Download as PDF, PPTX

![Chain locker
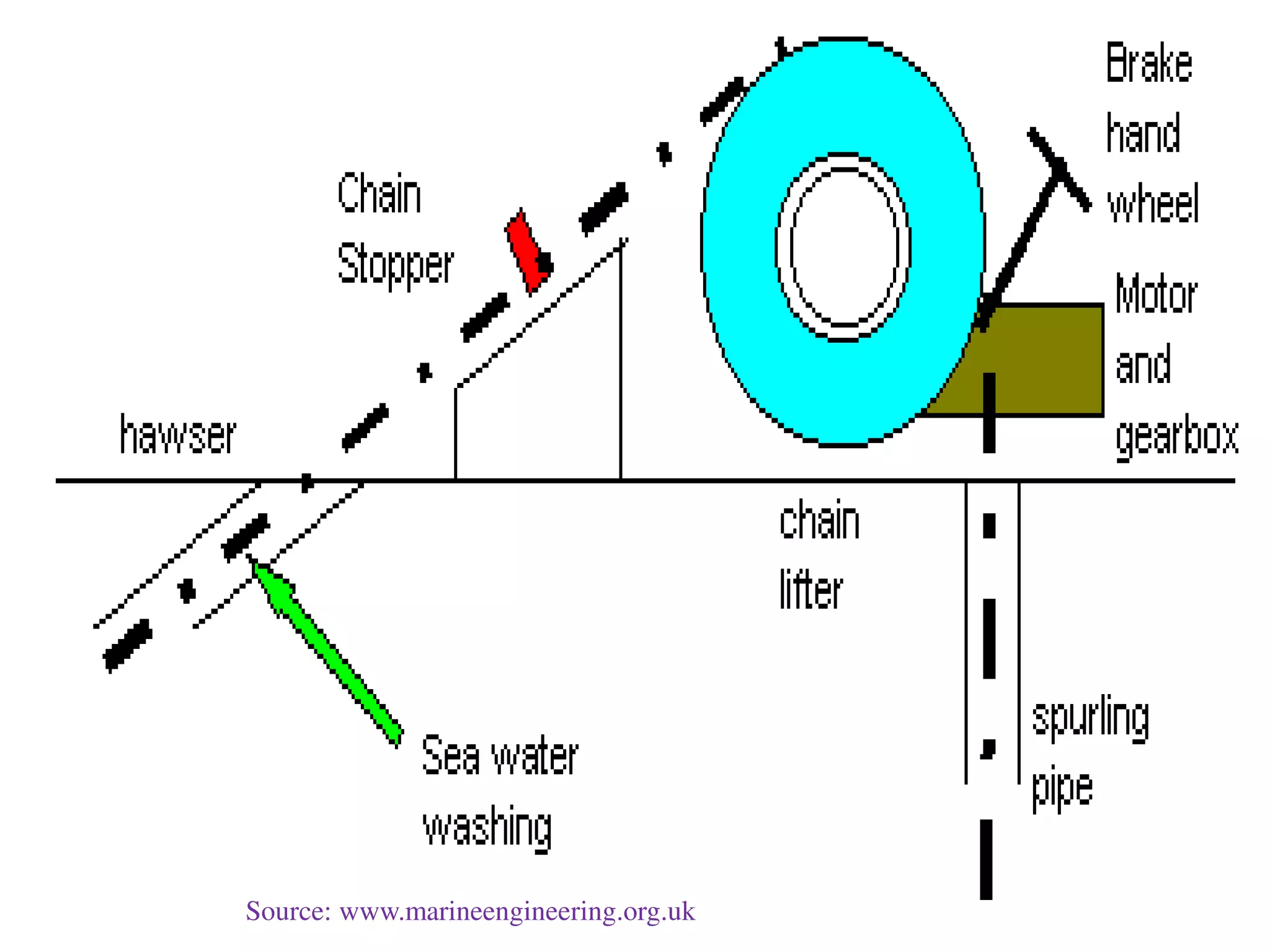
• A false bottom is fitted to the chain locker consisting of a perforated plate.
This allows water and mud to be removed from the space. The end of the
chain is attached to the hull by a quick release mechanism known as the
'bitter end'.
• The strength of the 'Bitter End' fixing arrangement for a moderately large
