKOREA
611
IMPROVE
실험계획법(DOE)
■ X -Y의 관계
•
•
•
•
•
•
Y
종속적
결과(Output)
영향 (Effect)
징후(Symptom)
모니터
•
•
•
•
•
•
X1 . . . X n
독립적
입력(Input)-공정(Process)
원인
문제점
관리
• Y가 고객에게 중요한 반면에 Y는 관리되기 보다는 모니터 된다. Y를 이상적 수준으로 유
지 시키는 것은 x 인자들의 관리를 통해서이다.
• 개선과 프로세스 관리를 위해서는 x를 변화 시킴에 따라 Y에 미치는 효과를 반드시 알아
내야만 한다.
• 변환 함수 f (Transfer Function)는 종속적인 Y를 독립적인 x들을 통해서 표현하는 수학
적 관계이며 중요한 x들을 확인하고 개선효과를 나타내려면 f (x) 를 찾아야 한다.
Copyright ⓒ 2009 LANDKOREA
613
613.
IMPROVE
실험계획법(DOE)
4. 인자들의 수준을선정한다.
● 중요한 인자를 찾고자 한다면 전형적으로 2수준을 사용한다.
● “Y” 값이 수준의 범위에 따라 충분히 차이가 생길 수 있는 범위로 수준을
선정한다.
: 만약 선정한 온도의 범위가 좁아 응답에 거의 영향을 주지 못했다면
온도는 중요한 인자가 아니라고 오판 할 수 있다.
● 현실 가능한 수준을 넘어서서 수준을 정하지 않도록 한다.
: 최적으로 선정된 수준에서 실제로 적용이 불가능하면 개선 할 수 없다.
● 실험의 몇몇 조합은 받아 들일 수 없는 반응값일 수도 있다.
그런데 그러한 조건에서 최적의 값이 나올 수도 있다.
Copyright ⓒ 2009 LANDKOREA
614
614.
IMPROVE
실험계획법(DOE)
5. 실험 계획선정
실험계획을 할 때 10가지 중요 개념을 생각 할 것
1) 직교성
완전배치 또는 부분배치법에서 인자들의 효과를 분리하기 위하여
즉, 서로 독립으로 만들기 위하여 사용된다.
2) 랜 덤
실험의 인자가 아닌 외부에 의한 요인의 효과를 방지하기 위하여 사용.
- 실험 순서의 랜덤
- 실험 Unit의 랜덤
- 측정 순서의 랜덤
3) 재현성(Replication)
실험 조건을 처음부터 다시 setup하여 실험하는 것
- 추정을 하는데 있어서 산포를 줄일 수 있음.
- 실험의 결과에 대하여 신뢰감을 줄 수 있음.
Copyright ⓒ 2009 LANDKOREA
615
615.
IMPROVE
실험계획법(DOE)
4) 반복성(Repeatition)
같은 시료에대해 즉시 반복 실험 하는 것
- 측정이나 실험 과정상의 에러를 보상하는 방법이다.
- 하나의 Treatment에 해당하는 시료를 한 개 만들어 여러 번 실험하는 것
- 개개의 응답치의 평균을 분석시에 사용한다.
5) 관리 능력
선정된 조건이 충분히 관리가 될 수 있어야 함.
6) 잠재 변수
잘 알려져 있지도 않고, 통제도 어려우며, 측정도 불가능하지만 반응치에
영향을 주는 값.
잠재 변수의 영향을 줄이기 위해 랜덤화 한다.
7) Noise 변수
반응치에 영향을 준다고 알려져 있으나 통제하기 어려운 변수
Copyright ⓒ 2009 LANDKOREA
616
616.
IMPROVE
실험계획법(DOE)
예를 들어, 세탁기의세탁력을 실험하는데 있어서 옷감의 종류 또는 세탁량은 고객의 사용조건에
해당하나 세탁력에 영향을 미치는 변수들임.
따라서 세탁량(6Kg & 10Kg)과 옷감종류 (Cotton & Blend)는 Noise변수임.
실험 계획을 아래와 같이 설정하여 실험함.
(Noise 변수)
(시험변수)
Time
G allons
Cotton
Cotton
Blend
Blend
6
10
6
10
10
4
X
X
X
X
10
8
X
X
X
X
20
4
X
X
X
X
20
8
X
X
X
X
Copyright ⓒ 2009 LANDKOREA
617
617.
IMPROVE
실험계획법(DOE)
8) Blocking
Block은 동질성의그룹임.
만약 어떤 요인이 문제가 될 것으로 판단되면 그 요인을 Blocking 인자로 선정한다.
예를 들어,
1. 날짜 : 만약 2일에 걸쳐 실험이 진행 되었다면 “날짜”는 Block인자로 사용될 수 있다.
(첫날 시험 조건과 둘째날 시험 조건이 상이할 수 있음)
2. Chemical : 만약 2개의 서로 다른 공급업체의 원재료 사용
Block인자로 선정하면 실험의 횟수를 늘리지 않으면서, 만약에 있을 수 있는 요인을
분석 할 수 있음
X1
X2
X3
-1
-1
-1
-1
1
1
1
1
-1
-1
1
1
-1
-1
1
1
-1
1
-1
1
-1
1
-1
1
Copyright ⓒ 2009 LANDKOREA
X4=X1*X2*X3
-1
1
1
-1
1
-1
-1
1
Block
1-Mon
2-Wed
2-Wed
1-Mon
2-Wed
1-Mon
1-Mon
2-Wed
인자를 모두 곱하여
-1은 블록 1(Mon)
1은 블록 2(Wed)
618
IMPROVE
실험계획법(DOE)
랜덤화(Randomization)
· 랜덤화란 실험시실험 재료의 할당과 인자수준 조합의 실험 순서를 결정하기 위해
사용되는 실험계획의 한 방법이다.
· 랜덤화는 통제 불가능한 혹은/그리고 알려지지 않은 영향 인자의 결과값에 대한
구조적인 영향의 가능성을 제거하거나 감소시키기 위해 사용한다.
· 랜덤화를 위해서 난수표를 사용하거나 컴퓨터의 난수 생성 기능을 이용한다.
· 랜덤화를 하더라도 실험 과정에서 발생되는 “노이즈”를 완전히 제거할 수는 없지만
블록화가 불가능한 경우 구조적인 영향을 줄일 수는 있다.
Copyright ⓒ 2009 LANDKOREA
620
620.
IMPROVE
실험계획법(DOE)
블록화(Blocking)
· 알려진 구조적효과를 분리해내기 위한 실험계획방법으로 주요 입력인자의 영향이
약화되는 것을 막아준다.
· 공정에서 발생하는 통제가능 인자 혹은 변수인 불필요한 인자(nuisance factor)를
분리해낸다. 이 불필요한 인자는 실험과정에서 분석 대상은 아니지만 특정 수준에
고정될 수 없고 고정해서도 안되는 인자이다.
· 블록화 할 수 있는 요인으로는 상이한 원자재, 운영자, 기계, 배치 등을 들 수 있다.
가령,하나의 실험을 할 때 할 수 없이 두개 업체의 원자재를 사용해야 할 경우, 원자재에
대해 블록화하여 실험한다.
제거할 수 없는 변동인자가 존재할 경우 블록화 할 수 있는 것은 블록화 하고
블록화할 수 없는 인자는 랜덤화한다
Copyright ⓒ 2009 LANDKOREA
621
621.
IMPROVE
실험계획법(DOE)
9) Sample의 크기
측정값의변동 정도 등을 고려하여 Sample 수를 결정하고, 질을 중요시함.
10) 교락법(Confounding)
교락은 인자의 효과가 서로 분리될 수 없는 것으로 모든 부분 배치는 어느 정도의
교락이 되고 있음.
일반적으로 주 효과가 교호작용보다 큰 경우가 많으면, 3차 이상의 교호작용이
유의한 경우는 거의 없다.
- 예제
· A,B,C의 인자 3개가 있을 때 첫번째 열에 A의 주효과와 B와 C의 교호작용이
함께 나타난다고 하면 첫번째 열에는 인자 A와 인자 B×C가 교락되어 있다고
한다.
Copyright ⓒ 2009 LANDKOREA
622
622.
IMPROVE
실험계획법(DOE)
6. 실험 실시& 데이터 수집
●
실험을 하기 전에 데이터 Sheet를 준비하고, 가능하면 관련되는 모든 내용을
기록하는 것이 좋다.
●
실험시에는 반드시 참석하여 관찰 하는 것이 좋다.
- 관찰을 통해서 인과 관계인지 상관 관계인지를 알 수 있다
- 실험을 하는 동안 조건의 범위에 대하여 적절 한지를 알 수 있다.
●
측정후의 Sample은 분석후 측정 Sample을 재 조사할 필요가 있는 경우를
대비하여 보관 하는 것이 좋다.
●
연속적인 실험 :
실험은 크게 진행 하는 것 보다 작은 실험을 여러번 실시하는 것이
바람직 한 경우가 많다.
Copyright ⓒ 2009 LANDKOREA
623
623.
IMPROVE
실험계획법(DOE)
7. 데이터 분석
●GRAPH
- Capability Analysis
- Histogram
- Box Plot
- Pareto
- Scatter plots
- Cube plots
- Main effects plots
- Interaction plots
● 신뢰 구간
P-value
검정 통계량 : t-test / F-test / Chi-square
● 분산 분석 (ANOVA tables) - Session window
회귀 분석 (Regression Analysis)
Copyright ⓒ 2009 LANDKOREA
624
624.
IMPROVE
실험계획법(DOE)
8. 결론 도출
다음사항을 확인 한다
● 결과 값이 통계적으로 유의한가?
- 측정 / 분석 / 개선 단계에서 사용한 Tool 간에는 모순점이 있는가?
- 실제 문제와 관련하여 통계적 처리 결과가 합리적인가?
● 결과 값이 실제적으로 개선 되었는가?
- 공정 능력이 향상 되었는가?
- 테마로 선정한 “Y”가 장기적으로 개선 되었는가?
- 역기능의 문제가 발생하지 않았는가?
● 실험의 결과가 어떻게 문제를 개선하는데 방향을 제시 할 수 있는가?
● 추가적인 실험을 하여야 하는가?
Copyright ⓒ 2009 LANDKOREA
625
625.
IMPROVE
실험계획법(DOE)
9. 검증 실험실행
●
검증 실험은 도출된 최적의 조건에서 정말로 개선이 되었는지를 증명하는 절차임.
검증 실험은 반드시 현상 분석시와 유사하게 장기적으로 Rational Subgroup으로
실시하여야 함.
●
도출된 최적 조건으로 검증 실험을 하는 동안 선정된 조건 내에서 자연스럽게
(실제 작업 조건으로) 변화 될 수 있도록 하여야 한다.
※ 참조 사항
■ 검증 실험을 하는 동안에는 반드시 참석하여
관찰 하여야 한다.
■ 인자의 수준 변화가 정확한 지를 확인하라
■ 실험의 조건이 장비를 파손 시키는지, 안정성에
문제를 유발하는지를 항상 유의할 것
Copyright ⓒ 2009 LANDKOREA
626
626.
IMPROVE
실험계획법 – 22완전배치법
완전배치법이란 가능한 모든 인자 수준의 조합에 대해 실험을 실시하는 실험계획법을 말한다. 그
러므로 2수준 완전배치법의 경우에는 총 2k 개의 인자-수준 조합이 존재한다.
실험구분
수준 수 (높음, 낮음)
수준수
2²
2
2
2²= 4
23
3
2
23= 8
24
2
k
요인의 수
인자수
가능한 조합수(실험수)
4
2
24= 16
대부분의 초기 실험에서는 인자 당 2수준이 사용된다. 이러한 계획들은;
• 상대적으로 적은 수의 실험이 가능하다 (인자 수가 증가함에 따라 실험수가 급격히
증가하므로 인자의 선정을 신중히 하여야 한다.)
• 간단한 그래프, 상식 및 기본적인 계산으로 해석될 수 있다.
• 면밀한 연구를 위해 사용되는 복잡한 실험계획을 위한 기초를 형성한다.
Copyright ⓒ 2009 LANDKOREA
627
627.
IMPROVE
실험계획법 – 22완전배치법
· 각각 2수준인 인자(Factor) k개의 모든 조합을 사용
· 실험수 (Treatment, Run)은 2k임
· n회 반복(Replication)할 경우, 총 실험수는 n×2k임
· 모든 주효과(Main Effect)와 교호작용을 파악
예제
각각 2수준인 인자 A,B,C에 대해 1회 반복실험
23 직교표
Run
A
B
C
1
-1
-1
-1
2
+1
-1
-1
3
-1
+1
-1
4
+1
+1
-1
5
-1
-1
+1
6
+1
-1
+1
7
-1
+1
+1
8
+1
+1
+1
Copyright ⓒ 2009 LANDKOREA
Y1
· 23 Full Factorial Design
· Factor : A,B,C
· Level : 2
· Run : 8
· Replication : 1
· 총 실험 횟수 : 8
· Main Effect : A, B, C
· Interaction : AB, AC, BC, ABC
628
628.
IMPROVE
실험계획법 – 22완전배치법
1. 문제를 정의하고 실험의 목적을 명확히 한다.
2. CTQ(Y)와 Critical X를 선정한다.
3. Critical X의 수준(Level)을 결정한다.
-. 보통 2수준을 적용한다.
-. 효과를 검출할 수 있도록 넓은 범위로 결정한다.
-. 실행이 불가능한 조합이 나오는지를 검토한다.
4. 실험배치를 결정한다.
-. Randomization
-. Repetition, Replication
5. 실험 실시및 Data를 수집/분석한다.
-. 그래프 분석 : Effect plot, Main Effects Plot, Interaction Plot, Cube Plot
-. 통계적 해석 : ANOVA (Analysis of Variance)
6. 결론을 도출한다.
-. 실험 결과가 통계적으로 유의차가 있는가?
-. 문제에 대하여 개선의 방향이 정해져 있는가?
-. 추가적인 실험이 필요한가?
Copyright ⓒ 2009 LANDKOREA
629
629.
IMPROVE
실험계획법 – 22완전배치법
Final Cleaning 작업시 시간과 온도가 Wafer의 세정력(Cleaning Performance)에 미치는 영향도를
2인자 2수준의 2회(Replication) 완전배치 실험을 통하여 평가하고자 한다.
▶ 인자 및 수준
작업 시간(Time) : 4분(-1수준), 8분(+1수준)
작업 온도(Temp) : 40도(-1수준), 60도(+1수준)
▶ 결과치/반응치 : Particle 평균 갯수
실험 결과
Time
Temp
Particle 1
Particle 2
-1
-1
20.4
19.3
-1
1
17.4
17.1
1
-1
9.7
14.4
1
1
15.0
15.2
* 총 8번의 실험은 랜덤하게 진행된 것임
Copyright ⓒ 2009 LANDKOREA
630
630.
IMPROVE
실험계획법 – 22완전배치법
• Data File의 생성
Stat > DOE > Create Factorial design...
<Type of Design>
2-level factorial(default generators)
Number of factors : 2
<designs…>
Number of replicate : 2
<Factors…> : Name, Low, High 입력
<Options…>
Randomize runs : „NOT Selected‟
• Worksheet에 Data입력
Copyright ⓒ 2009 LANDKOREA
631
631.
IMPROVE
실험계획법 – 22완전배치법
• 메뉴
Stat > DOE > Define Custom Factorial design...
Factors : „A:Time’, ‘B:Temp’
Stat > DOE > Analyze Factorial design...
Responses : „Particle’
<Graphs… >
Effect Plots : Normal, Pareto
Copyright ⓒ 2009 LANDKOREA
632
632.
실험계획법 – 22완전배치법
IMPROVE
• 결과 - Effect Plot
Normal Probability Plot of the Standardized Effects
(response is Particle, Alpha = .10)
AB
A: Time
B: Temp
Normal Score
0.5
0.0
Pareto Chart of the Standardized Effects
-0.5
(response is Particle, Alpha = .10)
A
-4
A: Time
B: Temp
-3
-2
-1
0
Standardized Effect
1
2
A
AB
B
0
Copyright ⓒ 2009 LANDKOREA
1
2
3
633
4
633.
IMPROVE
실험계획법 – 22완전배치법
• 결과
Fractional Factorial Fit: Particle versus Time, Temp
Estimated Effects and Coefficients for Particle (coded units)
Term
Constant
Time
Temp
Time*Temp
Effect
-4.975
0.225
2.825
Coef
16.063
-2.487
0.112
1.412
SE Coef
0.6051
0.6051
0.6051
0.6051
T
26.55
-4.11
0.19
2.33
P
0.000
0.015
0.862
0.080
Analysis of Variance for Particle (coded units)
Source
Main Effects
2-Way Interactions
Residual Error
Pure Error
Total
DF
2
1
4
4
7
Seq SS
49.6025
15.9612
11.7150
11.7150
77.2787
Adj SS
49.6025
15.9612
11.7150
11.7150
Adj MS
24.801
15.961
2.929
2.929
F
8.47
5.45
Estimated Coefficients for Particle using data in uncoded units
Term
Constant
Time
Temp
Time*Temp
Coef
44.1500
-4.77500
-0.412500
0.0706250
Copyright ⓒ 2009 LANDKOREA
634
P
0.037
0.080
634.
IMPROVE
실험계획법 – 22완전배치법
• 메뉴
Stat > DOE > Factorial Plots...
Main effects :
<Setup...>
Responses : ‘Particle’
Available : A:Time, B:Temp
Interaction :
<Setup...>
Responses : ‘Particle’
Available : A:Time, B:Temp
Cube :
<Setup...>
Responses : ‘Particle’
Available : A:Time, B:Temp
Copyright ⓒ 2009 LANDKOREA
635
635.
실험계획법 – 22완전배치법
IMPROVE
· 결과
Main Effects Plot (data means) for Particle
Interaction Plot (data means) for Particle
Time
4
8
40
20
60
4
8
19
18
18
17
Mean
Particle
17
16
16
15
15
14
14
13
Time
Temp
12
40
Cube Plot (data means) for Particle
60
60
Temp
17.25
15.10
Temp
40
19.85
12.05
4
8
Time
Copyright ⓒ 2009 LANDKOREA
636
636.
IMPROVE
실험계획법 – 2k요인배치법
범주형 자료의 직교 코딩
실험의 인자가 명목적 범주형 자료인 경우에는 두개의 수준에 –1과 +1을 임의적으로 할당한다. 예
를 들어 실험 인자가 기계 – 1 과 기계 – 2 인 경우, 즉 범주형 인자인 경우에는 인자수준을 다음과 같
이 코딩할 수 있다:
인자 수준
코드화된 값
기계 – 1
-1
기계 – 2
+1
또한 순서가 있는 범주형 자료인 경우에는 낮은 수준에 –1을, 높은 수준에 +1을 할당한다.
인자 수준
종업원이 일에
대한 경험이
코드화된 값
많음
-1
적음
+1
Copyright ⓒ 2009 LANDKOREA
637
637.
IMPROVE
실험계획법 – 2k요인배치법
연속형 자료의 직교 코딩
일반적으로 연속형 인자에 대해 인자 수준이 2인 실험을 계획하는 경우에는 이러한 두 인자 수준을 하위
값과 상위값으로 표시한다. 그러므로 하위값에 –1을, 상위값에 +1을 할당하면 된다.
그런데 연속형 인자에 대한 실험을 하는 경우에는 단순히 두 인자 수준 값뿐 아니라 해당 인자 수준의
전체 범위에 대해 알고자 하는 경우가 있다.
이러한 경우에는 아래의 접근방식을 사용해볼 수 있다.
코드값
-1
실제값
0
100 150
+1
200
인자의 실제 값이 100부터 200까지의 범위에서 움직인다면 이 범위의 중앙값이 150이란 것은
손쉽게 알 수 있다.
이때 코드값 0을 중앙값에 할당하면 된다.
Copyright ⓒ 2009 LANDKOREA
638
638.
IMPROVE
실험계획법 – 2k요인배치법
직교 코딩의 장점
직교 코딩을 사용하면 실험 후 주효과 및 교호효과의 추정치를 구할 때 상관관계를 없앨 수 있어
각 효과의 크기를 보다 정확하게 추정할 수 있다.
직교 코딩을 사용하면 각 요인에 동일한 “비중(weight)”을 둘 수 있다. 즉 한 요인의 변화 범위가
600 ~ 1,000 이고 나머지 요인의 변화 범위가 0.6 ~ 1.0인 경우 단위의 차이 때문에 전자의 효과가
더 큰 것으로 해석되는 경우를 방지할 수 있다. 즉 직교 코딩을 함으로써 모든 요인이 동일한 크기
를 가진 것으로 보고 실험 결과를 해석할 수 있는 것이다.
이때 각 요인의 단위가 없어지기 때문에 요인의 효과를 직접 비교해볼 수 있다.
코드화
값
실제
=
Copyright ⓒ 2009 LANDKOREA
값 -
값 최소
최대
최대
2
값 최소
2
값
값
639
639.
실험계획법 – 2k요인배치법
IMPROVE
균형과 직교(Balance and Orthogonal)
고
(H,L)
(+1, -1)
b
(H,H)
(+1, +1)
ab
“균형 잡힌”
• Σ Xi = 0,
• for each factor sum
• 분석을 단순화하는데 도움을 준다
B
저
(L,L)
(-1,-1)
(1)
Low
(L,H)
(-1, +1)
a
A
“직각의”
• Σ Xi Xj = 0,
• 서로 곱한 (dot product) 쌍에 대한
High
• 실험을 Design할 때 각 인자의 수준의 합이 0이 되도록, 인자를 곱한 것의 합이
0이 되도록 하면, 분석을 단순화하는데 유리하다.
Copyright ⓒ 2009 LANDKOREA
640
IMPROVE
실험계획법 – 2k요인배치법
2수준 2인자 실험
2수준 3인자 실험
고
고
B
B
고
저
저
저
A
고
두 인자 - 4 실험
저
A
C
C
고 저
세 인자 - 8 실험
• 어떻게 2⁴실험계획을 표현하겠는가?
• 이러한 실험 계획들의 공통 된 모습은 어떤 것인가?
Copyright ⓒ 2009 LANDKOREA
642
642.
IMPROVE
실험계획법 – 2k요인배치법
Main Effect(주효과)는 인자의 영향력을 나타내며 이를 이용하여 예측방정식 도출이 가능
Data 구조
인자별 효과
40+52 20+30 21
=
2
2
20+40 11
B 효과 : 30+52 =
2
2
AB 효과 : 12-10 = 1
2
20+40+30+52= 35.5
전체평균 :
4
χ2
A 효과 :
High
(+1)
30
52
Low
(-1)
20
40
B 요인
Low
(-1)
High
(+1)
A 요인
Copyright ⓒ 2009 LANDKOREA
χ1
효과
예측방정식
상관계수 =
2
21
11
1
χ1+
χ2+ χ1χ2
2
2
2
= 35.5+10.5χ1+5.5χ2+0.5χ1χ2
y = 35.5+
643
643.
IMPROVE
실험계획법 – 2k요인배치법
Interaction Effect (교호효과)
■ 교호효과의 정의:
· 한 인자가 결과값에 미치는 영향이 다른 인자의 수준에 따라 달하지는 경우 교호효과가
존재한다고 한다.
· 인자 A와 B사이의 교호효과는 A*B, AxB , AB 등으로 표시한다.
■ 교호효과 계산
교호효과 A*B = (효과 B|AHi – 효과 B|ALo )/2 = [(52 - 40) - (30 - 20)]/2 = +1
이를 정리하면 [(52 + 20) - (30 + 40) ]/2 = +1로도 쓸 수 있다.
A
B
A*B
결과
+
+
+
+
+
+
20
40
30
52
Hi
30
52
20
40
B
Lo
Lo
Copyright ⓒ 2009 LANDKOREA
A
Hi
644
644.
IMPROVE
실험계획법 – 2k요인배치법
체결력에 영향을 주는 유력한 인자로서 SCREW 조임 토크와 사이에 끼우는 가스켓의 수가
선정되었다. 이들의 효과와 개선의 방향성을 알아보기 위해 2인자에 대한 Full Factorial 실험을
Design 했으며 실시하여 아래와 같은 결과를 얻었다.
반응치 (Response, Output variable) : 체결력
인자 (Factor, Input Variables, Treatment) : 조임 Torque, Gasket수
조임 Torque
실험design
A B
+
+
14
16
14
16
3
3
5
5
Copyright ⓒ 2009 LANDKOREA
체결력
18.4
19.7
13.3
17.4
14
Gasket
+
+
인 자
Torque Gasket
16
평균
5
13.3
17.4
15.4
3
18.4
19.7
19.0
15.8
18.6
수
평균
645
645.
IMPROVE
실험계획법 – 2k요인배치법
주효과 Plot : 각 개별 인자가 반응치 Y에 미치는 효과 (Y의 평균값 사용)
교호작용 효과 Plot : 인자가 서로 조합되어 동시에 Y에 미치는 영향
주효과 (Main Effect) plot
체결력
18.6
19.0
18.6
가스켓의
Effect값
△Y=-3.6
Torque의
Effect값
△Y=2.8
15.8
15.4
15.8
14
16
3
조임 Torque
5
가스켓 수
조임 Torgue와 가스켓 수 모두 LEAD 체결력에 영향을 주고 있음
가스켓의 영향(-3.6)이 조임 Torque의 영향(2.8)보다 큼
Copyright ⓒ 2009 LANDKOREA
646
646.
IMPROVE
실험계획법 – 2k요인배치법
교호작용 효과 (Interaction Effect) plot
체결력
19.7
20
Torque16일 때
18.4
Effect 값
△ Y=1.4
17.4
14
Torque 14일 때
13.3
3
가스켓 수
5
Toque 16 일 때 항상 사용된 가스켓 수에 관계없이 더 좋은 체결력을 가짐
Toque를 고정한다면 가스켓 수가 3일 때가 5일 때 보다 좋은 체결력을 가짐
체결력을 향상시키기 위해서는 Torque는 올리고 가스켓 수는 줄이는 것이 좋음
Copyright ⓒ 2009 LANDKOREA
647
647.
IMPROVE
실험계획법 – 23완전배치법
-. CTQ : Final Cleaning 완료된 Wafer에서 측정되는 0.16~0.2um Size Particle의 수
-. 요인 : IPA Dryer의 Cover Heater 온도, Drying Time, Final Pad 교체 직후
Run Time
수 준
요 인
-1
+1
A. Drying 시간 (Time)
5
10
B. Cover Heater 온도 (Temp)
45
65
C. F/Pad Life Time (Pad Time)
20
200
Minitab에서는 Low/High로
표시되며 “-1”에 Low값을,
„+1”에 High 값을 기입한다.
Copyright ⓒ 2009 LANDKOREA
648
648.
IMPROVE
실험계획법 – 23완전배치법
·메뉴
Stat > DOE > Create Factorial Design...
Number of Factors : 3
<Designs..>
Full factorial :
<Factors..>
Factor A : Name : Time, Low : 5, High : 10
Factor B : Name : Temp , Low : 45, High : 65
Factor C : Name : Pad Time , Low : 20, High : 200
<Options..>
Randomize runs : „Not Selected‟
· StdOrder 순서에 따라 C8열에 다음과 같이 입력
65.0
43.0
46.5
43.0
Copyright ⓒ 2009 LANDKOREA
59.5
44.0
51.0
43.0
649
649.
실험계획법 – 23완전배치법
IMPROVE
· 메뉴
Stat > DOE > Analyze Factorial Design...
Response : Particle
<Graphs...>
Effect Plots : Normal, Pareto
· 결과
Normal Probability Plot of the Effects
Pareto Chart of the Effects
(response is Particle, Alpha = .10)
(response is Particle, Alpha = .10)
1.5
A: Time
B: Temp
C: Pad Time
A: Time
B: Temp
C: Pad Time
A
1.0
Normal Score
B
0.5
AB
0.0
ABC
-0.5
BC
-1.0
-1.5
AC
A
-10
-5
0
5
C
Effect
0
Copyright ⓒ 2009 LANDKOREA
5
10
650
650.
IMPROVE
실험계획법 – 23완전배치법
· 결과
Fractional Factorial Fit: Particle versus Time, Temp, Pad Time
Estimated Effects and Coefficients for Particle (coded units)
Term
Constant
Time
Temp
Pad Time
Time*Temp
Time*Pad Time
Temp*Pad Time
Time*Temp*Pad Time
Effect
-12.250
-7.000
-0.000
6.500
0.500
2.250
-2.750
Coef
49.375
-6.125
-3.500
-0.000
3.250
0.250
1.125
-1.375
Analysis of Variance for Particle (coded units)
Source
Main Effects
2-Way Interactions
3-Way Interactions
Residual Error
Total
DF
3
3
1
0
7
Copyright ⓒ 2009 LANDKOREA
Seq SS
398.12
95.12
15.13
0.00
508.37
Adj SS
398.12
95.12
15.13
0.00
Adj MS
132.71
31.71
15.13
0.00
F
*
*
*
651
P
*
*
*
651.
IMPROVE
실험계획법 – 23완전배치법
·메뉴
Stat > DOE > Factorial Plots...
Main effects :
<Graphs...>
Responses : Particle
Available : A:Time, B:Temp, C:Pad Time
Interaction :
<Setup...>
Responses : Particle
Available : A:Time, B:Temp, C:Pad Time
Cube :
<Setup...>
Responses : Particle
Available : A:Time, B:Temp, C:Pad Time
Copyright ⓒ 2009 LANDKOREA
652
652.
실험계획법 – 23완전배치법
IMPROVE
· 결과
Main Effects Plot (data means) for Particle
5
10
45
65
20
20
0
55.0
Cube Plot (data means) for Particle
Particle
52.5
50.0
47.5
45.0
51.0
Time
Temp
43.0
Pad Time
65
46.5
43.0
Interaction Plot (data means) for Particle
45
65
20 0
20
62
Temp
59.5
44.0
Time
10
52
45
5
42
62
Temp
65
65.0
43.0
5
10
Time
52
45
42
Pad Time
Copyright ⓒ 2009 LANDKOREA
200
Pad Time
653
20
653.
IMPROVE
실험계획법 – 23완전배치법
Slicing 수율을 올리려고 한다. Slicer 담당자들의 브레인스토밍 결과 아래의 세 인자가 수율에
영향을 주리라고 예상하고, 완전 배치법을 이용하여 실험하여 오른쪽의 결과를 얻었다.
<브레인스토밍을 통해 추출한 3 인자>
1. Blade RPM
2. Cutting Speed
3. Blade Tension
과제 1)
실험 결과를 분석하여 결론을 내리시오.
과제 2)
이 실험의 예상 문제점은 무엇이며,
문제점에 대한 대책은?
Copyright ⓒ 2009 LANDKOREA
RPM
Speed
Tension
Yield
-1
1
-1
-1
-1
1
1
1
1
1
-1
1
-1
1
-1
-1
-1
1
-1
1
1
-1
1
-1
-1
-1
1
1
-1
1
1
-1
-1
1
-1
-1
1
1
-1
1
-1
-1
1
-1
1
1
-1
1
77
95
74
86
95
77
88
80
75
77
94
86
82
98
84
80
654
654.
IMPROVE
실험계획법 – 23완전배치법
Catapults에서 거리에 영향을 줄 수 있는 인자는 A,B,C,D,E이다.
이 인자들 중 거리에 영향을 크게 주는 인자를 찾기 위해 실험을 실시하려 한다.
5인자에 대한 Full Factorial 실험을 Design하여 실시하고 중요인자를 선택하시오.
투척거리를 길게하기 위해서 어떤 인자를 어떻게 조절하는 것이 좋은지 결정하시오.
실험 오차에 대한 추정을 위해 각각의 실험은 2회씩 반복한다.
실험 실시 전 실험상에 오차를 발생시킬 수 있는 요인들을 토론하여 그에 대한
대책을 마련한 후 실험을 실시할 것.
Copyright ⓒ 2009 LANDKOREA
655
655.
IMPROVE
실험계획법 – 부분요인배치법
활용되는경우
요인의 수가 많은 경우
각 요인의 수준을 2개 까지 한정하는 경우
중요한 요인들을 추출 (Screening)하는 실험의 경우
- 위의 경우들에서는 실험 수를 많이 줄일 수 있다.
Copyright ⓒ 2009 LANDKOREA
656
656.
IMPROVE
실험계획법 – 부분요인배치법
필요성
Numberof
Factors
k
Number of Factor
Combinations
2k
2
3
4
5
6
7
8
22 = 4
23 = 8
24 = 16
25 = 32
26 = 64
27 = 128
28 = 256
완전배치법에서 인자를 추가하게 되면 실험에 필요한 인
자 조합의 수는 기하급수적으로 늘어난다.
특정 공정의 전반 과정에 대한 연구를 시작하게 되면 공정
의 결과값에 영향을 주는 입력 인자가 적어도 4 ~ 5개 존
재하기 마련이다. 이때 각 인자의 영향을 평가하고 적절한
예측 모형을 작성하기 위해 완전배치법을 사용하게 되면
필요한 실험 횟수가 매우 커지게 된다. 하지만 실제 현장
에서 실험을 하다 보면 비용이나 시간 측면에서 제약이 있
기 때문에 이렇게 많은 실험을 실시할 수 없을 수 있다.
더 적은 수의 실험으로 Full Factorial 실험에서와 같은 유의한 결과를 얻을 수는 없는가?
Copyright ⓒ 2009 LANDKOREA
657
657.
IMPROVE
실험계획법 – 부분요인배치법
효과의희소성
Effects in a 28 Factorial
Intercept
Main Effects
Two-Factor Interactions
Three-Factor Interactions
Four-Factor Interactions
Five-Factor Interactions
Six-Factor Interactions
Seven-Factor Interactions
Eight-Factor Interaction
1
8
28
56
70
56
28
8
1
Total
256
4차 이상의 교호효과는 모두 통계적으로
유의하지 않다고 볼 수 있으며 3-인자 교
호효과라 하더라도 통계적으로 유의한
219
경우는 소수라고 할 수 있다.
인자가 많은 경우에는 모든 인자조합 수준에 대한 실험을 하지않고 주효과 및
2 인자효과를 추정하면 더욱 효과적인 실험이 가능하다.
Copyright ⓒ 2009 LANDKOREA
658
658.
IMPROVE
실험계획법 – 부분요인배치법
부분배치법의 개념
주효과 칼럼
RUN
1
2
3
4
X₁
-1
1
-1
1
X₂
-1
-1
1
1
X₃
1
-1
-1
1
X₁X₂
1
-1
-1
1
교호작용 칼럼
X₂X₃
X₁X₃
-1
-1
1
-1
-1
1
1
1
반응치
X₁X₂X₃
1
1
1
1
Y
Note: X₃column = X₁X₂column.
X₁column = X₂X₃column
X₂column = X₁X₃column
X₃인자에 의한 주효과 계산 :
X₃= (+1 조건에서 "Y"의 평균) - ( -1 조건에서 "Y"의 평균)
X2
그런데, X₃인자의 효과는 X₁* X₂교호 작용의 효과이기도 함.
이것을 교락 또는 혼합 (Confounding, Aliased)되어 있다고 함.
X3
X1
즉, X₃인자의 효과 = X₃인자의 효과 + X₁* X₂교호작용의 효과
Copyright ⓒ 2009 LANDKOREA
659
659.
IMPROVE
실험계획법 – 부분요인배치법
24-1부분 요인 배치법의 예
R
U
N
M
E
A
N
A
B
C
A
B
A
C
B
C
A
B
C
D
표는 3인자 2수준의 완전배치모형이다. 그런
데 실험을 실시하기 전에 인자 D를 추가해야
하나 실험의 제약 때문에 8회의 실험만 실시
해야 한다면D인자의 수준은 어떻게 정할 것
인가?
D의 수준을 ABC 3인자 교호효과와 같이 놓
는다면(D=ABC) 다음과 같은 모형을 얻을 수
있다.
이와같은 경우 ABC의 교호효과와 D의 주효과는 분리할 수 없으며 D의 효과로
간주하며, 이러한 경우를 교락(Confounding)되어있다라고 한다.
Copyright ⓒ 2009 LANDKOREA
660
660.
IMPROVE
실험계획법 – 부분요인배치법
24-1부분 요인 배치법의 예
Stat > DOE > Create Factorial Design...
Number of factors : 4
<Designs...>
½ Fraction
Factorial Design
Fractional Factorial Design
Factors:
4
Base Design:
Runs:
8
Replicates:
Blocks:
none
Center pts (total):
Design Generators:
4, 8
1
0
Resolution: IV
Fraction: 1/2
D = ABC
Alias Structure
I + ABCD
A + BCD
B + ACD
C + ABD
D + ABC
AB + CD
AC + BD
AD + BC
• Minitab 창에서 교락된 구조를 알 수 있음.
• I는 항등원(Identity)이라고 하며 A*A=I의 성질을 가짐
Copyright ⓒ 2009 LANDKOREA
661
661.
IMPROVE
실험계획법 – 부분요인배치법
24-1부분 요인 배치법의 예
●
●
-1
+1
●
●
C
●
-1
-1
A
●
+1 -1
+1
B
●
●
+1
-1
D
Copyright ⓒ 2009 LANDKOREA
662
662.
IMPROVE
실험계획법 – 부분요인배치법
25-1부분 요인 배치법의 예
Factorial Design
Fractional Factorial Design
Factors:
5
Base Design:
Runs:
16
Replicates:
Blocks:
none
Center pts (total):
Design Generators:
Alias Structure
I + ABCDE
A + BCDE
B + ACDE
C + ABDE
D + ABCE
E + ABCD
AB + CDE
AC + BDE
AD + BCE
AE + BCD
BC + ADE
BD + ACE
BE + ACD
CD + ABE
CE + ABD
DE + ABC
5, 16
1
0
Resolution: V
Fraction: 1/2
E = ABCD
• 일반적으로 3차이상의 교호작용이 유의한 경우는 매우
적으나, 2차의 교호작용은 Y에 유의한 경우가 많이
있으므로 부분 배치로 실험을 할 때, 2차의 교호작용이
교락되는 경우는 실험 디자인 및 해석에 주의 하여야 함.
• 질문)
Copyright ⓒ 2009 LANDKOREA
25-2 부분 배치 실험을 Minitab을 이용해 설계 하면?
663
663.
IMPROVE
실험계획법 – 부분요인배치법
25-1부분 요인 배치법의 예
●
●
●
●
+1
●
●
●
●
E
●
●
-1
+1
●
●
C
●
-1
-1
A
●
+1 -1
+1
B
●
●
+1
-1
D
Copyright ⓒ 2009 LANDKOREA
664
664.
IMPROVE
실험계획법 – 부분요인배치법
해상도또는 교락도 (Resolution)
설계의 해상력이 요인의 교락(Confounding) 정도를 결정
해상력 III: 주효과는 2인자 교호작용 요인과 교락
해상력 IV: 2인자 교호작용 요인과 다른 2인자 교호작용 요인이 교락
주효과는 3인자 교호작용 요인과 교락
해상력 V : 2인자 교호작용 요인과 3인자 교호작용 요인이 교락
주효과는 4인자 교호작용 요인과 교락
질문1) Design Generator가 ABCD=E라면 해상도는?
질문2) 해상도가 Ⅲ인 실험모형에서 주효과와 교락되어 있는 요인은 _____ 인자
교호 효과 이다.
Copyright ⓒ 2009 LANDKOREA
665
665.
IMPROVE
실험계획법 – 부분요인배치법
해상도또는 교락도 (Resolution)
설계법
23-1
시행
4
24-1
8
25-1
25-2
설계 산출표
C = AB
해상도
III
D = ABC
IV
16
8
E = ABCD
D = AB, E = AC
V
III
26-1
26-2
26-3
32
16
8
F = ABCDE
E = ABC, F = ACD
D = AB, E = AC, F = BC
VI
IV
III
27-1
27-2
27-3
27-4
64
32
16
8
G = ABCDEF
F = ABCD, G = ABDE
E = ABC, F = BCD, G = ACD
D = AB, E = AC, F = BC, G = ABC
VII
IV
IV
III
28-2
28-3
28-4
64
32
16
G = ABCD, H = ABEF
F = ABC, G = ABD, H = BCDE
E = BCD, F = ACD, G = ABC, H = ABD
V
IV
IV
Copyright ⓒ 2009 LANDKOREA
666
666.
IMPROVE
실험계획법 – 부분요인배치법
개념요약
◈ 부분 배치법이란?
●
●
●
●
실험을 실시하는데 있어서 인자(X)의 수가 늘어나면 실험의 횟수가 기하
급수적으로 늘어나게 됨.
Ex) 24 = 16
25 = 32
26 = 64
2n.... (불과 1개의 인자가 추가됨)
그런데 일반적으로 주효과, 교호작용중 3차 이상의 교호작용 (X1*X2*X3)이
중요하게 반응치 “Y”에 영향을 미치는 경우는 거의 없음.
따라서 3차 이상의 교호작용을 희생하면서 실험을 완전 배치하지 않고 Rule에
의해 부분 배치하여 실험의 횟수를 줄이는 실험 배치법을 말함.
3차 이상의 교호작용을 희생하여 손해보는 효과가 중요한 경우는 거의 없음.
◈ 부분 배치법을 언제 사용하는가?
●
치명적 소수 인자를 찾기 위하여 Screening 할 때
●
경제성을 볼 때 완전 배치를 하는 것에 어려움이 있을 때
Copyright ⓒ 2009 LANDKOREA
667
667.
IMPROVE
실험계획법 – 25-1부분배치법
Etching 공정에서 Stain이 가장 적게 나오는 조건을 찾으려고 하고 있다.
기술적 검토를 통해 5개의 인자를 선정했고 각 인자의 수준은 아래와 같이 정했다.
인자
low
high
1. Etchant 유량(Flowrate)
10
15
2. Etchant 종류(Maker)
A
B
3. Wafer 회전수(RPM)
100
150
4. 온도(Temp)
140
180
3
6
5. Etchant 농도(Conc.)
완전배치법을 이용할 경우 32회의 실험을 해야하나 먼저 적은 횟수의 실험으로
영향이 큰 인자만을 가려내고자 한다.
Copyright ⓒ 2009 LANDKOREA
668
668.
IMPROVE
실험계획법 – 25-1부분배치법
· 메뉴
Stat > DOE > Create Factorial Design..
Number of Factors : 5
<Designs..>
1/2 Fraction :
<Factors..>
Factor A : Name : Flowrate, Low : 10, High : 15
Factor B : Name : Maker, Low : A, High : B
Factor C : Name : RPM, Low : 100, High : 150
Factor D : Name : Temp, Low : 140, High : 180
Factor E : Name : Conc., Low : 3, High : 6
<Options..>
Randomize runs : „Not Selected‟
· 실험결과(Yield)
56 53 63 65 53 55 67 61 69 45 78 93 49 60 95 82
Copyright ⓒ 2009 LANDKOREA
669
669.
IMPROVE
실험계획법 – 25-1부분배치법
·메뉴
Stat > DOE > Analyze Factorial Design...
Response : Yield
<Graph...>
Effects Plots : Normal, Pareto
·결과
Normal Probability Plot of the Effects
Pareto Chart of the Effects
(response is Yield, Alpha = .10)
(response is Yield, Alpha = .10)
B
D
Normal Score
1
BD
A:
B:
C:
D:
E:
Flowrate
Maker
RPM
Temp
Conc.
A:
B:
C:
D:
E:
B
D
BD
DE
E
CE
0
A
BC
AB
BE
-1
AE
E
AD
DE
-10
AC
0
10
20
CD
C
Effect
0
Copyright ⓒ 2009 LANDKOREA
10
20
670
Flowrate
Maker
RPM
Temp
Conc.
실험계획법 – 25-1부분배치법
IMPROVE
· 결과
Analysis of Variance for Yield (coded units)
Source
Main Effects
2-Way Interactions
Residual Error
Total
DF
5
10
0
15
Seq SS
2453.5
877.5
0.0
3331.0
Adj SS
2453.5
877.5
0.0
Adj MS
490.70
87.75
0.00
F
*
*
P
*
*
· 과제)
Pareto Chart에서 가장 유의하지 않은 인자 CD를 Pooling하면 F,P값을 얻을 수 있다.
Copyright ⓒ 2009 LANDKOREA
672
672.
IMPROVE
실험계획법 – 25-1부분배치법
·메뉴
Stat > DOE > Factorial Plots...
Main effects :
<Setup...>
Responses : Yield
Selected : A, B, C, D, E
Interaction :
<Setup...>
Responses : Yield
Selected : A, B, C, D, E
Cube :
<Setup...>
Responses : Yield
Selected : A, B, C, D, E
Copyright ⓒ 2009 LANDKOREA
673
673.
실험계획법 – 25-1부분배치법
IMPROVE
Main Effects Plot (data means) for Yield
·결과
10
15
A
B
10
0
15
0
14
0
18
0
3
6
75
Yield
70
65
60
55
Flowrate
Maker
RPM
Temp
Conc.
Interaction Plot (data means) for Yield
A
B
10 0
150
140
1 80
Cube Plot (data means) for Yield
3
6
67
82
90
Flowrate
65
78
70
15
10
55
50
90
Maker
49
56
45
6
70
B
A
50
90
Conc.
RPM
70
150
100
50
90
Temp
70
180
61
3
93
B
53
Maker
60
150
140
50
Conc.
53
A
10
Flowrate
100
69
RPM
15
140
Copyright ⓒ 2009 LANDKOREA
95
63
Temp
180
674
674.
IMPROVE
실험계획법 – 25-1부분배치법
·메뉴 : A, C는 수준 변화에 따른 영향이 작으므로 제외하고 분석한다면
Stat > DOE > Factorial Plots...
Main effects :
<Setup...>
Responses : Yield
Selected : B, D, E
Interaction :
<Setup...>
Responses : Yield
Selected : B, D, E
Cube :
<Setup...>
Responses : Yield
Selected : B, D, E
※ Screening 실험으로 A,C 인자는 최적 조건을 찾는 실험에서 제외할 수 있음을 알 수
있음
Copyright ⓒ 2009 LANDKOREA
675
675.
실험계획법 – 25-1부분배치법
IMPROVE
Main Effects Plot (data means) for Yield
·결과
A
14
B
0
18
0
3
6
75
Yield
70
65
60
55
Maker
Temp
Conc.
Cube Plot (data means) for Yield
Interaction Plot (data means) for Yield
14 0
1 80
3
6
90
Maker
47.0
80.0
70
B
A
50
90
180
64.5
94.0
Temp
70
180
Temp
55.5
66.0
140
Conc.
50
Conc.
140
53.0
62.0
A
B
Maker
Copyright ⓒ 2009 LANDKOREA
676
3
6
676.
IMPROVE
실험계획법 – 25-1부분배치법
부분 배치법 사용시 주의점
• 지금까지 설명한 설계법들은 여러 요인과 상호작용을 분석하는 강력한 도구이다.
• 부분 요인 배치 설계는 필요한 정보를 잃지 않으면서 시행수를 줄이는 탄력성있는 방법이다.
• 한가지 주의할 점은 그렇다고 실험을 너무 줄여서는 안 된다는 것이다. 시행수를 너무
줄임으로서 얻고자 하는 만큼의 충분한 정보를 못 얻을 수도 있기 때문이다.
Copyright ⓒ 2009 LANDKOREA
677
677.
IMPROVE
실험계획법 – 25-1부분배치법
Catapults에서 거리에 영향을 줄 수 있는 인자는 A,B,C,D,E이다.
이 인자들 중 거리에 영향을 크게 주는 인자를 찾기 위해 실험을 실시하려 한다.
25-1 (16 시행) 인자에 대한 Fraction Factorial 실험을 Design하여 실시하고 중요인자를
선택하시오.
실험 오차에 대한 추정을 위해 각각의 실험은 2회씩 반복한다.
실험의 결과를 Full Factorial 실습을 했던 결과와 비교하시오.
Copyright ⓒ 2009 LANDKOREA
678
678.
IMPROVE
반응표면실험
요인 배치 실험과반응 표면 실험 비교
실험 유형
Screening
Design
완전 배치 실험
(Full Factorial Design)
반응 표면 실험
(Response Surface Design)
효과적으로 중요인자 도출
Effectively identifying
the vital few
비 교
Comparison
최적화
Optimization
*Robust Designs
Copyright ⓒ 2009 LANDKOREA
679
679.
IMPROVE
반응표면실험
반응 표면 실험의이해
반응 표면 실험은 최적영역 도출을 위해 가장 효율적인 개선 경로를 설정해가는 연속적인 실험의 방법으로
경로의 선택은 실험자의 경험적 관찰, 공정 지식 및 실질적 사고에 주로 근거한다.
연속적 공정 내에서 따를 수 있는 실험의 단계들은
첫번째
1차 예측 실험
(First-order Design)
용도 / 특징
최고경사경로
(Path of Steepest
Ascent)
• 최적 반응의 방향을 찾기
여겨지는 지역에서의 실험 위한 효과적 방법
• 반응의 최대, 최소값 검출
• 주로 2수준 실험에 적용
까지의 연속적인 테스트
실행 방법
• 최적을 포함하고 있다고
Copyright ⓒ 2009 LANDKOREA
두번쨰
1차 예측 실험
(First-order Design)
2차 예측 실험
(Second-order Design)
• 최적 반응의 영역 검출 또는 • 고위 다항식을 사용한 정교한
실험으로 반응표면의 모양을
그 영역이 현저히 좁혀질 때
평가할 수 있게 실험 규모 확대
까지의 작은 규모 실험
• 수학적 Model 형태로
결
• 주로 2수준 실험에 적용
과를 도출
• 새 영역에서 “Path of
Steepest Ascent” 실험 반
복
680
680.
IMPROVE
반응표면실험
반응 표면 실험의접근
실험계획법
1차 예측 방정식 결정
모델이 적합
(Curvature) 한가?
No
Yes
2차 예측실험계획
실험실시
최고 경사 경로
결정
최적값
결정
경사 경로를
따라 실험 Run 실시
No
실험의 목적
달성 여부 결정
실험의 목표가 달성
되었는가?
Yes
끝
Copyright ⓒ 2009 LANDKOREA
반응치가 개선
되었는가?
No
Yes
다음 단계 결정
681
681.
IMPROVE
반응표면실험
1차 예측 실험(First-orderDesign)
■ 1차 예측 방정식 결정
• 완전 요인 배치 실험(First-order)이 2인자와 5개의
중심점으로 전체 9회 실험이 진행되었다.
• 관리 가능한 두개의 인자는 아래와 같다.
X1 : 온도, X2 : 시간
• 최대화하려는 반응(Response)은 수율로 적어도
90%의 달성을 목표로 한다.
• 현재 상태는 다음과 같다:
시간 @ 35 분
온도 @ 155 도
수율 @ 약 40%
Copyright ⓒ 2009 LANDKOREA
160 40.0
Reflow
온도
41.5
40.3
40.5
40.7
40.2
40.6
150 39.3
30
40.9
Reflow
시간
40
다섯개의 중심점 (center points)을
갖는 22완전 배치 설계
682
682.
IMPROVE
반응표면실험
1차 예측 실험의적합성 결정 및 Model 방정식
Stats> DOE> Analyze Factorial Design
Fractional Factorial Fit: Yield versus reflow 온도, reflow 시간
Estimated Effects and Coefficients for Yield (coded units)
Term
Effect
Constant
Reflow 온도
0.6500
Reflow 시간
1.5500
reflow 온도*reflow 시간 -0.0500
Coef
40.4444
0.3250
0.7750
-0.0250
SE Coef
T
P
0.06231 649.07 0.000
0.09347
3.48 0.018
0.09347
8.29 0.000
0.09347
-0.27 0.800
Model 방적식
Y = 40.44+0.325*온도+0.775*시간
(교호작용 효과는 유의하지 않기
때문에 포함하지 않음)
Analysis of Variance for Yield (coded units)
Source
Main Effects
2-Way Interactions
Residual Error
Curvature
Pure Error
Total
DF
2
1
5
1
4
8
Seq SS
2.82500
0.00250
0.17472
0.00272
0.17200
3.00222
Copyright ⓒ 2009 LANDKOREA
Adj SS
2.82500
0.00250
0.17472
0.00272
0.17200
Adj MS
1.41250
0.00250
0.03494
0.00272
0.04300
F
40.42
0.07
P
0.001
0.800
0.06
Curvature항이 유의하지 않음, 따
라서 최고 경사 경로를 결정
0.814
683
683.
IMPROVE
반응표면실험
최고 경사 경로(Pathof Steepest Ascent) 결정
개선을 위한
방향
(Direction for
Improvement)
Stats> DOE> Factorial> Contour/Surface(Wireframe) Plots
Contour/Surface(Wireframe) Plots
Click
선택
Select
response
Select
factors
Yield가 실험공간의 오른쪽 위 방향으로 증
가하고 있다. Yield가 증가하는 방향을 지시
하고Contour 선에 직각인 Vector가 “Path
of Ascent” 이다
Copyright ⓒ 2009 LANDKOREA
684
684.
IMPROVE
반응표면실험
최고 경사 경로(Pathof Steepest Ascent) 결정
■ 경사 Step 크기 및 추가 실험 결정
시간이 가장 큰 계수를 갖고 있으므로 기본 단계 크기 (Base Step Size) 로 정해진다. 이 경우에 이
단계는 기점 (Origin) 에서 면까지의 거리 (5 분)로 정해진다.
온도를 위한 단계 크기는 5(온도계수/시간계수) = 5(0.325/0.775) @ 2.01 처럼 비례적으로 정해진다.
Coeff
Reflow
온도
Reflow
시간
Coded
Value
0.325
Actual
Lo
150
Actual
Hi
160
0.775
30
40
Reflow 시간
35
40
45
50
.
85
90
95
Reflow 온도
155.0
157.1
159.2
161.3
.
176.0
178.1
180.2
Yield
40.7
41.0
41.9
Max
43.1
.
80.3
79.2 Yield가
78.8 감소하는지
확인 실험
반응치(Yield)가 최고점에 도달하다 감소될 때 까지 실험을 연속적으로 진행한다.
그리고 최고점을 다음 실험 Design을 위한 중심점(Center points)으로 사용한다
Copyright ⓒ 2009 LANDKOREA
685
685.
IMPROVE
반응표면실험
최고 경사 경로(Pathof Steepest Ascent) 결정
■ 두번쨰 1차 예측 실험
79.7
최고점의 조건을 중심으로 두번째 1차
예측 실험(2x2 완전배치 실험) 진행
80.3
78
Contour Plot of Yield
두번째 1차 예측 실험 Data
180 77.0
76.5
Reflow 온도
1
79.9
80.3
80.0
79.7
79.8
Reflow
온도
0
170 76.5
80
-1
-1
0
Reflow 시간
Copyright ⓒ 2009 LANDKOREA
79.5
1
Reflow
시간
78.0
90
다섯개의 중심점을 갖는
2x2 완전 배치 설계
686
686.
IMPROVE
반응표면실험
두번째 1차 예측실험의 적합성 결정
Stats> DOE> Analyze Factorial Design
Include terms in the model up through order
2
A: Reflow 시간
B: Reflow 온도
Fractional Factorial Fit: y versus temp, time
Estimated Effects and Coefficients for y (coded units)
Term
Effect
SE Coef
T
P
78.9667
Constant
Coef
0.4915
160.67
0.000
temp
1.0000
0.5000
0.7372
0.68
2.0000
1.0000
0.7372
1.36
0.233
temp*time
0.5000
0.2500
0.7372
0.34
Include center points in the model
0.528
time
Include blocks in the model
0.748
• 유의한 인자 없음
Analysis of Variance for y (coded units)
Source
DF
Seq SS
Adj SS
Adj MS
F
P
Main Effects
2
5.0000
5.0000
2.5000
1.15
0.388
2-Way Interactions
1
0.2500
0.2500
0.2500
0.11
0.748
Residual Error
5
10.8700
10.8700
2.1740
Curvature
1
10.6580
10.6580
10.6580 201.09
0.000
Pure Error
4
0.2120
0.2120
8
Ex) center를 추가하여 분석
16.1200
Total
Copyright ⓒ 2009 LANDKOREA
0.0530
• Optimum 설정을 위한
추가 분석 필요
(2차 예측 실험)
• 곡선 효과가 유의한
것으로 나타남
687
687.
IMPROVE
반응표면실험
Stats> DOE> RS>Define Custom Response Surface Design
Stats> DOE> RS> Analyze RS Design> Full Quadratic
The analysis was done using coded units.
Estimated Regression Coefficients for Yield
Term
Constant
Time
Temp
Time*Time
Time*Temp
Coef
79.940
1.000
0.500
-2.190
0.250
StDev
0.1030
0.1151
0.1151
0.1544
0.1151
S = 0.2302
R-Sq = 98.7%
T
776.446
8.687
4.344
-14.181
2.172
80.5
P
0.000
0.001
0.012
0.000
0.096
79.5
78.5
Yield
77.5
180
76.5
175
80
Time
85
90
R-Sq(adj) = 97.4%
Analysis of Variance for Yield
Source
Regression
Linear
Square
Interaction
Residual Error
Pure Error
Total
DF
4
2
1
1
4
4
8
Seq SS
15.9080
5.0000
10.6580
0.2500
0.2120
0.2120
16.1200
Copyright ⓒ 2009 LANDKOREA
Adj SS
15.9080
5.0000
10.6580
0.2500
0.2120
0.2120
Adj MS
F
3.9770 75.04
2.5000 47.17
10.6580 201.09
0.2500
4.72
0.0530
0.0530
688
170
P
0.001
0.002
0.000
0.096
Temp
688.
IMPROVE
반응표면실험
2차 예측실험 계획법(반응표면실험)
1차 예측 실험은 곡선 효과 (Curvature)의 존재를 검출하나 2차 항의 계수를 추정할 수 없기 때문에
곡선효과 Modeling을할 수 없다
1차
예측실험
모델이 적합
(Lack of fit)
한가?
Yes
최고경사경로
다음 실험을 위한 실험
Setting을 결정 해야 함
No
2차
예측실험
2차 예측 실험 또는 반응 표면 실험은
2차 또는 3차 항을 사용함으로써 곡선
효과를 Modeling 할 수 있다
Copyright ⓒ 2009 LANDKOREA
689
689.
IMPROVE
반응표면실험
2차 예측실험 계획법(반응표면실험)
1차 예측 실험에서 중앙점이 있는 2x2 배치법을 이용하면 반응 표면의 곡선 효과를 감지할 수는
있으나 2차 항의 계수를 추정할 수는 없다는 것을 알았다. 그 이유는 무엇인가?
Stat> DOE> Analyze RD Design
중심점이 있는 23 실험 모형
Copyright ⓒ 2009 LANDKOREA
690
690.
IMPROVE
반응표면실험
2차 예측실험 계획법(반응표면실험)
x2*x2 항과 x3*x3 항이 제거됨. 이유는
중심점이 있는 2 수준 완전 배치 모형을
사용하는 경우 2차 항을 정확히 추정할
수 없기 때문이다.
그러면 어떠한 실험 모형을 이용해야
하는가?
만약 2 수준 실험 모형을 이용해 주효과와
교호 효과를 추정할 수 있다면 2차 항의
효과를 추정하기 위해서는 인자 수준이 몇 개여야 할까?
y
y
그림에서 알 수 있듯이 2차 항의 효과를
평가하기 위해서는 한 인자 x에 대해 적어도 3개
이상의 수준이 필요하다.
선형 함수
x
2차 함수
Copyright ⓒ 2009 LANDKOREA
x
691
691.
IMPROVE
반응표면실험
2차 예측실험 계획법(반응표면실험)
중심합성계획(Central Composite Design) 적용
(0,+a)
(-1, +1)
79.7
(+1, +1)
80.3
78
Contour Plot of Yield
Temp
1
(-a,0)
(+a,0)
(0,0)
76.5
40.0
40.5
41.0
41.5
(+1, -1)
(-1, -1)
0
-a, -1,
(0,-a)
0,
+1, +a
-1
-1
0
Time
*중심합성계획은 반응량의 곡면적인 변화를 적은 횟수의
실험으로 감지하기 위하여 2N 요인 실험에 중심점과 축점
(Axial Point)을 추가시킨 실험.
Copyright ⓒ 2009 LANDKOREA
22 요인실험점
좌표의 중심점
축점(Axial Point)a 는 중심에서 축점까지의 거리
692
692.
IMPROVE
반응표면실험 - 중심합성계획
중심합성계획(CentralComposite Design)
중심합성계획은 실험의 횟수가 적기 때문에 실험의 비용이 적으며, 연속실험(Sequential
Experiment)이 가능하다. 즉, 2N 요인실험 후 실험의 보완이나 최적화를 위하여 중심점과 축점에서
2차로 추가하는 실험이 가능하다.
• 중심합성계획의 실험수: 요인실험 수 + 축점수 + 중심점 실험수 = 2N + 2N + n0 (N; Factor 수)
• 축점(Axial Point) a의 계산:
a =[요인실험 수]
1
4
Number of Factors in Number of points in
Factorial Matrix
the Box
2
2
(2/4)
= 1.414
8 (2 )
3
2
(3/4)
= 1.682
4
2
(4/4)
= 2.000
5
2
(5/4)
= 2.378
6
2
(6/4)
= 2.828
2
4 (2 )
3
4
16 (2 )
5
32 (2 )
6
64 (2 )
Copyright ⓒ 2009 LANDKOREA
Scaled value for a
relative to 1
693
693.
IMPROVE
반응표면실험 - 중심합성계획
중심합성계획(CentralComposite Design)
중심합성계획에 의한 2차 예측실험 Data
Reflow
Time
Reflow
Temp
Yield
80
170
76.5
80
180
77.0
90
170
78.0
90
180
79.5
85
175
79.9
85
175
80.3
85
175
80.0
85
175
79.7
Coded variables
85
175
79.8
Time
Temp.
92.07
175
78.4
1.414
0
77.93
175
75.6
-1.414
0
85
182.07
78.5
0
1.414
85
167.93
77.0
0
-1.414
구성
2N
(0,1.414)
중심점
실험 수
Copyright ⓒ 2009 LANDKOREA
축점
수
(-1.414,0)
(1.414,0)
(0,-1.414)
694
IMPROVE
반응표면실험 - 중심합성계획
중심합성계획(CentralComposite Design)의 유형
Circumscribed
(CCC)
-a
+a
• 회전가능
• 예측성능 우수
• 각 요소별 5 수준 요구
• 회전가능
• 초기범위내 요소 세팅
• 예측성능 보통
• 각 요소별 5 수준 요구
Inscribed
(CCI)
Face-Centered
CCF
-1
Copyright ⓒ 2009 LANDKOREA
0
1
• 회전불가능
• 초기범위내 요소 세팅
• 예측성능 상대적으로 우수
• 각 요소별 3 수준 요구
• 반응표면 분석수준이 CCC
또는 CCI 만큼 정확하지 않음
697
697.
IMPROVE
반응표면실험 - 중심합성계획
설계Matrix Type
유형
중앙 합성: CCD
(Central Composite)
CCD: 2 요인
특징
• 우수한 공간 적용범위
• 직교 & 회전 가능
• 크기와 비용의 좋은 균형
CCD: 3 요인
k
CCF/3 (Central
Composite Face)
Box-Behnken
(Center Edge Design)
2 요인
9 실행
CCF: 2요인(3K)
• CCD의 특수한 경우
• 우수한 공간 적용범위
• 직각이고 회전 가능
Box-Behnken: 3 요인
Copyright ⓒ 2009 LANDKOREA
698
698.
IMPROVE
반응표면실험
앞장에서 제시된 Data를반응표면법으로 분석함
·메뉴
Stat >DOE>Create RS Design…
Type of Design ⊙ Central Composite
Number of factors : 2
Designs…> OK
Options… > Randomize runs : „Not Selected‟
·결과 (Session Window)
Central Composite Design
Factors : 2
Runs : 13
Blocks : none
Alpha : 1.414
Copyright ⓒ 2009 LANDKOREA
Center points : 5
699
IMPROVE
반응표면실험
실험후 실험의 결과치를이용하여 실험시 문제점이 없었는지 검증한다.
· 메뉴
Stat > Basic Statistics > Display descriptive statistics
Variables : Yield
<Graphs…> Graphical summary
Descriptive Statistics
· 결과
Variable: Yield
Anderson-Darling Normality Test
A-Squared:
P-Value:
75.5
76.5
77.5
78.5
79.5
Mean
StDev
Variance
Skewness
Kurtosis
N
80.5
Minimum
1st Quartile
Median
3rd Quartile
Maximum
95% Confidence Interval for Mu
0.507
0.163
78.4769
1.5477
2.39526
-5.4E-01
-1.03687
13
실험 결과는 정규성을
가지며 이상점은 없는
것으로 보임
75.6000
77.0000
78.5000
79.8500
80.3000
95% Confidence Interval for Mu
77.5417
77
78
79
80
79.4122
95% Confidence Interval for Sigma
1.1098
2.5548
95% Confidence Interval for Median
95% Confidence Interval for Median
Copyright ⓒ 2009 LANDKOREA
77.0000
79.8315
701
701.
IMPROVE
반응표면실험
· 메뉴
Graph >Plot…
Graph Variables : Y : Yield, X : RunOrder
Y : Yield, X : Time
Y : Yield, X : Temp
· 결과
80.5
Yield
79.5
80.5
78.5
77.5
79.5
Yield
76.5
78.5
75.5
80
77.5
85
90
Time
76.5
80.5
75.5
79.5
0
5
10
Yield
RunOrder
실험 순서에 따라 증가하는 것처럼
나타났으나 Randomize하지 않은
영향임. (각 실험간 독립인지 검증)
Copyright ⓒ 2009 LANDKOREA
78.5
77.5
76.5
75.5
170
175
Temp
702
180
702.
IMPROVE
반응표면실험
· 메뉴
Stat >DOE > Create custom RS design
Factors : Time, Temp
Stat > DOE > Analyze RS Design
Responses : Yield
<Graphs…>
Histogram
Normal Plot
Residuals versus fits
Residuals versus Order
Copyright ⓒ 2009 LANDKOREA
703
703.
IMPROVE
반응표면실험
· 결과
Response SurfaceRegression
The analysis was done using coded units.
Estimated Regression Coefficients for Yield
Term
Coef
StDev
T
P
79.940
0.11896
671.997
0.000
Time
0.995
0.09405
10.580
0.000
Temp
0.515
0.09405
5.478
0.001
Time*Time
-1.376
0.10085
-13.646
0.000
Temp*Temp
-1.001
0.10085
-9.928
0.000
Time*Temp
0.250
0.13300
1.880
0.102
Constant
S = 0.2660
R-Sq = 98.3%
R-Sq(adj) = 97.0%
중요한 Term이 아니므로
소거할 수 있음
선택된 Model은 설명력이 큼
2
Y = 79 .94 0.995 x1 0.515 x 2 1.376 x12 1.001 x2 e
.
Copyright ⓒ 2009 LANDKOREA
704
704.
IMPROVE
반응표면실험
· 결과
Analysis ofVariance for Yield
Source
DF
Seq SS
Adj SS
Adj MS
F
P
Regression
5
28.2478
28.2478
5.64956
79.85
0.000
Linear
2
10.0430
6.8629
3.43145
48.50
0.000
Square
2
17.9548
17.9548
8.97741 126.88
0.000
Interaction
1
0.2500
0.2500
0.25000
3.53
0.102
*Residual Error
7
0.4953
0.4953
0.07076
Lack-of-Fit
3
0.2833
0.2833
0.09443
1.78
0.290
Pure Error
4
0.2120
0.2120
0.05300
12
28.7431
Total
Fitting 에 문제가
있는 것으로 판단할
통계적 유의 없음
*SS(Residual) = SS(Lack-of-Fit) + SS(Pure Error)
중심점에서의 반복된 데이터에 의한 오차
Copyright ⓒ 2009 LANDKOREA
705
705.
IMPROVE
반응표면실험
Histogram of theResiduals
Normal Probability Plot of the Residuals
(response is Yield)
·결과
(response is Yield)
2
5
1
Normal Score
Frequency
4
3
2
0
-1
1
0
-2
-0.2
-0.1
-0.0
0.1
0.2
0.3
0.4
-0.3
-0.2
-0.1
0.0
Residual
0.1
0.2
Residuals Versus the Fitted Values
0.4
Residuals Versus the Order of the Data
(response is Yield)
(response is Yield)
0.4
0.3
0.3
0.2
0.2
Residual
0.4
Residual
0.3
Residual
0.1
0.0
0.1
0.0
-0.1
-0.1
-0.2
-0.2
-0.3
-0.3
76
77
78
79
Fitted Value
Copyright ⓒ 2009 LANDKOREA
80
2
4
6
8
Observation Order
706
10
12
706.
IMPROVE
반응표면실험
· 메뉴
Stat >DOE > Analyze RS Design
Responses : Yield
<Storage…> Residuals
Stat > Basic statistics > Normality Test
Variables : RESI1
· 결과
Normal Probability Plot
잔차의 정규성을 보는 또 다른
방법으로 이 방법을 쓰면 P-value를
알 수 있다.
.999
.99
Probability
.95
.80
.50
.20
질문)
잔차의 정규성 검정을 위한 P-Value를
볼 수 있는 또 다른 메뉴는?
.05
.01
.001
-0.2
-0.1
0.0
0.1
0.2
0.3
RESI1
Average: 0.0000000
StDev: 0.203161
N: 13
Copyright ⓒ 2009 LANDKOREA
Anderson-Darling Normality Test
A-Squared: 0.644
P-Value: 0.072
707
IMPROVE
반응표면실험
반응변수가 여러 개일 때, 모든 반응변수가 가장 좋은 반응량을 얻도록 최적조건을 결정할 필요가
생긴다. 이를 결정하기 위한 하나의 참고 지표로 기대 값(Desirability)을 산출한다.
0 Desirability 1
Minimize the Response
반응 값이 적을수록 좋은 것
예) 결함율, 지출
D=1
Target the Response
구간내의 중심에서 최적인
특성. 예) 기온, Strength
Maximize the Response
반응 값이 클수록 좋은 것
예) 보너스, 수율
D=1
허용한계점
허용한계점
목표지점
D=0
D=0
반응량이 감소하면 D 증가
Copyright ⓒ 2009 LANDKOREA
D=0
D=1
목표지점
D=0
반응량이 증가하면 D 증가
709
709.
IMPROVE
반응표면실험
앞의 예에서 MultipleResponse Optimizer의 사용 예를 적용해 보면,
· 메뉴
Stat > DOE > Multiple response optimizer…
Slected : Yield
<Setup…> Lower : 70, Target : 80, Higher : 90
· 결과
Hi
Cur
Lo
Contour Plot of Yield
Temp
182.0711
[175.8907]
167.9289
Yield
Targ: 80.0
y = 80.0000
d = 1.0000
75
76
77
78
79
80
180
Temp
Optimal
D
1.0000
Time
92.0711
[85.0]
77.9289
175
170
80
85
90
Time
Copyright ⓒ 2009 LANDKOREA
710
710.
IMPROVE
반응표면실험
· 실습 목적
반응표면 분석을 실험을 통해 체험하고, Multiple Response Optimizer로
최적조건을 찾아낼 수 있는 능력을 배양한다.
· 실습 내용
부분배치법 또는 완전배치법 실습 과정에서 알게 된 Catapults의 거리 및 기타 중요
Out Put 지표에 영향을 미치는 중요인자 3~4개를 정하여 반응표면 실험을 설계하여
실시하고 Multiple Response Optimizer를 활용하여 제시된 목표거리에 공이 떨어지도록
인자의 값을 설정하고 검증하는 단계를 거친다.
· 실습방법
- 각 팀별로 실험을 계획하여 진행하고 그 내용 및 결과를 Power Point를 이용해
정리하여 발표한다.
- 발표후 주관자가 제시한 목표거리에 공이 떨어지는가에 대한 확인 실험을 한다.
Copyright ⓒ 2009 LANDKOREA
711
711.
IMPROVE
Define
Measure
I1
개선 성과검증
Analyze
Improve
I2
개선안 발굴
개선안최적화 및 실행
Control
I3
개선성과 검증
Activities
• 개선의 방향성 설정
• 개선안 도출 및 그룹화
• 개선안 평가 및 선정
• 챔피언 승인 획득
Activities
• 개선안 실행 계획
• 개선안 실행
Activities
• Pilot Test계획 수립
• 결과 분석 및 조치 실행
Tools
• 창조적 Idea 발상법 ( 브레인 스
토밍, 친화도 법, Mind Mapping,
Solution Mapping, ECRS,
SCAMPER)
Tools
• 요인 배치법/부분 요인 배치법
• RSM
• Mixture Design
• Taguchi Method
Tools
• Presentation
• Change Management
• Pilot Test
Copyright ⓒ 2009 LANDKOREA
712
712.
IMPROVE
개선 성과검증
“To Be”프로세스 맵 도출
기존의 Process Map에 대해 다음 질문을 하면서 To-Be Process map을 작성함
제안된 해결안에 의하여 기존 프로세스의 어떤 부문이 영향을 받게 되는지?
제안된 해결안은 프로세스 용어로 묘사가 가능한가? 만약 그렇다면 해결안이 구현되었을
때 프로세스는 어떤 모습일까?
기존 프로세스 맵은 충분하게 상세하여서 해결안에 의한 프로세스 변화를 설명할 수 있는
가? 만약 그렇지 못하다면, 어떤 부분을 더 상세하게 하여야 하는가?
“To be” 프로세스 맵은 해결안에 의해 영향을 받게 될 사람과 업무를 결정하는 데 도움
을 줄수 있는가?
제안된 해결안과 그 이점들을 설명하기 위하여 “To be” 프로세스 맵이 효과적으로 작성되
었는 가? 만약 그렇다면 언제 어떻게 이 프로세스 맵들을 작성해낼 것인가?
Copyright ⓒ 2009 LANDKOREA
713
713.
IMPROVE
개선 성과검증
해결안의 실현성높이기
Tree Diagram은 해결안을 성공적으로 구현하기 위해 필요한 활동들을 파악하고 이해하는
데 도움을 주는 도구입니다.
How?
By...
Copyright ⓒ 2009 LANDKOREA
How?
By...
How?
By...
How?
714
714.
IMPROVE
개선 성과검증
제안된 해결안들이수용되게 하려면
• 팀이 활동한 개선 Process 와 도구를 설명한다.
• 팀의 발견 사항과 결론을 fact data에 근거하여 설명한다.
• 팀이 제안한 해결 방안들은 개선효과가 확실하게 평가되고 또한 Risk 수준이 분석되어야
한다.
• 팀 후원자와 밀접하고도 신뢰성 있는 관계를 형성하십시오
• 누가 영향을 어떻게 받을 것인지에 대한 것 뿐만 아니라 여러분의 조직에 얼마나 잘
해결안들이 적용될 것인지에 대하여 설명을 준비합니다.
• 팀의 해결안들에 의해 영향을 받게 되는 모든 부서들과 사전 의견교환을 하여 피드백을
받는다.
• 모든 사람들이 왜 해결안이 필요한 지에 대하여 확실히 이해하도록 합니다.
Copyright ⓒ 2009 LANDKOREA
715
715.
IMPROVE
개선 성과검증
이해관계자의 관심사항파악
제안된 해결안이 수용되기 위해서는 이해관계자의 관심사항이 반영되도록 설명되어
야함
이해 관계자
Copyright ⓒ 2009 LANDKOREA
기대 및 관심사
긍정적인 결과물
716
716.
IMPROVE
개선 성과검증
연습 :이해관계자의 관심사항 파악
목표
여러분의 프로젝트 해결안들과 Output에 대한 이해관계자의 기대수준을 이해함. (20분)
지침
1.
2.
3.
4.
각 그룹별로 Project를 하나 선정 합니다.
Project의 결과에 영향을 받을 핵심 이해 관계자들을 파악합니다.
Brainstorming을 통해 이들 이해 관계자들이 가지고 있을 관심사들을 List-up한다.
Brainstorming을 통해 이들 이해 관계자들이 긍정적으로 생각할 결과물들을 List-up한다.
이해 관계자
Copyright ⓒ 2009 LANDKOREA
기대 및 관심사
긍정적인 결과물
717
717.
IMPROVE
개선 성과검증 –발표 및 실행
실행 계획(Action Plan)
문제점
해결과제
작업요소
책임
시작일
진행 상태 및 조치내
용
완료일
성공기준
Copyright ⓒ 2009 LANDKOREA
718
718.
IMPROVE
개선 성과검증 –발표 및 실행
발표시 유용한 힌트들
•
초반에 발표자의 관점을 언급함. 관점을 증명하기 위해 여러 가지 사례들을 적극 활용한다.
일화성의 사례들은 충분하지 않습니다.
•
실행을 권유할 때는 구체적이어야 합니다. 청중에게 여러분이 발표이후에 해주길 원하는 것
이 무엇인지 말합니다.
•
실행으로써 조직이 달성해야 할 이익/결과를 연결하여 설명한다. 이것은 청중이 관심이 있
고 필요로 하는 분야와 관련된 용어로 이익들을 설명합니다.
•
절대 일반적인 발표는 하지 않음. 참석자 개인 또는 전체의 관심사에 맞게 특화 시킴
•
이익들은 최종적으로 설명합니다.
•
요점을 명확하고도 확신에 찬 어조로 발표합니다.
•
열정, 신념 그리고 발표 내용에의 충실 등이 그 성공에 핵심적입니다.
Copyright ⓒ 2009 LANDKOREA
719
719.
IMPROVE
개선 성과검증 –발표 및 실행
바람직한 Presentation 모델
Step 1
team charter를 이용해 개선 목표와 사업 기회를 설명합니다. 활동 중에 찾아낸 여러
조건들을 요약 정리합니다.
Step 2
팀이 최종 개선안을 도출하기까지의 방법론을 간략하게 요점을 정리함.
팀이 완료한 작업에 대하여 개략적으로 설명하면서 신뢰를 확보함. 사례를 들어
강조함. 왜 이 방법을 선택하게 되었는지 Data에 의해 강조함.
Step 3
플로우 차트를 활용하여 기존의 프로세스를 설명함.
Step 4
고객의 기대, 성과 측정 그리고 근본 원인 분석을 요약하여 개선기회의 목표를 묘사함.
핵심 의사결정을 하는 데 사용한 6 시그마 개선 도구들의 용도를 설명함.
Step 5
제안된 개선안의 이익과 실행 계획들을 발표함.
Step 6
새로운 프로세스 흐름과 Cost 분석 결과를 제안함. ( 2가지 이상의 대안들을 포함)
Step 7
질문 및 응답 시간을 적극 활용함.
Copyright ⓒ 2009 LANDKOREA
720
720.
IMPROVE
개선 성과검증 –발표 및 실행
Storyboards
Storyboard는 Project 결과를 다른 사람들과 효과적으로 Communication 하기
위한 유용한 Tool임.
Define
Team Charter
Customer
Requirements
As-Is Process
Measure
Data
Collection Plan
Data Collected
Analyze
Verified Root
Causes
1.
2.
3.
Problem
Statement
Improve
Ideas
Should-Be
Process
Solution
Implement
Plan
Copyright ⓒ 2009 LANDKOREA
721
721.
IMPROVE
개선 성과검증 –발표 및 실행
연습: Storyboard 초안 작성
목표
팀 발표 시에 사용될 기본 틀로서 Storyboard 초안을 작성함.(30분)
지침
팀으로서 예전 사례에서 표본 Storyboard 토픽들을 조심스럽게 검토합니다.
2. 다음 질문들을 토론하고 응답함 : 각 단계들에서의 핵심 활동들 또는 산출물들이 무엇인가?
무엇이 핵심 이정표들 또는 의사결정 포인트들은 무엇인가?
3. Storyboard를 만들고 발표준비를 한다.
1.
Define Opportunities
Measure Performance
Analyze Opportunities
Develop Solutions
Implement
Copyright ⓒ 2009 LANDKOREA
722
722.
IMPROVE
개선 성과검증 –발표 및 실행
성공적인 변화의 12가지 Drivers
책임감 - 변화를 위한 특정한 역할, 목표 그리고 성과 측정을 파악함
적응성 - 시행되었던 성공적 및 비성공적인 실행들을 기반으로 하여 배우고 실행을 취함.
의사 소통 - 재배치 계획의 가능한 결정을 포함하여 후원, 지원, 실현 또는 변화에 영향을 받을 사람들에게 영향을 끼침.
집중, 목적 그리고 비전 – 기술적, 조직적으로 절실한 요구와 변화를 위한 비전을 명확히 정의함.
참여 - 변화에 영향을 받는 사람들을 의사결정 및 실현에 충분히 참여 시키도록 보장함.
리더쉽 - 변화를 촉진하고 가능케 하도록 설계된 Infra를 통해 리더쉽을 발휘함.
측정과 결과 - 변화를 통해 달성되는 측정 가능한 개선사항을 결정하고 그 개선의 추이를 알도록 data를 파악함.
Momentumn – 변화의 수용과 실행을 위한 속도의 전이에 대응함.
준비성 - 변화의 영향을 받기 쉬운 개인 또는 그룹들의 “변화에 대한 준비성” 평가를 그 기반으로 변화를 기존 문화
및 작업 환경에 결합시킴.
인정 과 보상 - 변화와 일치하는 결과를 달성한 개인과 그룹을 강화하고 그렇지 못한 사람들에 대한 제재를 결
정함.
Skill 개발 - 모든 계층에서 변화 도중 또는 후에 효과적으로 참여가 가능케 하고 준비하도록 교육을 실시함.
팀 지향 - 조직 내의 팀을 이용하여, 변화 실현과 관리와 주인의식을 가지도록 함.
Copyright ⓒ 2009 LANDKOREA
723
723.
IMPROVE
개선 성과검증 –발표 및 실행
개인적 참여를 통한 변화
변화에 대한 참여로 이끌기 위한 투자가 부족하기 때문에 개선안이 일시적 효과에 그칠 수
있음.
변화를 선택한 경우
변화를 선택하지 않는 경우
“시스템은 순종을 강요할 것임”
“나는 변화를 어떻게 맞이할 것인지 결정할
수 있다”
•
•
•
•
시스템 주도의 프로세스 변화
일시적인 인원 감축
조직 구조의 변경
새로운 회의 구조
– 이점
• 낮고 , 종종 피상적 변화이지만 충
분한 순종 가능
– 투자
• 종종 높은 기술적 비용
• 변화 추진에 높은 비용
• 개선된 고객 서비스
• 인원 감축의 유지
• 부서간 협력
• 팀 작업
– 이점
• 높고, 근본적인 변화
– 투자
• 시간, 활동력 및 변화에 대한 높은
Leadership 발휘
Copyright ⓒ 2009 LANDKOREA
724
724.
IMPROVE
개선 성과검증 –발표 및 실행
변화에의 대처 능력
개인적인 변화에 생산적으로 대처하는 능력은 개발될 수 있는 중요한 Skill임.
대응 자세
변화의 성공요소
• 목표의 명확성
“나는 이 변화에서 내가 원하는 것을 안다.”
• 자신에 대한 믿음
“나는 이 변화에서 내가 원하는 것을 얻을 수 있다.”
• 조직
“나에게 이것을 달성하기 위한 단계들은 명료하다.”
• 융통성
“그 방법으로 얻지 못한다면 다른 것을 시도한다.”
• 지원 네트웍
“나는 누가 이 변화를 지원할지를 안다.”
• 실행
“나는 내가 원하는 것을 달성하기 위해 필요한 단계를
밟을 것이다.”
• 학습
“변화는 학습기회다”
Copyright ⓒ 2009 LANDKOREA
725
725.
IMPROVE
개선 성과검증 –발표 및 실행
변화에 대한 저항의 준비
피할 수 없는 Morale 저항에 대하여 준비를 하는 것이 변화의 추진력을 지속하
는 핵심임.
열 정
헌 신
현재 상태
미래 상태
이 해
재평가
부정적인 것을 지금 변화
긍정적인 저항
부정적인 저항
방해
Copyright ⓒ 2009 LANDKOREA
726
726.
IMPROVE
개선 성과검증 –발표 및 실행
긍정적 및 부정적인 저항
반
응
전
술
• 열린 마음으로 질문을 함.
• 해결안에 대하여 동의하지 않음.
긍정적인 저항
(변화의 시험)
• 대체 해결안을 향한 로비를 함.
듣고, 지원하고,
• 대안들을 분석하고 평가함.
도전함.
• 니즈에 대한 질문을 함.
• 비전에 도전함.
• 회의에 참석하지 않음.
• 교육 과정에 참석하기에 너무 바쁘다고 함.
• 워크샵에서 핵심 인물을 빼감.
부정적인 저항
(방해)
• 다른 일을 벌여 놓음.
• 예산에 대한 질문을 함.
이해하고, 대면함
• 겉보기만 좋은 시작을 함.
• 프로그램을 무시함.
• 못하겠다고 하면서 기회를 회피함
Copyright ⓒ 2009 LANDKOREA
727
727.
IMPROVE
개선 성과검증 –발표 및 실행
순응을 통한 변화
변화는 참여 또는 순응을 통하여 성취가 가능합니다.
순응(Compliance)
“나는 이 새로운 방식대로 해야만 해 ”
반응(Reaction)
“나는 이 변화에 대해 꼭 필요하다면 반응할 것이다.”
시험(Testing)
“나는 이 변화를 완화 시켜야만 해 ”
부정적 인지(Negative perception)
“나는 이 변화에 위협 받고 있다.”
참여(Commitment)
“나는 이 새로운 방식대로 하길 원해”
실행(Action)
“나는 이 변화의 달성을 위해 실행할 것이다”
시험(Testing)
“나는 이 변화를 위해 나 자신을 위험을 무릅쓸 것이다.”
긍정적 인지(Positive perception)
“나는 이 변화에서 기회를 찾고 있다.”
약속(Engagement)
“나는 나/우리에게 주어지는 함축적 의미을 안다.”
이해(Understanding)
“나는 왜 무엇이 바껴야 하는지를 알고 있다.”
깨달음(Awareness)
“나는 무엇인가에 대하여 말할 수 있다.”
Copyright ⓒ 2009 LANDKOREA
728
728.
IMPROVE
개선 성과검증 –발표 및 실행
참여(Commitment)란 무엇인가?
1. 변화의 비전과 절실한 요구에 대해 명확하게 의사소통 함.
2. 변화 과정 중에 영향을 받게 될 고객/후원자들에게 변화의 필요성과 잠재적인 위험을
명확하게 설명함.
3. 변화의 모든 면에서 종업원들을 참여 시킴.
4. 새로운 행동양식에 대해 인정하고 보상함.
Copyright ⓒ 2009 LANDKOREA
729
729.
IMPROVE
개선 성과검증 –발표 및 실행
참여 (Commitment)를 위한 Guide line
•
참여는 대가를 요구합니다. - 여러분이 필요로 하는 것만 취합니다.
•
한가지 규격이 모두를 만족하지 못합니다. - 맞춤 프로그램 설계
•
사람들에게 긍정적으로 저항하기 위한 시간과 공간을 허용합니다.
•
논쟁을 위한 시간대를 명확히 합니다. - 그리고 종료합니다.
•
대상을 명확히 하고 변화 과정에 가능한 많은 사람을 참여 시킨다.