vessel is in the region of 6 Н tons, this will not be sufficient to prevent a
run away unbraked chain. The arrangement must be easily accessible.
• The proof load for the windlass (the load the windlass must withstand
without being pulled from the deck) is given by;
• 6.18 dc2 (44 + 0.08dc) [kN]
• Where dc is the diameter of the chain metal .
• This will prove that it is strong enough. It must also be as strong as the
braking load on the cable.
• The windlass must be capable of pulling the anchor from a depth of 25%
of the total cable carried, i.e. 50% of the length of chain on one side
• It should be capable of lifting the anchor from 82.5m to 27.5m at 9m/min](https://image.slidesharecdn.com/shipconstructionstructure-150404222633-conversion-gate01/75/Ship-Construction-Structure-Part-43-2048.jpg)
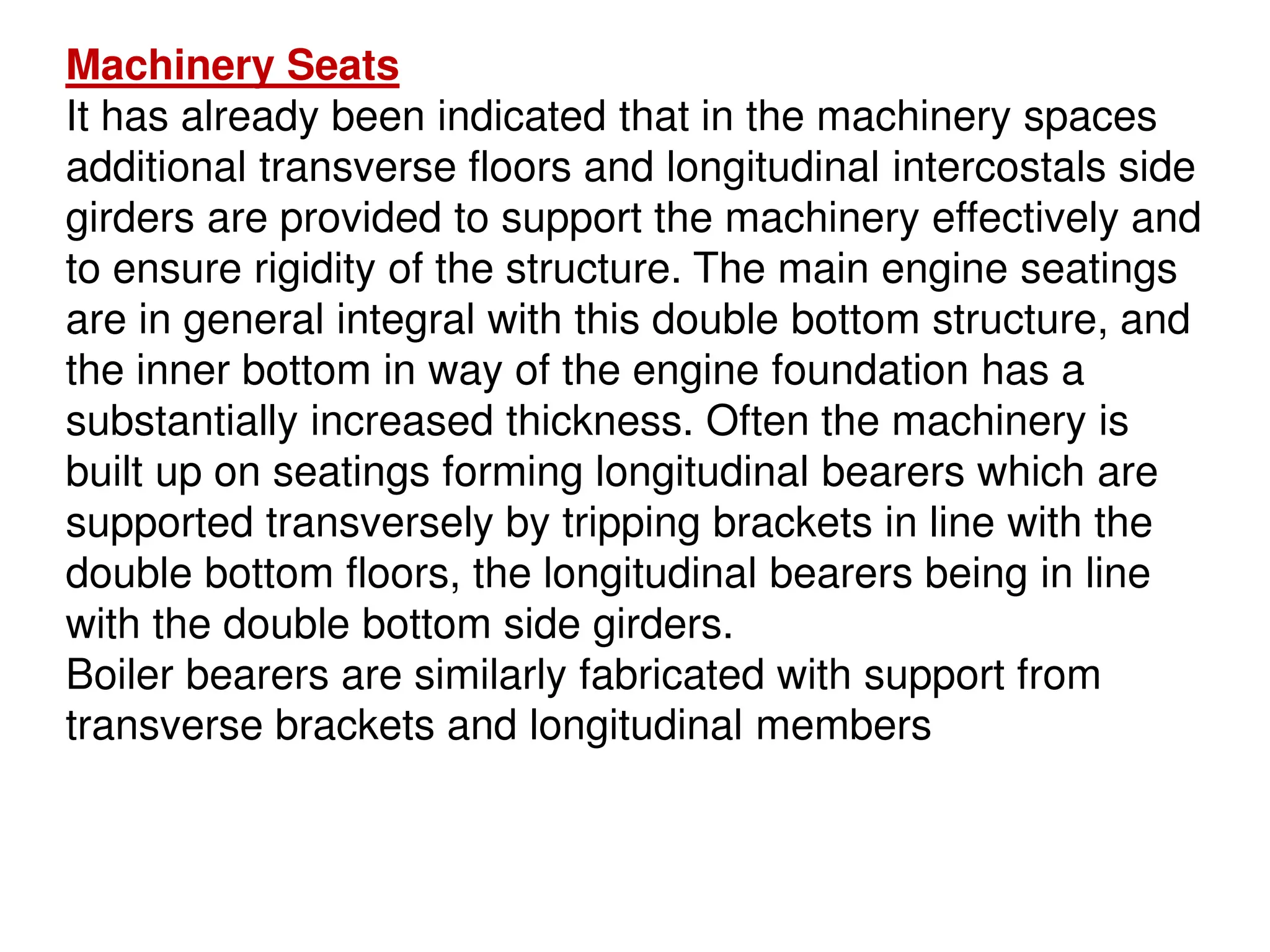
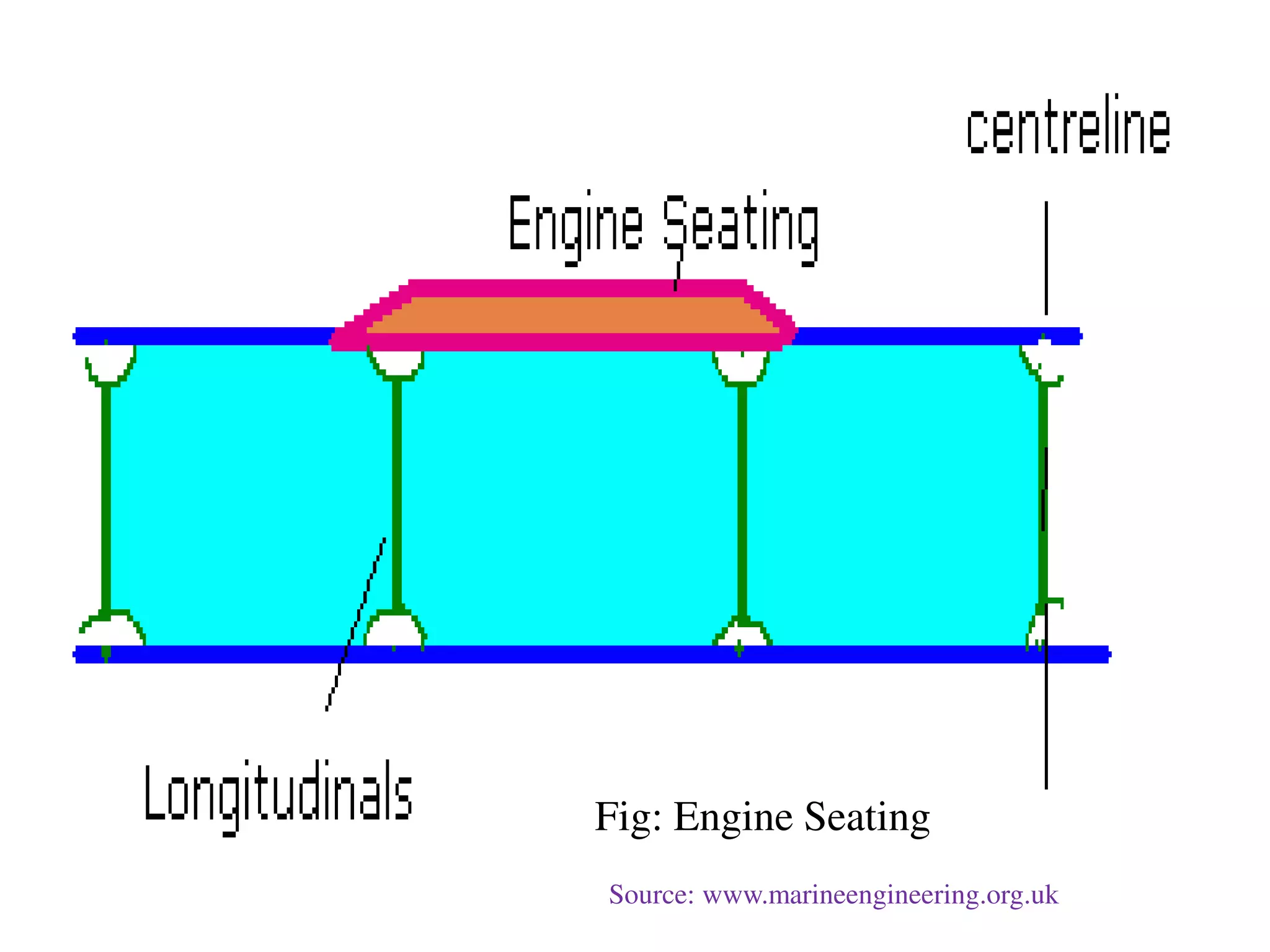
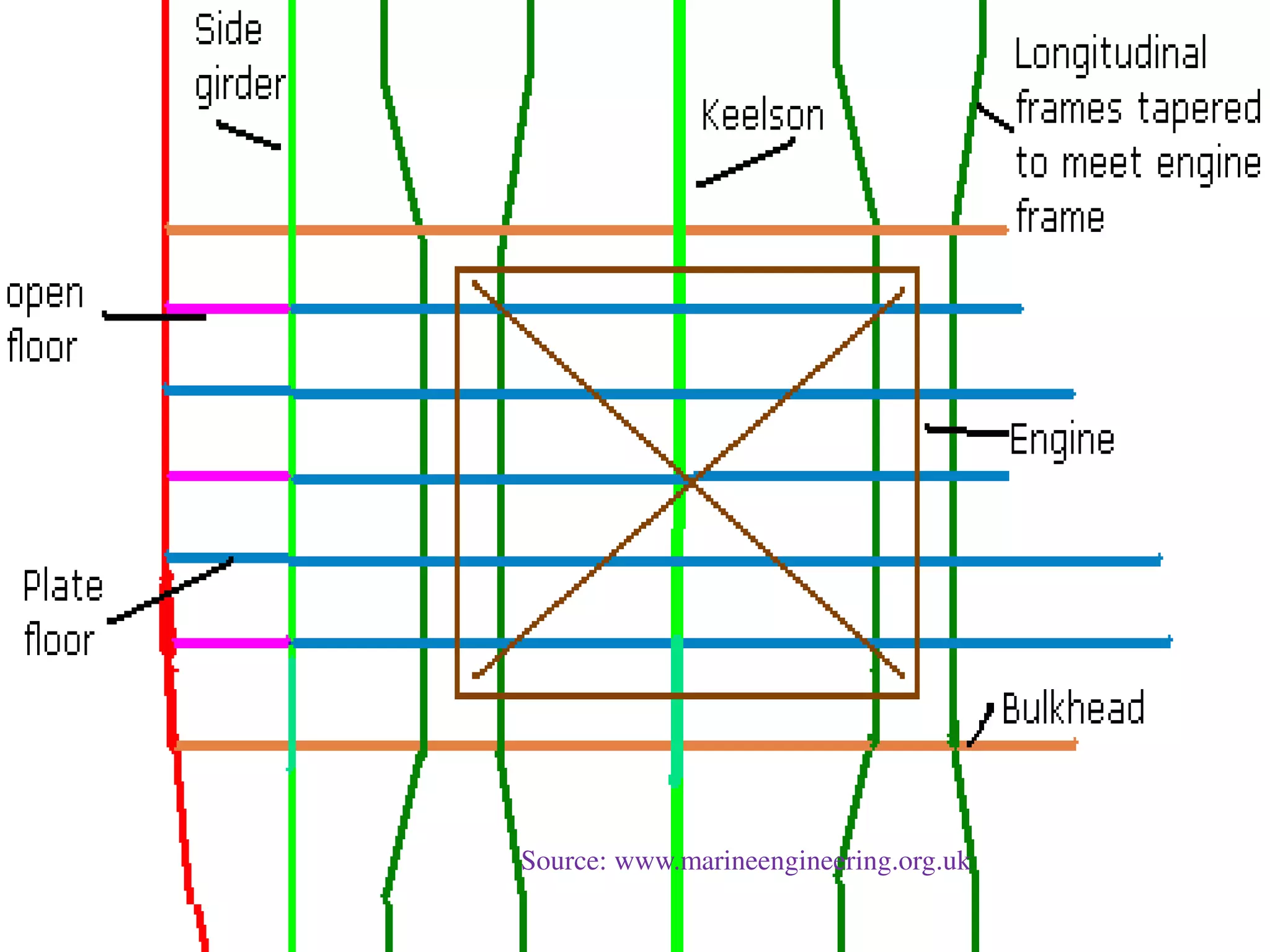
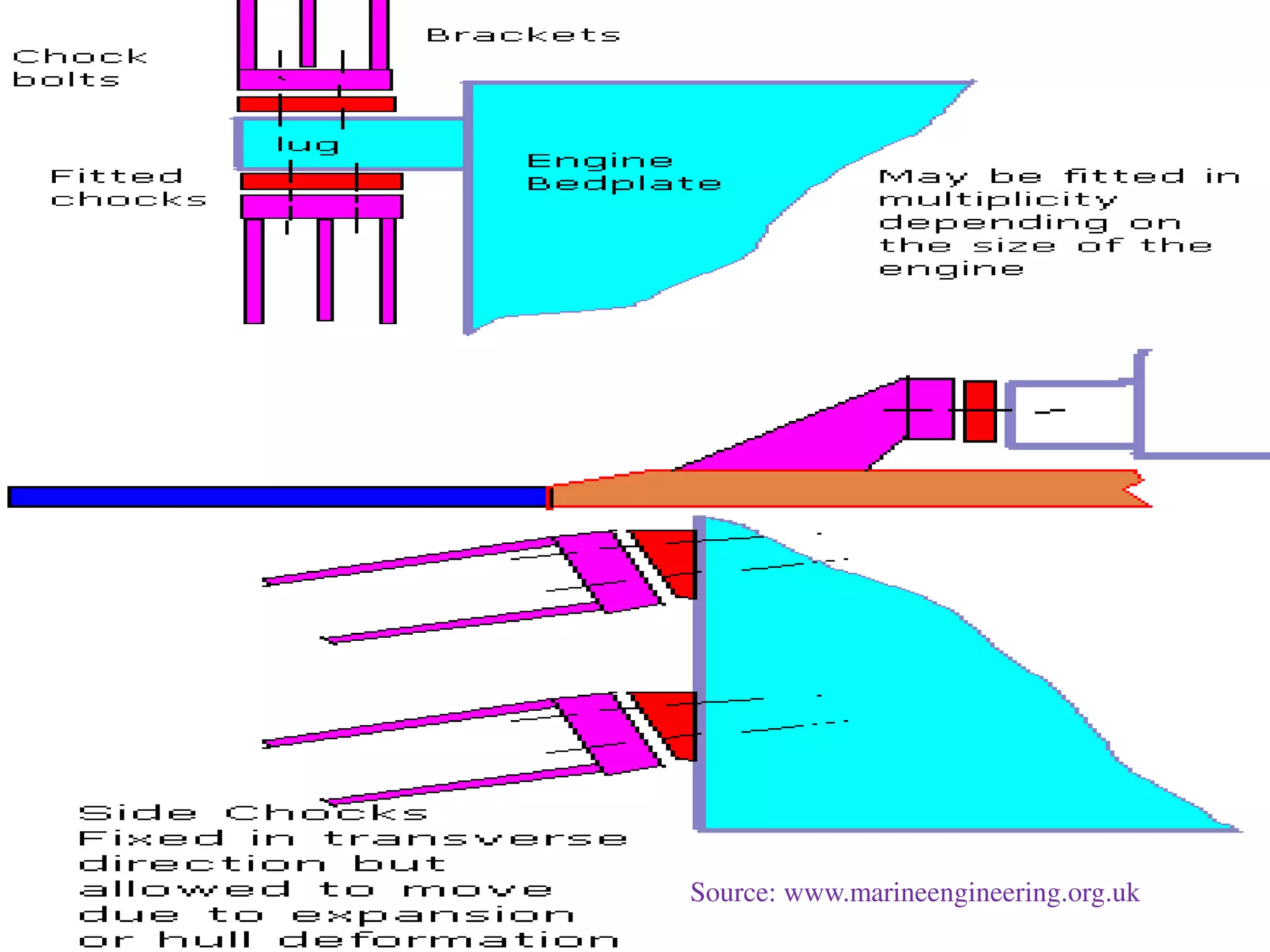
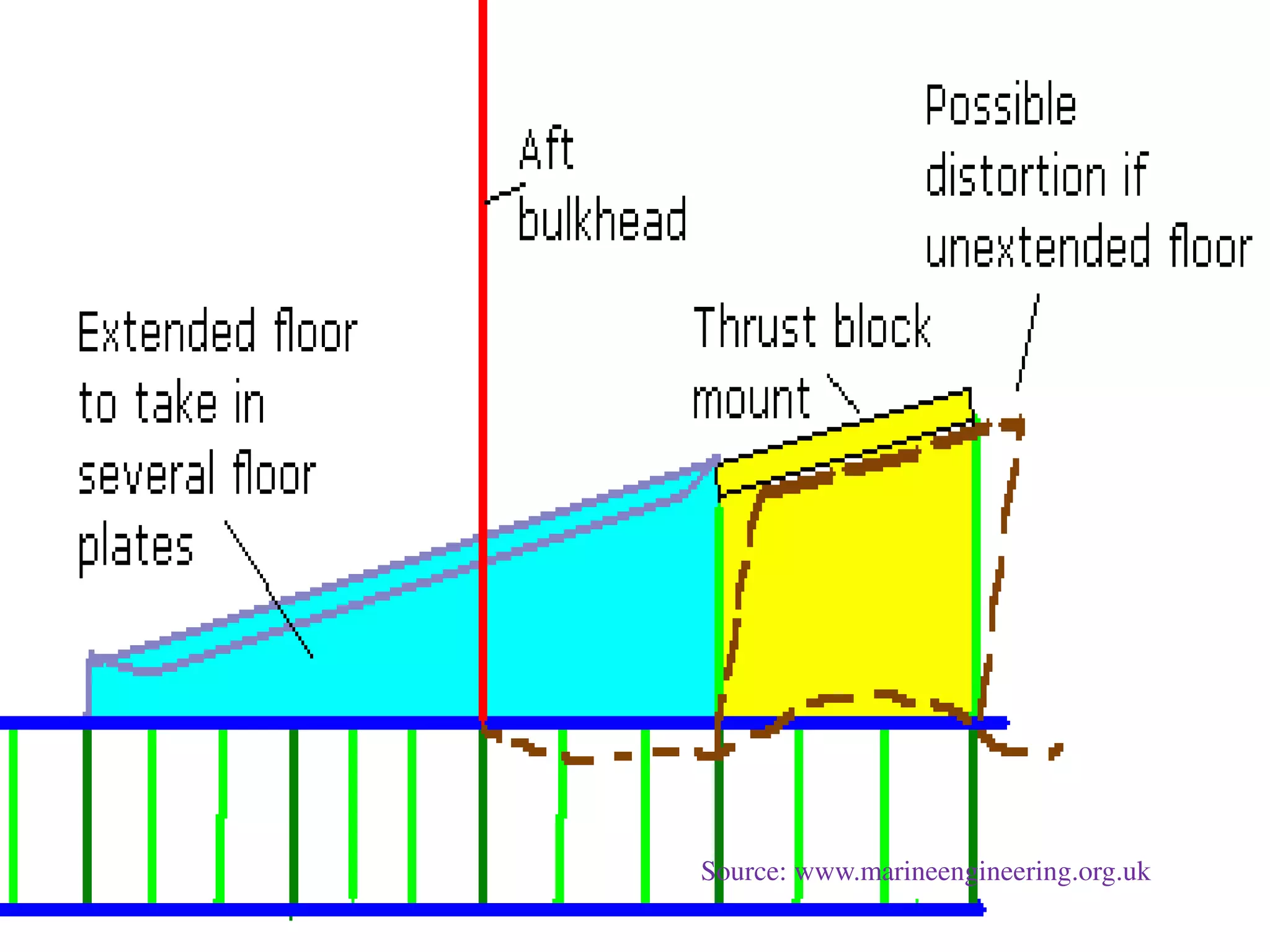
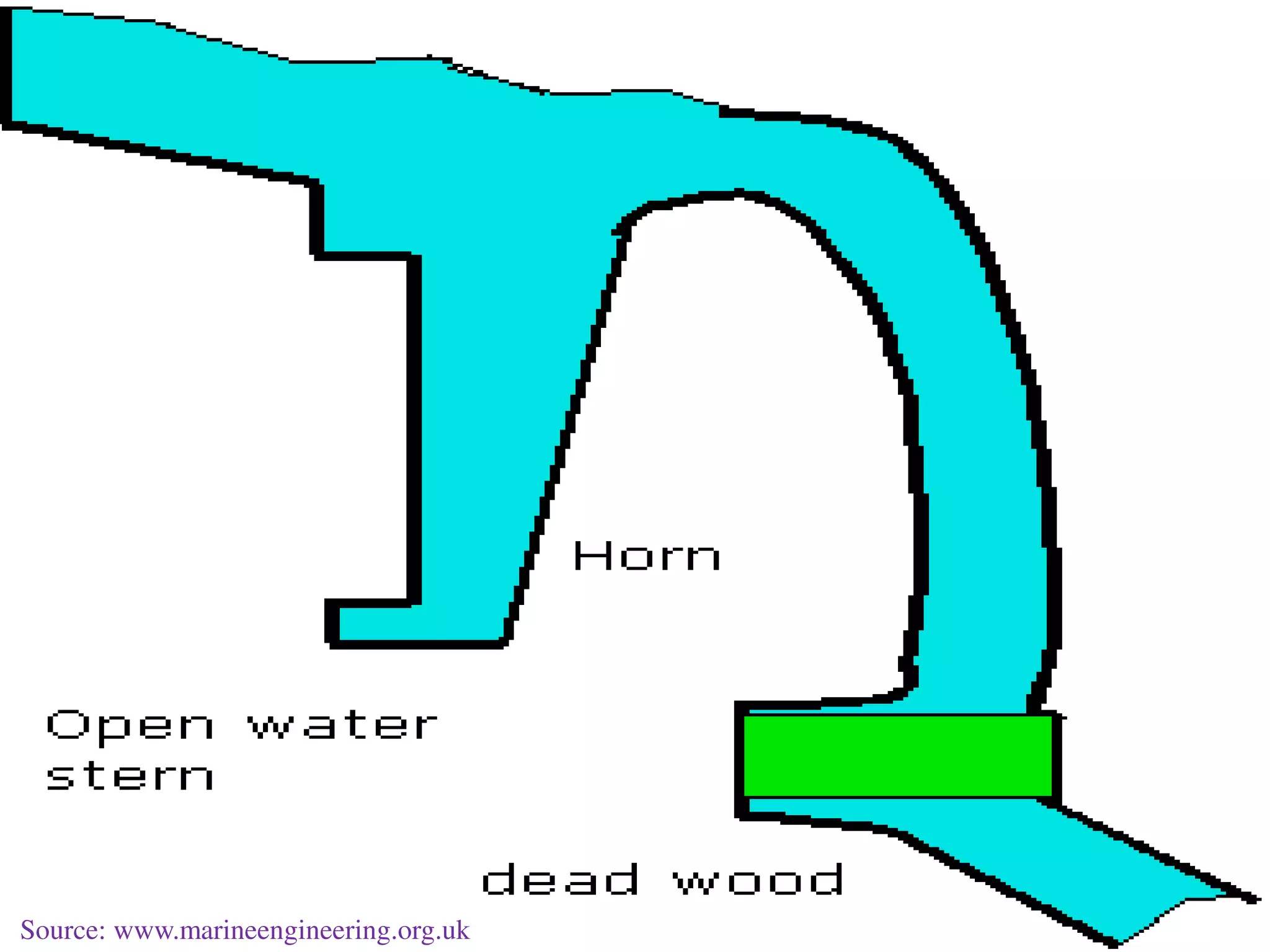

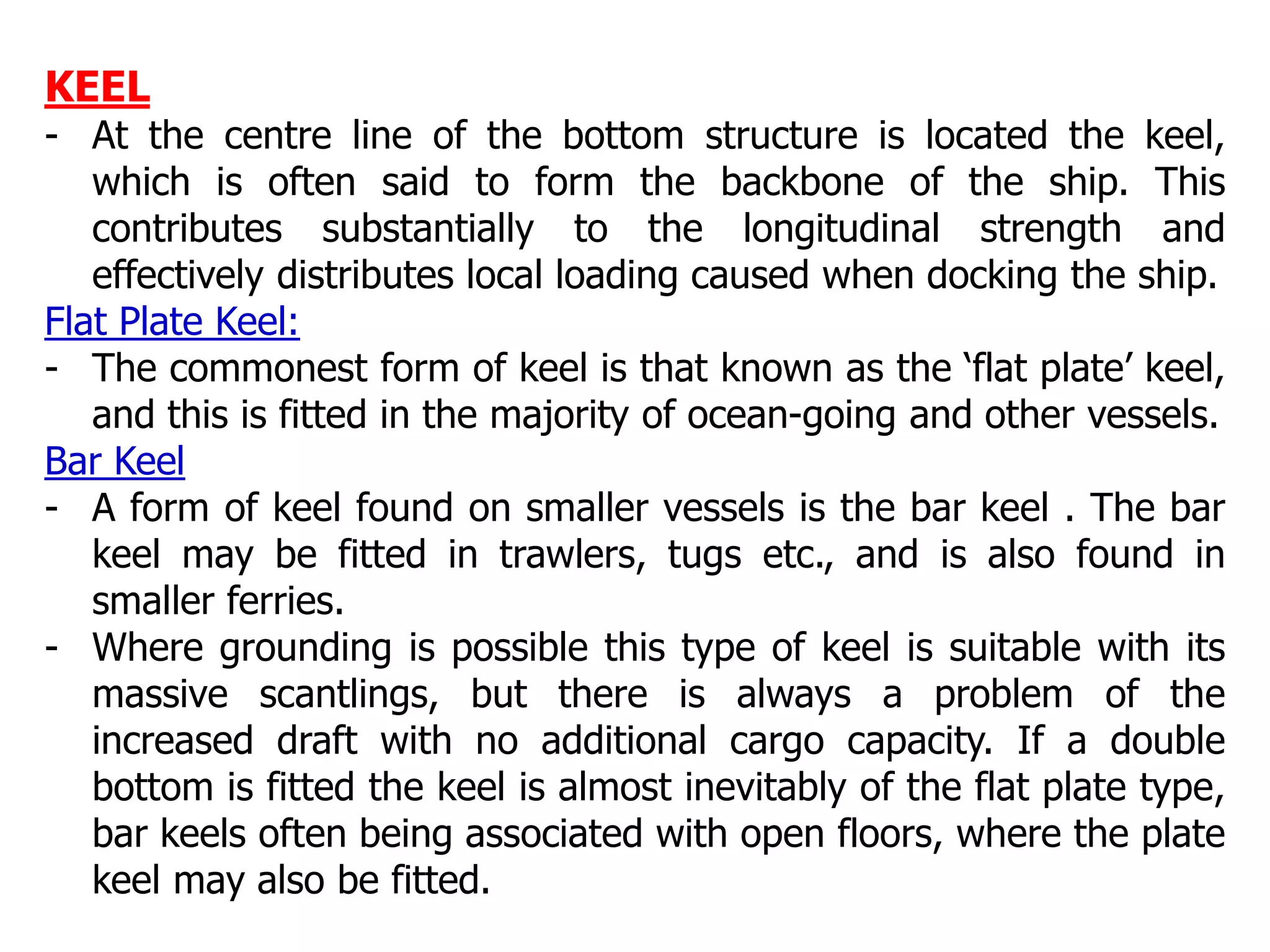
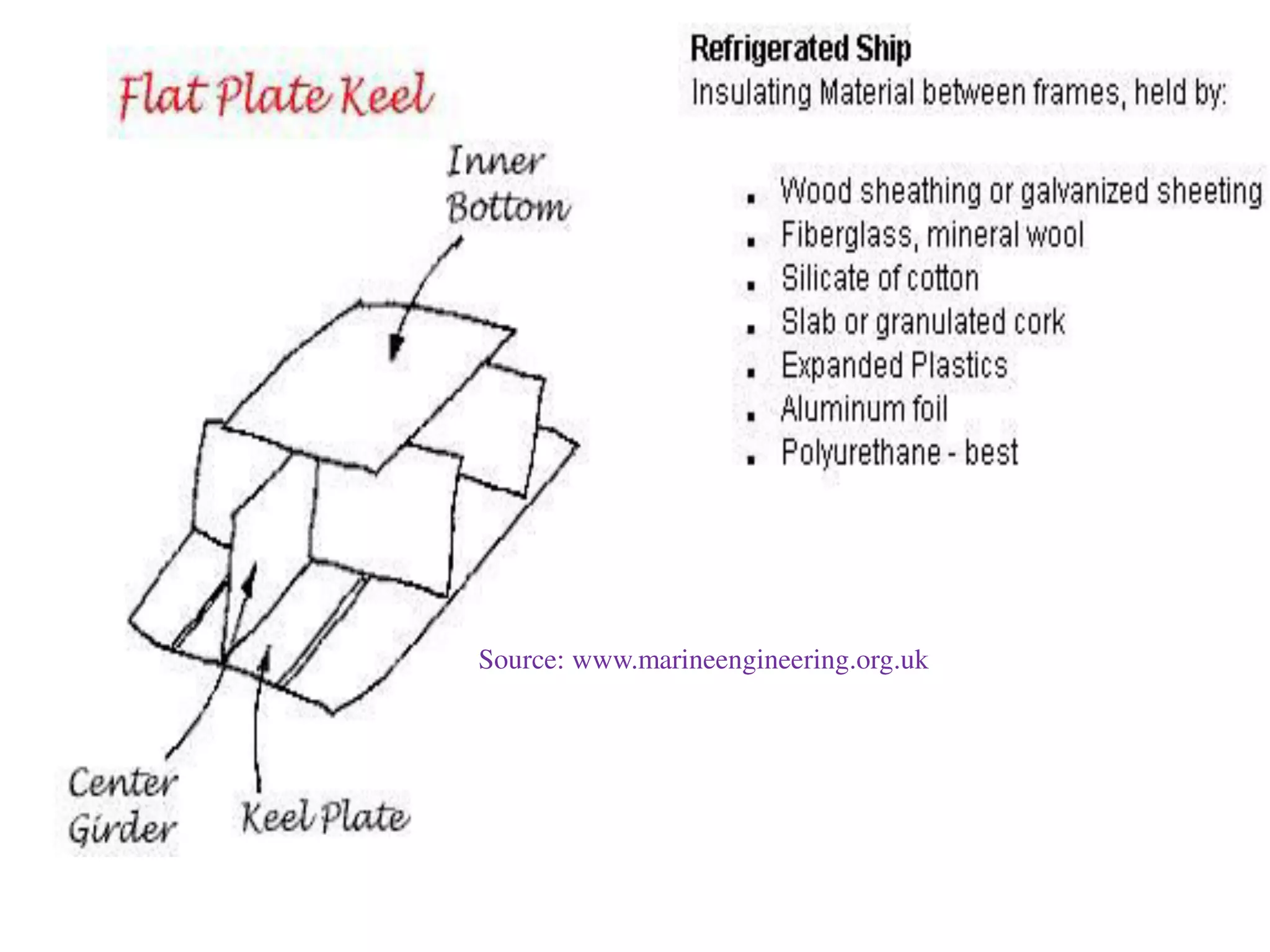