•
변화의 비전과 절실한 요구를 열정적으로 설명합니다.
•
변화의 리더로 하여금 Process를 책임지고 운영토록 한다.
•
변화 관리의 기초를 교육합니다.
•
필요한 산출물에 대한 조정에 초점을 둡니다.
•
참여 정도에 따른 산출물을 측정합니다.
Copyright ⓒ 2009 LANDKOREA
730
730.
IMPROVE
개선 성과검증 –발표 및 실행
노력의 집중
그룹 Segment는 가장 큰 효과가 있는 부문에 대한 노력 집중과 전술 개발에
도움이 됩니다.
높음
옹호자
변화에 대한 지원
• 옹호 및 촉진
건설적
• 지원
• 참여시킴
• 그들의 충고를 구함
내부 고통
• 지원
• 고용
• 일정 시간 투자
주저하는 사람
• 협상
• 좋은 대우
• 열중함.
건설적
• 설명
건설적
• 영향을 고립 시킴
• 반대를 이해함.
• 안심시킴.
낮음
낮음
Copyright ⓒ 2009 LANDKOREA
높음
변화에 대한 저항
731
731.
IMPROVE
개선 성과검증 –Pilot Test
Pilot이란 ?
구체적으로 제안된 설계안을 작은 규모로 시험적 실행을 하는 활동을 말함.
Pilot의 기본 방법
Do
Act
Plan
Check
PDCA Cycle은 개선활동을 수행하기 위해 필요한 기본적인 사고 방식입니다.
Copyright ⓒ 2009 LANDKOREA
732
732.
IMPROVE
개선 성과검증 –Pilot Test
왜 Pilot을 하는가?
• 확인된 근본 원인과 선택된 해결안의 인과 관계를 정량화시키고 이해도를 향상시킴
• 해결안을 개선대상 전체에 적용하기 전에 실현성/문제점을 검증할 수 있습니다.
• Impact에 대한 이해도 향상 및 다음으로부터 feedback 수렴:
– Data / Customer/ Vendors/ Suppliers/ 조직/ Staff
– 내부 Technology / 기존 Systems
• 잠재적인 실패 요인을 파악함으로써 실패의 위험을 최소화함
• 조직의 buy-in 증가
• 예상되는 비용/이익(cost/benefit)의 파악
• 해결안의 실행 결과를 관찰하고 조정한다.
• 개선결과를Monitor하는 데 사용되는 척도의 효과성 검토
• 해결안의 유효성 검증
Copyright ⓒ 2009 LANDKOREA
733
733.
IMPROVE
개선 성과검증 –Pilot Test
언제 Pilot을 할 것인가?
• 설계범위가 복잡하고 광범위할 경우
• Cost가 많이 수반되고 Resource가 현시점에서 제공 불가능할 경우
• 광범위하거나 예상치 못한 잠재적 결과가 발생할 경우
• 설계 요구에 대한 신뢰성이 필요한 경우
• 해결안의 결과를 반전시키기 어려운 경우
• 직무 설계의 상당한 변경 및 훈련이 필요한 경우
• 상당한 훈련이 필요한 경우
Copyright ⓒ 2009 LANDKOREA
734
734.
IMPROVE
개선 성과검증 –Pilot Test
Pilot계획의 구성요소
Pilot 계획의 범위
Pilot 성공기준
잠재문제 분석
Contingency Plan
효과적인
Pilot 계획
Pilot 훈련 계획
Data 수집 계획
검증 계획
Communication Plan
일정 및 작업 계획
Copyright ⓒ 2009 LANDKOREA
735
735.
IMPROVE
개선 성과검증 –Pilot Test
Pilot범위 선정시 고려사항
• 잠재적인 Risk와 되돌릴 수 없는 효과가 얼마나 큰가? (예: 재무상,안전,기타)
• Risk가 얼마나 많은 사람에게 영향을 끼칠 것인가?
• 어느 영역에서 해결 안의 Pilot을 실행해 볼 것인가?
• 해결안의 효과성을 검증하기 위해 얼마만큼의 Test가 필요한가?
• Pilot에 얼마의 인원이 투입되어야 하는가?
• Pilot 기간 중에 어떤 기술들이 사용될 것인가?
• 해결안의 결과로서 얼마 많은 변화가 필요한가?
• Pilot를 성공적으로 수행하기 위해 얼마 많은 계획이 수반되어야 하는가?
프로세스 맵과 문서작업
Pilot 검증
잠재적 문제
작업 계획과 일정
Copyright ⓒ 2009 LANDKOREA
736
736.
IMPROVE
개선 성과검증 –Pilot Test
Pilot 성공여부 판단기준
• 목표에 대한 영향
- 전체의 프로세스 성과가 개선목표에 도달하는데 해결안이 도움을 주는 정도
- 해결안이 시험적으로 검증되는 과정에서 목표에 기여하는 영향으로 “go” 나 “no
go”를 판단하기 위한 성공기준을 수립합니다
해결안:
해결안이 영향을 주는
척도
척도의 종류
(input, process
또는 output)
현재 성과
목표
Pilot 후에
예상하는 성과 목표
해결안의
평가척도
• 실현의 효과성
- 조직의 해결안에 대한 이해도 및 해결안 수용능력
- 팀이 해결안을 실행해 나가는 Approach방법을 평가함
- 평가 항목은 Pilot계획의 각 요소를 고려하여 판단.
(Training / 의사소통/ 일정 및 작업계획/Data 수집/해결안 적용의 용이성/기타)
Copyright ⓒ 2009 LANDKOREA
737
737.
IMPROVE
개선 성과검증 –Pilot Test
검증 계획
• 프로세스 CCR을 만족시키기 위해 필요한 프로세스와 Output 척도의 Target을 파
악함.
• 각 Target별로 허용할 수 있는 공차 범위를 설정합니다.
• 해결안 Test 방법을 결정함
• 척도 및 측정방법의 검증
- 원하는 feedback을 제공하기 위한 측정기법의 효과성
- 측정의 용이성
- 측정에 수반되는 시간과 비용
Copyright ⓒ 2009 LANDKOREA
738
738.
IMPROVE
개선 성과검증 –Pilot Test
Pilot 검증계획 (예 : 융자 승인 Pilot검증)
Product/Service: 소기업 융자
Function/Processes Tested:
Pilot Plan Objectives:
융자승인
1. 전체 시스템 테스트
2. 무간섭 pilot 테스트
Pilot Steps/Activities:
1. Cheatham 지역 마케팅
2. Pilot 수행 요원 선정
3. Pilot 기간 - 4 개월
4. 결과 분석
측정계획:
측정치
달성 목표
처리 시간
s
5일
전화 접수
Pilot
x
30 분
Pilot Observations:
GAP Analysis/Root Causes:
Follow-up Actions:
Copyright ⓒ 2009 LANDKOREA
739
739.
IMPROVE
개선 성과검증 –Pilot Test
Pilot 장소의 선정
•
최악이나 최상의 상황을 선택하지 마십시요.
•
변화와 신규프로세스에 대한 지지자를 섭외 합니다.
•
현 업무운영은 안정적이어야 합니다.
•
규모는 영향을 확인할 수 있을 정도와 동시에 관리할 수 있을 정도 사이에
균형을 이뤄야 합니다.
•
다른 개선활동이 진행중인 분야는 생략 하십시오.
•
Pilot는 성공이 가장 확실한 지역에서 먼저 수행되어야 합니다.
Copyright ⓒ 2009 LANDKOREA
740
740.
IMPROVE
개선 성과검증 –Pilot Test
PILOT 실행의 Tip과 함정
• 설계팀은 Pilot기간동안 추가적인 장애물과 변수를 만들지 않으면서 많은 활동에 관여해야
합니다.
• 결과에 영향을 미칠 수 있는 Process 및 외부 요인에 대한 Data를 수집합니다.
• 가능하면 input과 프로세스 변수를 전체 범위에 걸쳐 test하십시오.
• 비록 성공적인 Pilot이라도 Pilot실시 후에는 “Scale-up issue”들이 있을 것입니다.
• Testing하기 전에 성공기준을 정의한다. 주요 측정 변수와 목표치를 완벽하게 정의한다.
• 본격 양산 실행 이전에 시스템은 고장 Test를 충분히 하여야 한다.
• 새로운 Cycle의 초기 단계에 일일성과를 검토하십시오. 측정치가 능력을 설명할 수 있으면 측정
빈도를 줄여 나가십시오.
• 실행 시 발생할 수 있는 돌발사고의 조치를 위해 추가적인 자원을 확보하여 두십시오.
• 예상치 못한 상황을 고려한 Contingency Plan을 수립하십시오.
• 고객, 경영진, Staff의 기대치와 인지된 사실을 관리하십시오.
• 실행계획을 적극적으로 관리하십시오.
• 초기에 소규모로 성공을 축하하십시오.
Copyright ⓒ 2009 LANDKOREA
741
741.
IMPROVE
개선 성과검증 –Pilot Test
제품/서비스의 Pilot시 고려사항
•
Test market - 입증되지 않은 제품의 총체적인 확산으로 인한 비용의 부담을 피함.
어떤 세분 시장이 test되어야 하는가?, 완제품이 필요한가?, 초기 진입자의 이점을 살려 Test할 수 있는 가?
•
Product mock-ups – 구체화된 요구사항이 이해될 때까지 생산을 연기시킴.
Mock-up이 제품 Concept을 구매자에게 전달할 수 있는가?
•
•
Focus groups - 고객과 협력하여 제품을 구체화할 수 있는 기회를 제공함. 어떤 종류의 input이 필요한가?
Favored customers - 고객과의 관계를 강화하면서 고객의 input을 허용함.
고객에게 이익을 주고 있는가? 아니면 그들에게 너무 많은 일을 요구하고 있는가?
•
Alpha, beta test -완제품이 완성되기 바로 전의 시제품을 고객들로 하여금 직접 사용하게 함. 이 경우 제품이
사용자에게 유용한 정보가 충분히 포함되어 있는가? 아니면 실망을 줄 것인가?
•
Pilot plants/departments - 공장 및 부서별로 다른 변수를 명확히 할 것. 프로세스에 영향을 줄 수 있는 모든
변수(예:volume)가 고려되었는가?
•
Walk-throughs, dry runs – 고객에 대한 영향 없이 Test를 가능케 함. 모든”실제” 영향들이 고려되었는가?
•
Test locations - 특정 site에만 관련된 변수들이 Test되도록 함. 중요한 site가 test되고 있는가? 아니면 편리한 site만
test되고 있는가?
•
Subset of items to process - 전체프로세스의 핵심 구성요소에 insight를 제공함. 중요한 하부프로세스가
파악되었는가?
•
Customer segments -주요 세분고객에 insight를 제공함. 고객들이 제대로 세분화되었는가?
•
Simulation -보편적으로 발생하지는 않지만 일어날 수 있는 조건에 대해 insight를 제공함. Simulation상에서 모든
변수를 고려하였는가?
Copyright ⓒ 2009 LANDKOREA
742
742.
IMPROVE
개선 성과검증 –Pilot Test
Pilot계획 수립시 주의사항
• 모든 일들이 생각했던 것보다는 오래 걸리는 것을 예상해라.
• 의사소통의 중요성을 간과하지 마십시오.
• 실행 전에 필요한 승인 사항을 확실히 고려하십시오. 예를 들어 해결안이 관리가 불필요
할 수 있으며, 또는 Staff의 승인 한계를 강화시킬 수 있기 때문입니다.
• 반드시 Contingency 계획을 수립하여 최악의 사태에 준비 하십시오.
• 비상사태를 대비해 특별기동대 같은 팀을 생각해 보십시오.
• 기술관련 이슈들을 고려하십시오.
• 팀 및 부문간에 역할을 분명히 하십시오.
• 새로운 개념, 양식, 활동등에 대해서는 아무리 작더라도 Pilot을 수행하거나, 변화를
시도하는 사람들을 위해 어느 정도의 훈련이 필요 할 것입니다..
• Pilot활동이 다른 부서나 프로세스, 장비 등에 미칠 수 있는 영향을 확실히 조사하십시오.
그룹 토의(30분)
• Pilot 활동 관련 개인 경험담을 말씀해 주십시오.
- 과거에 실시한 Pilot 작업은 무엇인가? 무엇이 제대로 되지 않았는가?
- 향후 Pilot시 개선해야 할 작업은 무엇인가?
• Group의 과거활동에서 배운 학습 포인트를 정리하십시오.
Copyright ⓒ 2009 LANDKOREA
743
743.
IMPROVE
개선 성과검증 –Pilot Test
계획수립 노력의 최적화
Pilot 범위에 따라 상세 계획 및 분석에는 다음의 내용이 1개 이상 포함된다.
• 전반적인 잠재 문제 분석
• 세부적인 작업 계획
• 기술과 시스템의 실행 계획
주 의
Avoid Under Planning
Avoid Over Planning
• 전반적인 절차/기준과 Training
• 설비 설계
Copyright ⓒ 2009 LANDKOREA
744
744.
IMPROVE
개선 성과검증 –Pilot Test
연습 : Pilot계획과 일정의 수립
목적
세부적인 Pilot 작업 계획과 일정을 작성하기 위함.
지침 (30분)
1. 앞장에서 제시된 효과적인 Pilot계획의 각 구성 요소를 검토하십시오.
이중 팀의 Pilot활동에 적합한 요소를 파악하고 기재 하십시오.
2. 개별적으로 노트에 각 구성 요소에 해당되는 이정표를 4내지 5개 정도 적어
주십시오.
3. 개별적으로 작성된 이정표에 대해 그룹 토의를 거쳐 최종적으로 4-5개를
결정하십시오
4. 각 이정표별로 주요활동과 과제를 파악하여 기재 하십시오.
5. 필요한 경우 이정표, 활동, 과제를 가장 적합한 순서로 재구성 하십시오.
6. 팀원 중 누가 무슨 역할과 작업을 수행할 것인지 결정하여 작업계획을 작성하십시오.
Copyright ⓒ 2009 LANDKOREA
745
745.
IMPROVE
개선 성과검증 –Pilot Test
일정계획 - Gantt Chart
무엇
언제
Task
Jan
Feb
Mar
Apr
누가
May
Responsibility
A
Jim
B
Sue
C
Lynn
D
Bill/Jim
실행 계획
TASKS
ACTIVITIES
Copyright ⓒ 2009 LANDKOREA
RESP.
START
DUE
STATUS &ACTIONS
746
746.
IMPROVE
개선 성과검증 –Pilot Test
Pilot 결과의 Review
결과의 측정과
검증
Pilot는 원하는 결과를 내었습니까?
Pilot 계획은 효과적이었는가??
해결안에 대하여 우리는 어떤 개선을 해낼 수 있는가??
해결안은 현재 상태로 실현될 수 있는가? 그래야만 하는가?
해결안은 Pilot 장소에서 그대로 유지될 수 있습니까?
해결안 실행 중에 습득한 교훈과 적용할 수 있는 Best Practice는
무엇인가?
해결안은 요구되는 개선 목표를
달성하였는가?
다음 단계 결정
Copyright ⓒ 2009 LANDKOREA
747
747.
IMPROVE
개선 성과검증 –Pilot Test
다음 작업 단계 결정
작업단계
• 해결안에 대하여 적절한
변화를 가하고 초기 pilot
영역에서 재 테스트 실시
작업이 필요한 조건 및 이점
• 검증계획에서 나타난 갭이 매우 큰 경우
• Pilot을 강화함으로써 다시 Pilot을 하지 않아도 되는 수준까지 이 갭을 해
소할 것입니다.
재 테스트는 다음을 위해 최소 수준으로 유지하는 것이 필수적이다:
–팀의 자신감 상실로부터의 보호
–가능한 조기 성과 달성
–조직적인 Buy-in기회 제고.
• 다른 장소에서 Pilot 실
시
• 기대치 대비 Pilot 결과 Gap을 최소화함
• 해결안을 폐기하고
Section 3.0 Analyze
Opportunity로 돌아감.
• 팀의 프로세스와 기회가 충분히 층별되지 않은 경우
Copyright ⓒ 2009 LANDKOREA
• Test site가 향후 직면할 모든 조건을 대표하지 않는 경우
• 근본 원인들이 올바르게 검증되지 않은 경우
• 모든 근본 원인들이 명확화 되지 않고 검증되지 않은 경우
748
748.
IMPROVE
개선 성과검증 –Pilot Test
다음 작업 단계 결정 (계속)
작업이 필요한 조건 및 이점
작업단계
• 해결안을 폐기하고
Section 4.0 Develop
Solutions로 돌아감.
• Pilot을 성공적으로 수행한 후에도 상당한 gap이 존재할 때
• 추가 변수를 포함
시켜서 Pilot을 확
장함.
• Pilot결과와 기대치간 최소의 gap이 발생한 경우
• 해결안 선정시 사용된 가정이 부적절하다고 입증된 경우
• 추가적으로 변수가 고려될 수 있음. 즉, 일차 Pilot에는 특정 변수를 제외함으로
써 Pilot활동이 많은 변수로부터 받을 수 있는 영향을 배제했을 수 있기 때문임.
• 그러나 Pilot가 확산되기 전에 이미 확인되지 않은 변수들이 해결안의 유효성에
미칠 영향들을 고려해 보는 것은 중요한 작업입니다.
• 학습된 교훈과 우
수 사례를 결합한
후 해결안을 구현
함.
• 검증계획으로부터 최소의 gap이 존재할 경우
• Test site가 모집단을 대표할 수 있는 경우
• 조직의 Buy-in이 추가적인 Pilot으로 실질적 개선이 안되는 경우
Copyright ⓒ 2009 LANDKOREA
749
이것만은 기억하자 !
핵심
Point
1.Improve
- 프로젝트의 실제적인 개선 안 발굴 및 실행을 위한 최적화 및 성과검증.
2. Improve 진행단계
- 개선 안 발굴
- 개선 안 최적화 및 실행
- 개선 성과검증
3. 분석방법
- 완전요인배치법, 부분요인배치법
- RSM
- Mixture Design
- Brainstorming, 친화도, ECRS, SCAMPER
- Pilot Test
Copyright ⓒ 2009 LANDKOREA
751
751.
CONTROL
Control 단계를 잘이해하고
프로세스를 진행하면?
설명
개선 후 문서화 및 확산을 통하여
Control 단계의 내용에 따라 기초적인 내용을 학습하고,
상황 분석에 사용되는 각 분석방법을 이해하며,
보다 정확하게 조직내에 개선 안
을 정착시킬 수 있으며, 문제에 대해
각종 데이터를 현실에 맞도록 분석활용법을 습득하여,
효과적으로 관리 할 수 있다
현업에서 실행 가능한 실무학습으로 발전시킨다.
Control 단계를 잘 못 이해하고
프로세스를 진행하면?
핵심
1.
비즈니스 분석을 통해 개선하기 위한 준비를 한다.
완료된 개선 안의 확산에 어려움
과 오류가 포함된다.
Control 단계의 학습을 통하여 기본방법론들을 학습하고, 실제
2.
학습한 내용을 투석기실습을 예로 Minitab의 통계분석을
개선 후 관리의 부실에 의하여
병행사용하여 Control 단계에서 다루는 주요 단계의 분석을
개선의 효과가 반감된다.
실행해보며 결과 값을 해석해 본다.
Copyright ⓒ 2009 LANDKOREA
752
CONTROL
o
과정 목표
•
•
•
•
•
o
주요 관리인자를 도출하고, 관리 계획을 수립한다.
주요 관리 인자에 대한 관리 능력을 파악한다.
개선안을 표준화하고, 계속 유지 및 체질화될 수 있도록 Audit Plan을 수립한다.
팀의 성과를 확인하고, 성과 보상 및 내부 공유를 위한 Reporting을 한다.
지속적으로 유지 관리되거나, 시간적인 Term을 두고 실행해야 할 사항을 명확히 하고, 그 계획을 세운다.
추진 절차
•
•
•
o
개요
C1 : 관리 계획 수립
C2 : 관리 계획 실행
C3 : 문서화 및 확산
핵심 Point
•
•
•
•
•
•
•
•
주요 개선안은 무엇이고, 성과를 유지시키는 주요 관리 인자는 무엇인가?
주요 관리 인자에 대한 관리 계획은 철저하고, 충분히 현실성이 있는가?
개선 내용은 내부 표준에 반영되었고, 필요 시 고객의 동의를 득 했는가?
전사적 차원의 Audit Plan은 언제, 누가, 어떻게 할 것 인지가 명확한가?
팀의 성과는 목표 대비 몇 %를 달성 하였나? 그 근거 데이터는 검증되었나?
금액 효과는 충분히 객관적인가?
추가적인 개선을 위하여, 실행되어야 할 사항은 무엇이고, 누가, 언제 실행 할 것인가?
내부 확산 및 지식 공유를 위한 Full Report는 되었는가?
Copyright ⓒ 2009 LANDKOREA
754
754.
CONTROL
Define
Measure
진행 단계
Analyze
C1
Improve
Control
C2
C3
관리계획 실행
관리계획수립
문서화 및 확산
Activities
• 실행된 개선안의 관리항목도출
• CTP정의 및 관리계획 수립
• 표준화 및 문서화
Activities
• CTP측정 시스템 분석
• CTP공정 능력 분석
• Scorecard수정
Activities
• 프로젝트 성과 확인
• Follow up 계획 수립
• 보고서 작성 및 승인
• 프로젝트 종료
Tools
• 관리 계획
• 관리도
• 공정 능력 분석
• Gage R&R
Tools
• N/A
Tools
• N/A
Copyright ⓒ 2009 LANDKOREA
755
755.
CONTROL
Define
관리계획 수립 및실행
Measure
Analyze
C1
Improve
Control
C2
C3
관리계획 실행
관리계획 수립
문서화 및 확산
Activities
• 실행된 개선안의 관리항목도출
• CTP정의 및 관리계획 수립
• 표준화 및 문서화
Activities
• CTP측정 시스템 분석
• CTP공정 능력 분석
• Scorecard수정
Activities
• 프로젝트 성과 확인
• Follow up 계획 수립
• 보고서 작성 및 승인
• 프로젝트 종료
Tools
• 관리 계획
• 관리도
• 공정 능력 분석
• Gage R&R
Tools
• N/A
Tools
• N/A
Copyright ⓒ 2009 LANDKOREA
756
756.
CONTROL
관리계획 수립 및실행
CONTROL은 프로세스에 해결 안을 실행하는 것
Statistical Problem
Statistical Solution
(통계적 문제)
(통계적 해결안)
ANALYZE
MEASURE
IMPROVE
Practical Problem
DEFINE
Practical Solution
(실질적 문제)
(실질적 해결안)
CONTROL
PROCESS
Copyright ⓒ 2009 LANDKOREA
757
757.
CONTROL
관리계획 수립 및실행
Statistical Process Control은
•
통계적 사고와 관련
– 모든 일을 process로 봄.
– 산포는 항상 존재.
– 산포를 줄임으로서 개선.
•
지속적인 발전에 관련
– 지식의 증가는 산포를 줄이는데 기여.
– 지속적인 공정관리는 산포를 줄이는데 기여
•
통계적 tool을 통해 결과에 대한 신용도를 높여줌
– 입증: 안정성, 동일한 산포, 독립성
Copyright ⓒ 2009 LANDKOREA
758
758.
CONTROL
관리계획 수립 및실행
DMAIC와 SPC
Define
•핵심 공정에 대한 charter작성.
Measure
•안정성과 산포의 동일성을 갖는 측정시스템 구축
Analyze
•공정을 동적으로 가시화 하기위한 그래프 작성
Improve
•단기적, 장기적 해결 안 제시
Control
•모니터링 하고 결과에 대응.
Copyright ⓒ 2009 LANDKOREA
759
759.
CONTROL
관리계획 수립 및실행
프로젝트 주기 곡선 (Project Life Cycle)
모든 프로젝트는 주기 곡선을 따라 노력이 투입됨.
5.0 실행
해결안의
실행
Pilot 수행
Pilot 결과 산정
노력의 정도
Pilot의 준비
Time
Copyright ⓒ 2009 LANDKOREA
760
760.
CONTROL
관리계획 수립 및실행
실행 시 고려 사항들
실행팀의 활동
• 서로 다른 팀간의 통합안 제시
• 통합 Point의 명확화와 Monitor
• 전체적인 프로젝트 초점과 방향에 대한 Monitor
• 변경 부분에 대한 대응안 마련
실행계획
• 프로젝트 정의의 개발
• 해결안 실행 계획 수립
• 변화 전략의 수립 시작
• 잠재적인 문제점에 대한 Test 및 수정
프로젝트 해결안 실행은 …
• 기한을 지켜야 합니다.
• 적시에 적절한 사람을 필요로 합니다.
• 같이 일을 해본적이 없고 다른 배경을 지닌 인원을 포함합니다.
• 구성원이 일하는 장소가 바뀔 수도 있습니다.
• 알려지거나 숨겨져 있는 많은 과제들이 혼합된 채로 이루어질 수 있습니다.
Copyright ⓒ 2009 LANDKOREA
761
761.
CONTROL
관리계획 수립 및실행
의도되지 않은 실행 결과
예기치 않은 결과를 생각할 때의 네가지 질문들 ……
• 해결안이 강화시키고 촉진시키는 것은 무엇입니까? (긍정적 개선 뿐만 아니라 부정적인 개선
이 될 수도 있습니다.)
• 해결안이 퇴화 시키거나 소화하지 못하는 분야는 무엇입니까?
• 해결안이 다시 불러일으키는 사안들은 무엇입니까?
• 만약 해결안이 극한 상황에 다다른다면 일어날 수 있는 사항들은 어떠한 것들입니까?
• 명확하게 정의된 목표와 목적이 있다면
• 리더십의 지원이 있다면
• 효율적인 팀웍(teamwork)이 있다면
Project 성공 !!
• 프로젝트 계획에 모든 참여자의 동의가 있다면
• 적시의 평가가 있고 미리 대처하는 통제가 있다면
Copyright ⓒ 2009 LANDKOREA
762
762.
CONTROL
관리계획 수립 및실행
해결안 실행 계획의 구성요소
고려사항
목 적
•
•
•
•
위험 평가
EMEA/FMEA
내부 통제의 충분성
제안된 내부 통제
해결안의 위험 수준을 파악하여 위험을 제거, 또는 완
화 시키고 효율적인 내부 통제를 통해 성공의 가능성
을 증대함.
•
•
•
•
•
데이터 수집 계획
프로세스 성과 재검토
결과에 대한 대응 계획
책임과 보고
보상 체계와의 연결
지속적인 개선과 전파, 표준화의 기회를 지원하기위
한 Data를 사업에 제공하며, 해결안 효과의 지속성
을 확신시킴.
교육훈련 계획
•
•
•
•
Process Map, 절차와 문서화
훈련 요구 평가 및 방법
훈련 설계와 평가
Help Desk 또는 실행의 지원
바람직한 경쟁력을 획득하고, 변화해야 하는 사람
들을 성공적으로 변화하게 유도함으로써 조직을 경
쟁력 있게 함.
의사소통 계획
•
•
•
•
변화의 필요성 및 개인의 이익
리더쉽 지원
해결안의 성공 방법
훈련 계획과 일정
리더쉽의 지원을 보여주고 적시적소에 알맞은 정보
를 제공함으로써 지원을 얻고 열의를 만듦.
예산 / 이익
•
•
•
•
비즈니스케이스 (1.0)
해결안의 이익 및 비용 (4.0)
고객에게 전해질 이익
정성적 효과
변화를 통한 재무적/정성적인 이익을 밝혀줌으로써
지원과 열의를 얻음.
상세 실행 작업 계획
• 목적
• 이정표와 작업계획
• 책임과 역할의 명시
•자원 계획
잠재적 문제 분석
프로세스 통제 시스템
Copyright ⓒ 2009 LANDKOREA
해결안의 성공적 수행을 위해 누가, 무엇을 언제,
어디서 어떠한 방법으로 할 것인지를 명확히
정의함.
763
763.
CONTROL
관리계획 수립 및실행
잠재적 문제의 분석
위협
Project
목적
완화
잠재적인
문제
통제
Webster
사전
목표를 추구하는
과정에서 효과를 본
사항
피해, 손실의 가능성
: 위험
권위 또는 영향력을
행사하기 위한 수단;
직접적
Business
용어
개인, 집단, 또는
전체 집단의 목표
사업상의 목표 (예, 재무적
운영, 명성, 시장상의 위험)
달성 추구 과정에 있어 놓친
기회를 포함한 거쳐야 하는
대상으로 존재하거나 또는
예상되는 분야
위험을 관리함으로써
목적 달성에 도움이
되는 프로세스나
활동
Risk평가/FMEA / EMEA
Copyright ⓒ 2009 LANDKOREA
764
764.
CONTROL
관리계획 수립 및실행
예: 목적, 잠재적 문제점, 통제
목적
(예)
수준
사업(비즈니스)
잠재적 문제
(예)
하부 프로세스
• 경쟁사의 보다 매력적인
보상체제로 인해
독립적인 중개인이
경쟁사로 옮길 수 있음.
• 적시에 정확하게 내부
고객을 상대하기 위해
유능한 인원을
관리합니다.
프로세스
• 1995년에는ROE 8%,
그리고 수수료이익
$84 million을 달성
하고자 합니다.
• 내부 고객의 요구사항이
현재 명확하게 이해되지
못하고 있음.
• 고객으로부터의
claim이 100 개당 2개
이하로 줄이는 동시에
claim 처리
프로세스를 받은 지
24시간 내로
처리합니다.
Copyright ⓒ 2009 LANDKOREA
• Claim이 실제로
도착하는 시간이
불분명하여 몇몇 건은
매우 늦게 처리되고 몇몇
건은 늦게 도착했음에도
불구하고 빨리 처리됨.
통제
(예)
• 중개인 보상체제를
벤치마킹하는 방안이
절기별 사업부문 임원
모임에서 검토되었음.
• 내부 고객과의 정기적인
모임을 통해 적정 수준의
서비스 수준을
결정하였음.
• 각 claim에 대해 도착
날짜의 도장과 기록을
남기고, 순서대로
처리하게 하였음.
765
765.
CONTROL
관리계획 수립 및실행
Risk 평가
잠재적 문제점을 발견하는 데에 있어 단순하지만 유용한 도구로써 Risk 평가 Matrix가 사
용됩니다.
프로세스의 목적:
(고, 중, 저)
사업적 영향
위험
1.팀 프로세스에서
주요 목적
2. 목표를 달성하는 데에
있어 방해요소가 될 수 있
는 사항.
(규모가 큰 위험과 발생확
률이 높은 위험을 고려)
(고, 중, 저)
발생할
확률
우선순위
3.위험의 등급을
사업상의 잠재적
손실 또는 비용으로
평가
5.Impact가 크고
발생할 확률이 높은
순으로 우선순위
매김
4.위험의 등급을
발생할 가능성으로
평가
날짜:
작성자:
결제자:
다음 개정예정일:
☞ 위험 수준을 측정하고, 사업상의 효과와 발생 가능성의 평가는 Fact-base에 바탕을 두어야 함
Copyright ⓒ 2009 LANDKOREA
766
766.
CONTROL
관리계획 수립 및실행
예: 위험 평가 매트릭스
정확한 증권 구좌의 거래
프로세스의 목적: 증권거래와 관련된 정확한 정보의 처리
위험
(고, 중, 저)
사업적 영향
(고, 중, 저)
발생할
확률
우선
순위
정보의 입력이 부정확하다
고
고
1
다양한 증권거래를 위한 정보의 요구가
명확하게 정의 되어 있지 않다.
고
고
3
거래주문이 누락되거나 구매대리인에게
전송되지 않았다.
고
고
4
고
고
2
거래명세서가 고객에게 전달되지 않았다.
Copyright ⓒ 2009 LANDKOREA
767
767.
CONTROL
관리계획 수립 및실행
통제 평가 매트릭스
통제 평가매트릭스는 위험 평가 매트릭스의 “행동”적인 면을 나타냅니다. 우선순위가 높
은 위험으로 부터 사업을 보호하기위해 계획된 활동을 명확화 하는데 도움을 준다.
프로세스 목적:
위험:
존재여부
통제
(Y/N)
현재 이 사건의 발생을
저지하는 요소는
무엇입니까?
무엇을 통해 그 일이
일어나는 지의 여부를 알
수 있는가?
날짜:
현재 이 사안에
대한 통제가
있습니까?
작성자:
Copyright ⓒ 2009 LANDKOREA
결제자:
충분합니까?
만약 아니라면 왜
그렇습니까?
이 프로세스
상에서 결함이
발생가능 하게
해주는 요인은
무엇입니까?
이러한 통제는
어떤 방법으로
향상 될 수
있습니까?
다음 단계
What?
Who?
When?
어떠한 조치가 이러한
통제를 가능하게 하는
데에 필요합니까?
통제는 누구에 의해서
가능합니까? 통제는
언제 가능합니까?
다음 개정일:
768
768.
CONTROL
관리계획 수립 및실행
예: 통제 평가 매트릭스
프로세스 목표:
증권 거래와 관련된 정보의 정확한 처리
위험: 정보가 부정확하게 입력되어 있다
통제의 정도: (x = 과도, a = 적정, i = 부적정)
통제
존재여부
충분합니까?
만약 아니라면 왜그렇습니까?
Y/N
다음단계
What?
Who?
When?
Y
주문을 입력하는 인력이 데이터
수집과 입력 기술에 관해 교육을
받았다.
(a)
(i) 프로세스상에서 모든
기재사항이 기입되어 있지
않으면 제출이 될 수 없다는
것을 인식하지 못하고 있다.
(i) 고객의 신상정보에
변경사항이 있을 경우
프로세스 상에서,
추가적인 업데이트를
요구하는 절차가 없다
날짜:
N
N
작성자:
Copyright ⓒ 2009 LANDKOREA
과장들에게 1994년 11월 30일 까지 현재의
기술 수준을 산정하게 한다. 1995년 1월
30일 까지 현재 교육 프로그램의 성과를
측정하게 하고 필요하면 개선한다. (A.Fort)
시스템이 필요한 정보가
모두 갖추어지지 않았을
때에는 수신을 거부하게
설정되어 있다.
시스템과 처리 능력을 1994년 12월
15일 까지 산정한다. (A.Clifford)
MIS부서로 하여금 입력사항을
통제하는 프로그램을 설계하고 test해
보게 한다(L.Knox)
고객의 신상정보 데이터
베이스는 고객이 변경할
때 변한다.
결제자:
데이터를 입력하는 인원에 대해
시스템 상에서 교육을 준비하고
실행한다. (K.Goldman)
다음 개정 예정일:
769
769.
CONTROL
관리계획 수립 및실행
Error Modes and Effects Analysis (EMEA)
EMEA란 ?
• EMEA는 프로세스 또는 절차의 기대하는 결과에 악영향을 미치는 위험을 파악하고 대응하게 해주는 도구입니다.
• EMEA는 팀에게 많은 잠재적인 오류를 파악할 수 있게 해주며, 프로세스 목표 달성에 방해가 될 수 있는 요소들에 대한 필요
한 통제를 가능하게 해줍니다.
• EMEA는 정량적으로 해결안의 세부사항을 실행해 나가도록 도와줄 수 있습니다.
• EMEA는 주로 안전 또는 법규들 내에서 해결안 을 수행하도록 도움을 줍니다.
• EMEA는 오류가 발생하는 방법에 질문을 던지고, 오류 검증을 통해 이러한 발생을 제거하거나 완화 시키려 합니다.
EMEA의 적용 범위:
• 안전 위험
• 제품이나 서비스에서의 결함
• 만족도 감소
EMEA를 이용하는 이유는?
•
•
•
•
제품이나 프로세스에서 개선을 필요로 하는 부분을 명시하고 우선순위를 정하기 위함
제품이나 서비스의 품질, 신뢰도, 안전을 증대시키기 위함
고객만족도를 증가시키기 위함
위험을 줄이기 위해 취해진 조치사항을 추적하거나 문서화하기 위함
EMEA를 이용할 시기
•
•
•
•
새로운 제품이나 서비스가 설계되어 질 때
프로세스가 만들어지거나 개선되거나 재설계되어질 때
기존의 제품, 서비스 또는 프로세스가 새로운 방법으로 이용되거나 새로운 환경에서 사용될 때
해결안 프로세스에서 잠재적인 문제를 찾기 위할 때
Copyright ⓒ 2009 LANDKOREA
770
770.
CONTROL
관리계획 수립 및실행
EMEA 워크시트의 구성요소
•EMEA가 중점적으로 다루고자
하는 Risk에 대한 간략한 서술
(예. 부상, 일정의 변경, 규제의
불이행)
현재 고려되고 있는 프로세스 활동이
나 의사 결정의 순서별 정리 (작업
번호로 표시)
Error Modes and Effects Analysis
Error Mode Effect Analysis
(EMEA)
Description:
Total
Effect
Detection
Cause
Severity
Error
Frequency
Step#
Degree of Effort
Process
Step
Occurrence Prevention
(Countermeasure)
오류에 의한 반작용 효과를 줄이거나 오류를
제거하기 위해 필요한 조치
•기대하지 않는 프로세스 결과를
유발시키는 사건/조치. (불분명한
수치, 데이터오류, 미결된 보고)
오류발생 빈도
•오류를 발생시키는
물리적인 이유 또는
조건
Copyright ⓒ 2009 LANDKOREA
•오류로 인해 미치는
결과의 간략한 기술
오류에 의한
반작용 효과
오류발생의
감지 정도
771
771.
CONTROL
관리계획 수립 및실행
효과정도의 평가 기준
발생의 빈도 (Frequency of Occurrence):
과거력
0
2
발생한적 없음
발생한적 있음
발생확률
1
2
3
낮음
보통
높음
심각정도: 제조공장 (Severity: Manufacturing Plant)
1
2
3
4
5
효과없음
경제적 효과는 미미하고 시스템은 계속 운영됨
운영에 부분적 중단이 있으나 경제적 효과는 미미함
운영에 부분적 중단이 있고 경제적 효과는 약간 있음
운영의 완전 중단 또는 큰 경제적 효과
심각정도: 직원의 안전 (Severity: Employee Safety)
1
2
3
4
5
부상 없음
응급치료
기록할 만한 가치가 있는 부상
회복에 시간이 많이 드는 부상
치명적 부상
발견의 용이성 (Ease of Detection)
1
2
3
4
5
매우 쉬움
다소 쉬움
보통
약간 어려움
어려움
Copyright ⓒ 2009 LANDKOREA
772
772.
CONTROL
관리계획 수립 및실행
예: EMEA - 안전
Error Modes and Effects Analysis
모든 outbound • 허리부상
콘테이너를
• 떨어진 콘테
이너에 의한
4.2.1 송출장소에
한꺼번에 모음 발부 위의
부상
정확한 파레
트(pallet) 크
4.2.2 기 결정
야적장소에
비어있는
4.2.3 파레트가
배치됨
• 무리한 운송 • 허리부상,
• 하역의 원칙 시간 손
이 지켜지지 실, 보험
않음
료
• 묶는 끈이
세게 조여
지면 우편
물을 손상
시킴
• 적재의 원칙 • 들어올려지
이 지켜지지 는 순간
콘테이너가
않음
떨어짐
• 묶는 방법
에 대한 방
법이 명확
하지 않음
Copyright ⓒ 2009 LANDKOREA
• 손가락 부
상, 우편물
손상
효과정도
(Degree of Effort)
0
+
2
2
0
+
2
2
2
+
3
5
0
+
1
1
0
+
1
1
4
3
합계
효과
(Effect)
• 들어올릴
• 공급자의
• 규격외의
파레트가 사용 파레트 보관 때 콘테이
됨
너 가장자
리의 팔레
트가 떨어
짐
• 파레트가
• 허리와
• 가득찬
90도
손부상, 시간
파레트가
뉘어짐수작업을
손실,
리프트 트럭 보험료와
통해 90도
세워짐
의 접근 불가 재작업 비용
2층 이상으로 • 2층이 시작
되기
콘테이너를
전에1층이
4.2.4 팔레트에
완성 되지
적재하지
않음
말아야함
수송차에 리
프트 트럭을
4.2.5 이용하여 안
전하게 적재
원인
(Cause)
파악정도
오류
(Error)
배달과
배달과 접수의 Cycle Time단축 사례
심각정도
프로세스
절차
(Process
Step)
설명:
빈도
절차 #
Error Mode Effect Analysis
(EMEA)
9
발생방지 수단[방지측정]
(Occurrence Prevention
[Countermeasur])
• 우편실을 위해 모든 제품을 운반할
수 있는 기기의 구입
• 새로운 안전 홍보영화에 새로운
항목의 추가
• 규격외의 팔레트를 점검후 공급자에게
반환
1
1
4
• 팔레트 배치 절차의 개선과 명확화
• 새로운 안전 홍보영화에 새로운
항목의 추가
4
1
10
• 적재 방법의 개선과 명확화
1
1
3
• 적재 방법의 개선과 명확화
2
1
4
773
773.
CONTROL
관리계획 수립 및실행
Failure Mode and Effects Analysis (FMEA)
FMEA 는 제품이나 프로세스상의 발생 가능한 실패, 그리고 이러한 실패와 연관된 위험을
구조화하는 방법입니다.
FMEA의 역사
•
1960년대에 항공 산업에서 시작됨
•
1974년 미 해군에서 MIL-STD-1629 사용
•
1970년대 후반 자동차 관련업종에서 부채비용문제로 사용
FMEA의 종류
제품/서비스 설계 FMEA
• 아래의 결과를 야기하는 문제의 발견에 사용 :
– 안전위험
– 역기능
– 짧아진 제품 수명 또는 줄어든 서비스 만족도
• 제품이나 서비스가 실패할 수 있는 계기를 확인하는 데 사용
프로세스 FMEA
• 아래의 결과를 야기하는 문제의 발견에 사용:
– 안전문제
– 제품이나 서비스 생산 프로세스상의 결함
– 감소하는 프로세스의 효율성
• 어떠한 사람, 물질, 자재, 방법, 환경이 프로세스에 문제를 유발하는지 확인
Copyright ⓒ 2009 LANDKOREA
774
774.
CONTROL
관리계획 수립 및실행
Failure Mode and Effect Analysis Worksheet
FMEA 날짜: (최초)
(수정)
쪽:
총 위험 우선순위 수치
Copyright ⓒ 2009 LANDKOREA
권고하는
조치
책임소재와
완성 목표일
조치일
결과적 우선순위
775
위험우선순위
현재의 통제
정도
결과
파악정도
실패의
잠재적
원인
조치
일어날 여부
실패할 경우
의 잠재적 효과
파악정도
잠재적
실패의
형태
일어난 여부
항목
프로세스
절차
심각정도
프로세스
중
심각정도
Black Belt:
위험 우선순위
프로세스/제품:
FMEA 팀:
775.
CONTROL
관리계획 수립 및실행
FMEA 절차
1. 제품, 서비스의 프로세스를 재검토 하십시오.
2. Brainstorm을 통해 가능한 실패의 경우를 그룹화 하십시오.
3. 각각의 실패의 경우에 대해 하나 이상의 잠재적 효과를 나열하신 후 다음 질문에 답하십시오:
“만약 실패한다면 결과는 무엇일까?”
4. 각각의 효과에 대해 심각정도를 결정 하십시오.
5. 각각의 실패 원인에 대해 일어날 경우 등급을 결정 하십시오.
6. 각 실패 경우에 대해 파악 정도를 결정 하십시오.
7. 각 효과에 대해 위험 우선 순위(Risk Priority Number; RPN)를 계산 하십시오.
8. 계산된 위험 우선순위(PN)를 바탕으로 우서 순위가 높은 경우를 선택 하십시오.
9. 우선순위가 높은 실패의 경우와 관련된 위험을 줄이거나 제거할 계획을 수립하십시오.
10. 계획을 실행합니다.
11. 위험 우선순위 수치를 재계산 하십시오.
Copyright ⓒ 2009 LANDKOREA
776
776.
CONTROL
관리계획 수립 및실행
위험 우선순위(RPN)의 계산
위험 우선순위 = 심각정도(Severity) x 일어날 확률(Occurrence) x 파악정도(Detection)
심각정도 (Severity Scale)
Bad
일어나는 확률 (Occurrence Scale)
Rating Criteria: 실패는..
10
9
8
7
6
5
4
3
2
1
Bad
고객이나 직원이 부상을 당하게 함
위법임
제품/서비스가 사용하기 적절하지 않음을 표시
극심한 고객 불만족의 형성
부분적 역기능
불만으로 연결되어지는 성과 달성부족을 유발함
작은 정도의 성과 달성 부족 유발
작은 손해를 유발하지만, 큰 손실이 없는 관계로
극복 가능함
발견이 되지 않고 성과에 미미한 영향을 미침
발견되지 않고 성과에 영향이 없음
Good
Rating 기간
10
9
8
7
6
5
4
3
2
1
확률
하루에 한번 이상
3~4일에 한번
일주일에 한번
한 달에 한번
세달에 한번
6개월에 한번
1년에 한번
1~3년 마다 한번
3~6년 마다 한번
6~9년 마다 한번
>30%
30%
5%
1%
.03%
10,000번중 1회
100,000번중 6회
백만번중 6회
천만번중 3회
1억번중 2회
Good
파악정도 (Detection Scale)
Bad
Rating Definition
10
9
8
7
6
5
4
3
2
1
실패에 의한 손실은 파악 불가능함
때때로 결함이 확인됨
일정 사항에 대해 구조적으로 sample화 되고 조사됨
모든 사항에 대해 수작업 검사 시행
실수 파악을 통해 수작업으로 수정됨
프로세스가 검사되지만 수작업으로 조사됨
프로세스 검사가 시행되고 통제 불가 사항에 대해서는
즉각적인 조치가 취해짐
프로세스 검사가 통제 불가 사항까지 100% 검사됨
모든 사항들은 자동적으로 검사됨
결함이 명확하게 파악되고 고객에 영향을 끼치지 않게
처리됨
Good
Copyright ⓒ 2009 LANDKOREA
777
777.
CONTROL
관리계획 수립 및실행
예: Appeal 프로세스
Sales Rep
Untrained
8
Bad Decision
8
Entry Error,
Research
Error
5
Delay
5
Business
Travel
Illness,
Vacation
10
Bad Decision
8
Bad Decision
8
Delay
Incorrect
Appeal
Committee
Missing
Clerk
Checks
Upon
Receipt
Sign-off by
Territory
Manager
1
64
Review by
Territory
Manager
9
360
Schedule
M,F
1
50
1
80
5
조치일
40
1
책임소재와
완성 목표일
120
Create a
List of
Official
Checks
for
Territory
Manager
JRK 2/16/97
Members
Biased
10
Budget
Pressure
Completion
3
Peer Review
Total Risk Priority
Copyright ⓒ 2009 LANDKOREA
714
Resulting Risk Priority
778
위험우선순위
8
Incomplete
권고하는
조치
파악정도
Bad Decision
Appeal
Application
현재의 통제
정도
결과
일어날 여부
8
실패할 경우
의 잠재적 효과
조치
심각정도
Sales Rep
Rushed
잠재적
실패의
형태
파악정도
5
항목
프로세스
절차
심각정도
실패의
잠재적
원인
일어난 여부
프로세스
위험 우선순위
잠재적 FMEA Worksheet
778.
CONTROL
관리계획 수립 및실행
획득한 성과 유지를 위한 계획
일련의 변화를 통해 취득한 이득은 조직 운영상에서 내재화 되어야 한다
절차서 및 표준
성과 유지
프로세스 통제 시스템
Copyright ⓒ 2009 LANDKOREA
779
779.
CONTROL
관리계획 수립 및실행
프로세스 관리의 중요성
팀 활동으로 프로세스가 개선이 되었더라도 표준과 절차서가 없고 통제가 되지 않을
경우...
프로세스의 산포가 커진다.
고객 불만이 높아진다.
개선활동 성과를 지속적으로 유지 시킬 수 없다.
사원들이 바뀌어진 업무절차와 표준내용대로 따라 올 수
없게 되고 일하는 방법의 변화가 일어나지 않는다.
관리감독 시간이 길어지게 된다.
Copyright ⓒ 2009 LANDKOREA
780
780.
CONTROL
관리계획 수립 및실행
절차서 및 표준
절차서와 표준 모든 직원들이 개선에 대한 이해를 하는 데에 페달의 역할을 합니다.
절차서는 교육을 돕는 수단인 동시에 성공적인 실행의 수단입니다.
이익
•
•
•
해결책은 팀이 재배치되거나 해체될 경우에도 남아 있게 됩니다.
다른 부서, 고객 또는 직원들에게 전파될 수 있습니다.
모든 사람들이 같은 ‘언어’를 사용하게 하는 수단을 제공합니다.
작성방법
•
•
•
•
교육을 받지 않은 조직원도 잘 수행할 수 있는 수준이 되어야 합니다.
– 세부적이어야 합니다. 언제 어디서 누가 어떠한 조치를 취해야 하는지 정확하게 기술해야 합니다.
담당하는 사람의 책임을 명확하게 하십시오.
제품이나 서비스에서 산포가 발생하는 과정을 기술해야 한다. 그리고 이 과정에는 기본적인 인과관계를
기술해야야 한다.
절차와 표준의 내용은 전수 가능해야 합니다. 역설적이거나 비현실적인 설명은 없어야 한다.
내용에 우선순위가 있어야 한다. 대부분의 프로세스는 소수의 원인에 의해 크게 영향을 받는다. 이러한
원인들에 집중해야 한다.
형태
•