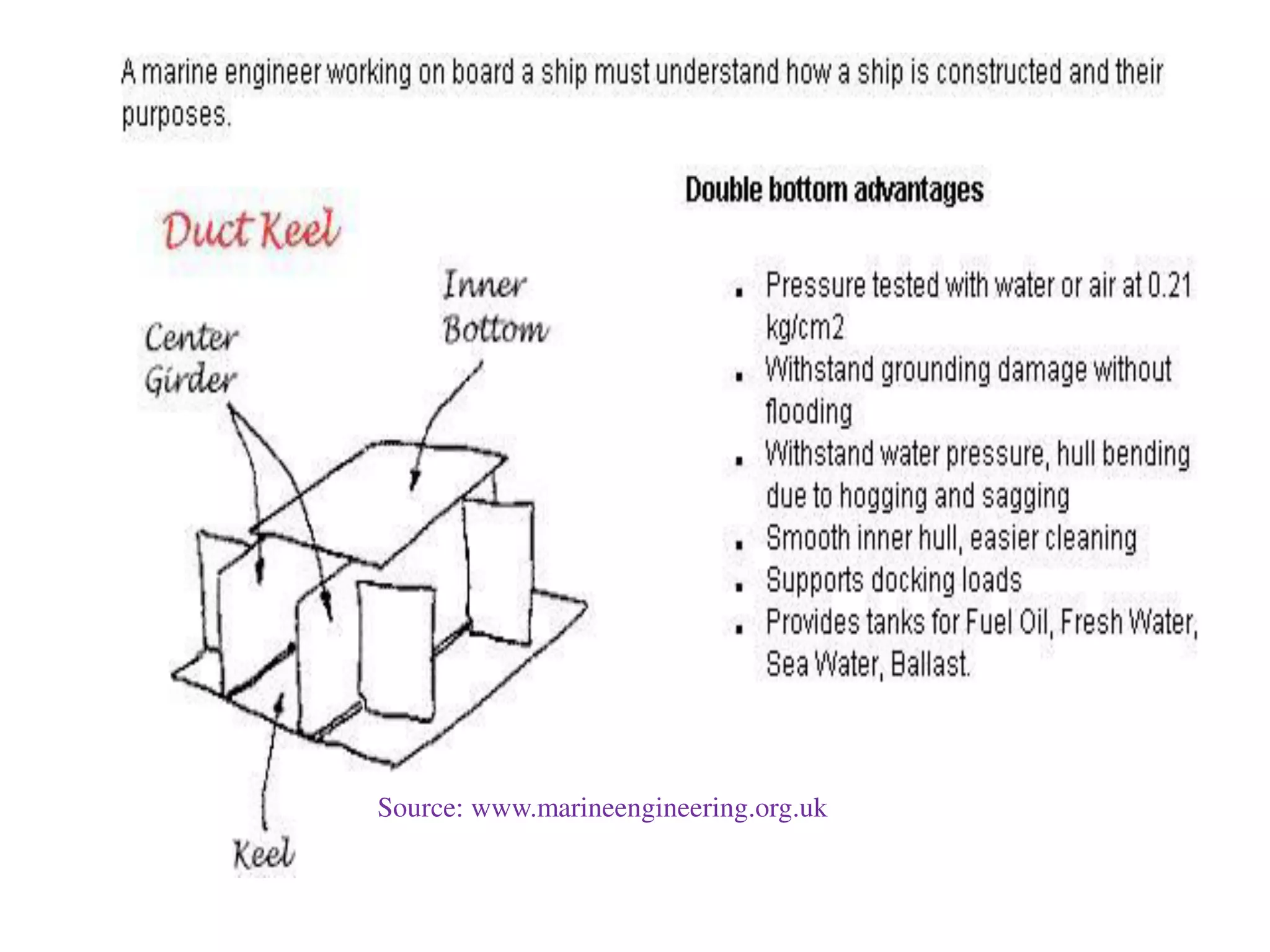
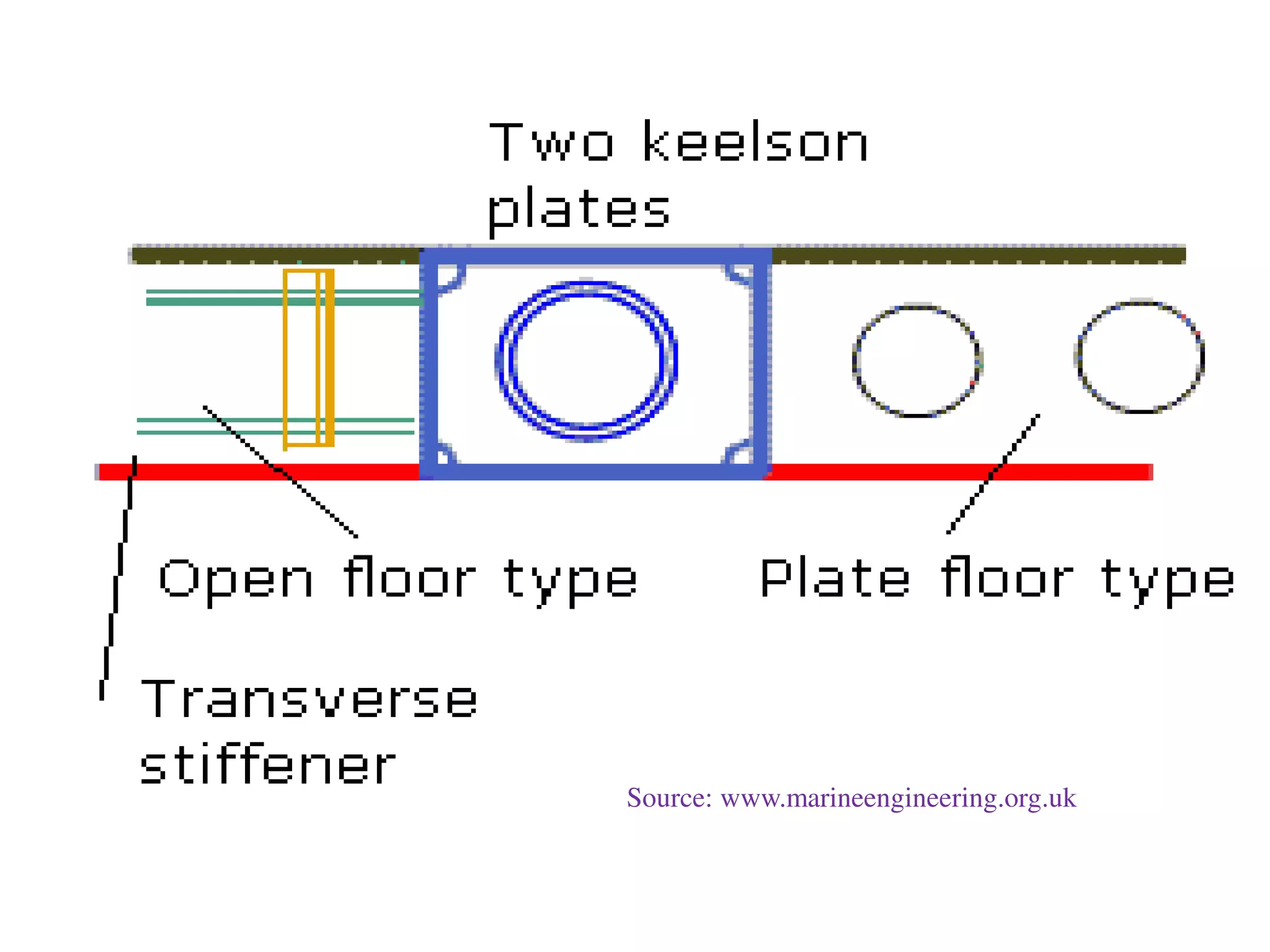
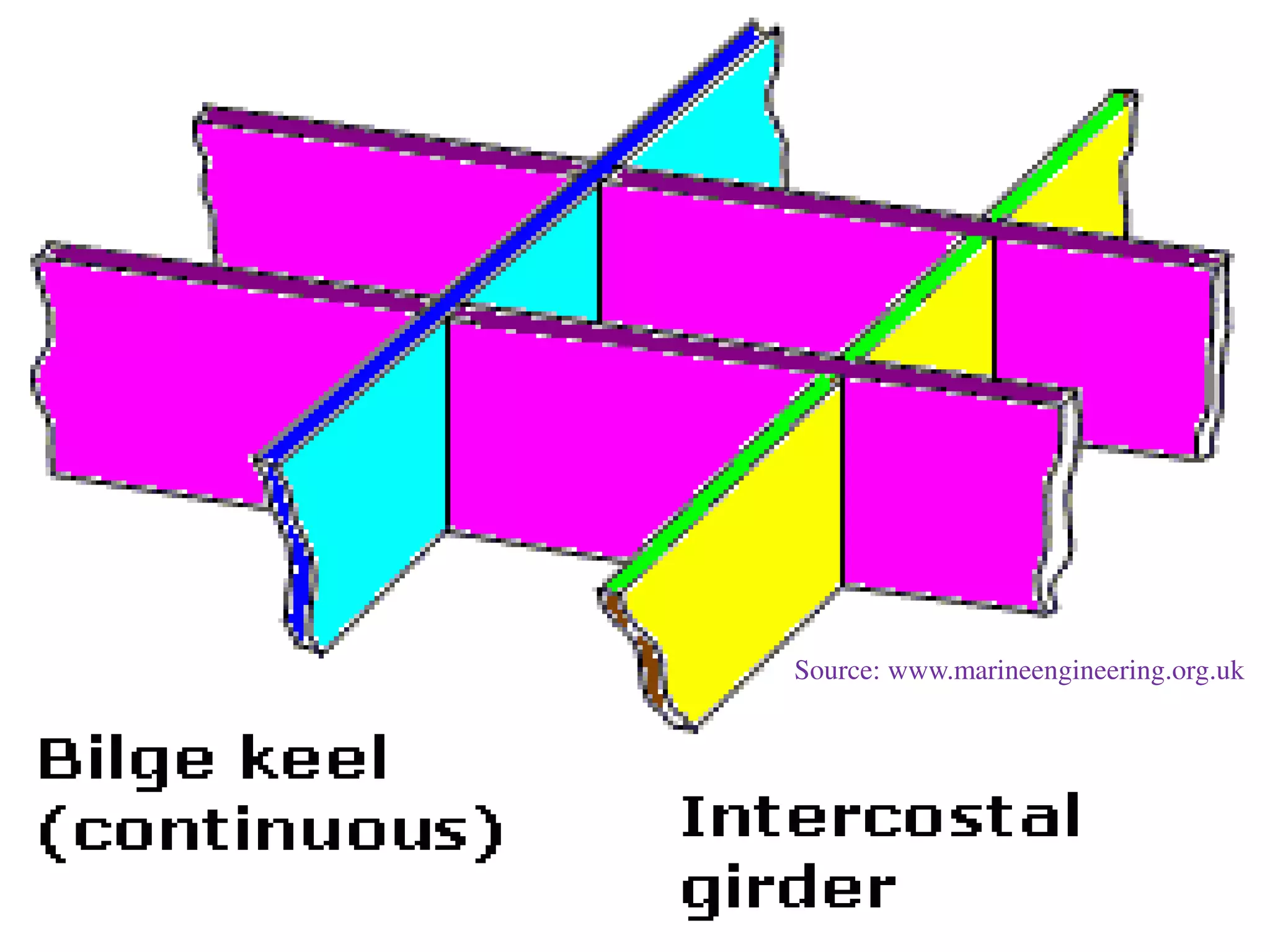
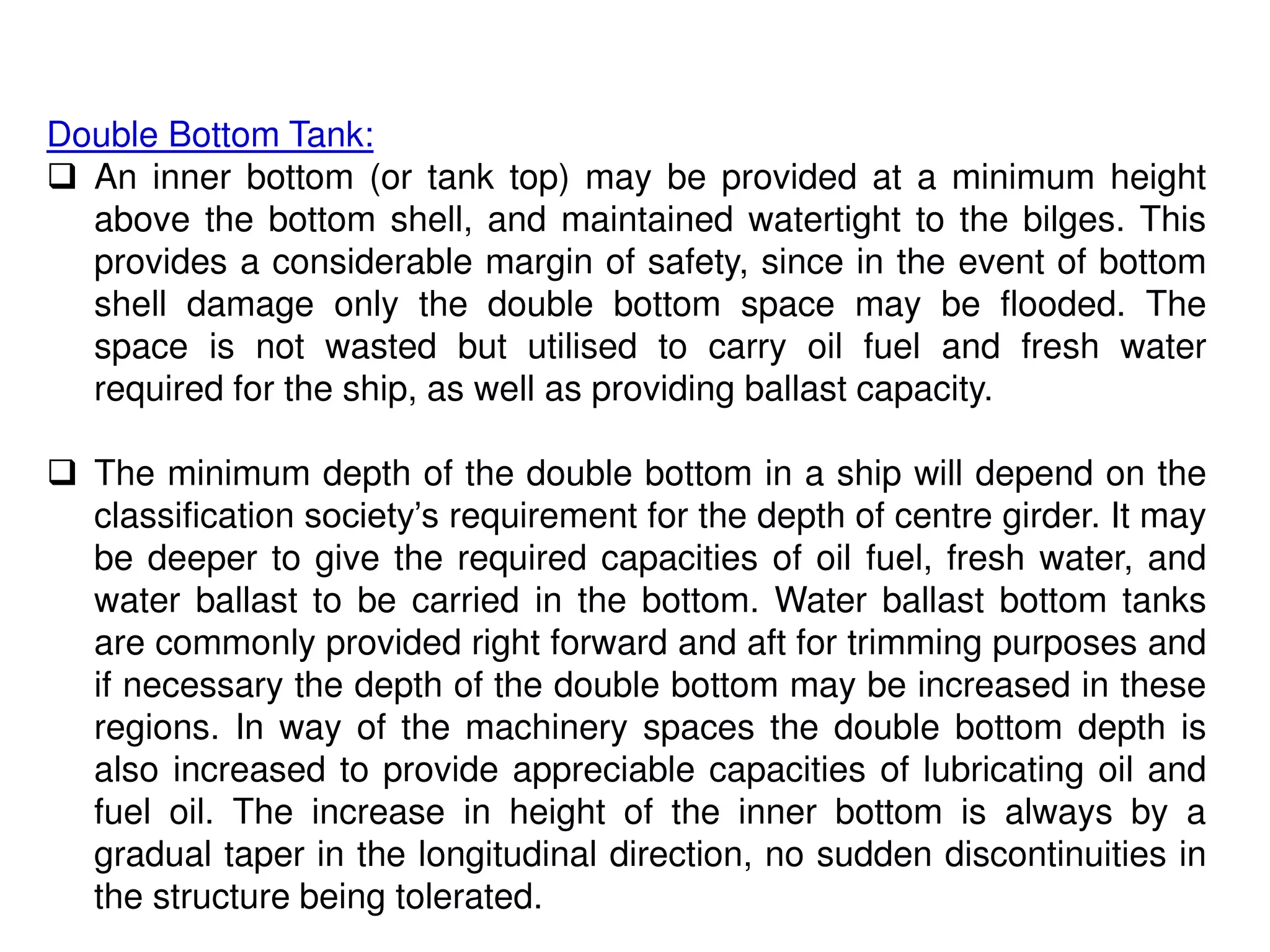
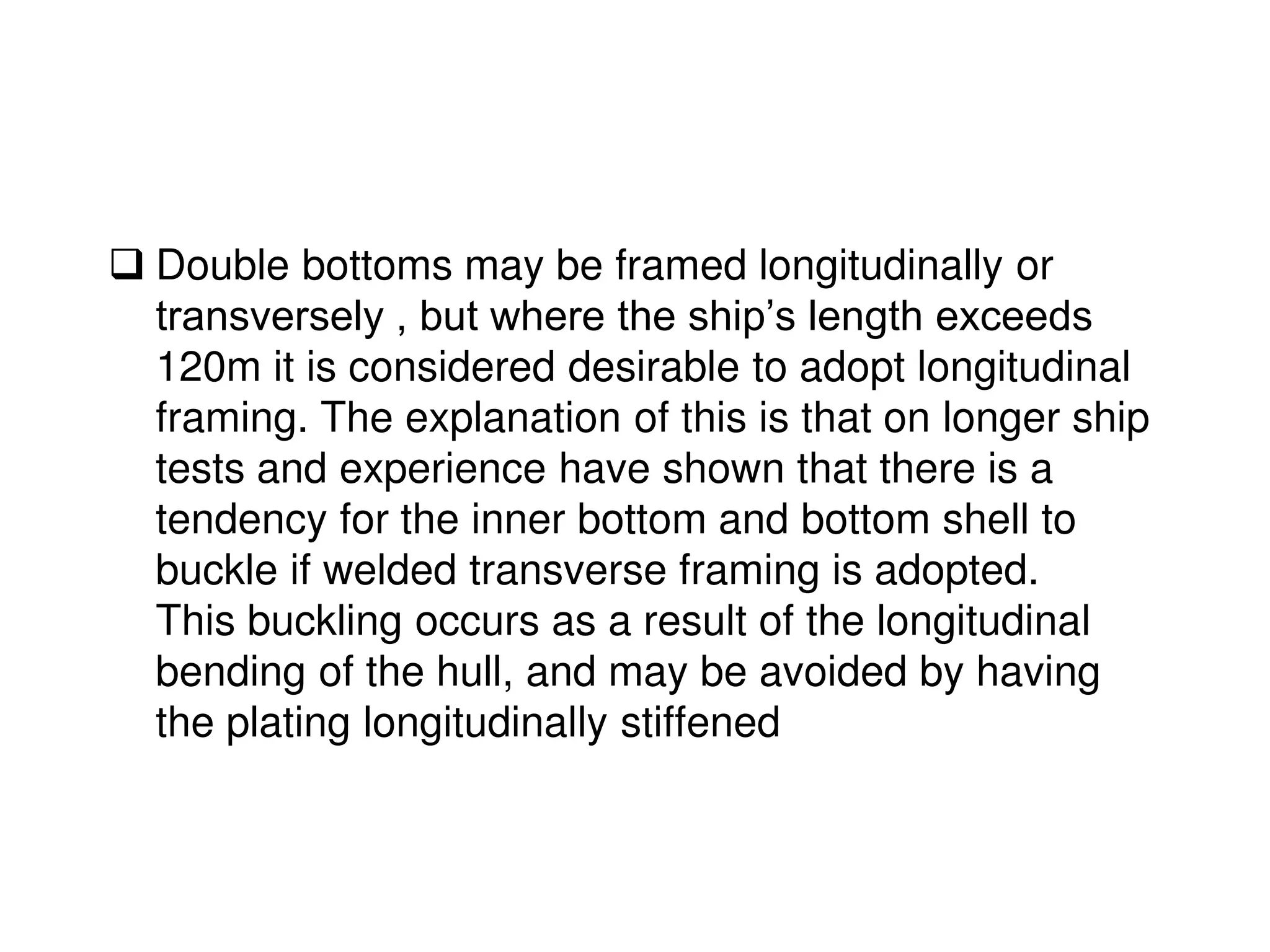
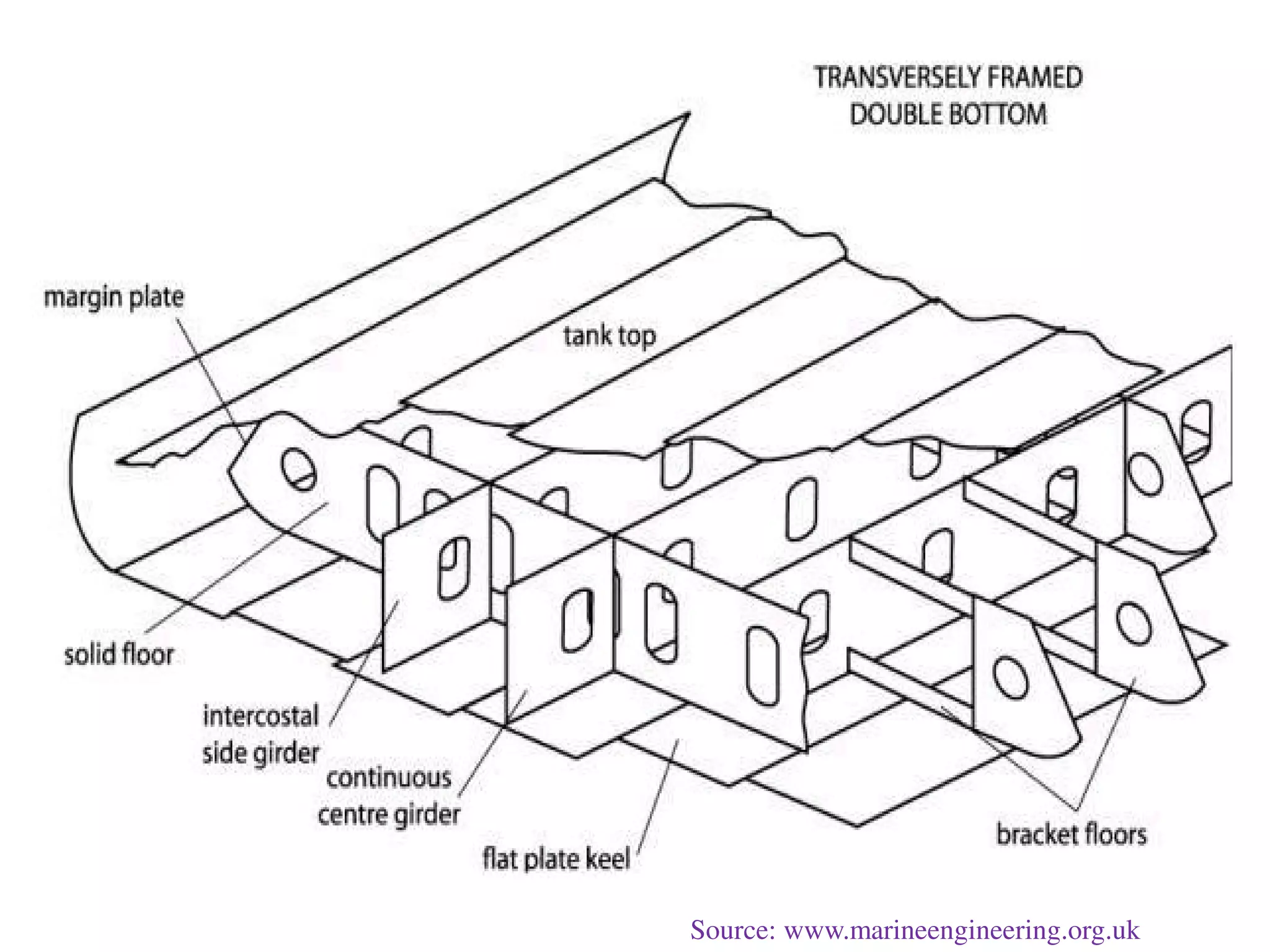
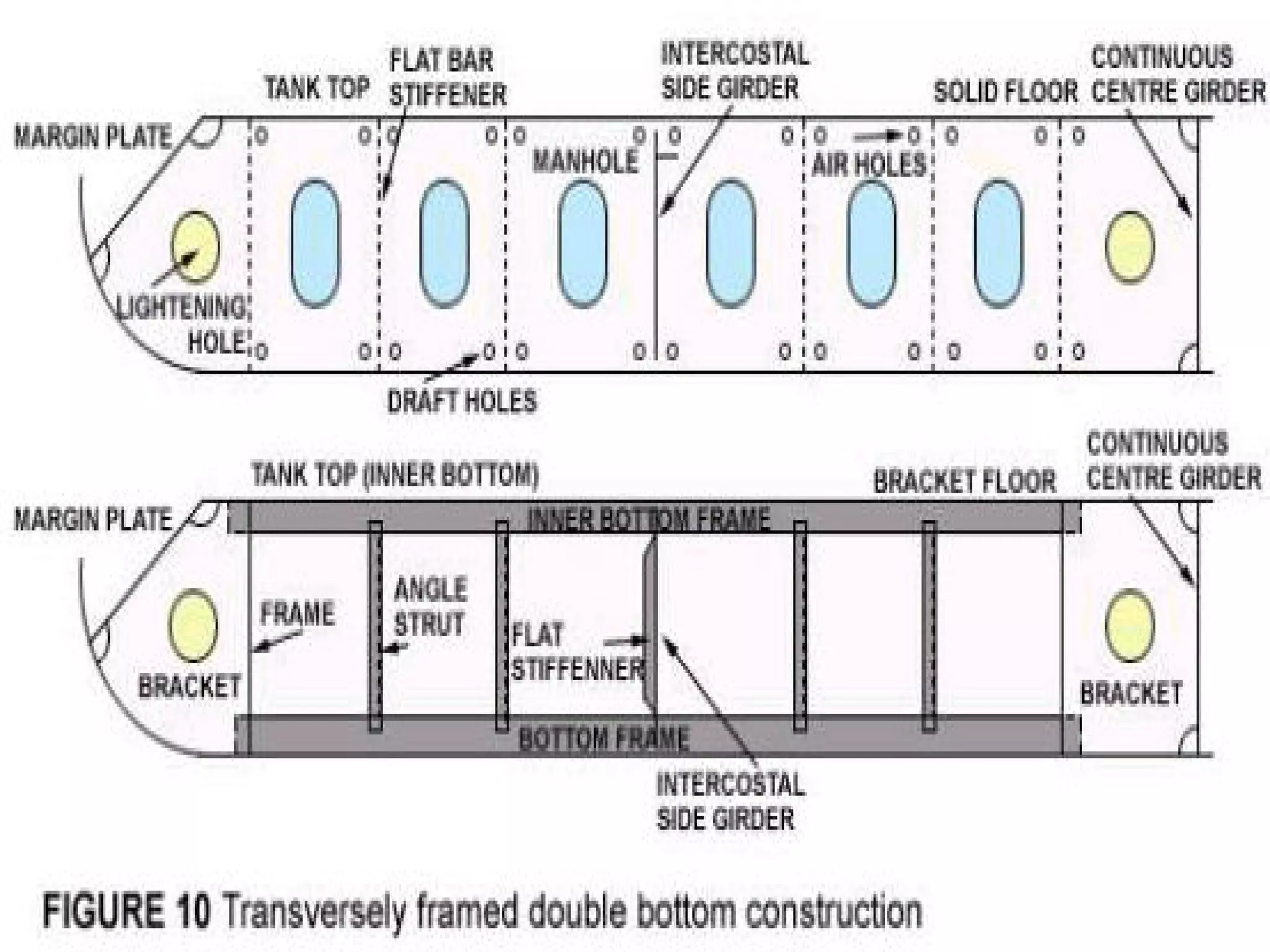
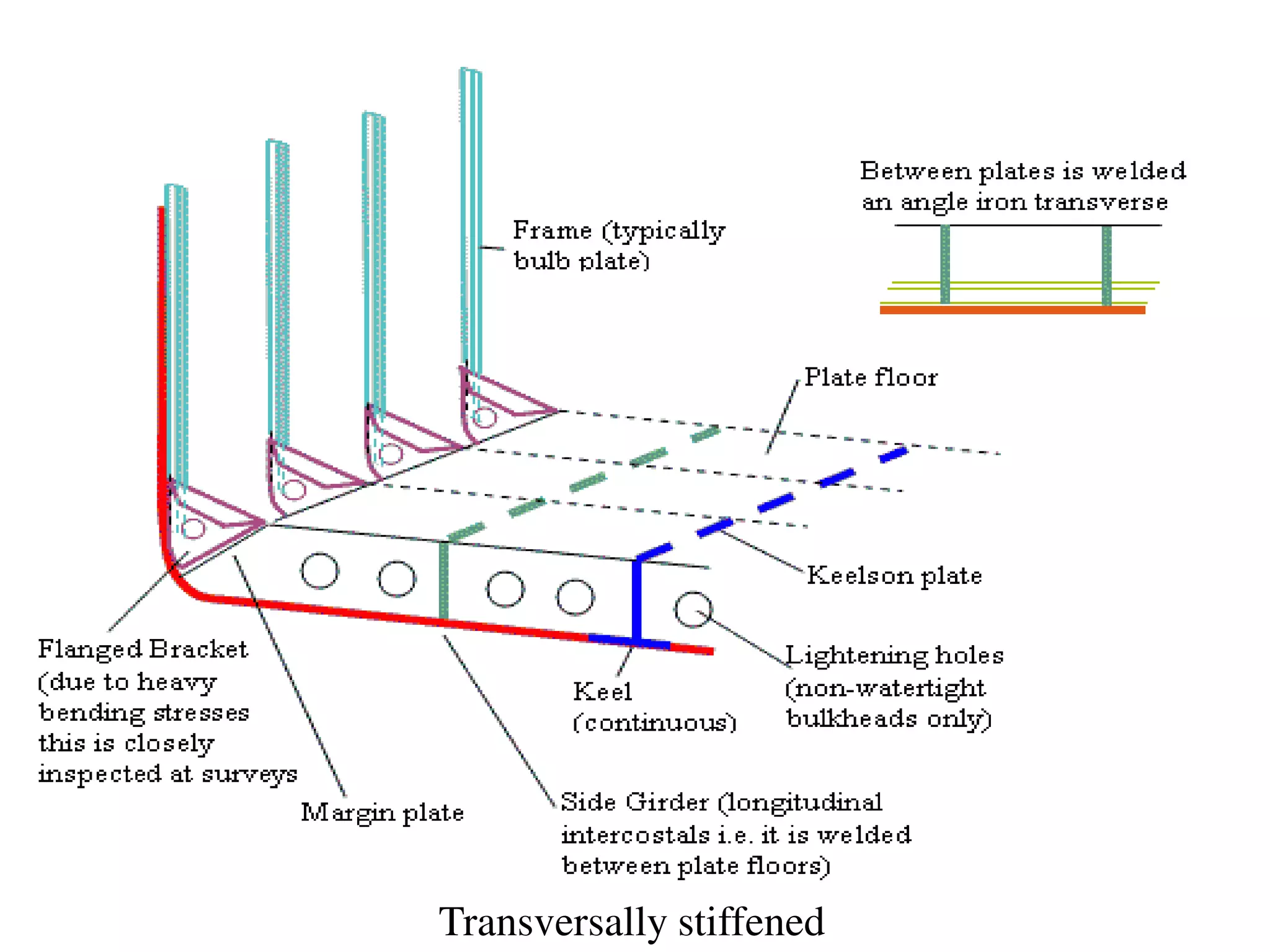
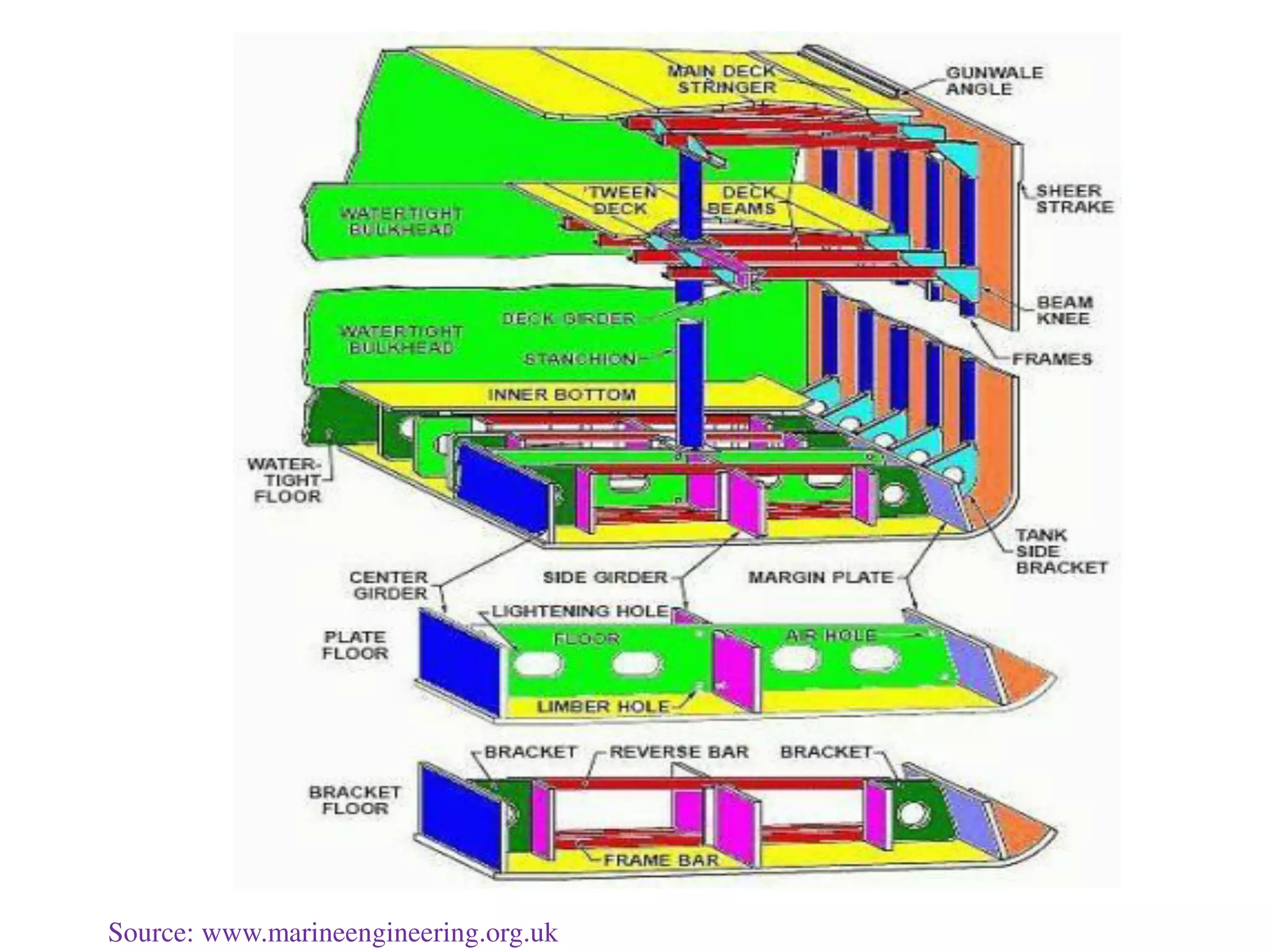
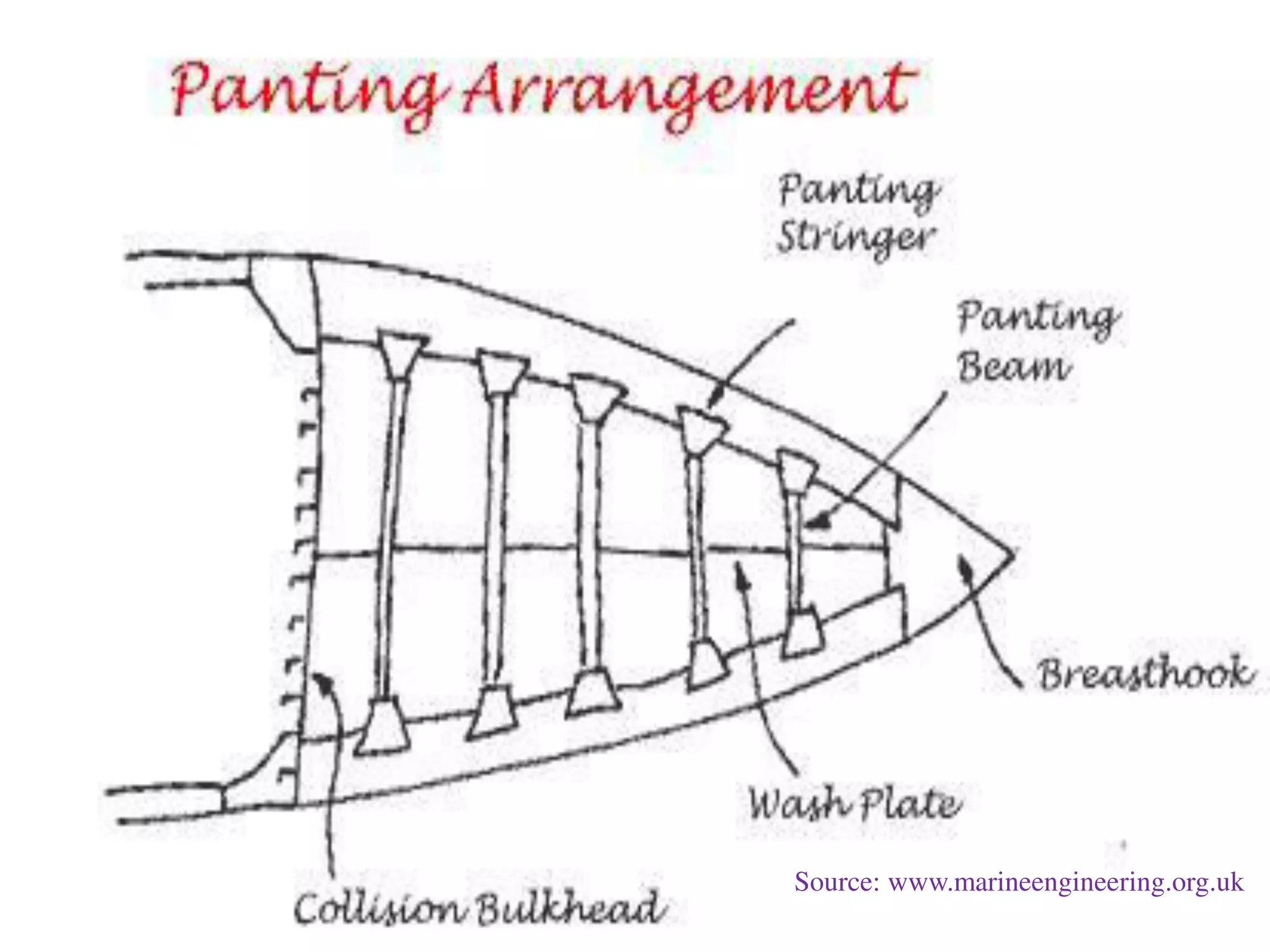
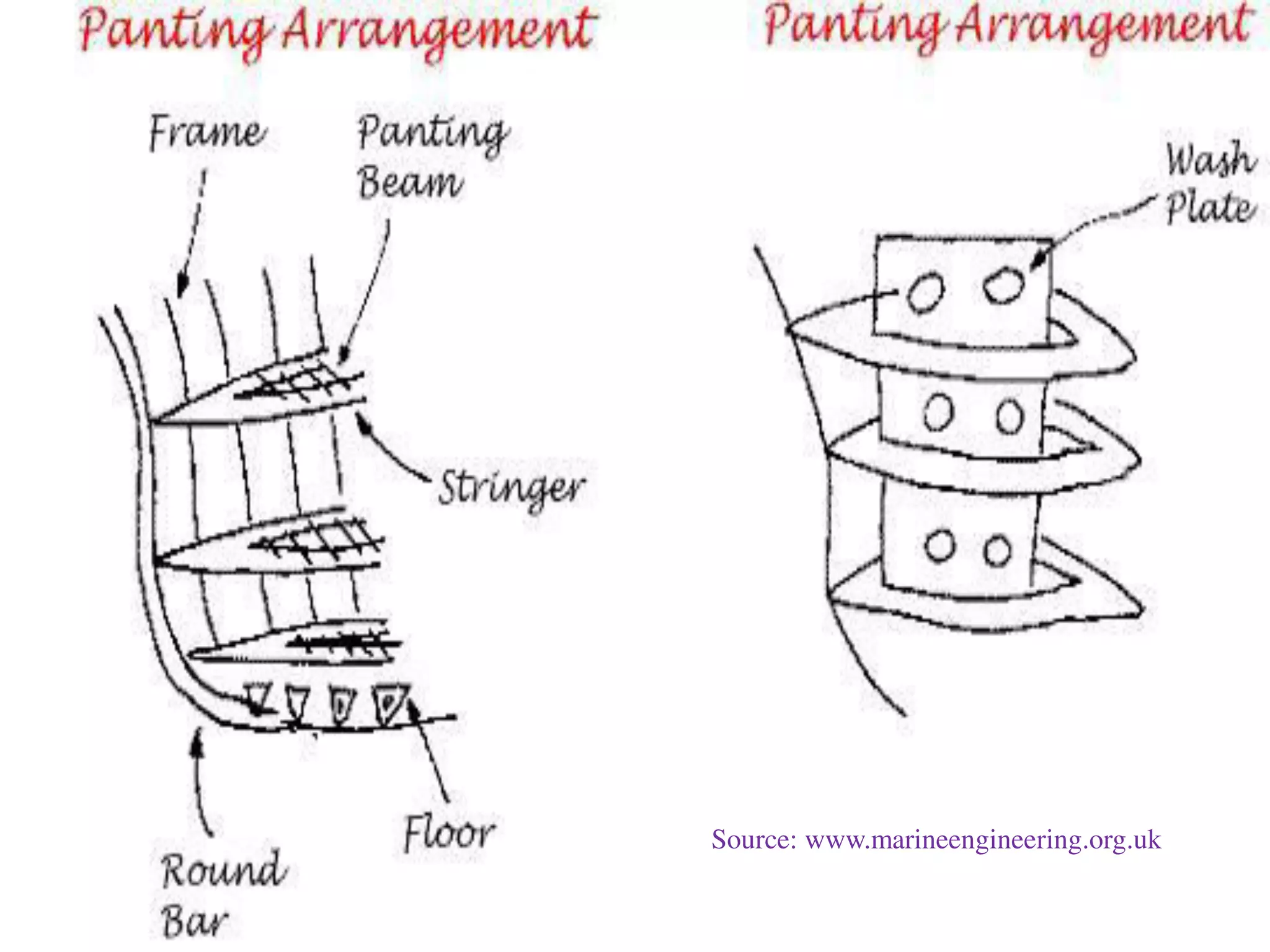
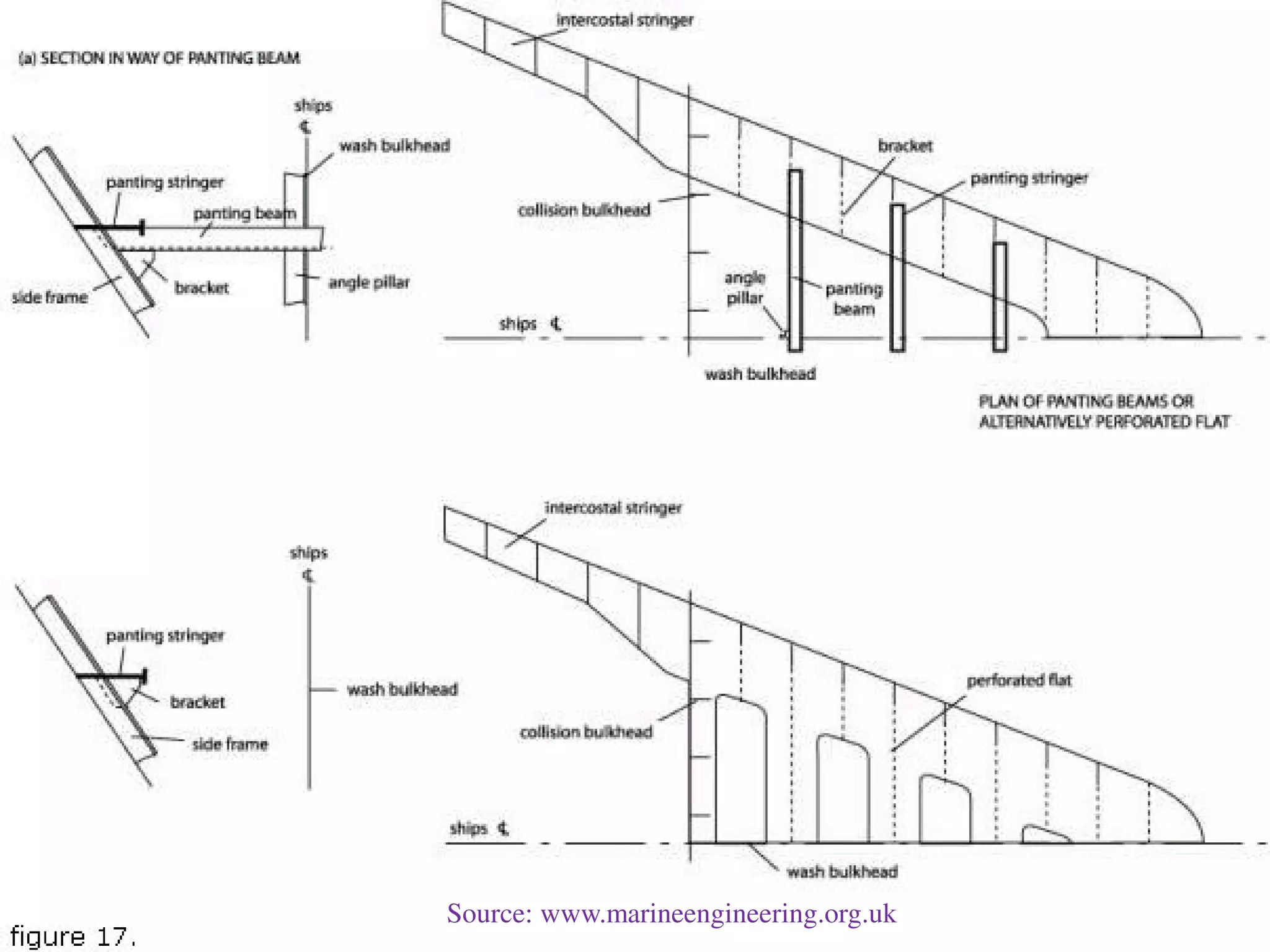
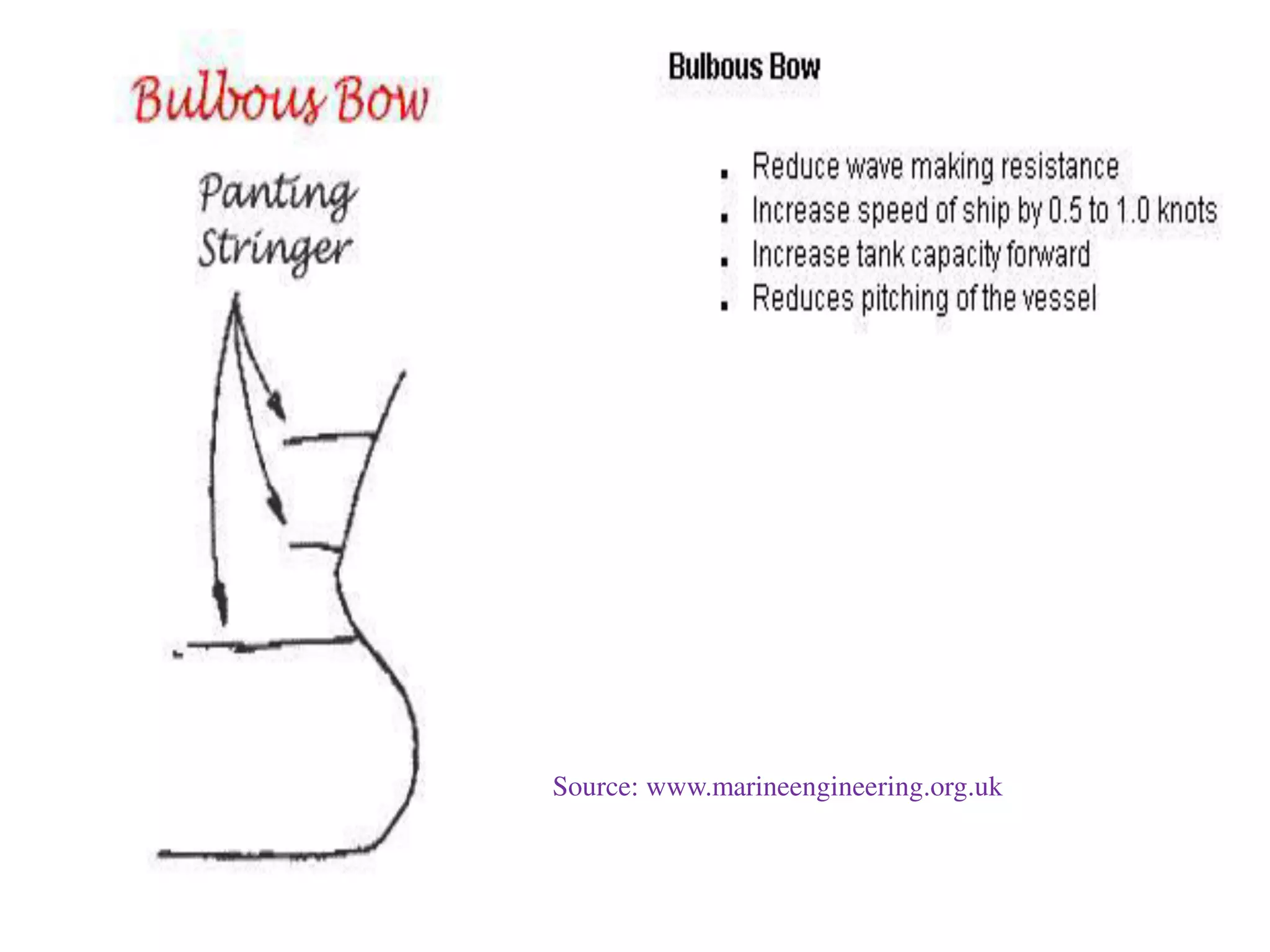
The keel forms the backbone of the ship and contributes to longitudinal strength. Common keel types include the flat plate keel and bar keel. The hull uses frames, plate floors, and a keel plate to strengthen the structure. A double bottom creates extra strength and space for piping and tanks. Machinery is mounted on reinforced seats with the engine connected to brackets and lugs. The stern frame supports the rudder and propeller shaft. Additional structures like panting beams further reinforce the hull.
































![[5] ptk 2014 2015 ship main particulars](https://cdn.slidesharecdn.com/ss_thumbnails/yeag3dqqteyakhmw8drg-signature-e54dc48fc8dff231a3667ed370712382aa80c6605f7be8d156fba02fb451e6f5-poli-141027141818-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)
![AMIF2014 – [Nautica] Alfonso Barbato, Fincantieri’s experience in shipbuildin...](https://cdn.slidesharecdn.com/ss_thumbnails/barbatofincantiericompositematerials-140924055419-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)