절차 / 체크리스트 / 체크시트 / 플로우 차트 /표
Copyright ⓒ 2009 LANDKOREA
781
781.
CONTROL
관리계획 수립 및실행
절차서 및 표준의 개발
주의 사항
• 활동을 실행하는 사람들이 절차서를 사용한다는 것을 잊는 경우
–
–
–
–
작업 설명은 읽기 쉬워야 합니다.
모든 항목을 충분히 고려하는 동시에, 최대한 간략해야 합니다.
사용자의 교육 수준과 동등한 수준이어야 합니다.
사용자들의 언어를 고려하십시오 - 여러분의 직원들은 영어에 능숙합니까?
• 절차화의 과정에서 활동을 수행한 경험이 없는 사람을 포함시키는 경우
– 이론적인 절차는 실제 세상에서 맞지 않는 경우가 있습니다.
– 종종 중요한 단계들이 누락될 수 있습니다.
• 본격 양산 이전에 절차를 시험해 보지 않은 경우
– 나쁜 감정을 가지게 하고 나쁜 결과를 종종 일으킬 수 있습니다.
• 달성되어야 하는 결과에 대한 서술이 없는 경우
• 단계를 어떻게 밟아 나가는지에 대해 서술이 없는 경우
– 오류 유형과 오류의 체크리스트 없이 오류의 검사방법을 설명하는 것.
• 절차서가 다른 사람에게 전달이 되지 않는 경우
– 사무실 한편에 있는 절차 안내 책은 무용지물입니다.
• 작업자들에게 절차를 전부 또는 일부 무시하라고 말하는 경우
• 절차를 개정하는 방법이 없는 경우
• 폐기된 절차서를 파기 하지 않는 경우
Copyright ⓒ 2009 LANDKOREA
782
782.
CONTROL
관리계획 수립 및실행
프로세스 통제 시스템
프로세스 통제 시스템의 각 정보는, 팀에게 추가적인 이해를 도우며, 개선에 대한 책임 있
는 data 기반의 의사 결정을 도와 주고, 고객의 요구사항을 일관되게 충족하는 것을 가능
하게 해 줍니다.
프로세스 통제 시스템
프로세스의 내용:
프로세스 고객:
Critical Customer Requirements:
Process Flow Chart
Position
Step or
Time
Date:
File name:
Out Come Indicator(s):
Misc.
Information
Checking
Input-ProcessControl
Outcome Indicators Limits
Checking Frequency Respon- Contingency
Item
sibility
Plan
Charts and Graph
Type
What to
Check
Specs/
Targets
When to
Check
Who
Checks
Action Req’d
for Exception
Include
• Abbreviations
• Procedures
• Remarks,
Etc.
Implementation
Timeline:
Tasks #4
Process Touch
Points: TMSD,
Metro/District
Managers and
Local Field
Personnel,
Third party
Provider and
Procurement
REV #
Copyright ⓒ 2009 LANDKOREA
DATE
Revision Description
By
783
Appr
783.
CONTROL
관리계획 수립 및실행
목적과 용도
•
프로세스의 관계를 설명해 주고, 프로세스 결과물의 품질에 상당한 영향을 주는 활동에 집중하
게 한다.
•
프로세스의 우선순위를 정의하고, 지속적으로 성공적인 성과 개선을 보장하는 데 필요한 성과목
표 및 책임을 수립하게 한다.
•
프로세스가 고객의 요구사항을 얼마나 잘 충족시키는지를 파악하는 데에 필요한 모든 정보를 프
로세스 오너에게 제공해 줍니다. 프로세스 통제 시스템은 프로세스 Output의 시그마 성과를 책
임지는 사람들에 의해 만들어지고 사용됩니다.
•
사업의 프로세스를 통해 어떻게 사업의 가치를 창조하는지, 또한 고객만족에 가장 큰 영향을 주
는 사업의 핵심요소가 무엇인지를 의사 소통하는 수단입니다.
•
프로세스의 성과를 추적하거나, 어느 부문의 개선 노력이 시그마 성과를 증대 시키는 지를 결정
하기 위한 경영 도구입니다 .
•
주기적으로 재검토 되며, 실시간 적으로 계속해서 데이터를 수집하고 보고해야 한다.
•
프로세스 통제 시스템의 일부 구성 요소는 시급함과 프로세스 개선의 우선순위 반영을 위해 일
단위로 변화할 것입니다. 다른 일부 요소들은 장기적 사업과 고객의 목표에 초점을 두기 위해 비
교적 긴 주기로 변화합니다.
Copyright ⓒ 2009 LANDKOREA
784
784.
CONTROL
관리계획 수립 및실행
프로세스 통제 시스템의 중요성
1.프로세스 주인을 명확히 정해 주고 측정항목, 지표, 고객의 요구를 지속적으로 관리할 수 있다.
2.고객의 만족을 위해 반드시 관리해야 할 항목을 명확히 정하여 시간에 따른 변화를 충실히
모니터링 할 수 있다.
3.고객에게 가치를 제공하는 비즈니스 프로세스 과정에서 커뮤니케이션 수단으로 활용할 수 있다.
4.개선 후 비즈니스 프로세스에서 발생하는 변화를 기록으로 남길 수 있다.
5.고객만족에 중요한 지표의 데이터를 축적해 나갈 수 있다.
6.비즈니스 프로세스를 문서화하는 방법으로 활용할 수 있다.
7.프로세스 성과 측정과 보고서작성의 자료로 활용할 수 있다.
8.업무표준화와 제도화의 효과를 볼 수 있다.
Copyright ⓒ 2009 LANDKOREA
785
785.
CONTROL
관리계획 수립 및실행
프로세스 통제 시스템의 구성요소
•프로세스 개요 - 프로세스 통제 시스템이 제시하는 작업의 분야를 명
시합니다. 작업 범위 전부를 포괄할 수 있는 말들로 최대한 짧게 서술
되어야 합니다.
Process
Descriptions
Process Description:
•
프로세스 고객 프로세스의 결과물을
수령하는 사람(내/외부)
Process
Customer
Process Control System
Critical Customer
Reqiurements
Process Customer:
Critical Customer Requirements:
Process Flow Chart
Position
Step or
Time
Date:
File name:
Outcome
Indicator(s)
Out Come Indicator(s):
Misc.
Information
Checking
Input-Process-Outcome
Indicators
Control
Limits
Checking
Item
Frequency
Responsibility
Contingency Plan
Charts and Graph Type
Specs/
Targets
What to
Check
When to
Check
Who
Checks
Action Req’d for
Exception
Include
• Abbreviations
• Procedures
• Remarks, Etc.
Implementation
Timeline:
Tasks #4
Process Touch
Points: TMSD,
Metro/District
Managers and Local
Field Personnel,
Third party Provider
and Procurement
•프로세스 CCRs - 프로세스의
결과물로 예상되는 측정 가능
하고 검증 가능한 고객의
요구사항을 서술합니다.
REV #
DATE
Revision Description
By
•결과 척도 - 프로세스의 결과물이
CCR에 부합하는 지의 여부를 판단하
는 척도를 보여 줍니다.
Copyright ⓒ 2009 LANDKOREA
786
Appr
786.
CONTROL
관리계획 수립 및실행
프로세스 통제 시스템의 구성요소 (계속)
•프로세스 플로우차트 - 프로세스에서 누가 어디서 수행하는지에 관한
단계를 서술합니다. (기능전개 flowchart활용)
Date:
Process Control System
Process Description:
Process Customer:
Process
Flowchart
File name:
Critical Customer Requirements:
Process Flow Chart
•
프로세스 척도 –
Output척도와 강한
상관 관계를 가졌다고
판정되는 프로세스
척도를 나열합니다.
(P1, P2, P3,
P4........Pn.)
Position
Step or
Time
•결과 척도 - CCR의 관점에서 보았을 때,
현재 프로세스가 어떠한 성과를 보이고 있
는지를 설명해 줍니다. (O1, O2.......On.)
Out Come Indicator(s):
Misc.
Information
Checking
Input- ProcessOutcome Indicators
Input-Process-Outcome
Indicators
Control
Limits
Checking
Item
Frequency
Responsibility
Contingency Plan
Charts and Graph Type
Specs/
Targets
What to
Check
When to
Check
Who
Checks
Action Req’d for
Exception
Implementation
Timeline:
Tasks #4
Process Touch
Points: TMSD,
Metro/District
Managers and Local
Field Personnel,
Third party Provider
and Procurement
REV #
DATE
Revision Description
By
•규격 또는 목표- 프로세스가 고객의 CCR를 충족시
키기 위한 척도는 구체적이고 측정 가능한 기준
Copyright ⓒ 2009 LANDKOREA
Include
• Abbreviations
• Procedures
• Remarks, Etc.
787
Appr
787.
CONTROL
관리계획 수립 및실행
프로세스 통제 시스템의 구성요소 (계속)
• 측정 - 체크 항목과 척도, 체크빈도,담당,
이상조치 등을 포함함.
Date:
Process Control System
Process Description:
Process Customer:
Out Come Indicator(s):
Misc.
Information
Checking
Process Flow Chart
Position
File name:
Critical Customer Requirements:
Misc.
Information
Checking
•
Input-Process-Outcome
Indicators
Control
Limits
Checking
Item
Frequency
Responsibility
Contingency Plan
Charts and Graph Type
Step or
Time
Specs/
Targets
What to
Check
When to
Check
Who
Checks
Action Req’d for
Exception
Implementation
Timeline:
Tasks #4
Process Touch
Points: TMSD,
Metro/District
Managers and Local
Field Personnel,
Third party Provider
and Procurement
기타 정보 - 팀이
프로세스 통제 시스
템의 도움이 될 만한
모든 관련된 정보를
나열함. ( 추가 자료원,
개선현황, 등)
REV #
DATE
Revision Description
Date and Revisions
•날짜와 개정일 - 프로세스 통제 시스템
에서의 정보는 시간에 민감하며, 가장
최신의 정보를 반영함.
Copyright ⓒ 2009 LANDKOREA
Include
• Abbreviations
• Procedures
• Remarks, Etc.
788
By
Appr
788.
CONTROL
관리계획 수립 및실행
프로세스 통제 시스템의 예
Process Description: Commercial Loan
Processing
Outcome Indicator
O1 = loan submission to notify
O2 = notification to disbursement
Process Customer: Branch
& District Commercial Loan
Applicants for loans $1,000,000
Checking
Loan Processing Flowchart
Customer
Sales
Branch
Manager
Processing
Loan Service
Manager
Processing
Application
& Review
Apply for loan
Review application for
completeness
> 5 minutes
for all loan
types
n = number of
defects
P3
P3 - activity
duration, hrs
Ratios OK?
Establish loan#
Input data
Credit Review
Control Limits
and/or specs.
P2 - # of
incomplete
loan
applications
Application
complete
Review for
credit to debit
ratios
Fix Ratios
Indicators
P1 - activity
duration, min.
P1
P2
Complete
missing
information
> 5 minutes
for loans >
$100k < 20
minutes for
loans > $100k
Checking
Item
Time stamp, in
and out
All loans
record on
travel log
Checking
Frequency
Responsibility
All loans on
receipt
Branch sales
representative
Misc.
Information
Branch sales
representative
All loans on
receipt
Actions
Processing
clerk
Time stamp, in
and out on log
Call customer
complete end
validate
applications
items 4,5,6,8
&9
Call branch
sales rep for
all ratios
above 0.8
See branch
policy
variations on
ratios
P4 - type &
reason for
application
rejection
Review for
credit
worthiness
Fix Credit
P4
Credit OK?
Review
O1 - loan
submission to
notify
Review
application
Notify sales &
customer
Reason code
sheet and log
> 5 minutes
for loans >
$500k
All loans
record on log
Branch
manager
Time stamp, in
and out on log
Only loans >
$500k
Loan service
manager
Approve?
O2 notification to
disbursement
Disburse
Critical Customer Requirements:
(a) 24 hour (M-S) response time on loan approval
(b) funds dispersed within ½ business day upon approval
notification
Reason code
sheet and log
District center
loan service
manager only
reviews loans
> $500k
Branch sales
representative
Notify sales &
customer
O1
Disburse funds
O2
Copyright ⓒ 2009 LANDKOREA
789
789.
CONTROL
관리계획 수립 및실행
연습: 프로세스 통제 시스템의 개발
목적
팀의 프로세스 맵, 척도, 데이터, CCR과 지식을 동원하여 프로세스가 통제되어야 하는 영
역의 프로세스 통제 시스템 초안을 만들어 봅니다.
지침사항 (30분)
1. OHP에 프로세스 통제 시스템 양식을 그리십시오.
2. 적절한 영역에 현존하는 기능전개 플로우차트를 그려 넣으십시오.
3. 각 단계별 관리 및 점검항목과 측정기준 및 이상조치 등을 작성 합니다
4. 그룹 토의를 통해 프로세스 통제 시스템의 평가를 하십시오.
5. 일단 최종본이 완성되면 발표 준비를 하십시오
Copyright ⓒ 2009 LANDKOREA
790
790.
CONTROL
관리계획 수립 및실행
의사소통 계획
성공적인 실행에 가장 큰 영향을 미치는 변수 중 하나는 변화를 지원하는 의사소통의 품
질이다. 의사소통은 올바른 사람에게 올바른 방법으로, 적시에 이루어져야 한다.
성공적 의사소통을 위한 핵심 요소
•
•
•
•
•
•
•
시간을 들여 철저하게 계획을 세우십시오.
여러분 조직의 문화를 이해하십시오.
여러분의 목표 청중들을 이해하십시오.
프로그램 운영에 충분한 자원을 분배하십시오.
될 수 있는 한 많은 직원들을 동참하게 하십시오.
의사소통 프로세스를 체크 하십시오.
피드백을 받을 수 있는 방법을 마련하십시오
Copyright ⓒ 2009 LANDKOREA
791
791.
CONTROL
관리계획 수립 및실행
해결안 작업계획
프로젝트 관리자의 역할과 책임
전통적인 관리자의 역할
최근의 관리자의 역할
• 계획 (Planning)
• 가능하게 하기 (Enabling)
• 조직 (Organizing)
• 지원 (Supporting)
• 감독과 통제 (Monitoring and controlling)
• 촉진 (Facilitating)
• 평가 (Evaluating)
• 조정 (Coordinating)
• 의사소통 (Communicating)
• 사기 앙양 (Encouraging)
• 이끌기 (Leading)
• 지도 / 조언 (Coaching)
• 팀 구성 (Team Building)
Copyright ⓒ 2009 LANDKOREA
792
792.
CONTROL
관리계획 수립 및실행
작업 분할 구조
해결안 실행을 위한 계획 작성
•
구성요소:
– 활동
– 선행 관계
– 업무의 지속기간
– 자원
•
아래의 활동들도 포함되어야만 합니다:
– 작업 활동 (Work activities)
– 통제 활동 (Control activities)
– 위임 활동 (Commitment activities)
– 의사소통 활동 (Communication activities)
– 평가 활동 (Evaluation activities)
Copyright ⓒ 2009 LANDKOREA
793
793.
CONTROL
관리계획 수립 및실행
활동 계획 및 일정 수립
활동 계획의 요건
1 이정표에 도달 하는 데 필요한 활동이
명시되어야 함
2 활동에 참여할 사람들에 대한 결정
활동 계획 수립의 원칙
• 활동 계획 수립은 계속해서 밀려오는 파도 같은 접근을
적용해야 합니다.
– 작업 시작 4~6주 전에 계획하십시오.
• 상세 계획 수립에 참여할 사람을 포함시켜야 합니다.
– 계획에의 참여와 주인의식을 고취시킵니다.
3 활동의 역할과 책임에 대한 동의
4 각 개인의 개개 활동을 위한 작업 내용
• 통제 가능한 활동을 계획하십시오.
– 측정 가능한 결과를 산출해 내기 위해, 작업 구성요
소를 적어도 80 MH의 segment로 분할 하십시오.
5 활동의 일정 계획
Copyright ⓒ 2009 LANDKOREA
794
794.
CONTROL
관리계획 수립 및실행
예: 활동 계획
Activity Schedule
Milestone No./Name: 5T4 5V4
Chart Issues/Date: A-1
APR
Approved by: TH
Period Length: Two Days
Target Completion: 30 Jun
Work Cont
Period
23/4
19
30/4
7/5
20
21
22
14/5
21/5
28/5
D – Takes decision solely
d – Takes decision jointly
P – Manages progress
T – provides training on the job
C – Must be consulted
I – Must be informed
A – Available to advise
No.
Leonard
Brian
Angela
David
Yolanda
Frank
George
Alan
Lisa
Project: Jade
Named Functions/Named Persons
X – Executes the work
Activity/ Task Name
6
Clarify Operations
4
Describe System Jade I
x C
2
Describe System Jade II
T C
2
Describe System Jade III
T C
2
Translate
English/Norwegian
C
4
Identify Sys. Furies I
T
1
Quantify Res. Furies I
x
4
Identify Sys. Compass I
T
1
Quantify Res. Compass I
x
Legend:
Actual completion date
x
C
C
x
x
C
C
C
C
x
x
C
x
C
Scheduled completion date
Copyright ⓒ 2009 LANDKOREA
795
795.
CONTROL
관리계획 수립 및실행
해결안 실행의 평가
프로젝트 목표에 대비 성과의 검증
• 프로세스 확산과 측정 계획의 실행
• 설계 규격 대비 성과의 분석
• 필요시 설계 규격을 만족시키기 위해서는 재설계를 할 수도 있음
(반복적인 DMIDI 프로세스)
실행 품질의 평가를 위한 질문
• 제품이나 프로세스는 요구 사항들을 충족하고 있는가?
• 모든 프로세스의 단계는 원만한 진행을 위해 문서화 되었는가?
• 계획과 일정에 맞추어 진척 되고 있는가?
Copyright ⓒ 2009 LANDKOREA
796
796.
CONTROL
관리계획 수립 및실행
다음 단계의 결정 ( 해결안 실행 후)
해결안의 평가
초기의 목표 재검토
프로젝트는
목표를
달성했는가?
NO
YES
감독과 통제
분석
보상과 축하
감독과 통제
프로세스
통합 계획
Copyright ⓒ 2009 LANDKOREA
다음단계
계획
797
797.
CONTROL
관리계획 수립 및실행
Shingo의 Zero Quality Control의 3대 요소
• Source Inspection
불량결과가 아닌 Error의 원인을 체크 하는 것(60%)
• 100% Inspection(100%검사 또는 Poka-Yoke 장치)
불량이 유발되는 조건 혹은 실수를 자동으로 감지하는 장치를, 즉 돈이
별로 들지 않는 POKE-YOKE 장치를 이용한다.(30%)
• 즉각적인 조치Immediate Action(10%)
실수가 발생하는 즉시 공정을 멈추고 시정되지 않으면 생산을 재게하지
않는다.
Copyright ⓒ 2009 LANDKOREA
798
798.
CONTROL
관리계획 수립 및실행
⊙ 시게오 신고의 품질메시지
그의 최고 공적은 60년대에 POKA-YOKE(무 고장)장치와 근원검사 시스템을 개발한
것으로, 무결함 작업을 하는데 통계방식에 의한 품질관리가 필요 없도록, 근로자가
실수를 범하는 것을 예방하는 근원검사와 POKA-YOKE를 개량하여 작업자가 마음
놓고 잠재적인 오류발상의 근원을 규명하는 등 보다 더 중요한 활동에 전념할 수 있게
만들었다.
특히, 미국과 서구회사에서 품질운동 시 애용되는 구호와 경고를 남발하지 말고,
엔지니어링과 공정을 철저히 조사해 결함을 예방하는 무결함기법을 실제로 적용할
것을 강조한다.
Copyright ⓒ 2009 LANDKOREA
799
799.
CONTROL
관리계획 수립 및실행
Poka Yoke - 실수방지
실수를 방지 하기 위해
언제 어디서 무엇을 하
라는 정보를 철저히 활
용
Copyright ⓒ 2009 LANDKOREA
800
800.
CONTROL
관리계획 수립 및실행
Mistake Proofing
1. 작업자의 세심한 주의를 요하는 수작업
2. 위치를 잘못할 수 있는 곳.
3. 조정이 요구되는 곳.
4. 팀에서 Buzz가 아닌 상식적인 도구가 필요한 곳
Mistake
5. SPC를 적용하기 어렵거나, SPC가 비효율적인 곳.
Proofing이
6. 측정이 중요하게 특성화되지 않는 곳.
적합한 곳
7. 교육비가 많이 들거나 작업자의 이직이 심한 곳.
8. 혼입(Mixing)이 일어 나기 쉬운 곳.
9. 고객이 실수를 했지만 공급자를 비난하는 곳..
10. 특별한 원인으로 문제가 재발 되기 쉬운 곳.
11. 외부 실패 비용이 내부 실패비용 보다 훨씬 높은 곳.
1.
2.
3.
4.
Copyright ⓒ 2009 LANDKOREA
Mistake
Proofing이
적절하지
않은 곳
파괴 테스트하는 곳.
생산속도가 매우 빠른 곳.
변화가 응답하는 속도 보다 빠르게 움직이는 곳.
관리도(control charts)가 효과 적으로 쓰이는 곳.
801
801.
CONTROL
관리계획 수립 및실행
Poka Yoke - 사례들
• 놀이동산에서 어린이 키를 입구에서 측정
• Coffee Pot의 자동 Off장치
• 백화점의 Bar Code
• 충격 방지 포장재
• Word의 Spell Checker
• 수술도구 정리용 Tray
• 세면대 위의 구멍
Copyright ⓒ 2009 LANDKOREA
802
802.
CONTROL
Define
Measure
문서화 및 확산
Analyze
C1
Improve
Control
C2
C3
관리계획실행
관리계획 수립
문서화 및 확산
Activities
• 실행된 개선안의 관리항목도출
• CTP정의 및 관리계획 수립
• 표준화 및 문서화
Activities
• CTP측정 시스템 분석
• CTP공정 능력 분석
• Scorecard수정
Activities
• 프로젝트 성과 확인
• Follow up 계획 수립
• 보고서 작성 및 승인
• 프로젝트 종료
Tools
• 관리 계획
• 관리도
• 공정 능력 분석
• Gage R&R
Tools
• N/A
Tools
• N/A
Copyright ⓒ 2009 LANDKOREA
803
803.
CONTROL
문서화 및 확산
시그마성과를 위한 해결안의 확대
전파(Replication) - 같거나 매우 비슷한 프로세스를 지닌 많은 수의
영역을 걸친 성공적 해결안의 확장
표준화(Standardization) - 기회 인식과 한 사업 프로세스에서 다른
프로세스나 운영까지의 해결안을 적용시키는 것과
관련된 활동. 이것은 해결안이 처음 전개되어진
곳의 것과 매우 다를 수 있습니다.
Copyright ⓒ 2009 LANDKOREA
804
804.
CONTROL
문서화 및 확산
전파/표준화의효과
성공적 Pilot을 통해 얻은
향상된 시그마 성과
Site 전파를 통해
향상된 시그마 성과
표준화 기회
회사 차원의 전파를 통해
향상된 시그마 성과
회사 차원의 표준화를
통해 향상된 시그마 성과
프로세스화가 전파/표준화의 관건
Copyright ⓒ 2009 LANDKOREA
805
805.
CONTROL
문서화 및 확산
해결안전개시 고려 사항
• 향후 해결안 전개의 특징과 정도
• Pilot과 해결안 실행으로 부터 배운 교훈과 Best practice를 향후의 해결안 전개로
연결
• 각 전개 위치에 맞추어진 해결안
• 적절한 실행 방법을 결정하기 위한 기준
• 팀원과 해결안 실행 팀에게 요구되는 향후 미래 현장의 참여 정도
• 사업 내부에서의 적절한 향후 전개 위치 선정
Copyright ⓒ 2009 LANDKOREA
806
806.
CONTROL
문서화 및 확산
향후실행 계획 예
전파
해결안의 핵심
표준화
Pilot
1. 대여 된 장비가 수거,
점검되고, 점검되고,
사용된 후 반납되어,
새로운 대여 고객을 위해
준비되는 cycle time을
줄이기 위한 해결 방안
2. 부도 보고에 괸해 고객
회원들 간의 다각적
참조를 통해 상업대출의
리스크를 줄이는 방안
3. 개스켓 설치 이전에 표면
처리 과정을 거쳐 장비의
고장을 줄이는 방안
현장
회사 차원
3개의 다른 구역마다
한 장소에서 한 가지
종류의 장비 대여
같은 3구역에서 모든
종류의 장비들을 한
곳에서 대여
모든 구역에서의
모든 장비의 여러
곳에서의 대여
cycle time을 줄이기 위해
고객 대여 계약과 송장의
증명을 출력해서 하던 것에서
바코드 추적 시스템으로 이행
$5,000,000 이상의
상업대출 담당자에
적용
모든 지점에서의
$1,000,000이상의
상업대출 담당자 에게
적용
모든 지점 담당자의
$1,000,000이상의
모든 대출 건에 적용
“고통의 시간”을 줄이기 위해
새로 입사하는 지점장
이상급에 대한 모든 신규
사원에게 상호 참조를 적용
한 공장의 모든
교대시간에 걸쳐 모든
생산 라인들에서
나오는 한 개의
장비에 적용
모든 공장의 모든
교대시간과 라인에
적용
한 교대시간 동안 한
생산라인의 한 개의
장비에 적용
Copyright ⓒ 2009 LANDKOREA
유사한 프로세스
적절한 표면처리에 대한
효과를 공장 air filters 설치나
창고의 대량 포장기계에
적용하여 안전과 기계 생산성
제고
807
807.
CONTROL
문서화 및 확산
해결안전파의 Process
전개 확장 일정 계획
평가와 산정
해결안 실행
•측정수단 / data
•surveys/interviews
•팀 평가
•정리 보고
이 해결안 프로세스가
어떤 다른 영역에
전개될 수 있습니까?
• 문화적 관계
• 영역에 대한 고려
• 자원의 한계
• 성과에 대한 고려
• IT 에 대한 고려
프로세스 최종 마무리
전개관련
핵심 요인
선택
실행 계획안 개발
• 프로세스
• 경영관리
• 교육
• 프로세스 관리 시스템
• 인센티브 / 보상
• best practices 개발
Copyright ⓒ 2009 LANDKOREA
세부적 커뮤니케이션 접근
및 계획안 마련
• 리더쉽 역할
• 참여적 요소
• 전개 팀 코치
•사업 규칙
•성공의 증거
•프로세스 관리 실행
계획의 실행
808
808.
CONTROL
문서화 및 확산
연습: 전파 기회
목적
팀들이 이전에 전개한 해결안이 다른 영역이나 프로세스로 전파될 수 있는 지를
인식하도록 함
지침사항 (30분)
1. 다른 곳에 확산 전개 할 수 있는 해결안의 요소들을 그룹 토의를 통해 도출합니다
2. 해결안의 요소들을 적용시켜 효과를 볼 수 있는 프로세스나 사업운영의 목록을
브레인스밍하여 작성합니다
3. 토의 결과를 아래 양식에 채워 넣어 발표준비를 합니다
전파
해결안에 집중
Pilot
Copyright ⓒ 2009 LANDKOREA
현장
회사 차원
표준화
유사한 프로세스
809
809.
CONTROL
문서화 및 확산
전파의4가지 방식
• 순차적 접근 (Sequenced approach)
- 한 해결방법이한 프로세스나 위치에서 완전히 실행되고 나서야,
다음 장소에서 실행이 시작하는 경우
•
평행적 접근 (Parallel approach)
- 해결안이 둘 이상의 장소나 프로세스에서 동시에 실행되는 경우
•
단계별 접근 (Phased approach)
- 이미 결정된 이정표가 한 장소에서 실현되었을 때, 두번째 장소에서
실행이 시작하는 경우
•
일률적 접근 (Flat approach)
- 모든 목적 장소에서 전체 회사차원으로, 동시에 이루어지는 경우
Copyright ⓒ 2009 LANDKOREA
810
810.
CONTROL
문서화 및 확산
해결안표준화
표준화는 해결안이 최초로 적용된 곳과 다를 수 있는 프로세스에, 팀 해결안의 요소들을
적용시키는 기회를 찾는 것을 의미합니다.
해결안 표준화의 예
Replication
Solution Focus
Pilot
Site
1. 대여 된 장비가
점검되고, 서비스 받은
후, 새로운 대여 고객을
위해 준비되는 cycle
time을 줄이기 위한
해결 방안
3개의 다른 구역마다
한 장소에서 한 가지
종류의 장비 대여
같은 3구역에서 모든
종류의 장비들을 한
곳에서 대여
모든 구역에서의
모든 장비의 여러
곳에서의 대여
cycle time을 줄이기 위해
고객 대여 계약과 송장의 한
요소로서 출력되는 바코드
추적 시스템
2. 부도 보고와 함께 고객
회원의 다각적 참조를
통해 상업대출의
리스크를 줄이는 방안
$5,000,000 이상의
상업대출 담당자에
적용
$1,000,000이상의
모든 지점의 상업대출
담당자에게 적용
모든 지점 담당자의
$1,000,000이상의
모든 대출 건에 적용
“고통의 시간”을 줄이기
위해서 부도 보고에 대한
지점장 이상급에 대한 모든
신규 직업 전망을 상호 참조
3. 개스켓 설치 이전에
표면 처리 과정을 거쳐
장비의 고장을 줄이는
방안
한 교대시간 동안 한
생산라인의 한 개의
장비에 적용
한 공장의 모든
교대시간에 걸쳐 모든
생산 라인들에서
나오는 한 개의
장비에 적용
모든 공장의 모든
교대시간과 라인에
적용
Copyright ⓒ 2009 LANDKOREA
Company-Wide
Standardization
Similar Process
적절한 표면처리에 대한
효과를 공장 air filters 설치나
창고의 대량 포장기계에
적용하여 안전과 기계 생산성
제고
811
811.
CONTROL
문서화 및 확산
Buy-in과Involvement
리더쉽은 해결안의 실행에 연속성 유지와 최초 팀 구성원들이 이전의 자신
들의 일로 복귀하게 하는 것간의 우선순위를 관리해야 합니다.
결국, 여러분의 참여와 경영진의 프로세스 관리 능력이 결국은 전파와
표준화 성공의 결정 요인이 될 것입니다.
Copyright ⓒ 2009 LANDKOREA
812
812.
CONTROL
문서화 및 확산
프로세스Management 소개
•정의
프로세스 Management는 모든 핵심 사업 프로세스와 사업 결과를 개선시키는 모든
활동에 대해 적극적이고 지속적으로 하는 체계적인 관리 방법입니다.
• Process Management실행 이유
운영 프로세스는 반드시 고객의 요구사항을 만족시키도록 구성되어야 합니다.
프로세스는 측정가능하고 계속적으로 개선되어야 합니다.
관리자와 프로세스 오너들은 개인적으로 프로세스 성과에 책임이 있습니다.
의사결정은 가정이 아닌, 사실에 근거합니다.
프로세스 통제 시스템은 우선순위와 성과를 나타내며,
모든 담당자에 의해 이해되고 사용되어져야 합니다.
'best practice'는 확인되어 가능하면 어디든지 전파되어야 합니다.
각 담당자는 하는 모든 일에서 계속적인 개선을 찾아야 합니다.
수행되는 모든 활동들은 최하부에서부터 가치를 부여해야 합니다.
모든 프로세스와 활동들은 사업의 비전, 미션과 가치와 잘 조화되어야 합니다.
모든 전략과 목표는 고객의 요구사항과 잘 조화되어야 합니다.
Copyright ⓒ 2009 LANDKOREA
813
813.
CONTROL
문서화 및 확산
프로세스Management의 이점
• 보다 적은 불량으로 빠르게 일을 하고, 고객 만족과 회사 성과 개선에 직접적으로 관련된
결과를 내게 합니다.
• 고객의 기대를 충족시키도록, 각각의 종업원이 해야 할 프로세스를 명확히 정의하고
의사소통 합니다.
• 제품과 서비스의 고객 만족을 위해 계속적으로 개선하는 일에 모든 종업원이 참여하게
됩니다.
• 고객의 문제발생을 방지하고, 고객 만족을 향상시킬 수 있는 개선을 결정하기 위해
핵심적인 프로세스 성과들을 측정하고 관리합니다.
• 왜 선택된 프로세스 측정인자가 중요하며, 어떻게 그들이 CCR 을 만족시키고, 조업을
개선하는 지를 이해하게 됩니다.
• 고객 만족에 가장 큰 영향을 줄 수 있는 사업 분야에 개선을 집중시킵니다.
Copyright ⓒ 2009 LANDKOREA
814
814.
CONTROL
문서화 및 확산
프로세스Management의 구성 요소
각 프로세스 Management의 요소들은 사업 내외부의 고객에게 제품/서비스를 전달하
는 프로세스를 연결, 측정, 개선하는데 결정적인 역할을 합니다.
• 프로세스 통제 시스템
목적이 분명하고, 집중된 프로세스 개선에 책임감을 부가
하기 위한 결정적인 수단으로 사용됩니다.
• 프로세스 소유권과 책임부여
각 개인과 팀은 가장 많이 참여하고 있는 프로세스의
시그마 성과에 대해 책임을 진다.
• 프로세스 Management 팀
프로세스 통제 시스템을 이용한 정기적인 프로세스 성과 검토와
전파 가능한 best practice 발견과 개선 Point 도출
• 규칙적인 활동 성과 검토
프로세스 성과,목표와의 Gap, 개선안의 우선순위 등의
정기적 검토
• 프로세스 Management Skill
및 시스템 교육
시그마 성과 최대화 방법론, 효과적 팀원 구성, Facilitating 기술,
프로세스 통제 시스템의 활용, 효과적인 프로세스 보고와 관리
• 살아있는 사업 계획
최신 Data를 기반으로 지속적인 Updating
Copyright ⓒ 2009 LANDKOREA
815
815.
CONTROL
문서화 및 확산
Project종료:
• 문제가 재발되지 않는다는 것을 확인
향후에 나아갈 바를 명확히 하여 의문이 없도록 함 :
“왜 우리가 이것을 하고 있는가?”
GMP, ISO,
UL, CE 등의 요구사항에 들어 맞는지를 확인
• 개선기회의 확대
배운것을 사업의 다른 분야에 확산
다른팀/조직에서 배우는 것을 허용
• Project성공에 대한 고객과 종업원과의 의사소통
Copyright ⓒ 2009 LANDKOREA
816
816.
CONTROL
문서화 및 확산
프로젝트마감 준비
프로젝트 마감 일정이 다가오면 팀은 지금까지 실행되어 왔던 활동 내용을 정리 해보고 팀활동 중
학습한 내용과 우수사례(Best Practice)를 다른 팀, 조직과 공유할 수 있도록 프로젝트 마감 준비를
한다.
프로젝트 마감을 위한 검토항목
1. 프로젝트 실행에 소요된 비용은 얼마인가?
2. 이 프로젝트로 고객과 회사에 혜택을 준 것은 무엇이며 그 정도는 어느 정도인가?
3. 개선기회가 발견 되었으나 실행하지 못한 것은 무엇인가?
4. 프로젝트 팀이 DMAIC 실행과정에서 새롭게 학습한 내용은 무엇인가?
5. DMAIC 실행과정에서 활용한 방법론의 정리
6. 프로젝트 보고서 문서화
7. 프로젝트 결과를 지속적으로 관리 해야할 부서(담당자)는 누구인가?
8. DMAIC 실행과정을 정리한 Storyboard
Copyright ⓒ 2009 LANDKOREA
817
817.
CONTROL
문서화 및 확산
프로젝트검토 회의
1. 프로젝트 시작 이유, 배경
2. 팀이 설정한 목표와 배경
3. 팀 활동의 지표가 되었던 논리 (Logic)의 흐름과정
4. 문제해결을 위한 논리를 확인하고 적용하는 과정에서 수집된 데이터와
분석결과
5. 가설을 검정하고 결론을 도출하기 위해 수집되었던 데이터
6. 실행기간동안 적용되었던 기법과 그 결과물
7. 문제 해결과정에서 가장 어려웠던 부분과 이 어려움을 극복하게 된 과정
8. 다음 단계 실행에 대한 논의
Copyright ⓒ 2009 LANDKOREA
818
818.
CONTROL
문서화 및 확산
고객으로부터의Feedback
프로젝트가 마감되고 팀이 해체 되더라도 프로젝트 실행결과에 대한고객의 평가를
Feedback 받을 수 있는 계획을 수립한다.
고객조사 결과 Feedback
조사기간:
고객:
항 목
조사방법:
담당부서:
100
90
80
70
60
품질
납기
서비스
가격
고객과의 관계
개선
Copyright ⓒ 2009 LANDKOREA
819
60미만
819.
CONTROL
문서화 및 확산
고객불만해결 프로세스
프로젝트 완료 후 고객불만 처리 절차를 명확히 하고 주기적으로 고객조사를
실시한다.
고객불만
월간 고객만족
지수
아니오
해결해야 할
문제인가?
예
기 록
24시간 내
고객에게 연락
Copyright ⓒ 2009 LANDKOREA
프로세스가
안정적인가?
예
아니오
프로세스
개선프로세스
산포 개선
프로세스
다음 고객만족도
조사에 해당 고객을
포함시킴
고객불만처리
기록
820
820.
CONTROL
문서화 및 확산
습득한교훈의 정리 Process
Compile
접근 가능하도록 배운 교훈을 한 자료로 수집, 축적
Categorize
형태, 개선 단계, 불량 형태, 사용된 주요 분석 도구, 주요
용어, 문제/기회 기술서, 근본원인 등의 배운 교훈을 항목
화
Communicate
Copyright ⓒ 2009 LANDKOREA
다른 사람과 배운 교훈을 가지고 의사소통
821
821.
CONTROL
문서화 및 확산
습득한교훈의 축적
팀의 경험을 문서화하는 작업수행 시 포함되어야 할 항목 들은 ……
•
•
•
•
•
•
•
팀원이 수행한 활동 Item
프로세스 참여자로부터의 피드백
성공담 / “war stories”
해결안 실행 이전/중/이후에 모은 설문 및 인터뷰 데이터
팀 활동에 대한 개인적인 생각과 의견 정리
성공적 변화의 장애, 모범 실행 사례를 정리한 검토 회의 자료
프로세스 관점에서 볼 때의 외부 그룹이나 사람들; 프로세스 참여자 (내부 고객과 공
급자)
Team Member
행동 Items/업무
(특정 업무를 수행하기 위해 제시되었던, 모든
팀원들의 의견을 나열하십시요)
Project
성공
(팀원이 규명할 수 있는 모든 성공을
나열하십시요)
관 찰 : Group Dynamics.
(탐원은 ‘무엇이 잘 되었고’, ‘무엇이 팀에게 잘못 되었는지’를 팀의 관점에서 문서화해야
합니다)
Copyright ⓒ 2009 LANDKOREA
822
822.
CONTROL
문서화 및 확산
팀평가
팀원들의 skill을 향상시키기 위해 각 팀원들은 서로 피드백을 제공하는 평가가 수행되어
져야 합니다.
장점
단점
•
팀원은 리더보다 다른 멤버를 더 정확하게
평가할 수 있다.
•시간이 많이 소비된다.
•
동료의 압력은 강력한 동기 요소입니다.
•가끔 성과 기여가 팀에 의한 것인지, 개인에
의한 것인지, 구별이 어려울 때가 있다.
•
팀 평가는 한 사람의 의견에 의존되지 않
는다.
•
•
다른 팀원이 자신의 일을 평가할 것이라고
인식하는 팀원은 책임과 생산성을 증가된
다.
팀원들은 성과 기준과 행동 요건을 유지할
책임를 가지기 때문에, 그것들을 좀 더 잘
알게 된다.
Copyright ⓒ 2009 LANDKOREA
•일부 팀원은 다른 팀원을 판단하고 평가하는
데 불편해 할 수 있다.
•피드백을 주고 받는 방법을 교육하는 것이
중요하다. 만약 팀 리더가 메시지를 적절히
전달하지 않고, 받은 사람도 준비가 되어 있
지 않으면, 이러한 경우 피드백은 오히려 해
가 될 수 있습니다.
823
823.
CONTROL
문서화 및 확산
효과적팀 평가를 위한 조언
•
팀/개인 성과는 합의된 목표에 바탕을 두고 그룹의 진척도가 평가되어야 합니다.
(팀 헌장 참조).
•
주의: 100% 활동 중심의 평가는 개인에게 ‘결과가 중요하지 않다’는 자기 방어
적인 가지게 합니다.
•
팀 검토 내용은 전체 직원의 성과 검토에 반영되어야 한다.
•
팀원들이 동료 평가를 하기 전에 전체 팀 성과를 평가하는 것이 가장 좋습니다.
•
동료 평가는 팀이 성장 단계에 있을 때 가장 잘 이루어지며, 팀 내부가 아닌 다른
사람에 의해서, 보다 잘 평가됩니다.
•
팀은 팀원을 평가하는데 객관성을 유지할 필요가 있습니다. 업무 자체가 아니라
업무의 성과에 초점을 맞추어야 합니다.
Copyright ⓒ 2009 LANDKOREA
824
824.
CONTROL
문서화 및 확산
팀평가
동료의 피드백 : 피드백 양식의 예
각 항목 안에 (“팀원의 이름”)의 평상시 행동을 가장 잘 표현한 것이라고 생각되는 번호
에 동그라미 표시를 하십시오:
아이디어를 시도한다.
10 9 8
자주 아이디어와
해결안을 제시함
7 6 5 4
적절하게 제시하나
다른 사람의 도움을 받음
3 2 1
다른 사람이 대부분
시도를 하고, 가끔은 지원함
새로운 아이디어의 도입을 촉진한다.
10 9 8
다른사람이
합의에 대한 부담 없이
공헌하도록 장려함.
7 6 5 4
합의 하는 아이디어에
대해 도움을 제공
3 2
1
가끔 단점을 찾아
새로운 아이디어 도입을
막음
그룹 목표로 이끈다.
10 9 8
가끔 그룹을 위한 목표
를 명확히 하는데 도움 줌
7 6 5 4
3 2 1
때로 그룹이 목표를
그룹을 희생하면서도
정하도록 도와 주고,
자신의 목표를 우선하는
때로는 부가 이슈와 혼동함.
경향을 가짐
충돌/갈등을 조정 관리한다.
10 9 8
갈등을 다른 관점과 의견을
조장 발전시키는데
도움을 준다고 여김
Copyright ⓒ 2009 LANDKOREA
7 6 5 4
3 2 1
일반적으로 갈등으로부터
불일치의 이유를 완화
자유롭게 한다.
시키고 진정시키는
역할 수행
825
825.
CONTROL
문서화 및 확산
동료의피드백 : 피드백 양식의 예 (계속)
다른 사람에 대한 지원을 보임.
10 9 8
적극적으로 다른 사람의
참여를 이끌고, 받아들여 질
권리를 주장한다.
7 6 5 4
일부 시간 특정 팀원을
고무시키나, 모든 사람을
고무시키지는 않음
3 2
1
다른 팀원들에 대한
지원이나 장려를 안함
7 6 5 4
때로는 감정을 감추고
자신만이 간직하려 함
3 2
7 6 5 4
때로는 진위를 위장하기
위해 재치를 사용하고
용의주도하게 말함
3 2
감정을 나타내 보임
10 9 8
이슈에 대한 감정을
솔직히 표현하고, 감정은
시각과 평행 하다고 확신
1
그룹에서 개인적 감정과
표현의 중요성을
부인함
개방성을 보인다.
10 9 8
자유롭고 확실한
표현해서 자신의 입장을
다른이가 알게함
1
반박을 하지만, 자신의
쟁점에 대한 시각이
모호함
쟁점과 행동에 대항한다
10 9 8
자유롭게 어려운 쟁점과
비생산적 행동에
자신의 시각을 표현함
7 6 5 4
폭 넓은 인정에 대한 확신 없는
쟁점과 다른 행동에 대한
충고적 입장에 조심스러움
Copyright ⓒ 2009 LANDKOREA
3 2 1
현재 그룹 업무에 팀원의
관계없는 안전한
쟁점을 택하여 갈등과
문제를 적극적으로
제거함
826
826.
CONTROL
문서화 및 확산
동료의피드백 : 피드백 양식의 예 (계속)
리더쉽을 공유한다.
10 9 8
자신의 자원이 필요한
경우나 문제에 자신의
해결이 있어야할 경우
그룹의 지휘를 위해
책임을 맡음
7 6 5 4
다른 팀원들과 눈에 띄고
영향력을 갖기 위해
경쟁함
3 2
1
그룹 발전을 파괴하는
부정적인 영향력을
발휘하고 그룹 토의를
주도한다.
3 2
1
마음에 드는 선택에
대한 선정을 위해
토의를 끝내려는
강한 움직임을 보임
의사결정 프로세스에 적절한 태도를 보인다.
10 9 8
모든 가능한 선택을 위해
적극적으로 탐색
Copyright ⓒ 2009 LANDKOREA
7 6 5 4
동의하지 않을 때는
모든 선택을 만들어 내고
평가하는데 신중한
태도를 보임
827
827.
CONTROL
문서화 및 확산
인정과보상
•
개인별 보상/인정을 실시하십시오.
- 사람들은 보상이 실제로 매우 보상적이거나 인정 받는 것이 자존심이 향상된다고
생각한다면, 그러한 보상과 인정을 가치 있게 여길 것입니다.
•
보상/인정을 성과에 연관 시키십시오.
- 효과적인 보상은 달성도의 중요성을 고려하도록 개인별 특성화 되어야 합니다. 예
를 들어, 6개월 프로젝트를 마친 직원은 단지 특정한 업무만 수행하는 사람보다 더 중
시되어 보다 의미 있는 방법으로 인정되고/보상되어져야 합니다.
•
적절한 시간에 구체적으로 하십시오.
- 효과적인 인정/보상은 원하는 결과가 나온 후에는 가능한 빨리 제공되어야 합니다.
그리고 이러한 보상에는 이 인정/보상이 주어지는지 이유에 대한 설명이 항상 있어야
합니다.
Copyright ⓒ 2009 LANDKOREA
828
828.
CONTROL
문서화 및 확산
연습 : 인정/보상 - 좋고, 나쁘고, 흉한 것
목적
어떤 종류의 인정이 효과적인지, 어떤 종류의 인정이 효과를 못 내었는지를 규명합니다.
지침 (30분)
1. 어떤 보상/인정이 의미 있는 것인 지 브레인스토밍 하신다음, 다음을 알아 보십시요.
• 인정의 종류
• Project/노력의 종류
• 왜 의미가 있었는지.
2. 어떤 보상/인정이 효과적이지 않았는지 브레인스토밍 하십시요.
• 비효율적인 보상/인정의 종류
• 왜 효과가 없었는지
3. 그룹 토의 결과 정리 보고
Copyright ⓒ 2009 LANDKOREA
829
829.
CONTROL
문서화 및 확산
예: 인정과 보상
• 보다 많은 책임있는 업무 부여
• 휴가
• 목표에 대한 많은 자유
• 여러분이나 조직을 위한 식사
• 그들에 대한 칭찬
• 그들의 경쟁력을 향상 시키는 교육
• 작업 처리 방법에 대한 보다 많은 자율권
• 조언자로서 행동할 수 있는 더 많은 기회 제공
• 팀원의 일정관리를 더욱 통제
• 조직내 공표
• 봉급 인상
• 자격증 및 기념 명판
• 새롭고 더 좋은 가구/비품의 비치
• 최신 응용 장비/기구
• 화초 및 서적
• 파티
• 경력 관리를 위한 지도
• 업무와 과제를 선택할 자유
• “Thank you”
Copyright ⓒ 2009 LANDKOREA
830
830.
CONTROL
문서화 및 확산
SixSigma Project가 성공적으로 종료되기 위해서는...
종료 Criteria
추진책임
Champion
MBB
BB
• 모든 해결안의 실행(Implementation)
• 해결안 실행의 성과가 입증(Validation)
- 품질 개선효과, 유형 효과
• Project에서 배운 내용의 정리
다른 부문에의 적용 및 파생
• Project 성과의 서류화
• 사후 관리 체제의 구축
- 품질 Monitoring
- 나타나는 성과 파악(Follow-Up)
Copyright ⓒ 2009 LANDKOREA
831
831.
CONTROL
통계적 공정관리(SPC)
통계적인 공정관리(SPC)
관리도 유형
불연속
계수
비율
계수(Counts)
혹은 비율
(proportion)
포아송(Poisson)
분포의 조건을
만족하는가?
No
No
자료의 종류
공정이
서서히 변화
하는가?
Yes
기회의
영역( area of
opportunity)이 표본
마다 일정한가? Yes
연속
개별단위의
측정 혹은
서브그룹 ?
개별단위
이항분포(Binomial)
의 조건을
만족하는가?
계수를 %나 비율로
변환한다.
서브그룹의 평균값
은 중심극한정리에 의해
정규분포의 경향을 띤다.
Yes
Yes
고정된 표본
크기?
서브그룹 크기가
6 이하?
No
Yes
Yes
Indiv-X, MR
p
np
Indiv-X, MR
EWMA,
MA, 혹은
CUSUM
X-bar, R
X-bar, S
주의 : n 이 1000보다 크면, Indiv-X 와 MR 도표가 사용될 수도 있다.
Copyright ⓒ 2009 LANDKOREA
계산이
간편해야만
하는가?
No
No
C
Yes
No
No
U
합리적인 서브그룹
832
832.
CONTROL
통계적 공정관리(SPC)
성과의 지속적유지/관리를 위해 배달 Program과 연계하여 주요인자에 대한 관리체계를
실행함.
미준수율
방문자 수
10월
9월
개 선 전
1
1
50%
1
3.0SL=1237
1200
개 선 후
40%
X=1026
-3.0SL=815.6
700
미
준
수
율
30%
1
20%
10%
0%
1
1
1
200
0
0
10
20
30
1
5
10
5
14 0
일자 (14 day)
Observatio u ber
nN m
Copyright ⓒ 2009 LANDKOREA
833
10
14
833.
CONTROL
통계적 공정관리(SPC)
통계적인 공정관리의개념
• SPC의 정의
- 통계적 자료와 분석기법의 도움을 받아서
- 주어진 품질규격과 공정의 능력상태를 파악하여
- 우리가 원하는 상태로 제품이 제품이 생산 될 수 있도록 관리해 나가는 현장관리 기법
• SPC 개념 현장 실무 교육
• 표준화, 문서화
• 습관화
PLAN
CTQ(Y)와
Critical X의
지속적인 관리
ACTION
SPC Tools
DO
• 관리도
• 공정능력 지수
• QC Tools
Check
Copyright ⓒ 2009 LANDKOREA
834
834.
CONTROL
통계적 공정관리(SPC)
통계적인 공정관리(SPC)
SPC는 프로세스의 결과를 모니터하고 관리하기 위한 기법으로 좁게는 관리도를
이용하여 공정의 이상상태를 감지/예방하는 활동을 말함.
SPC:
• 프로세스 시각화, 분석, 및 관리하는 Tool
• 사전적(Proactive) 프로세스 관리 Tool
• CTQ 유지에 꼭 필요로 하는 경우에만 사용
• 효과적인 자료 수집이 핵심
Six Sigma에서는 Red x 를
측정하고 관리하는데 SPC를
적용 함.
SPC
제품 SPC
프로세스 SPC
y's
Red X’s
개선의 확인
개선의 유지를 위한
Monitoring
※ Walter A. Shewhart에 의해 1924년에 개발됨
Copyright ⓒ 2009 LANDKOREA
835
835.
CONTROL
통계적 공정관리(SPC)
SPC의 장점
y에 대한
- 이상원인(특수한 원인)과 우연원인의 변동을 시각적으로 분리한다.
- 의도하지 않았던 품질의 변화를 신속하게 인지한다.
- 공정능력지수와 수행성과지수를 계산할 수 있게 한다.
- 유용한(외부의) 고객 정보.
x 에 대한
- 의도하지 않은 프로세스의 변화를 신속하게 인지한다.
- 주어진 허용한계를 유지
- 지속적인 향상을 위한 유용한(내부의) 정보를 제공한다.
SPC는 y와 x 모두에 적용하는 것이 바람직 하다
Copyright ⓒ 2009 LANDKOREA
836
836.
CONTROL
통계적 공정관리(SPC)
DMAIC와 SPC
Define
•핵심공정에 대한 charter작성
Measure
•안정성과 산포의 동일성을 갖는 측정시스템 구축
Analyze
•공정을 동적으로 가시화 하기위한 그래프 작성
Improve
•단기적, 장기적 해결 안 제시
Control
•모니터링 하고 결과에 대응
Copyright ⓒ 2009 LANDKOREA
837
837.
CONTROL
관리도
SPC의 도구 :관리도
SPC의 일차적 도구는 관리도(Control Chart) 이다.
관리도는 런 챠트 (run chart)와 비슷해 보이지만, 관리한계선이 추가된 것이
중요한 역할을 한다.
0.6
+3σ = 0.5696
0.5
= = 0.3987
x
0.4
0.3
-3σ = 0.2277
0.2
Subgroup
Date
0
5
7/20/’04
Copyright ⓒ 2009 LANDKOREA
10
7/25/’04
15
7/30/’04
838
838.
CONTROL
관리도
관리도의 정의
• 관리도(Controlchart)란?
데이터의 산포를 점과 꺾은 선으로 연결한 그림을 꺾은선 그래프라 하며,
이 꺾은선 그래프 가운데 점의 움직임이 이상인가 어떤가를 판단하기 위해
중심선이나 관리한계를 기입하는 것
• 관리도의 유래
1924년 Bell 연구소의 W.A. Shewhart에 의해 개발
Copyright ⓒ 2009 LANDKOREA
839
CONTROL
관리도
관리도의 사용
공정내의 변동을확인한다.
일반적 변동 원인
• 프로세스 내에 언제나 존재한다.
• 변동량이 크지 않다.
특별한 변동원인
• 프로세스내에 늘 존재하는 것이 아니다.
• 전체변동에 크고 작은 영향을 미치는데
일반적으로 하나의 일반적 원인보다는
더 큰 영향을 미친다.
Copyright ⓒ 2009 LANDKOREA
변동을 감소시키는 전략을 개발한다.
불안정한 프로세스를 향상시키기
(특별한 변동원인에 대한 대응 전략)
• 특별한 원인이 신속히 발견
되도록 신속하게 자료를 얻는다.
• 피해를 최소화 하기 위한
복구책을 신속히 강구
• 원인을 찾는다 - 무엇이 다른지를
알아본다.
• 더 장기적인 복구책을 개발한다.
841
841.
CONTROL
관리도
가설검정과 관리도
HO 를기각하지 않는다
HO 기각
HO 기각
α/2
α/2
HO: 현재평균 = 기대되는 평균
α/2
UCL
CL
LCL
α/2
Copyright ⓒ 2009 LANDKOREA
842
842.
CONTROL
관리도
이상상태 (The Out-of-ControlSignal)
α/2 = 0.00135
관리 이탈점
UCL = μ + 3σ
CL = μ
LCL = μ - 3σ
α/2 = 0.00135
• 관리 한계선은 극단적 값이 나타날 확률적 수준을 정한 것이다.
• 관리도는 프로세스의 변화를 연속적으로 관찰하는 도구이다.
• 스펙 한계와는 관련성이 없으며 관리 한계선들은 α 의 함수로 통계적으로 결정된다.
• 일반적으로 관리도에서는 α =0.0027 값이 사용되어 왔다.
Copyright ⓒ 2009 LANDKOREA
843
843.
CONTROL
관리도
관리한계선의 설정
관리도 A
•표준관리도는 평균으로부터 3σ
떨어진 곳에 관리한계선을 잡는다
프로세스가 변화하지 않았을 때
관리 이탈점의 확률은 0.27%이다.
μ + 2σ
μ
μ - 2σ
관리도 B
μ + 4σ
• 관리 한계선이 관리도 A와 B에
나타난 대로라면, 거짓경보율
(False Alarm Rate )은 얼마인가?
• 토의 문제:
관리도 A와 B중 하나가 거짓
경보율을 놓고 볼 때 다른 하나 보다
낫다면, 그 도표를 쓰지 않는 이유는
무엇인가?
μ
μ - 4σ
Copyright ⓒ 2009 LANDKOREA
844
CONTROL
관리도
안정적인 공정의 특성
·
·
·
·
·
·
·
무작위추세
시간에 걸친 일관적 평균
시간에 걸친 균등한 변동
추세, 런, 이동, 급격한 상승 하락이 없는 점들
관리 한계 밖에 점이 없다.
대부분의 점들이 중앙선에 근접해 있다.
몇몇 점이 관리 한계에 접근하고 있다.
Copyright ⓒ 2009 LANDKOREA
846
846.
CONTROL
관리도
이상 상태의 유형
특이(Outlier:관리한계를 벗어남)
- 재료의 변화
- 기기의 손상 또는 작업자의 측정 실수 등
Copyright ⓒ 2009 LANDKOREA
런(Run)
- 점진적인 변화
- X-bar에 발생하고 R은 관리상태일 경우
기기의 마모에 기인할 수 있음
- R에서 아래쪽으로의 이동은 개선을 의미
847
847.
CONTROL
관리도
이상 상태의 유형
주기(Cycle)
-시스템 환경의 주기적인 변화
- 작업자의 피로
- 생산기기의 변수의 불안정
- R 관리도의 경우, 보전계획, 도구의 마모 등
Copyright ⓒ 2009 LANDKOREA
경향(Trend)
- 일반적으로 점차적인 기기 또는 중요공정요소의
마모 및 열화
- 작업자의 피로 등 인적요인
- 계절 또는 시간에 따른 영향의 변화(온도 등)
848
848.
CONTROL
관리도
이상 상태의 유형
혼합(Mixture)
-공정출력에서 둘 또는 그 이상의 분포의 중첩
- 과도품질(Over-quality): 작업자의 지나친 조정
- 수개의 자원으로부터의 변동(병렬기기 등)
Copyright ⓒ 2009 LANDKOREA
급변화(Jump)
- 기기의 고장
- 기기설정의 변화
- 훈련부족한 작업자
- 재료의 변화(신 재료 도입 등)
849
849.
CONTROL
관리도
이상 상태의 유형
(관리한계에서Hugging)
다가섬(Hugging)
- 한 관리도에 여러 작업자가 타점
- 두개 이상의 배치(Batch) 기기 작업등
(중심선에서 Hugging)
- 관리한계의 조정
- R 관리도의 점검(동반 개선 여부)
- 개선의 신호, 단 원인 파악 필요
Copyright ⓒ 2009 LANDKOREA
850
850.
CONTROL
관리도
이상상태를 검출하는 8가지Test
1.
3sigma 밖에 점 존재
2.
연속되는 9개의 점이 중심선에서 보아 같은 쪽에 존재
3.
6개의 점이 연속적으로 증가하거나 감소하는 경향을 보임
4.
연속되는 14개의 점이 증가와 감소를 반복적으로 함
5.
3개점 중 2개가 2sigma와 3sigma선 사이에 존재(중심선에서 보아 같은 쪽)
6.
5개점 중 4개가 1sigma선 밖에 존재(중심선에서 보아 같은 쪽)
7.
연속되는 15개의 점이 1sigma선 안에 존재(중심선에서 양쪽 영역 모두)
8.
연속되는 8개 점이 1sigma영역 밖에 존재(중심선에서 양쪽 영역 모두)
즉, 8개점 중 한 점도 1sigma영역 안에 존재하지 않음
Copyright ⓒ 2009 LANDKOREA
851
851.
CONTROL
관리도
Minitab에서는 관리도 작성시이상 상태 판정을 위한 test를 제공한다
> Stat > Control Chart > Xbar-R
click
Copyright ⓒ 2009 LANDKOREA
852
852.
CONTROL
관리도
관리도의 작성지침
1. 관리도로그려야 할 특성을 선택한다.
2. 관리도의 유형을 선택한다.
3. Subgroup을 하려면 합리적인 근거를 마련한다.
4. 표본크기를 결정한다.
5. 표본채취 간격/빈도를 정한다.
6. C1 단계에서 정한 측정 방법을 사용한다.
7. 초기프로세스 자료를 수집한다.
8. 중심선과 관리한계선을 계산한다.
9. 특성을 평가하는 자료를 계속 수집한다.
10. 필요하다면 관리한계선을 조정한다.
11. 이상상태가 발생하면 문서화된 조치계획을 따른다.
12. 장기적으로는 자료수집의 시기를 변경시키거나 예방조치 (preventative
method)로 대체한다.
Copyright ⓒ 2009 LANDKOREA
853
853.
CONTROL
관리도
관리도 유형
불연속
계수
계수(Counts)
혹은 비율
(proportion)
포아송(Poisson)
분포의조건을
만족하는가?
No
No
자료의 종류
비율
연속
개별단위의
측정 혹은
서브그룹 ?
개별단위
계수를 %나 비율로
변환한다.
공정이
서서히 변화
하는가?
Yes
Yes
Yes
Yes
고정된 표본
크기?
Yes
Indiv-X, MR
p
No
np
Indiv-X, MR
EWMA,
MA, 혹은
CUSUM
X-bar, R
주의 : n 이 1000보다 크면, Indiv-X 와 MR 도표가 사용될 수도 있다.
Copyright ⓒ 2009 LANDKOREA
계산이
간편해야만
하는가?
Yes
No
C
서브그룹 크기가
6 이하?
No
No
No
U
합리적인 서브그룹
이항분포(Binomial)
의 조건을
만족하는가?
Yes
기회의
영역( area of
opportunity)이 표본
마다 일정한가?
서브그룹의 평균값은
중심극한정리에 의해
정규분포의 경향을 띈다.
854
X-bar, S
854.
CONTROL
관리도
다양한 도표들을 정의하는용어
X-bar & R:
X-bar (평균) and R (범위)
X-bar & S:
X-bar (평균) and S (표준편차)
CUSUM:
누적 합계 (Cumulative Sum)
EWMA:
지수적으로 가중된 이동평균
(Exponential Weighted Moving Average)
X & MR:
(개별) X 와 MR (이동영역) (moving range)
p:
p (백분율)(proportion of percentage)
np:
np (불량개수)
C:
C (계수)(count)
U:
단위 당 계수 (Count per Unit)
Copyright ⓒ 2009 LANDKOREA
855
855.
CONTROL
관리도
합리적 Sub-group
일반적으로 X의모니터링은 장시간에 걸쳐 실시된다. 어떤 시점에서 X의 변동을
분석하기 위하여 그 동안 수집한 많은 데이터를 이용하고자 할 경우, 이들 측정
치들은 합리적인 방식으로 Subgroup이 되어야 한다.
합리적 Subgroup의 원칙
유사하지 않은 것을 알면서도 같은 군(Subgroup)으로 구분 하지 말 것
(특히 일률적인 Subgroup은 주의 할 것)
각 군내에서의 변동을 최소화 할 것
각 군 간의 변동 가능성을 최대화 할 것
Copyright ⓒ 2009 LANDKOREA
856
856.
CONTROL
관리도
Subgroup 크기의 영향
Subgroup의크기가 증가하면, 관리 한계선들은 서로 근접하게 된다. 이는 전체
평균에 생기는 조그마한 변화도 감지 할 수 있도록 관리도의 민감도를 증가 시
키는 효과가 있다. 또한 제2종 오류(Type Ⅱ error, 즉 전체 평균이 실제로는
변했는데도 불구 하고 변하지 않았다고 말할 확률)의 확률을 줄여 준다.
일반적으로 군의 크기 n은 2 < n < 6이며, 주로 5을 이용한다.
N=3
UCL
N=10
UCL
N=25
UCL
LCL
LCL
Copyright ⓒ 2009 LANDKOREA
LCL
857
857.
CONTROL
관리도
연속 데이터의 관리도
도표유형
X bar (평균)
목적
적용
한 변인의 평균치를 Subgroup의 크기가
3 이상인 경우
시간에 따라 관찰
서브그룹
크기
Remarks
n>1
R (범위)
Subgroup의 크기가 8보다
단위시간당 한
특성의 변산을 관찰 작은 경우
2< n < 8
S (표준편차)
Subgroup 의 크기가 8보다
단위시간당 한
특성의 변산을 관찰 큰 경우
n>8
I&MR
(개별&이동범위)
한 특성의 변산을
시간에 걸쳐 관찰
표본 하나를 얻는데 오랜 기간이
소모되는 생산영역이나 표본
하나만으로도 의미가 있는 경우
공정의
작은 변화를 관찰
합리적 서브그룹이 n=1인
영역이나, 공정의 작은 변화를
감지하기 위해 필요한 경우, 혹은
자료가 정상분포가 아닌 경우
EWMA
(Exponentially
Weighted Moving
Average)
CUSUM
(Cumulative Sum)
공정의
작은 변화를 관찰
Copyright ⓒ 2009 LANDKOREA
공정의 변화의 누적합 관찰
표본크기가 커지면서 민감성이
증가한다. 정밀한 통제가 필요하거나
표본에 드는 비용을 고려할 필요가 없는
경우에 사용
n=1
n>1
n>1
Shewhart Chart가 아님. 큰 변화에
빨리 반응하지 못함. 예견된 결과를
생산. 경향(trends)를 강조하기 위해
자료를 처리함 . 최근의 자료를
강조하기 위해 가중치를 사용.
Shewhart Chart 가 아님 . EWMA와 같은
정도의 민감성. 손으로 도표를 그리기
힘들다.
858
858.
CONTROL
관리도
불연속 데이터의 관리도
목적
NPChart
(Number of
Nonconforming Units)
적용
서브그룹 내에서
기각된 Unit의 수
관찰
도표 유형
모든 서브그룹에 대해 관리
한계를 재설정하는 수고 를
없애기 위해 고정된 크기의
서브그룹을 사용.
-->p chart보다 편리
서브그룹 내에서
기각된 Unit의 비
관찰
P Chart
(Fraction of
Nonconforming Units)
기각된 Unit 수
검사된 Unit 수
일반적으로 각 단위에
대해 하나 이상의
제품속성이 검사되고
합격/불합격 의 결정이
내려지는 품질 관리
점에서 사용된다.
C Chart
(Number of
Nonconformances
per Subgroup)
Unit 내에서
부적합의 수
관찰
모든 서브그룹에 대해 관리
한계를 재설정하는 수고 를
없애기 위해 고정된 크기의
서브그룹을 사용.
U Chart
(Average
Nonconformances
per Unit )
검사 Unit 당 부적
합의 수 관찰
검사 Unit 당 평균
부적합의 수를
기록
서브그룹 크기
Subgroup 크기 고정
서브그룹 크기 (Variable
subgroup size)가 충분히
커서, 적어도 하나 이상의
기각된 Unit가 존재할
정도의 크기가 되어야
한다.
Subgroup 크기는 한
Unit이며 다수의
결함을 포함한다.
Subgroup size는 일정
검사 Unit의 크기가 가변적-검사 Unit의 수로서
표현된다 .
Subgroup내 결함 수
검사된 Unit 수
Copyright ⓒ 2009 LANDKOREA
859
859.
CONTROL
관리도
불연속 데이터 관리도선택
서브그룹크기 일정
서브그룹 내의 Unit가
합격 이나 불합격
(pass or fail) 둘 중
하나인 경우
서브그룹 내의 Unit가
여러 종류 기각을
가지는 경우
Copyright ⓒ 2009 LANDKOREA
서브그룹크기가 변함
np
p
c
u
860
860.
CONTROL
관리도
기술적 공정 및관리적인 면에서도 불연속 데이타의 관리도를 사용 할 수 있다. 가장 어렵고도
중요한 일은 과연 부적합 (nonconforming) 이 무엇인가를 정의하는 일이다.
불연속 데이터 관리도가 분석 가능한 패턴을 보여 주기 위해서는 표본의 크기가 충분히 커서 한
표본에서 여러 개의 부적합 Unit가 발견될 정도는 되어야 한다. 평균 부적합 단위수가 5 가 되도록
표본의 크기를 정하라
P 와 U 도표의 경우는 표본크기가 유동적이다 이 경우에도 표본 크기의 변산을 +25% 내로 하는
것이 실용적이다.
도표종류*
p
요구되는 자료의 조건
표본 크기
전형적인 응용 예
표본 크기에 대한 부적합 단위의 비
서로 다를 수 있다.
단위시간에 생산된 n 단위 당 땜질
제품의 누수(Leak)된 단위
(불량율)
np
표본내의 불량품 단위의 수
반드시 같아야 한다.
500 단위 당 땜질제품의 누수
반드시 같아야 한다.
회로 기판 당 불량 납땜 수
서로 다를 수 있다.
표본 단위 당 하나 이상의 속성을 검사
(불량품의 수)
c
표본내의 부적합 단위의 수
(결함수)
u
단위 당 부적합 속성의 수
(유니트당 평균 결함수)
Copyright ⓒ 2009 LANDKOREA
861
861.
CONTROL
관리도
Process Focused 관리도
목적
도표유형
Difference 관리도
데이터를 변환하여
프로세스에 초점을
맞춘다.
Z-MR 관리도
데이터를 변환하여
프로세스에 초점을
맞춘다
I-MR-R 관리도
I 관리도 :프로세스 평균
MR관리도:부분군간 변동
R 관리도 : 부분군내 변동
관리
Copyright ⓒ 2009 LANDKOREA
적용
서브그룹 크기
연속형 데이터와 목표값의
편차를 타점한다.
n=1
데이터의 표준화한 값을
이용한다. 표준화는 서로
다른 Run으로 부터 나온
데이터를 하나의
관리도로 평가할 수 있게
해 준다.
n=1
I관리도, MR관리도,
R관리도를 한 화면에
동시에 출력
.
n=1
862
862.
CONTROL
관리도
관리도의 선택
불연속자료
연속자료
한번에 얼마나많은
측정을 하는가?
개개 자료점
표본크기가
일정한가?
하위그룹 > 1
예
I & MR
X&R
X&S
Copyright ⓒ 2009 LANDKOREA
수
비율(Proportion)
NP 도표
아니오
P 도표
발생가능성이 각 하위그룹
내에서 일정한가?
예
아니오
C 도표
863
U 도표
863.
CONTROL
관리도 - 계량형
연속형(계량형)관리도
연속형 데이터를 사용한다.
측정값을 사용한다.
한 개의 프로세스 흐름에 대한 특성
연속형 데이터는 수집하는데 비용이 많이 들지는 모르지만 많은
정보를 제공한다.
Copyright ⓒ 2009 LANDKOREA
864
864.
CONTROL
관리도 - 계량형
I& MR 관리도
당사 홈페이지의 접속 속도는 접속자의 수를 결정하는 홈페이지의 중요 특성 중 하나이다.
이상적인 운영조건을 유지하기 위해 Front Page의 Loading 속도에 대하여 정기적으로
Web상에서 관찰한다. (Data : I-MR Chart.mtw)
I and MR Chart for Data1
Individuals
0.6
3.0SL=0.5696
0.5
0.4
X=0.3987
0.3
-3.0SL=0.2277
0.2
Moving Range
Subgroup
Date
0
5
5/20/96
10
5/25/96
15
5/30/96
3.0SL=0.2100
0.2
0.1
R=0.06429
0.0
-3.0SL=0.000
Copyright ⓒ 2009 LANDKOREA
날짜
5/16
5/17
5/18
5/19
5/20
5/21
5/22
5/23
5/24
5/25
5/26
5/27
5/28
5/29
5/30
Data1
0.39
0.42
0.36
0.26
0.46
0.37
0.40
0.37
0.46
0.38
0.44
0.45
0.47
0.38
0.37
865
865.
CONTROL
관리도 - 계량형
Loading속도를 지속적으로 관찰하기 위해 (X(Individual) Chart에서) 3*표준편차 한계가 사용된다.
스펙 한계(specification limits) 도 이 관리도에 나타낼 수 있지만 (n=1이므로), 이 관리도의 목적은
관리정도를 측정하는 것이지 능력(capability)을 보여 주는 것이 아니다.
MR(Moving Range) chart 또한 관리한계로 3*표준편차에 해당하는 값을 사용한다. 변동이 연속한
두 개의 관찰치 사이의 차이를 측정 함으로서 구해질 수 있다
Moving Range 계산
| 0.39 - 0.42 | = 0.03
| 0.42 - 0.36 | = 0.06
UCLx
| 0.36 - 0.26 | = 0.10 ...
X E2 Rm
LCLx X E2 Rm (단, E 2 3 / d 2 )
X에 대한 3 관리한계선
UCLx X E2 Rm
Rm에 대한 3 관리한계선
UCLRm Rm 3d 3 Rm / d 2 D4 Rm
LCLx X E2 Rm (단, E 2 3 / d 2 ) UCLRm Rm 3d 3 Rm / d 2 D3 Rm
UCLRm Rm 3d 3 Rm / d 2 D4 Rm
UCLRm Copyright ⓒ 2009 LANDKOREA d 2 D3 Rm
Rm 3d 3 Rm /
866
866.
CONTROL
관리도 - 계량형
IndividualsChart
1.
2.
3.
4.
Open the worksheet EXH_QC.MTW.
Choose Stat > Control Charts > Individuals.
In Variable, enter Weight.
Click Tests. Check the first four tests.
Click OK in each dialog box.
X관리도 라고 하며, 개개의 측정값을
I Chart for Weight
하나하나의 점으로 기입하는 관리도.
1050
없는 경우에 사용
- 합리적 군으로 나눌 수 없는 경우
- 1로트나 챠지로부터 1개의 측정값
만이 가능한 경우
UCL=1011
Individual Value
Xbar 관리도나 S관리도를 사용할 수
11
1
1
가장 일반적으로 알려진 관리도
950
Mean=936.9
- 측정비용의 과다로 측정값을 많이
얻을 수 없을 때
LCL=862.8
850
1
0
10
1
20
30
40
Observation Number
Copyright ⓒ 2009 LANDKOREA
867
50
867.
CONTROL
관리도 - 계량형
X& R 관리도
중요한 요인이 온도이다. 목표온도를 목표(Target)와 조작 허용 한계 내로
유지하기 위해, 3개의 측정봉이 온도를 측정하기 위해 사용 되었다.관리도는
아래와 같다.
Means
Xbar/R Chart for Temp
80.5
79.5
78.5
77.5
76.5
75.5
Ranges
Subgroup 0
6
5
4
3
2
1
0
Copyright ⓒ 2009 LANDKOREA
3.0SL=79.97
X=77.90
-3.0SL=75.84
10
20
3.0SL=5.200
R=2.020
-3.0SL=0.000
868
868.
CONTROL
관리도 - 계량형
•X-bar chart는 공정요인의 평균위치를 기록한다.
• 3표준편차한계가 X-bar chart에서 일반적으로 쓰이지만, 공정의 표준편차가 아니라 도표의
표준편차(chart standard deviation) 가 쓰임을 기억하라.상수 d2 가 범위의 표준편차를 계산 하기
위해 사용된다.
X-bar & R Chart 를 위한 공식은:
UCLX = X + 3sX = X + 3
LCLX = X – 3sX = X – 3
R / d2
n = X + A2R
R / d2
n = X – A2R
CLX = X
UCLR = D4R
LCLR = D3R
CLR = R
d2 값은 단순하게 주어진 범위로부터 표준편차를 추정한다.
X-bar 와 R 도표는 두 별개의 도표이다. 두 도표는 언제나 함께 그려지고 함께 사용된다; 두 도표는
같은 공정자료를 사용한다. R 도표는 공정변산이 안정적인지 아닌지를, X-bar 도표 는 공정의
위치를 보여 준다.
Copyright ⓒ 2009 LANDKOREA
869
869.
CONTROL
관리도 - 계량형
XBar and R Chart 그리기
Stat → Control Chart → Xbar R
Copyright ⓒ 2009 LANDKOREA
870
870.
CONTROL
관리도 - 계량형
XBar and R Chart 그리기
Data 가 있는 Column 을 Double click
Subgroup의 크기를 입력
Click OK
Copyright ⓒ 2009 LANDKOREA
871
CONTROL
관리도 - 계량형
X-bar& R Chart 예제1 : 제품 출고 소요시간
Data가 1 line으로
되어 있다면
여기에 Click
Copyright ⓒ 2009 LANDKOREA
874
874.
CONTROL
관리도 - 계량형
X-bar& R Chart 예제1 : 제품 출고 소요시간
Xbar/R Chart for X1-X5
Sample Mean
12
1
1
UCL=11.57
11
Mean=10.67
10
LCL=9.769
1
Sample Range
Subgroup
0
3
10
20
UCL=3.309
2
R=1.565
1
0
Copyright ⓒ 2009 LANDKOREA
LCL=0
875
875.
CONTROL
관리도 - 계량형
X-bar& R Chart 예제2 :
1.
2.
3.
Open the worksheet CAMSHAFT.MTW.
Choose Stat > Control Charts > Xbar-R.
In Single column, enter Supp2. In Subgroup size, enter 5. Click OK.
Xbar/R Chart for Supp2
평균을 나타냄.
Sample Mean
X bar chart는 자료의 Subgroup의
1
1
603
UCL=602.4
602
601
Mean=600.2
600
599
LCL=598.1
598
R Chart는 부분군 내에서의 범위
Subgroup
Xbar-R 관리도는 이 두가지 관리도를
동시에 보여주는 Tool 임.
Copyright ⓒ 2009 LANDKOREA
Sample Range
(Range )를 나타냄
0
10
20
9
8
7
6
5
4
3
2
1
0
UCL=7.866
R=3.72
LCL=0
876
876.
CONTROL
관리도 - 계량형
Xbar & S 관리도 예
중요한 x는 핵심 직원들이 받는 훈련의 양이다. 관리도를 이용 이들이 받는
목표치인 한달 4시간의 훈련이 유지되고 있는지를 알아보려 한다. 핵심 직원 중
8명이 무작위적으로 선택 되었다.
Xbar/S Chart for Trainhrs
3.0SL=4.999
4
X=3.972
3
Means
5
-3.0SL=2.946
Subgroup 0
5
10
15
20
25
2
StDevs
3.0SL=1.695
1
0
Copyright ⓒ 2009 LANDKOREA
S=0.9339
-3.0SL=0.1729
877
877.
CONTROL
관리도 - 계량형
•C4, B4, B3 는 도표에서 3 표준편차를 계산하기 위한 상수들이다.
X bar & S 관리도의 계산 방법은 다음과 같다.
UCLX = X + 3sX = X + 3
S/c4
= X + A3S
n
S/c
LCLX = X - 3sX = X - 3 4 = X - A3S
n
CLX = X
UCLS = B4 S
LCLS = B3 S
CLS = S
X bar S 도표는 다음 경우에 X 와 R 도표 보다 유리하다.
-- 표본의 크기가 어느 정도 클 때
-- 표본 크기 n 이 유동적일 때
Copyright ⓒ 2009 LANDKOREA
878
878.
CONTROL
관리도 - 계수형
불연속(계수형)관리도
전형적으로 이산형 데이터를 사용한다.
합격/불합격 혹은 양/불량 정보
Commercial부문에 유용하다.
의사결정을 위해서는 많은 데이터가 필요하다.
Copyright ⓒ 2009 LANDKOREA
879
879.
CONTROL
관리도 - 계수형
PChart
1.
2.
3.
4.
Open the worksheet BPCAPA.MTW.
Choose Stat > Control Charts > P.
In Variable, enter C2. In Subgroup, C3
Click OK
P Chart for Unavaila
0.26
UCL=0.2555
0.25
Proportion
0.24
0.23
P=0.2264
0.22
0.21
0.20
LCL=0.1973
0.19
0
10
20
Sample Number
Copyright ⓒ 2009 LANDKOREA
880
880.
CONTROL
관리도 - 계수형
P-Chart예제 : 약속 준수율
● 영업 혁신추진팀에서는 왜 고객들이 회의시간을 어기는지에 대해서 알기를 원했고,
혁신 활동팀에서는 98년 1월 부터 Flexible Time제를
도입하여 과거의 데이터를 활용해서
다음과 같은 데이터를 얻었다.
● P 관리도를 사용하였으며, 전체 평균 시간 미준수율을 P라고 표기 했음.
● 월별 조사 데이터는 100건임.
약속 준수율
Year
1997
Month
7
8
9
10
11
% Failed
40
36
36
42
42
40
Year
12
1998
Month
1
2
3
4
5
6
% Failed
20
26
25
19
20
18
Month
7
8
9
10
% Failed
16
10
12
12
Copyright ⓒ 2009 LANDKOREA
881
881.
CONTROL
관리도 - 계수형
P-Chart예제 : 약속 준수율
P 관리도 공식 :
p=
np
N
UCL = p + 3
검사에서 발견된 불량품의 총수
(월별 시간 미준수 건수)
총 검사 갯수
(총 시간 미준수 건수)
p x (1-p)
,
n
LCL = p -3
p x (1-p)
n
p = 236/600 = 0.39333, 여기서 np = 40+36+36+42+42+40 = 236
97년의 6개월 간의 데이터를 기초로하면 총 데이터
건수는 600
1/2
UCL = 0.39333+3[(0.39333*0.60667)/100] = 0.539
1/2
LCL = 0.39333-3[(0.39333*0.60667)/100] = 0.246
Copyright ⓒ 2009 LANDKOREA
882
882.
CONTROL
관리도 - 계수형
P-Chart예제 : 약속 준수율
File Open : P – Chart.mtw
Stat > Control Chart > P chart
Copyright ⓒ 2009 LANDKOREA
883
883.
CONTROL
관리도 - 계수형
P-Chart예제 : 약속 준수율
관리 한계선은 1997년
데이터를 기준으로 설정 되었음.
●
관리도는 Flexible Time제의
실행이후 약속 미준수 건이
급격히 감소되고 있는 것을
보이고 있음.
●
새로운 방향 설정후 평균
39%에서 18%로 개선되고
있음을 알 수 있음.
●
Copyright ⓒ 2009 LANDKOREA
884
884.
CONTROL
관리도 - 계수형
NPChart
1.
2.
3.
4.
Open the worksheet BPCAPA.MTW.
Choose Stat > Control Charts > NP.
In Variable, enter C2. In Subgroup Size, 1000
Click OK
NP Chart for Unavaila
1
500
1
Sample Count
UCL=480.2
450
NP=433.2
400
LCL=386.2
1
0
10
20
Sample Number
Copyright ⓒ 2009 LANDKOREA
885
885.
CONTROL
관리도 - 계수형
Np-chart: 예시
입력 재료를 필터하는 바로 이전의 예를 다시 한번 들자. 셋업에 20개의 필터가 있는데 어떤
순간에도 그 중 16개는 작동해야만 하므로 np도표가 작동하는(혹은 작동하지 않는) 필터의 개수를
모니터 하는데 쓰일 수 있다.
NP C hart fo r filte rs
Sample Count
20
3.0SL=20.00
NP=19.15
19
• np 도표는 검사되는 집단 내에서
부적합하거나 불량한 단위의 실제 갯
수를 측정한다. np 도표는 p 도표와
같고 단지 차이점은 퍼센트가 아닌
실제 갯수 를 사용한다는 것이다.
검사된 항목의 수가 일정하므로 np
도표가 그려질 수 있다.
• np 도표의 공식은
18
n = 단위의 수
17
-3.0SL=16.44
16
0
10
20
30
S a m p le N um b e r
40
p = 불량한 단위의 수/단위의 수
중심선(center line) = np = 실제 기각된 수
UCLnp = np + 3 np (1-p)
LCLnp = np - 3 np(1-p)
Copyright ⓒ 2009 LANDKOREA
886
CONTROL
관리도 - 계수형
CChart
1.
2.
3.
4.
Open the worksheet BPCAPA.MTW.
Choose Stat > Control Charts > C.
In Variable, enter C4.
Click OK
C Chart for W eak Spo
1
10
Sample Count
UCL=8.732
5
C=3.29
0
LCL=0
0
50
100
Sample Number
Copyright ⓒ 2009 LANDKOREA
888
888.
CONTROL
관리도 - 계수형
C-Chart: 예시
장비의 메인 보드를 검사하여 Board 30장 당 납땜 불량 개수(결함수)를 기록하며
C관리도를 이용하여 관리 상태를 파악한다.
C C h a rt f o r p o rts
3 .0 S L =1 5 .8 7
Sample Count
15
10
C =7 .6 0 0
5
0
-3 .0 S L =0 .0 0 0
0
10
20
30
40
S a m p le N u m b e r
Copyright ⓒ 2009 LANDKOREA
889
889.
CONTROL
관리도 - 계수형
•C관리도는 서브그룹의 크기가 일정할 때 사용되며 부적합의 갯수가 도표화된다.
• C 관리도는 속성자료를 내어놓는 공정에 적합하다. (가다/가지 않는다 (Go/No Go)나
합격/불합격 타입의 자료들). C 도표는 단위 당 부적합을 나타내는 u 도표와 비슷하다.
·C 도표의 공식은
Center line = C = Average Count of Nonconformities
UCLc = C+3sc = C+3
LCLc = C-3sc = C-3
Copyright ⓒ 2009 LANDKOREA
C
C
890
CONTROL
관리도 - 계수형
UChart
1.
2.
3.
4.
Open the worksheet BPCAPA.MTW.
Choose Stat > Control Charts > U.
In Variable, enter C4. In Subgroup in , C5
Click OK
U Chart for W eak Spo
0.08
0.07
UCL=0.06904
Sample Count
0.06
0.05
0.04
0.03
U=0.02652
0.02
0.01
0.00
LCL=0
0
50
100
Sample Number
Copyright ⓒ 2009 LANDKOREA
892
892.
CONTROL
관리도 - 계수형
U-Chart: 예시
중요한 x 는 전화응답에 배정된 직원들의 수이다. 직원의 수는 전화가 걸려 오는 수에
따라 달라져야 한다는 사실이 밝혀졌다. 전화가 걸려 오는 수는 일주일 중 무슨
요일이냐에 따라 달라진다는 것도 밝혀졌다.
단순히 날짜에 따른 직원의 수를 기록한다면(c 도표) 관리도내에서 요일에 따르는 패턴
및 outlier를 나타낼 수 있으므로 u 도표는 전화가 걸려 오는 수를 고려한 직원의
수를 사용한다.
U c h a r t f o r S ta f f b y D a y - V o lu m e F a c to r
50
Sample Count
3 .0 S L = 4 4 .6 3
40
U = 3 0 .1 8
30
20
- 3 .0 S L = 1 5 .7 3
10
0
10
20
30
40
50
S a m p le N u m b e r
Copyright ⓒ 2009 LANDKOREA
893
893.
CONTROL
관리도 - 계수형
•서브그룹의 크기가 그룹마다 다르면 속성자료에 대해서 u 도표가 쓰여야 한다. 단위 당
부적합의 수가 도표화된다.
• U 도표는 c 도표와 매우 유사한데 차이점은 c 도표는 고정된 단위의 숫자 당 부적합의 수를
도표화한다는 점이다.
• U 도표의 공식은
중심선 = U =
총 부적합 갯수
가능한 경우의 갯수
UCLu = U+3u = U+3 U/n
LCLu = U-3u = U-3 U/n
Copyright ⓒ 2009 LANDKOREA
894
CONTROL
관리도
관리한계를 재계산해야 하는시점
(1)
아니오
자료가 과거보다 명확하게 다른 종류의 행동을
보여 주는가?
새로운 한계에 대한 필요가 없음
예
(2)
이 변화에 대한 원인이 알려졌는가?
아니오
예
(3)
아니오
새로운 공정의 변화가 바람직한가?
예
(4)
한계를 조정하기보다는
변화의 원인을 찾아야
한다.
아니오
새로운 공정의 변화가 계속되리라고 기대하는가?
예
공정의 변화 이후 수집된 자료에 근거하여 한계를
수정한다.
Copyright ⓒ 2009 LANDKOREA
896
896.
CONTROL
관리도
SPC의 함정
• 무조건설명서에서 지시하는 대로만 따르는 경우
- SPC 도표를 완전히 관리 불가능한 공정에 적용하는 경우.
- 한번에 너무나 많은 SPC 규칙들을 사용하는 경우
• 자료를 보지 않는 경우
- 그냥 보는 것만으로도 많은 것을 배울 수 있다
• 도표를 무시하는 경우
- <이상상태> 를 나타내는 신호들이 , 공정이 주어진 Spec/한계를 만족시키기만 하면 무시되는
경우가 종종 있다.
SPC 도표 사용을 시작하기 전에 ,*공정과 자료 를 보라 . 공정이 완전히 통제 불능인
것처럼 보이는 경우에는, 명백한 원인들부터 고쳐 나가라(유지보수, . . . ) .
도표를 무시하는 경우:
도표에 의존하지 않을 작정이었다면, 도표는 무엇 때문에 그리는가?
Copyright ⓒ 2009 LANDKOREA
897
897.
CONTROL
관리도
SPC의 함정
• 잘못된서브그룹 설정
- 여러 세트의 실험실 자료를 서브그룹으로 사용하는 경우
- 연속적인 공정 자료를 서브 그룹화 하는 경우
- 불연속자료에 잘못된 서브그룹 크기를 사용하는 경우
• 통계적인 문제를 무시하는 경우
- 시간에 걸친 상관 (correlation)
- 다중 변인 분석적인 측면
• <우연 원인>변산 과 <특별 원인>변산 사이의 차이점을 이해하지 못하는 경우
Copyright ⓒ 2009 LANDKOREA
898
898.
CONTROL
관리도
요약
만약 우리가 올바른CTQ를 선택했다면, 그리고,
만약 CTQ 가 내부 y로 변화 가능하다면; 그리고,
만약 y와 관련된 중요한 관리 가능한 x 들이 발견되었다면; 그리고,
만약 중요한 x 들의 관리 한계가 설정되었다면;
그렇다면 중요한 x를 관리한계 내에서 유지하기 위해 SPC를 사용함으로써
CTQ 가 달성되고 고객이 만족하게 된다!
Copyright ⓒ 2009 LANDKOREA
899
899.
CONTROL
관리도
부록
서브그룹
내에서의
관찰치의
수 n
관리도 상수들
X(R)도표를
위한요인들
A2
R도표를 위한 요인들
하위통제
한계
D3
상위통제
한계
D4
편차를
추정하기
위한요인
d2
X(S)도표를
위한 요인들
C4
S 도표를 위한 요인들
하위 통제
한계
B3
상위통제
한계
B3
과정표준편차를
추정하기위한
요인
d2
1
2.66
2
1.88
0
3.27
1.128
0.7979
0
3.267
1.128
3
1.02
0
2.57
1.693
0.8862
0
2.568
1.693
4
0.73
0
2.23
2.059
0.9213
0
2.266
2.059
5
0.58
0
2.11
2.326
0.9400
0
2.089
2.326
6
0.48
0
2.00
2.534
0.9515
0.030
1.970
2.534
7
0.42
0.08
1.92
2.704
0.9594
0.118
1.882
2.704
8
0.37
0.14
1.85
2.847
0.9650
0.185
1.815
2.847
9
0.34
0.18
1.82
2.970
0.9693
0.239
1.761
2.970
10
0.31
0.22
1.78
3.078
0.9727
0.284
1.716
3.078
Copyright ⓒ 2009 LANDKOREA
900
이것만은 기억하자 !
핵심
Point
1.Control
- 프로젝트의 문서화를 통한 확산과 발생되는 문제를 관리하기 위한 관리도의 학습과 정의.
2. Control 진행단계
- 관리계획 수립
- 관리계획 실행
- 문서화 및 확산
3. 분석방법
- 관리계획서
- 계량형 관리도
- 계수형 관리도
Copyright ⓒ 2009 LANDKOREA
903































































































































































































![MEASURE
정확도 평가
선형성 예제
1
2.00
2.30
2.20
2.10
2.20
2.10
2.30
2.10
2.20
2.00
2.40
2.19
0.40
0.19
2
4.00
4.40
4.10
3.90
3.80
4.30
4.30
4.20
3.80
4.00
3.90
4.07
0.60
0.07
3
6.00
6.30
6.50
6.20
5.90
6.40
6.60
6.70
6.30
6.60
6.30
6.38
0.80
0.38
4
8.00
8.00
7.50
8.60
8.20
8.30
7.50
7.70
7.60
7.80
7.80
7.90
1.10
-0.10
5
10.00
9.70
9.80
9.90
10.10
10.30
9.60
9.80
9.40
9.50
9.70
9.78
0.90
-0.22
Le lo( e.s 1*0
inP t n ta01)
w
v c
y .3- .0*+s
= 604x p
01 9e
05
.4
00
.3
05
.1
VAR2
PART
REFERENCE
1
2
3
4
5
6
7
8
9
10
MEAN
RANGE
BIAS
00
.0
- .1
05
- .3
00
1
3
5
7
VR
A1
· 선형성(Linearity) = [기울기]
Process Sigma = 0.049
· % 선형성(Linearity) = [선형성/총공정 변동]
Copyright ⓒ 2009 LANDKOREA
6 = 0.294
100 = 4.9%
192
9
1
1](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-192-320.jpg)





![MEASURE
Gage R&R
간편법의 사례
부품
1
2
3
4
5
(Tolerance = 20)
측정자A
4
3
6
5
9
측정자B
2
4
7
7
8
범위총합
평균범위(R)
│범위(A-B)│
2
1
1
2
1
7
1.4
• 평균 범위 = Σ R / 5 = (R) = 7 / 5 = 1.4
• Gage 오차 (Gage R&R) = (5.15) *[ (R) / d2 ] = [(5.15) / (1.19)] (1.4) = 6.1
• 허용오차에 대한 %Gage R&R = (Gage R&R / Tolerance) x 100 = (6.1 / 20) x 100 = 30.5%
• 주의: 간편법에서는, 반복성과 재현성이 분리될 수 없다.
Copyright ⓒ 2009 LANDKOREA
198](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-198-320.jpg)





















































![MEASURE
계량치 Data 공정능력 분석
Z Bench 란?
어떤 공정 특성치에 대하여 우리가 양쪽 Spec으로, 즉 USL, LSL 로 관리 하고 있다면, 양쪽
Spec을 벗어나는 불량을 동시에 고려해 주는 Z 값을 계산해 줄 필요가 있다. 그래서, Z
현 공정이 가지고 있는 전체 불량을 나타내는 지수로 쓰인다. Z
Bench
Bench
는 ZUSL 와 ZLSL 을 계산
했을 때 추정되는 불량률을 합한 전체 불량 율을, 다시 Z 값으로 나타낸 값이다.
LSL
USL
[예제1] 에서
Z Bench Z ( p ( d )USL p ( d ) LSL )
= Z ( 0.1190 + 0.0174 )
= Z ( 0.1364 )
= 1.0966
Z Bench Z ( p ( d )USL p ( d ) LSL )
Copyright ⓒ 2009 LANDKOREA
253
는](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-252-320.jpg)
![MEASURE
계량치 Data 공정능력 분석
공정 능력 지수의 결정
양쪽 스펙
단기 공정 능력
CP
(USL LSL)
C pk min[
^
6 *
Z st
한쪽 스펙( USL )
st
USL LSL
^
st
USL X X LSL
,
]
^
^
3 *
st
3 *
st
3* C p
C pk
Z st
2*
USL X
^
3 *
st
USL X
^
st
3 * C pk
장기 공정 성과
PP
(USL LSL)
^
6 *
Ppk min[
lt
USL X X LSL
,
]
^
^
3*
lt
3*
lt
Z lt Z Bench,lt Z Bench Z ( p ( d ) p ( d ) )
USL
LSL
Copyright ⓒ 2009 LANDKOREA
Ppk
Z lt
USL X
^
3 *
lt
USL X
^
lt
254
3 * Ppk](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-253-320.jpg)
![MEASURE
계량치 Data 공정능력 분석
공정 능력지수 요약
산포만을 고려
단기
표준 편차
산포와
중심의 위치를 고려
Cp
Zst
Cpk
[한쪽 스펙인 경우]
Pp
장기
표준 편차
[사용되지 않음]
Ppk
Zlt
공장
정기
이간
동에
의
정걸
도친
프로세스가 중심에 위치하는 정도
• 위의 두 Block에서 값들간의 큰 차이는 프로세스가 Target 상에 있지 않음을 가리킨다. 이 때는
평균을 Target 에 가까이 위치시키기 위한 노력이 필요해진다.
• 오른쪽 두 Block에서의 값들간의 큰 차이는 장기간에 걸쳐 프로세스가 이동 (Shift)하고 있음을
가리킨다. 프로세스 관리가 개선되고 있음을 알 수 있다.
• 위의 왼쪽 Block과 아래 오른쪽 Block 간의 큰 차이는 무엇을 말하는가?
Copyright ⓒ 2009 LANDKOREA
255](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-254-320.jpg)










































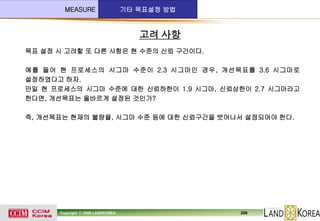


















































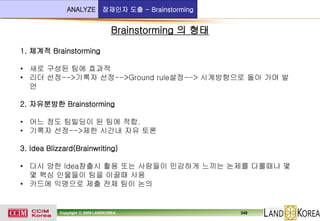


















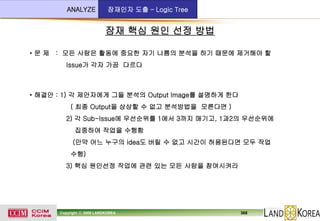






































































































































![ANALYZE
분산 분석
원 데이터 : 랜덤화를 통하여 얻은 결과
인자 A
인자 B
M 사 (B1)
Q 사 (B2)
P 사 (B3)
180C(A1) 190C(A2)
97.6
97.3
96.7
98.6
98.2
96.9
200C(A3)
99.0
98.0
97.9
210C(A4)
98.0
97.7
96.5
Minitab 을 이용한 데이터 분석
[Step1]: Minitab의 실행→ Table값을 입력
Copyright ⓒ 2009 LANDKOREA
504](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-503-320.jpg)
![ANALYZE
분산 분석
[Step 2] Stat → ANOVA→ Two-Way 를 선택
선택 시 각 수준별 평균 추정값을
화면출력
선택 시 WorkSheet에 ‘잔차’를
계산한 새로운 열이 추가됨
선택 시 교호작용을 빼고 ANOVA
모형을 적합
잔차 도시
Copyright ⓒ 2009 LANDKOREA
505](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-504-320.jpg)
![ANALYZE
분산 분석
[STEP 3] : 분산 분석 결과
유의수준 α=0.05에서 각 수준의 p-value< α
=0.05 이므로 각 수준에 대하여 귀무 가설
기각. 즉 두인자 모두 유의
각 수준별 구간 추정값
※ 분석된 결과를 보면, 반응 온
도는 200C 에서, 원료는
M사의 제품을 이용하는 것이
가장 높은 수율을 기대할 수 있
을 것이다.
Copyright ⓒ 2009 LANDKOREA
506](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-505-320.jpg)
















![ANALYZE
회귀 분석
• (y에 대한 )총 제곱합 (total sum of squares)의 분해
최소제곱 모형으로 설명되는 차이
∑ (yi
− y )2 =
i
∑
ˆ
( yi − yi )2 +
i
(SST)
∑
ˆ
( yi − y )2
i
(SSE)
(SSR)
관측치의 평균에 대한 차이
(y와 x가 무관하지 않아서 생기는 차이 + y자체 산포에 의한 차이 [관측오차 등등])
• 결정 계수 (coefficient of determination)
R-squares = SSR / SST
Copyright ⓒ 2009 LANDKOREA
523](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-522-320.jpg)










![ANALYZE
회귀 분석
회귀분석 결과를 Graph로 시각화하여 나타냄
• 메뉴
Stat> Regression> Fitted Line Plot...
Response[Y]: Thickness, Predictors[X]: Time
Type of Regression Model ⊙Linear
<Options...>
Display Options □Display confidence bands, □Display prediction bands,
Confidence level: 95.0
Copyright ⓒ 2009 LANDKOREA
534](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-533-320.jpg)


![ANALYZE
회귀 분석 – 잔차 분석
예를 들어, 잔차의 그래프가 아래와 같은 형태를 가질 경우 회귀모형이 적절치 않을 수 있음을 알 수 있다.
잔차
잔차
×
× × ×
×
×
× ×
×
×
×
×
×
×
×
×
×
① 폭이 넓어지는 형태
×
잔차
×
×
×
×
×
×
×
② 직선적으로 증가하는 형태
×
×
×
×
×× ×
×
×
×
③ 곡선의 형태 (concave)
(ii) Time sequence plots (잔차의 독립성 검정[time effect 조사] 및 기타) :
y를 얻은 시간 순서에 따라 잔차를 도시. 도시결과에 대한 해석은 다음과 같이 정리될 수 있다.
① 분산이 constant하지 않고 시간에 따라 증가한다.
② 시간을 독립변수로 회귀모형에 포함시켜야 한다 (단, 선형모형).
③ 상정한 회귀모형에 시간에 대한 선형항 (linear terms) 및 제곱항 (quadratic term)이 함께
포함되어야 한다.
Copyright ⓒ 2009 LANDKOREA
537](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-536-320.jpg)


![ANALYZE
다중 회귀 분석
Open the worksheet EXH_REGR.MTW.
예제) 태양열 에너지 실험의 일환으로 집으로부터 총 열전도를 측정하려 한다.
총 열전도가 절연에 의해 또는 동,남,북 방향의 위치에 의해 또는 일자별 시간에 의해
예측될 수 있는지를 실험하고자 한다.
그 측정결과를 가지고 Multiple Regression을 실시하고자 한다.
[Step1] 데이터 입력
반응치(Heat Flux)의
데이터 값을 보여 준다.
Copyright ⓒ 2009 LANDKOREA
독립 변수들의 각
데이터 값을 보여
준다.
540](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-539-320.jpg)
![ANALYZE
다중 회귀 분석
[Step2] 모형의 구성
반응치(Heat Flux)를 선택한
다.
독립변수에는 각 방향 (동,남,
북)을 선택한다.
변수가 세 개 이므로
Multiple Regression이다
잔차 그래프
적합결여 검정등의 특정 분석을
실시
특정 분석 결과 (관련 통계량)를 Session 창에 출력
분석된 결과를 Worksheet의 특정 열을
저장시켜줌.
Copyright ⓒ 2009 LANDKOREA
541](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-540-320.jpg)
![ANALYZE
다중 회귀 분석
[Step3] Graphs의 선택사항
잔차 분석에 사용될 잔차의 종류 선택
잔차에 대한 히스토그램
잔차의 정규분포 도시
잔차 Vs 회귀식에 의한 Y추정치 도시
잔차를 해당 Y의 관측순서에 따라 도시
Copyright ⓒ 2009 LANDKOREA
542](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-541-320.jpg)
![ANALYZE
다중 회귀 분석
[Step4] Options의 선택사항
가중 회귀 분석을 위한 가중치가
저장된 열의 지정
표시하지 않으면 절편이 없는
회귀모형을 적합
적합 결여 검정 실행
잔차들의 자기상관을 검출하고자
할 때 check. 이 값이 4에
가까우면 음의 자기상관, 0에
가까우면 양의 자기상관이
있다고 볼 수 있다.
Durbin-Watson test는
1차 자기상관 절차에 의해
발생된다.
회귀식에 의해 Y값을 추정하고 싶은
X값을 입력
Copyright ⓒ 2009 LANDKOREA
543](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-542-320.jpg)
![ANALYZE
다중 회귀 분석
[Step5] 회귀식 분석 결과
선형 회귀모형식
Y = β 0 + β1 x1 + β 2 x2 + ... + β k xk + ε
절편값 =
β0
각 독립변수의 회귀계수 값
=
β1 , β 2 , β 3
결정계수와 조정된 결정계수 값
회귀식은 유의함. 즉 각 독립변수의
회귀계수 모두가 0이 아님.
Copyright ⓒ 2009 LANDKOREA
544](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-543-320.jpg)
![ANALYZE
다중 회귀 분석
[Step6] 잔차의 정규성 검사
히스토그램 : 데이터의 분포가 종형으로 되어 있고
평균을 중심으로 좌우대칭 형태로 데이터가
분포되어 있으므로 어느 정도 정규성이 있다고
할 수 있다
잔차 plot : 어느 정도 선형식에 맞는 것으로
판단되지만 타점 된 점들 중에서 일반 점들과
벗어난 이상치가 두 개 있는 것으로 나타났다
Copyright ⓒ 2009 LANDKOREA
545](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-544-320.jpg)
![ANALYZE
다중 회귀 분석
[Step7] 독립성 검정
약간 Flucuation하는 형태를 띠며, 독립성에
문제가 있어 보인다.
[Step8] 등분산성 검정
다른 것에 비해 이상치로 보여지는 데이터 값
이상치로 보여지는 것을 제외하면 등분산성에
크게 문제가 없어 보임.
Copyright ⓒ 2009 LANDKOREA
546](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-545-320.jpg)

































































































![IMPROVE
실험계획법 – 2k 요인배치법
Interaction Effect (교호효과)
■ 교호효과의 정의:
· 한 인자가 결과값에 미치는 영향이 다른 인자의 수준에 따라 달하지는 경우 교호효과가
존재한다고 한다.
· 인자 A와 B사이의 교호효과는 A*B, AxB , AB 등으로 표시한다.
■ 교호효과 계산
교호효과 A*B = (효과 B|AHi – 효과 B|ALo )/2 = [(52 - 40) - (30 - 20)]/2 = +1
이를 정리하면 [(52 + 20) - (30 + 40) ]/2 = +1로도 쓸 수 있다.
A
B
A*B
결과
+
+
+
+
+
+
20
40
30
52
Hi
30
52
20
40
B
Lo
Lo
Copyright ⓒ 2009 LANDKOREA
A
Hi
644](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-643-320.jpg)















































![IMPROVE
반응표면실험 - 중심합성계획
중심합성계획(Central Composite Design)
중심합성계획은 실험의 횟수가 적기 때문에 실험의 비용이 적으며, 연속실험(Sequential
Experiment)이 가능하다. 즉, 2N 요인실험 후 실험의 보완이나 최적화를 위하여 중심점과 축점에서
2차로 추가하는 실험이 가능하다.
• 중심합성계획의 실험수: 요인실험 수 + 축점수 + 중심점 실험수 = 2N + 2N + n0 (N; Factor 수)
• 축점(Axial Point) a의 계산:
a =[요인실험 수]
1
4
Number of Factors in Number of points in
Factorial Matrix
the Box
2
2
(2/4)
= 1.414
8 (2 )
3
2
(3/4)
= 1.682
4
2
(4/4)
= 2.000
5
2
(5/4)
= 2.378
6
2
(6/4)
= 2.828
2
4 (2 )
3
4
16 (2 )
5
32 (2 )
6
64 (2 )
Copyright ⓒ 2009 LANDKOREA
Scaled value for a
relative to 1
693](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-692-320.jpg)







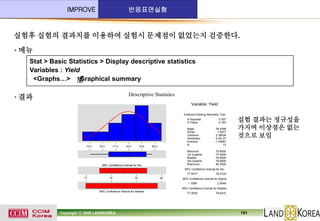








![IMPROVE
반응표면실험
앞의 예에서 Multiple Response Optimizer의 사용 예를 적용해 보면,
· 메뉴
Stat > DOE > Multiple response optimizer…
Slected : Yield
<Setup…> Lower : 70, Target : 80, Higher : 90
· 결과
Hi
Cur
Lo
Contour Plot of Yield
Temp
182.0711
[175.8907]
167.9289
Yield
Targ: 80.0
y = 80.0000
d = 1.0000
75
76
77
78
79
80
180
Temp
Optimal
D
1.0000
Time
92.0711
[85.0]
77.9289
175
170
80
85
90
Time
Copyright ⓒ 2009 LANDKOREA
710](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-709-320.jpg)





























































![CONTROL
관리계획 수립 및 실행
예: EMEA - 안전
Error Modes and Effects Analysis
모든 outbound • 허리부상
콘테이너를
• 떨어진 콘테
이너에 의한
4.2.1 송출장소에
한꺼번에 모음 발부 위의
부상
정확한 파레
트(pallet) 크
4.2.2 기 결정
야적장소에
비어있는
4.2.3 파레트가
배치됨
• 무리한 운송 • 허리부상,
• 하역의 원칙 시간 손
이 지켜지지 실, 보험
않음
료
• 묶는 끈이
세게 조여
지면 우편
물을 손상
시킴
• 적재의 원칙 • 들어올려지
이 지켜지지 는 순간
콘테이너가
않음
떨어짐
• 묶는 방법
에 대한 방
법이 명확
하지 않음
Copyright ⓒ 2009 LANDKOREA
• 손가락 부
상, 우편물
손상
효과정도
(Degree of Effort)
0
+
2
2
0
+
2
2
2
+
3
5
0
+
1
1
0
+
1
1
4
3
합계
효과
(Effect)
• 들어올릴
• 공급자의
• 규격외의
파레트가 사용 파레트 보관 때 콘테이
됨
너 가장자
리의 팔레
트가 떨어
짐
• 파레트가
• 허리와
• 가득찬
90도
손부상, 시간
파레트가
뉘어짐수작업을
손실,
리프트 트럭 보험료와
통해 90도
세워짐
의 접근 불가 재작업 비용
2층 이상으로 • 2층이 시작
되기
콘테이너를
전에1층이
4.2.4 팔레트에
완성 되지
적재하지
않음
말아야함
수송차에 리
프트 트럭을
4.2.5 이용하여 안
전하게 적재
원인
(Cause)
파악정도
오류
(Error)
배달과
배달과 접수의 Cycle Time단축 사례
심각정도
프로세스
절차
(Process
Step)
설명:
빈도
절차 #
Error Mode Effect Analysis
(EMEA)
9
발생방지 수단[방지측정]
(Occurrence Prevention
[Countermeasur])
• 우편실을 위해 모든 제품을 운반할
수 있는 기기의 구입
• 새로운 안전 홍보영화에 새로운
항목의 추가
• 규격외의 팔레트를 점검후 공급자에게
반환
1
1
4
• 팔레트 배치 절차의 개선과 명확화
• 새로운 안전 홍보영화에 새로운
항목의 추가
4
1
10
• 적재 방법의 개선과 명확화
1
1
3
• 적재 방법의 개선과 명확화
2
1
4
773](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-772-320.jpg)















































































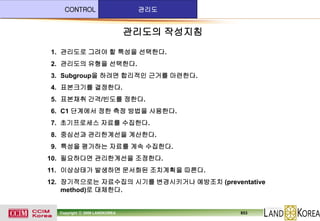




























![CONTROL
관리도 - 계수형
P-Chart 예제 : 약속 준수율
P 관리도 공식 :
p=
np
N
UCL = p + 3
검사에서 발견된 불량품의 총수
(월별 시간 미준수 건수)
총 검사 갯수
(총 시간 미준수 건수)
p x (1-p)
,
n
LCL = p -3
p x (1-p)
n
p = 236/600 = 0.39333, 여기서 np = 40+36+36+42+42+40 = 236
97년의 6개월 간의 데이터를 기초로하면 총 데이터
건수는 600
1/2
UCL = 0.39333+3[(0.39333*0.60667)/100] = 0.539
1/2
LCL = 0.39333-3[(0.39333*0.60667)/100] = 0.246
Copyright ⓒ 2009 LANDKOREA
882](https://image.slidesharecdn.com/520116sigma-120918195314-phpapp02/85/2011-6sigma-DMAIC-881-320.jpg)



















































![[5분특강] 6시그마를 적용한 IT 서비스 개선](https://cdn.slidesharecdn.com/ss_thumbnails/5-6-it2364-111005200151-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)



![6sigma 혁신활동의 실제기업사례[lg텔레콤(close loop power control)]](https://cdn.slidesharecdn.com/ss_thumbnails/6sigmalgcloselooppowercontrol-120918201140-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)










![[STP] "wii"](https://cdn.slidesharecdn.com/ss_thumbnails/20090514wiistp-101027234748-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)
![[Stp]닌텐도wii](https://cdn.slidesharecdn.com/ss_thumbnails/stpwii-101027124425-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
![[창업&예비창업자] 사업계획서 작성 실무](https://cdn.slidesharecdn.com/ss_thumbnails/ss-160211073959-thumbnail.jpg?width=640&height=640&fit=bounds)














![[비즈니스 모델 디자인과 린스타트업 활동] 7주차. 나의 비즈니스모델 디자인](https://cdn.slidesharecdn.com/ss_thumbnails/2007247-241228023423-086dd7e3-thumbnail.jpg?width=640&height=640&fit=bounds)
![[특강] 경영전략의 기초, 이 정도는 알아두자](https://cdn.slidesharecdn.com/ss_thumbnails/random-110613084338-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


